Сварочная проволока для аргонодуговой сварки нержавеющей стали. Сварочная проволока и прутки для газовой сварки
Присадочная проволока используется в процессе аргонодуговой и газовой сварки металлов. Основное предназначение данной составляющей сварочного процессе — заполнение шва присадочным материалом, источником которого служит сама проволока, расплавленная электрической дугой или газовой горелкой.
Поэтому без присадочной проволоки немыслима реализация технологического процесса сварки в среде защитных газов, а равно и газовой сварки. А еще такая проволока используется совместно с неплавким графитовым электродом.
И в данной статье мы расскажем о разновидностях присадочной проволоки, используемых в указанных технологических процессах, а равно и о способах ее применения.
Присадочная проволока для сварки металла: основные разновидности
Проволока для сварки может быть типовой, порошковой или активированной. Причем все три разновидности предполагают совершенно разные способы производства и ориентированы на различное применение.
Типовая проволока
 Это обычная цельная проволока постоянного сечения используется в процессе сварки под флюсом. В качестве последнего применяется либо инертный газ (как вариант – углекислота), либо паста, нанесенная на поверхность сварочного шва.
Это обычная цельная проволока постоянного сечения используется в процессе сварки под флюсом. В качестве последнего применяется либо инертный газ (как вариант – углекислота), либо паста, нанесенная на поверхность сварочного шва.
Классический пример подобного изделия — присадочная проволока для сварки аргоном в TIG режиме (неплавкий электрод и ручная подача). Этот вид присадочного материала «тянется» из стали или цветного металла и поставляется к месту работы в бухтах. Причем проволоку можно вводить в сварочную ванну вручную или «заправить» в барабан подающего механизма сварочного полуавтомата.
Порошковая проволока
Вторая разновидность – флюсовая проволока на порошковой основе – выглядит и используется совершенно по-другому. Она представляет собой тонкостенную трубу, внутри которой содержится смесь порошкового флюса и металла.
Такую проволоку используют в процессе сварки в среде инертного и активного газа (MIG и MAG технологии). Сфера применения подобной проволоки – сварка конструкционных и низколегированных сталей. Кроме того, такая проволока может использоваться и для подводной сварки, и в процессе формирования принудительного сварочного шва и в иных специальных режимах.
 Третья разновидность сварочной проволоки – активированная – представляет собой доработанный типовой вариант, который покрывают порошкообразным флюсом. Такая проволока используется в процессе ручной или полуавтоматической сварки в среде углекислого газа. Основная сфера использования такой проволоки – сварка конструкционных сталей.
Третья разновидность сварочной проволоки – активированная – представляет собой доработанный типовой вариант, который покрывают порошкообразным флюсом. Такая проволока используется в процессе ручной или полуавтоматической сварки в среде углекислого газа. Основная сфера использования такой проволоки – сварка конструкционных сталей.
Покрытие наносят на проволоку электролитическим способом. В итоге, активированная проволока не отличается по рабочим характеристикам от типового варианта с постоянным сечением. Ведь 5-7 процентов флюса распределяются по поверхности стального «стержня» практически микронным слоем .
Поэтому активированную проволоку можно использовать на сварочных автоматах или полуавтоматах без специальной подготовки подающего механизма, что делает ее опасным конкурентом «капризной» порошковой проволоки.
Как выбрать присадочную проволоку?
Сварочную проволоку выбирают исходя из следующих рекомендаций:
- Во-первых, диаметр изделия должен соответствовать ширине зазора между стыкуемыми деталями. В ином случае наблюдается повышенный расход присадочной проволоки.
