Электрическая дуга: сила разряда в действии
Длина дуги при работе сварочными электродами оказывает большое влияние на качество формируемого сварочного шва, его форму, ширину шва и его чешуйчатость. В меньшей степени она влияет на глубину самого проплавления.
При сварке электродами длина дуги подразделяется на следующие – короткую дугу, среднюю, очень короткую и длинную дугу.
Короткая дуга характеризуется следующим – расстояние между сварочным электродом и поверхностью изделия – примерно 50% диаметра электрода сварочного. При сварке такой короткой сварочной дугой возрастает ток сварочный и глубина самого проплавления. Значительно сокращается напряжение и ширина сварочного шва. Следует отметить при этом, что защита самой ванны сварочной – хорошая.
Использование короткой сварочной электродной дуги рекомендуется при выполнении вертикальных, горизонтальных и потолочных сварочных швов. Кроме того – при сварке в нижнем положении корневых швов в угловых и стыковых соединениях.
При использовании средней дуги расстояние между сварочными электродами и поверхностью изделий равно от одного до одного и двух десятых диаметра используемого электрода сварочного. При работе такой дугой возрастает напряжение и сильно увеличивается ширина сварочного шва. Довольно незначительно сокращается глубина проплавления. Кроме того, формируется хорошая защита сварочной ванны. Использование средней дуги рекомендуется при сварке, а также наплавке в нижнем положении, а в ряде отдельных случаев и в горизонтальном положении.
Когда используется длинная сварочная дуга, расстояние между сварочным электродом и поверхностью свариваемых изделий составляет полтора диаметра и более используемого сварочного электрода. В таком случае в большей степени возрастает ширина шва сварочного, уменьшается глубина проплавления, значительно ухудшается сама защита ванны сварочной и формирование электродного сварочного шва, возрастает разбрызгивание электродного металла и образование пор в сварочном шве.
Использование длинной дуги при работе электродами сварочными крайне нежелательно, и применение ее не рекомендуется.
При использовании очень короткой дуги сварка производится «впритык» - путем опирания покрытия сварочного электрода на поверхность самого изделия. В этом случае, при сварке опиранием, она выполняется на токе сварочном в диапазоне максимального и среднего значений без использования колебательных поперечных движений. Ширина сварочного валика при этом ограничена.
Очень короткую дугу используют при сварке корневых швов в тавровых, угловых, стыковых и нахлесточных соединениях во всех пространственных положениях. При этом в стыковых соединениях сварка электродами выполняется при минимальном зазоре.
Вообще умение сварщика-профессионала держать постоянную длину сварочной дуги очень положительно влияет на стабильное горение сварочной дуги, высококачественное формирование сварочного шва – форма шва и его ширина, проплавление, чешуйчатость и др.
Не рекомендуется использовать очень короткую длину дуги – т.е. сварка впритык – при соединении с поперечными движениями сварочного электрода. Это обычно может вести к грубым и глубоким перепадам между шовными чешуйками. При поперечных переходах сварочного электрода происходит некоторый «подрез» кристаллизующегося металла сварочного шва козырьком покрытия сварочного электрода. Обычно это происходит при сварке методом «углом вперед» на лицевых и заполняющих швах в стыковых соединениях в потолочном и вертикальном положениях. Кроме того – при сварке электродами горизонтально расположенных и неповоротных труб.
Наш сайт сварак.ру публикует сатью по данной теме. Впервые явление вольтовой дуги наблюдал русский академик Петров, получив искровой разряд.
Вольтова дуга характеризуется двумя свойствами:
- выделением большого количества теплоты
- сильным лучеиспусканием.
И то и другое свойство электрической дуги использовано в технике.
Для сварочной техники первое свойство является- положи-тельным фактором, второе - отрицательным.
В качестве электропроводов для электрического разряда могут служить любые электропроводные материалы. Чаще всего в качестве проводников употребляют угольные и графитные стержни круглого сечения (дуговые фонари).
Типичный вариант между двумя углями изображена на рисунке.
Верхний электрод присоединен к положительному полюсу машины (анод). Второй уголь соединен с отрицательным полюсом (катод).
Электрическая сварочная дуга
Температура электрической дуги, ее воздействие.
Выделение теплоты неодинаково в различных точках дуги. У положительного электрода выделяется 43% всего количества, у отрицательного 36% и в самой дуге (между электродами) остальные 21%.
