Технология газовой сварки стали. Способы и режимы газовой сварки. Способы газовой сварки
Вид пламени зависит от свариваемого материала: нормальным пламенем сваривают углеродистые и легированные стали, науглероживающим - чугун и окислительным - латуни. Выбор нужного вида пламени осуществляется по характеру его свечения.
Мощность пламени горелки, выбираемая в соответствии с толщиной свариваемого металла и его теплофизическими свойствами, определяется расходом ацетилена, необходимым для его расплавления. Чем толще свариваемый металл и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше должна быть мощность пламени. Ее регулируют ступенчато - подбором наконечника горелки (см. подразд. 6.6.2) и плавно - вентилями на горелке.
Перед тем, как вы будете обсуждать толкание или вытягивание сварных швов
Конечно, самая важная часть любых дебатов по технике сварки заключается в том, чтобы работать с фирменной сварочной машиной и лучше всего в сварочных электродах и инструментах. На этой неделе вы найдете лучшие праздничные предложения, но на сварочных аппаратах и сварочных аппаратах. Поэтому мы решили поделиться им в Интернете! Независимо от того, начинаете ли вы, или вы устраняете проблему распыления, которая возникает из вашего сварщика, просто следуйте приведенному ниже списку проверок для чистых и гладких сварных швов.
Выбор диаметра присадочной проволоки осуществляется в зависимости от толщины свариваемого металла и способа сварки. При сварке низко- и среднеуглеродистых сталей диаметр присадочной проволоки, мм, для левого способа сварки определяется по формуле
d п = s / 2 + 1,
а для правого -
где s - толщина свариваемого металла, мм.
Проверьте заводскую табличку на машине, чтобы убедиться, что она получает требуемую мощность. 120-вольтовая машина должна быть на выключателе на 20 ампер. Избегайте использования удлинителей и используйте тяжелые кабели для минимизации падения напряжения.
Установите правильную полярность электродов
Какой процесс вы выполняете, газовая дуговая сварка или флюсовая дуговая сварка? Убедитесь, что полярность устройства установлена на положительный электрод. Любой из них не сможет нормально работать, если полярность установлена неправильно.
Рассмотрим толщину вашего материала
Убедитесь, что ваш размер и размер электрода соответствуют материалу. Тем не менее, всегда трудно использовать флюсовый сердечник на материалах, которые являются тоньше 16 калибров, так как более высокое входное тепло имеет тенденцию расплавлять большие отверстия в работе.Скорость сварки устанавливается сварщиком в соответствии со скоростью плавления кромок детали.
Техника сварки - совокупность способов, приемов и манипуляций, осуществляемых сварщиком для формирования высококачественного шва.
При газовой сварке составными элементами техники сварки являются:
- угол наклона мундштука горелки к поверхности свариваемых кромок;
- способ сварки;
- манипуляции мундштуком горелки и присадочной проволокой при движении пламени вдоль шва.
Угол наклона мундштука горелки к поверхности свариваемых кромок выбирает сварщик в зависимости от толщины металла и его теплофизических свойств. Для низкоуглеродистых сталей такая взаимосвязь может быть представлена в следующем виде:
Малые электроды хороши для тонких материалов
Меньшие электроды лучше подходят для тонких материалов -0, 24 хорош для. 062 и тоньше, 0, 30 хорошо работает для толщины в диапазоне от 0, 02 до 1, 8 или около того, а 0, 35 хорошо работает до примерно ⅜ материала. Цель состоит в том, чтобы обеспечить возможность расплавления электрода с нужной скоростью, но также переносить достаточный ток в сварной шов. Более тонкие электроды будут таять при настройках, используемых для тонких материалов. Использование тяжелого электрода на тонком материале может привести к затруднениям, к тому времени, когда проволока плавится правильно, базовый материал может быть деформирован или расплавлен.
Чем больше толщина металла и выше его теплопроводность (как, например, у меди и ее сплавов), тем больше угол наклона мундштука горелки. Таким образом, сварщик, изменяя угол наклона мундштука и тем самым количество теплоты, подводимой к металлу, управляет процессом формирования шва.
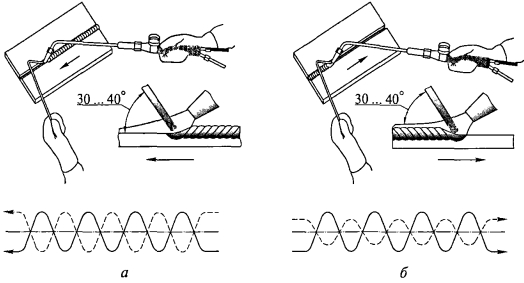
Способы сварки приведены на рис. 9.4.