- Во-вторых, присадочный материал, а равно и тип флюса у порошковой и активированной проволоки, должен соответствовать типу основного металла. То есть, сталь варят стальной проволокой, алюминий – алюминиевой проволокой, а медь – медной. Причем при сварке железоуглеродистых сплавов (сталь и чугун) под стать основному металлу должен быть не только тип присадочного материала, но и его химический состав (содержание углерода, легирующих компонентов и прочего). Поэтому проволока присадочная нержавеющая не используется для сварки углеродистых сталей (и наоборот)
- В-третьих, проволока должна соответствовать схеме подачи присадочного материала в сварочную ванну. То есть, порошковые сорта нельзя монтировать в барабаны подачи типовой проволоки. А вот активированный вариант уживется с типовой разновидностью без каких-либо проблем.
- В-четвертых, варить металл можно, в принципе, любой подходящей проволокой, но максимальную производительность гарантирует только определенный сорт, специально подобранный под режим сварки. Так, порошковая проволока подходит только под MIG/MAG, а типовым вариантом удобно варить в ТIG или MIG режимах.
- В-пятых, проволока должна быть качественной. То есть, ее диаметр должен быть равномерным по всей длине, а бухта с проволокой должна быть свернута аккуратно без перехлестов. И, разумеется, на проволоке не должно быть следов ржавчины – лишний источник водорода в сварочной ванне нам не нужен.
В процессе сварки металлов методом TIG используются присадочные прутки. Подавая их в зону формирования шва, удается избежать появления пузырьков и трещин и тем самым добиться высокой прочности соединения.
Присадочный пруток представляет собой проволоку диаметром от 1 до 4 мм. Длина составляет, как правило, 1000 мм. На поверхность прутка наплавляется металл с различными модификаторами. Это придает ему особые свойства и дает возможность использовать с конкретным видом материала.
Типы присадочных прутков
- Алюминиевый – данный расходный материал используется при сварке алюминиевых заготовок. В зависимости от добавок пруток может применяться для работы со сплавами алюминия с кремнием или кремнием и магнием.
- Омедненный – такой присадочный материал предназначен для сварки нелегированных и низколегированных сталей.
- Нержавеющий – этот вид изделий имеет добавки титана или хромоникелевое покрытие, что делает получаемый сварочный шов устойчивым к коррозии. Используют нержавеющий пруток для работы с заготовками из никельсодержащей стали.
В нашем интернет-магазине вы можете купить присадочные прутки для аргонодуговой сварки. Позаботьтесь о том, чтобы во время работы у вас был достаточный запас расходного материала – закажите его в нужном количестве прямо сейчас! Для оформления заказа воспользуйтесь сервисом «Купить в 1 клик» или позвоните по телефону 8-800-333-83-28 .
Мы предлагаем прутки присадочные для аргонодуговой сварки по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
- Общие характеристики метода
- Прутки для работы по алюминию
Сегодня аргонная сварка очень популярна в народном хозяйстве. Так как при работах обычно применяется специальная проволока для аргонной сварки, этот метод позволяет производить сваривание материалов, которое невозможно осуществить при помощи простого оборудования. Главное назначение сварки при помощи аргона – это соединение элементов из разных видов цветных металлов и сталей.
Общие характеристики метода
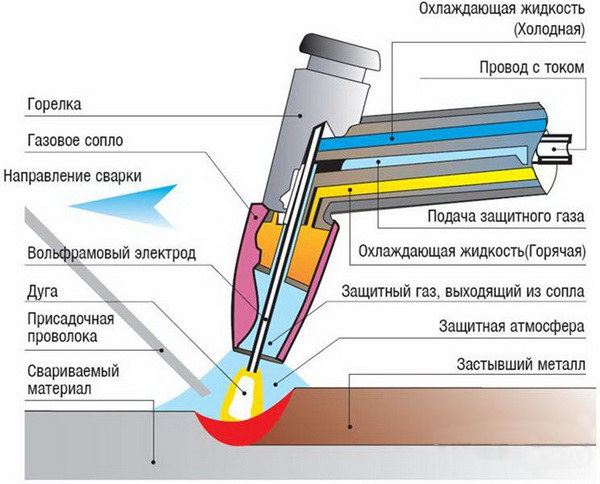
Чем отличается обычный сварочный процесс от аргонодугового? В первую очередь использованием аргона, характеристики которого исключают возникновение химических реакций в зоне горения и расплавления металла. Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Технология сварки предполагает использование двух способов, при которых применяются плавящиеся или неплавящиеся электроды. За счет применения неплавящегося электрода обеспечивается качественное образование сварных швов и поддерживается равномерная глубина плавки металла. Данный способ является основным для сварки стыков в трубопроводах и соединения элементов из сплавов титана и алюминия.