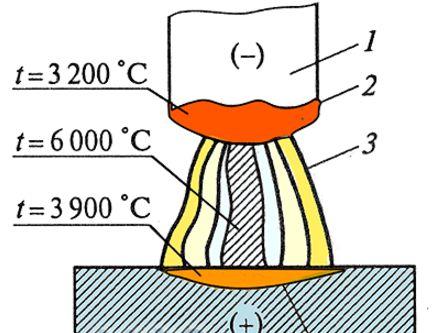 Схема зон и их температуры в сварочной дуге
Схема зон и их температуры в сварочной дуге
В связи с этим и температура на электродах неодинакова. Анод имеет около 4000° С , а катод 3400°. В среднем считают температуру электрической дуги 3500° С.
Благодаря различной температуре на полюсах вольтовой дуги угольные проводники
берутся различной толщины. Положительный уголь берется толще, отрицательный -
тоньше. Стержень дуги (средняя часть) состоит из потока электронов, выбрасываемых катодом, которые с огромной скоростью несутся к аноду. Обладая большой кинетической энергией, они ударяются о поверхность анода, преобразуя кинетическую энергию в тепловую.
Окружающий его зеленоватый ореол является местом химических реакций, происходящих между парами вещества электродов и атмосферой, в которой горит вольтова дуга.
 Процесс возникновения сварочной дуги
Процесс возникновения сварочной дуги
Возникновение электрической дуги
Процесс образования вольтовой дуги представляется в следующем виде. В момент соприкосновения электродов проходящий ток выделяет большое количество тепла в месте стыка, так как здесь имеется большое электрическое сопротивление (закон Джоуля).
Благодаря этому концы проводников раскаляются до светлого накала, и после разъединения электродов катод начинает испускать электроны, которые, пролетая через воздушный промежуток между электродами, расщепляют молекулы воздуха на положительно и отрицательно заряженные частички (катионы и» а н и о н ы).
Вследствие этого воздух становится электропроводным.
В сварочной технике наибольшее применение имеет разряд между металлическими электродами, причем одним электродом являйся металлический стержень, который в то же время служит и присадочным материалом, а вторым электродом является сама свариваемая деталь.
Процесс остается тот же, что и в случае угольных электродов, но здесь появляется новый фактор. Если в угольной дуге проводники постепенно испарялись (сгорали), то в металлической дуге электроды весьма интенсивно плавятся и частично испаряются. Благодаря наличию металлических паров между электродами сопротивление (электрическое) металлической дуги ниже, чем угольной.
Угольный разряд горит при напряжении в среднем 40-60 в, тогда как напряжение металлической дуги в среднем 18-22 в (при длине 3 мм).
Длина дуги, кратер, провар.
Сам процесс дуговой электросварки протекает следующим образом.
Как только мы коснемся находящимся под напряжением электродом изделия и тотчас же отведем его на некоторое расстояние, образуется вольтова дуга и сейчас же начинается плавление основного металла и металла проводника. Следовательно, конец электрода все время находится в расплавленном состоянии, и жидкий металл с него в виде капель переходит на свариваемый шов, где металл электрода смешивается с расплавленным металлом свариваемого изделия.
Исследования показали, что таких капель переходит, с электрода около 20-30 в секунду, т. е. процесс этот совершается очень быстро.
Хотя вольтова дуга и развивает очень высокую температуру, выделение тепла ею производится на очень небольшом пространстве как раз под дугой.
 Схема длинны дуги
Схема длинны дуги
Если мы будем рассматривать через темные стекла дугу, возбужденную металлическим электродом, то убедимся, что в месте образования дуги между электродом и основным металлом на основном металле выделяется добела нагретая поверхность, которая непосредственно под дутой имеет вид углубления, заполненного жидким металлом. Получается такое впечатление, что это углубление образовано как бы выдуванием жидкого металла дугой. Это углубление называется сварочной ванной. Она окружена металлом, нагретым до белого каления, причем температура нагрева области, прилегающей, быстро падает до красного цвета и уже на небольшом расстоянии, величина которой колеблется в зависимости от диаметра электрода и силы тока, температура сравнивается с температурой самого свариваемого предмета.
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3-4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2-4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3-4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
Короткая:
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
Длинная:
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.