Использование легкого электрода на толстом материале может привести к тому, что большая часть электрода сгорает в дыму. Убедитесь, что клапан газового баллона открыт, откройте его примерно на два оборота или на полпути. Клапан предназначен для закрытия, если он «открыт» полностью. Проверьте флакон на этикетке с указанием типа газа. Использование любого другого типа газа создаст проблемы. Используйте регулятор, чтобы установить давление газа. Вы не заметите каких-либо изменений выходного давления, если вы также не пропустите некоторый газ, включив машину и нажав спусковой крючок.
Рис. 9.4. Способы сварки:
а - левый; б - правый; - движение горелки; ---- движение присадочной проволоки; стрелками показаны направления сварки
Горелка в руке сварщика может перемещаться только в двух направлениях:
- справа налево, когда пламя направлено на холодные, еще не сваренные кромки металла, а присадочная проволока подается впереди пламени. Такой способ получил название левого;
- слева направо, когда пламя направлено на сваренный участок шва, а присадочная проволока подается вслед за пламенем. Такой способ называется правым.
Левый способ применяют при сварке тонкостенных (толщиной до 3 мм) конструкций и легкоплавких металлов и сплавов.
Помните, что машина находится в данный момент. Часто проверяйте рабочий конец сварочного провода. Контактный наконечник должен быть правильного размера для сварочной проволоки и должен быть плотно прикручен к приемнику. Советы наносят большой урон и должны быть заменены по мере необходимости, по одному на катушку. Подсказки должны быть проверены, очищены, пронумерованы и заменены «на лету» по мере необходимости. Многие проблемы с сваркой связаны с поврежденными или изношенными сварочными наконечниками.
Двойная проверка зажима
Контактные советы являются недорогими, но дешевые советы по контенту на входе не помогают. Рабочий провод, или зажим заземления, как правило, должен быть зажат непосредственно на чистой голой металлической части вашей работы. Если ваша машина не производит дугу, это почти наверняка отсутствие электрической непрерывности.
Правый способ используют для сварки конструкций с толщиной стенки свыше 3 мм и металлов с большой теплопроводностью.
Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен пламенем горелки от воздействия воздуха.
Манипуляции мундштуком горелки (рис. 9.5), осуществляемые сварщиком, способствуют формированию высококачественного шва. Если используется присадочная проволока, то ее движения улучшают процессы плавления, перемешивания сварочной ванны и удаления оксидов.
Измените чехлы на шлеме
Накладки на шлеме редко будут длиться более 10 часов после сварки, прежде чем они станут дымными и обугленными. Если вы не видите материал, вы не сможете его сварить. Часто меняйте обложки - это всегда помогает. Наденьте полные кожаные перчатки и тяжелые хлопчатобумажные рукава или кожаную одежду для сварки. Носите солнцезащитный крем, если вы легко горите.
Настройте свои настройки на вашем сварном шве
У вашей машины обычно будет диаграмма, которая поможет вам определить правильные настройки подачи проволоки и напряжения. Это всего лишь приблизительная рекомендация. Всегда устанавливайте свои настройки на то, что вы видите в сварном шве.
Отрегулируйте машину для каждого сварного шва
Вот как настроить машину. Вы должны делать это каждый раз, когда вы настраиваете сварку.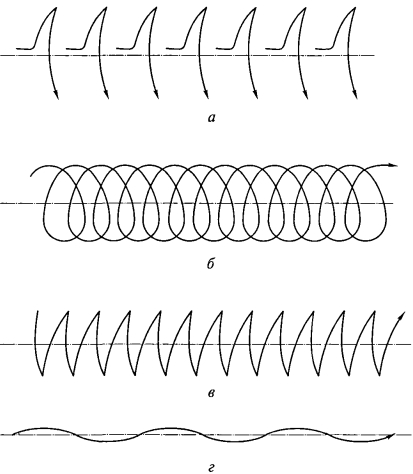
Рис. 9.5. Манипуляции мундштуком горелки при сварке:
а - с задержкой в корне шва; б - по спирали; в - «полумесяцем»; г - зигзагом
Конец мундштука горелки совершает одновременно два вида движений: продольное - вдоль оси шва и поперечное - в перпендикулярном направлении. Мундштук горелки следует перемещать таким образом, чтобы металл сварочной ванны был всегда защищен от воздействия воздуха восстановительной зоной пламени.