При работе дуга оборудования горит между электродом и свариваемой деталью. В принято использовать электроды, изготовленные из вольфрама. Этот металл давно зарекомендовал себя с самой лучшей стороны, являясь очень надежным и отличаясь высокой степенью тугоплавкости.
Для улучшения характеристик вольфрама при изготовлении электродов в него добавляют некоторые химические соединения. Если необходимо использование присадочного материала, он подается в зону горения сбоку, что исключает его контакт с электрической цепью.
Сварка с использованием плавящегося электрода не так популярна, как вышеописанная технология, и применяется достаточно редко.
Вернуться к оглавлению
Характеристики присадочных прутков
Аргонодуговая сварка может производиться без использования присадочного материала, но наибольший эффект достигается лишь в случае его применения. Такой материал называется присадочными прутками для аргонодуговой сварки. Если смотреть с точки зрения конструкции прутков, они представляют собой небольшие прямые отрезки проволоки, которая закладывает основу сварного шва.
Каждый пруток, в зависимости от назначения, имеет свой состав и свойства. Это роднит их с присадочной проволокой, которая используется при обычных сварочных работах. Назначение присадки – сварка разнородных элементов аргоном, поэтому она должна полностью соответствовать характеристикам свариваемого материала.

Во время аргонной присадочные прутки закладываются в основу сварного шва.
Так, использование прутков для аргонной сварки должно выполнять следующие условия:
- образовывать идеальный по форме и структуре шов;
- обеспечивать антикоррозийность шва;
- создавать устойчивость к внутрикристаллическому разрушению.
Для того чтобы соответствовать заявленным требованиям, присадочная проволока может целиком состоять из одного материала или иметь сердечники из других сплавов.
К примеру, прутки для работы с нержавейкой оснащены сердечниками из сплава хрома и никеля.
Они широко используются при строительстве трубопроводов, в пищевой, химической и нефтяной промышленности, в машиностроении.
Вернуться к оглавлению
Прутки для работы по алюминию
Проволока для работы по алюминию, которую используют при сварке деталей в судо- и авиастроении, должна отвечать очень высоким требованиям, так как от ее надежности полностью зависит качество транспортных средств и безопасность их эксплуатации.
Требования, предъявляемые к проволоке данного вида, включают:
- устойчивость к воздействию агрессивных химических веществ;
- сопротивляемость влиянию окружающей среды и атмосферных явлений;
- прочность и высокое качество сварного шва, подтвержденное его мелкозернистостью и сопротивлением к образованию расслоения.
Сложность сварки алюминиевых элементов объясняется способностью металла создавать на поверхности в месте плавления оксидные соединения, препятствующие работе. Кроме того, как сам алюминий, так и его сплавы не меняют окраску после расплавления, а это значительно затрудняет формирование шва для сварщика.
Высокий уровень теплопроводности, которым обладают многие сплавы из цветных металлов, приводит к быстрому остыванию кристаллической решетки и повышению напряжения внутри нее. За счет этого шов часто получается деформированным, что ведет к растрескиванию изделий. Все эти отрицательные явления нивелируются при использовании дуговой сварки, которая гарантирует не только качество шва и отсутствие трещин, но и высокую антикоррозийную устойчивость. Проволока, которая используется для создания основы шва, легко разрушает оксидную пленку, возникающую на поверхности элементов из алюминия и его сплавов.
Сегодня промышленность выпускает огромное количество присадочных прутков для . Материал нужного химического состава можно подобрать практически для всех типов металла: низколегированных, низкоуглеродистых, специальных и нержавеющих сталей, сплавов меди, титана, алюминия и других.
При сварке применяются присадочные металлы, которые подводят к месту соединения свариваемых изделий и расплавляют одновременно с основным металлом.
Присадочный металл служит для заполнения разделки шва, пополнения потерь металла на угар и разбрызгивание, для образования усиления шва. Присадочные металлы применяются в виде проволоки и стержней.
Основные требования, предъявляемые к присадочным проволокам и стержням, следующие:
1) проволока и стержни должны иметь диаметр, соответствующий толщине свариваемого металла;
2) поверхность проволоки и стержней должна быть ровной и чистой, без окалины, ржавчины, грязи, масла, краски и прочих загрязнений;
3) при расплавлении проволока и стержни должны плавиться равномерно, спокойно, без сильного разбрызгивания, образуя при застывании плотный однородный наплавленный металл без включений, пор и других дефектов;
4) металл, наплавленный проволокой или стержнями, должен хорошо обрабатываться;
5) проволока и стержни должны иметь определенный химический состав, близкий по составу к свариваемому металлу;
6) температура плавления проволоки должна быть равна температуре плавления свариваемого металла или несколько ниже ее.
Перечисленным требованиям отвечают выпускаемые нашей промышленностью стандартная присадочная проволока и стержни.
Чугунные стержни для сварки чугуна должны удовлетворять требованиям ГОСТ 2671-44. Они выпускаются двух марок - марки А и марки Б.
Чугунные прутки изготовляются следующих размеров:
Диаметр в мм... 4 6 8 10 12 Длина в мм.... 250 350 450 450-450
Присадочная проволока, применяемая для сварки углеродистых и легированных сталей, должна удовлетворять требованиям ГОСТ 2246-60.
В табл. 1 приведен химический состав некоторых марок электродной проволоки.
Стальная электродная проволока изготовляется диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм.
Проволока поставляется потребителю в мотках.
Нельзя применять для сварки случайную проволоку неизвестного химического состава. Если для сварки получена проволока нестандартного качества, необходимо сделать полный химический анализ ее и проверить на плавление. Проволоку проверяют на плавление следующим образом. Берут кусок проволоки длиной 300-500 мм и производят наплавку валика длиной до 100 мм на пластину из соответствующего металла. Толщина металла берется равной двойному диаметру проволоки. Если при наплавке валика проволока плавится без сильного искрообразования, наплавляемый металл при затвердевании не вспучивается и поверхность валика имеет равномерную чешуйчатость, без наплывов, то такая проволока пригодна для сварки.
Для сварки цветных металлов, а также нержавеющей стали, в случае отсутствия нужной проволоки иногда применяют полоски, нарезанные из листов металла той же марки, что и свариваемый металл.
Качество шва поручается обычно хуже ввиду неодинаковой ширины полос.
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.
Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
1 Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки .
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.

Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
1.1 О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:

Проволока для сварки алюминия TELWIN
- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
2 Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата .
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.

Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
2.1 Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800ºC . Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
Когда проводится сваривание различных конструкционных деталей из алюминия, то применение такой проволоки способно обеспечить высокие показатели стабильности полученного соединения.
Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.

В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.
В том случае, когда маркировка изделия подбирается в строгом соответствии с конструктивными особенностями и требованиями, то полученное сварное соединение будет очень высококачественным и весьма долговечным.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
2.2 Процесс сварки алюминия полуавтоматом (видео)