Защита от электрической дуги
 Примеры защитных костюмов против электрической дуги
Примеры защитных костюмов против электрической дуги
Если сварочные аппараты применяют дугу, то многие другие аппараты и кроме того человек должен ее избегать. Риск появления дуги на оборудовании зависит от не скольких параграфов:
- частотностью использования оборудования работником;
- опыт и знаниями работников имеющих дело с аппаратной частью
- уровень износа оборудования;
Если на человеке нет необходимого индивидуально-защитного костюма и он попадает в зону действия электрической дуги, шансы выжить довольно резко уменьшаются. Возможность получить тяжелые ожоги крайне высока.
 Таблица: степень воздействия электрической дуги
Таблица: степень воздействия электрической дуги
Какие возможности защиты от эл. Дуги?
- соблюдайте все необходимые правила и нормы безопасности;
- в случае длительного использования защитного материала, частых стирок, костюм не должен ухудшаться; (все зависит от модели);
- ткань должна иметь максимум 2 секунды остаточного возгорания;
- вы должны надевать специальную обувь, обладающих антистатическим действием а также иметь костюм для защиты от электрической дуги .
Длина дуги при работе электродами сварочными оказывает очень большое влияние на качество сварочного шва, его форму, ширину и чешуйчатость шва. В гораздо меньшей степени длина дуги влияет на глубину проплавления.
При работе электродами сварочными длина дуги подразделяется на следующие виды: короткую, среднюю дугу, очень короткую и длинную дугу.
Короткая дуга характерна следующим – расстояние между электродами сварочными и поверхностью изделия – примерно 50% диаметра сварочного электрода. При сварке такой короткой дугой возрастает ток сварочный и глубина проплавления. Значительно сокращается напряжение и ширина шва сварочного. При этом следует отметить, что защита самой сварочной ванны – хорошая.
При использовании средней дуги расстояние между электродами сварочными и поверхностью изделий равно от одного до одного и двух десятых диаметра применяемого сварочного электрода . При работе дугой такого вида возрастает напряжение и сильно увеличивается ширина шва сварочного. Довольно незначительно уменьшается глубина проплавления, а также формируется хорошая защита сварочной ванны. Использование средней длины дуги рекомендуется при сварке и наплавке в нижнем положении, в ряде отдельных случаев и в горизонтальном положении.
При использовании длинной сварочной дуги, расстояние между электродом сварочным и поверхностью свариваемых изделий составляет полтора и более диаметра используемого электрода сварочного. В этом случае в большей степени возрастает ширина шва, уменьшается глубина проплавления, значительно ухудшается защита самой ванны сварочной и формирование сварочного электродного шва. Возрастает разбрызгивание жидкого электродного металла и образование пор в сварочном шве.
Применение длинной дуги при работе сварочными электродами крайне нежелательно и использование её не рекомендуется.
При использовании очень короткой дуги сварка производится «впритык» - путем опирания покрытия электрода сварочного на поверхность самого изделия. В таком случае, при сварке опиранием, она выполняется на сварочном токе в диапазоне максимального и среднего значений без применения колебательных поперечных движений. Ширина валика сварочного при этом ограничена.
Очень короткую дугу применяют при сварке корневых швов в угловых, тавровых, стыковых и нахлесточных соединениях во всех положениях в пространстве. В стыковых соединениях сварка выполняется электродами при минимальном зазоре.
Огромное значение имеет умение сварщика - профессионала держать постоянную длину дуги сварочной. Это очень положительно влияет на стабильное горение дуги сварочной, высококачественное формирование шва сварочного – форму шва и его ширину, проплавление, чешуйчатость и пр.
Лучше всего не использовать очень короткую длину дуги, т.е. сварку впритык – при соединении поперечными движениями электрода сварочного. Это может привести к грубым и глубоким перепадам между чешуйками шва. При поперечных переходах электрода сварочного происходит определенный «подрез» кристаллизующегося металла шва сварочного козырьком покрытия электрода. Обычно это бывает при сварке методом «углом вперед» на лицевых и заполняющих швах в стыковых соединениях в вертикальном и потолочном положениях, а также при сварке электродами горизонтально расположенных и неповоротных труб.
Использование определенной конкретной фиксированной длины сварочной дуги в каждом частном случае способствует выполнению высококачественного шва сварочного требуемой определенной высоты, формы и ширины.