Взгляните на график на машине, отрегулируйте напряжение и скорость провода для более толстого материала, если вы являетесь сварочным материалом разной толщины. Сваривайте слева направо или справа налево, убедитесь, что контактный наконечник находится в пределах ⅜ работы при сварке, а это означает, что никогда не должно быть больше проводов, наклоните ручку примерно до 75 градусов. Если проволока слишком быстро питается, она будет стремиться повсюду плевать проволокой и чувствовать, что она отталкивает вашу руку. Либо побивайте скорость провода, либо увеличивайте напряжение до уровня подачи проволоки. Когда скорость и напряжение на проводах будут правильно настроены, действие будет ощущаться гладко, и сварной шов будет сидеть низко и ровно и, по-видимому, течет в базовый материал. Высокие неравномерные сварные швы намного, намного слабее. Если ваш провод продолжает гореть до кончика и демонстрирует большой шар или шарик на конце провода последовательно, либо постепенно поворачивайте свое напряжение, либо увеличивайте скорость вашего провода до соответствия. Если ваш провод питается непоследовательно, проверьте контактный контакт. Он должен быть плотным, чистым и соответствующим образом соответствовать проволоке. Попробуйте слегка увеличить натяжение приводного ролика. Приводные ролики часто имеют канавки для конкретных размеров электродов. Убедитесь, что рулоны настроены правильно. Всегда настраивайте машину так, чтобы провод был как можно более прямым, чтобы обеспечить равномерную подачу проволоки. Если ни один из этих шагов не поможет, замените контактный наконечник. Если подача провода по-прежнему нестабильна, подумайте о замене вкладыша в сварочном проводе. Для материала ¼ или толще вам, вероятно, понадобится 220-вольтовая машина на выключателе на 50 ампер.
- Сделайте несколько практических сварных швов на кусках лома.
- Хранение рукоятки близко к работе абсолютно критично.
- Провод всегда подается, когда спусковой крючок нажат.
Присадочной проволокой совершают такие же колебательные движения, как и мундштуком, но в направлении, обратном колебаниям горелки, причем конец присадочной проволоки должен постоянно находиться в сварочной ванне или восстановительной зоне пламени. При сварке в нижнем положении чаще всего используется движение присадочной проволоки «полумесяцем» (см. рис. 9.5, в).
Хотя сварка часто связана с металлами, она также относится к термическому склеиванию пластмасс в процессе сварки. Решающим для термина «сварка» является достижение температуры ликвидуса соединяемых материалов. Только таким образом достигается сплошная связь, тогда как при твердой и мягкой пайке только присадка сжижается и прилипает к контактной поверхности, которая должна быть подключена. Здесь нет сплоченной связи.
Содержание: Сварочное и сварочное оборудование
Различают сварку в виде того, как достигается температура ликвидуса и какие добавки и вспомогательные вещества используются в процессе сварки.
Подразделение сварочных процессов
В зависимости от того, как достигается температура плавления и какие наполнители используются, сварка разделяется на сварку плавлением и сварку под давлением.§ 49. Техника газовой сварки
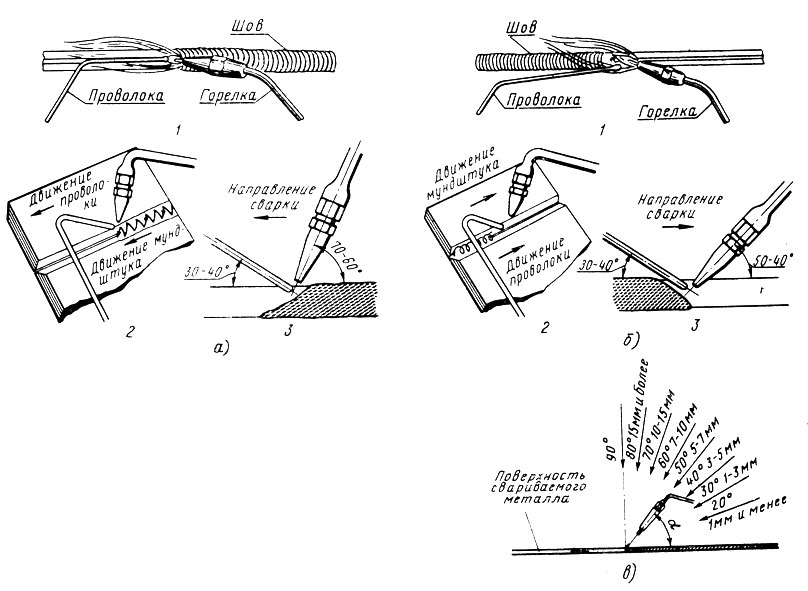
Левая и правая сварка. При левой сварке (рис. 68, а ) перемещение горелки производится справа налево, а при правой сварке (рис. 68, б ) - слева направо. В первом случае присадочная проволока находится перед пламенем горелки, во втором случае - сзади него. При левом способе пламя направлено на несваренную часть шва; для более равномерного прогрева кромок и лучшего перемешивания металла сварочной ванны производятся зигзагообразные движения наконечника и проволоки.
Поскольку напорная сварка используется только в промышленном производстве, здесь следует упомянуть только о различных процессах. Противопожарная сваркаРезистивная сварочная проволокаСварочная сварочная сваркаУльтразвуковая сваркаСварка сваркойЭлектромагнитная импульсная сварочная сварка. Напротив, сварка плавлением в различных вариантах используется в промышленном производстве, а частично и в частной мастерской. Здесь требуемая температура не достигается давлением или трением, а источником тепла.
Сварочные и сварочные аппараты для профессионалов
Это может быть сделано газовым пламенем или электрической дугой, что снижает техническую сложность по сравнению с сваркой давлением. Алюминиевая термическая сварка рельсов. Сплав с расплавом Сварочный газ Сплав расплава Сварочный шов Сварочный резистивный расплав Сварочная дуга Плавильная дуговая сварка Подповерхностная дуговая сварка Инертная дуговая сварка Плазменная сварка. Многие из упомянутых типов сварки непригодны для отечественной мастерской, поскольку они предназначены только для специальных применений и поэтому не являются прибыльными.
Левая сварка обеспечивает более равномерную высоту и ширину шва в сварном соединении, наибольшую производительность и меньшую стоимость при сварке листов толщиной до 5 мм. Это объясняется тем, что пламя предварительно подогревает основной металл, подлежащий сварке. Кроме того, левая сварка проще по выполнению и не требует от сварщика приобретения больших навыков.
Сварка газом - автогенная сварка
В частности, рассматривается газоплавкая сварка, а также ручная дуговая сварка и газовая дуговая сварка от группы процессов дуговой сварки. Мы хотели бы представить эти сварочные процессы более подробно и объяснить функцию сварочного аппарата. Как следует из названия, при сварке сальным газом подлежащий соединению материал плавится газовым пламенем и сваривается. В большинстве случаев материал наполнителя вводится в виде сварочной проволоки. Это обеспечивает достаточный материал для обеспечения надежного соединения сварного шва.
Левую сварку применяют также для легкоплавких металлов. Для сварки стали при левом способе мощность пламени устанавливается 100 - 120 дм 3 ацетилена/ч на 1 мм толщины свариваемого металла. Повышение скорости при левой сварке по сравнению с правой может происходить лишь до тех пор, пока поглощение тепла изделием (потери) незначительно, а это возможно только при сварке тонких листов.
Термин «автогенная сварка» или «аутогенная сварка» происходит от аутогенного = независимо, так как для производства сварного шва требуется только горячее пламя и никакие другие инструменты. Для сжигания топливного газа требуется кислород, который подается, но также удаляется из окружающей среды. Без избытка кислорода вокруг расплавленной ванны и свежего шва отсутствует опасность окисления свежего шва. Этот процесс и независимость других эксципиентов для защиты от окисления делают сварочную сварку независимой или автогенной.
Преимущество газовой сварки заключается прежде всего в легко дозированном нагревании заготовки, так что ее часто используют в обработке листового металла и в кузове. Здесь можно «сварить с ощущением», и отверстия могут быть закрыты в листовом металле. Тем не менее, также можно использовать сварочный аппарат - путем изменения настройки пламени - для отделения стальных листов.
При толщине листов более 5 мм левая сварка по скорости уступает правой. При правой сварке нагрев в сварочной ванне более интенсивен, в сварочную ванну вводится больше тепла, ядро пламени можно приблизить к поверхности ванны. Кроме того, пламя подогревает уже наплавленный металл, этот нагрев распространяется на незначительное расстояние от сварочной ванны, следовательно, происходит термическая обработка металла шва и зоны термического влияния.
Колебательных движений мундштука при правом способе обычно не делают, а присадочной проволокой выполняют спиральные движения, но с меньшей амплитудой, чем при левой сварке.
Мощность пламени для сварки стали устанавливается 120 - 150 дм 3 ацетилена/ч на 1 мм толщины свариваемого металла.
Положение горелки и присадочной проволоки при газовой сварке. Пламя горелки направляют на металл изделия так, чтобы кромки свариваемых частей находились в восстановительной зоне пламени на расстоянии 2 - 6 мм от конца ядра. Касаться концом ядра металла изделия и присадочного прутка нельзя. Это вызовет науглероживание металла ванны и будет способствовать возникновению хлопков и обратных ударов пламени.
Скорость нагрева металла при газовой сварке можно регулировать наклоном мундштука горелки по отношению к поверхности металла. С увеличением толщины металла угол наклона мундштука горелки к вертикали возрастает (рис. 68, в ).
Угол наклона присадочной проволоки к поверхности металла обычно составляет 30 - 40° и может изменяться сварщиком в зависимости от положения шва в пространстве, числа слоев многослойного шва и других условий.
Как правило, конец присадочной проволоки должен постоянно находиться в сварочной ванне, защищенной от окружающего воздуха газами -восстановительной зоны пламени. Пользоваться для образования шва так называемым капельным процессом сварки, когда проволоку опускают периодически в сварочную ванну, не рекомендуется из-за опасности окисления металла проволоки в момент ее отрыва от сварочной ванны.



