Какие марки электродов бывают. Виды современных электродов для работы с ручной электродуговой сваркой
Сварка – это неотъемлемая часть практически любых монтажных работ. Маловероятно, что на каком-то строительстве не используются электроды , потому, что их важность сложно переоценить. Электроды делятся на классы и группы, о которых должен знать каждый сварщик, независимо от того, кто он, профессионал или новичок.
Сам по себе электрод представляет металлопрокат в виде прута, который изготовлен из проводящих электрический ток металлов. Поэтому электроды – это неотъемлемая часть сварочного процесса, потому что доставляют ток к объекту.
Все электроды делятся на два вида: плавящиеся и неплавящиеся . А теперь давайте разберем их по порядку:
Плавящиеся электроды принимают участие в самом сварочном процессе. Их основой является металлопрокат из токопроводящей проволоки, которая в процессе сваривания расплавляется и обеспечивает сваривание двух металлических частей изделия. Такие электроды для сваривания являются очень популярными, потому что такой метод не является очень затратным в материальном отношении.
Неплавящиеся электроды обеспечивают подвод тока к свариваемому объекту, а присадка вводится со стороны. Такие электроды производятся из тугоплавких материалов, например вольфрам или графит .
В основном электроды предназначены для сварки чугуна , цветных металлов , высоколегированных и низкоуглеродистых сталей, а также для резки металлов. Многие виды электродов на данный момент так усовершенствованы, что ими можно варить практически во всех пространственных положениях . Каждый вид электродов должен соответствовать своему классу, к которому он относится.
Каждый вид электродов изготавливается для определенной задачи, например для работы с определенным видом металла или нескольких положений сваривания. Выбор специалистов может также зависеть и от химического состава покрытия электродов . К примеру, для высокой прочности шва может подходить один определенный вид электродов, а для высокой антикоррозионной устойчивости больше может подойти другой вид электродов, который сделан из других химических составляющих и имеет высокую защиту от окисления.
Все электроды классифицируются по своим отличительным признакам , однако все-таки есть такие параметры, которым должны подчиняться абсолютно все марки электродов . Эти параметры не подлежат изменению. Поэтому для изготовления качественных электродов должны применяться современные технологии, которые внедряются только на современных заводах-изготовителях электродов.
Важно помнить, что для образования качественного сварного шва нужно применять только качественные электроды. Также немаловажной составляющей является и опыт сварщика. Если Вы новичок, то лучше всего беритесь за швы, которые не несут большой ответственности, а если Вы не только сами считаете себе профессионалом, а так является на самом деле, то можете браться за работу с абсолютно любыми сварочными швами.
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
|
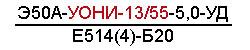
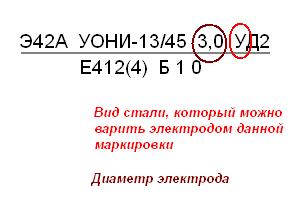
ПРИМЕРЫ МАРКИРОВКИ:
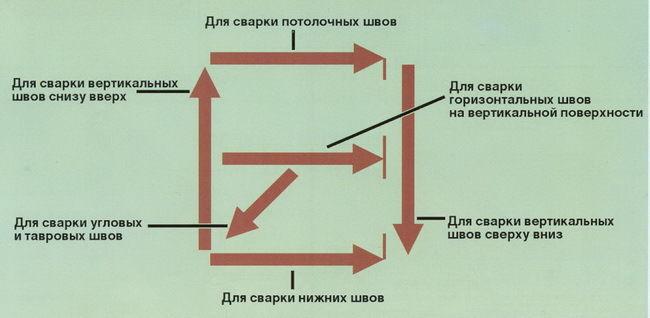
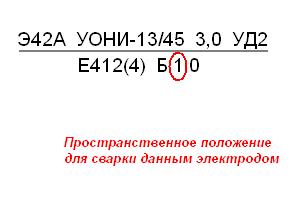
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
|
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ

ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
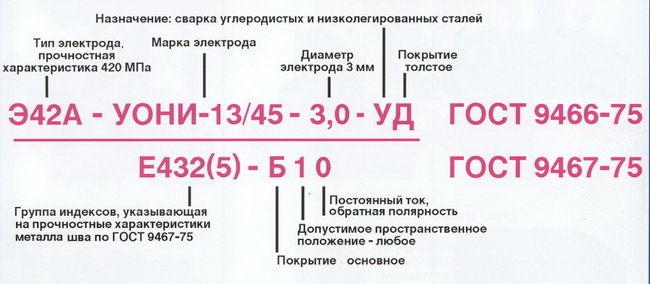
Тип электрода

Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
индекса А , указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
индекса Э - электрод для ручной дуговой сварки и наплавки;
 Обозначение
металлов
Обозначение
металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2) до 588 МПа (60 кгс/мм 2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей - 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами - 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами - 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода

Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2) - маркируется буквойУ ;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2) - маркируется буквойЛ ;
Для сварки теплоустойчивых сталей - маркируется буквой Т ;
Для сварки высоколегированных сталей с особыми свойствами - обозначается буквой В ;
Для наплавки поверхностных слоев с особыми свойствами - маркируется буквой Н .
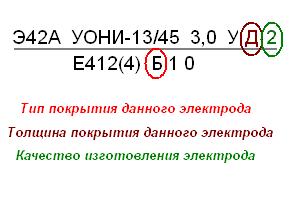
Коэффициент толщины покрытия

В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержняd , электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) - маркируется буквой М ;
со средним покрытием (1,2
с толстым покрытием (1,45
с особо толстым покрытием (D/d>1,8) - Г .
Обозначение плавящегося покрытого электрода

Буква Е - международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки . Сварочный электрод является самым распространённым материалом.Каждая марка электрода обладает своими свойствами . Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
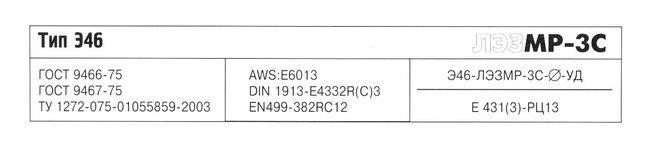
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13 . Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правиламГОСТ 9466-75 . Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55 . Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. СоответствуетГОСТ 9466-75 ,ГОСТ 9467-75 ,ТУ 1272002010558589 . Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С .Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали . Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока - обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды : ВДК ВДП СК.Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80 : ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными . Существует множество технологических подходов к выполнению сварочных работ металла.Электроду в процессе сварки, независимо от применяемого способа, сообщается движение втрёх разных направлениях .
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скоростиплавления , поступательное движение поддерживает постоянную длинудуги , которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит отмарки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным илипеременным ) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сваркетонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
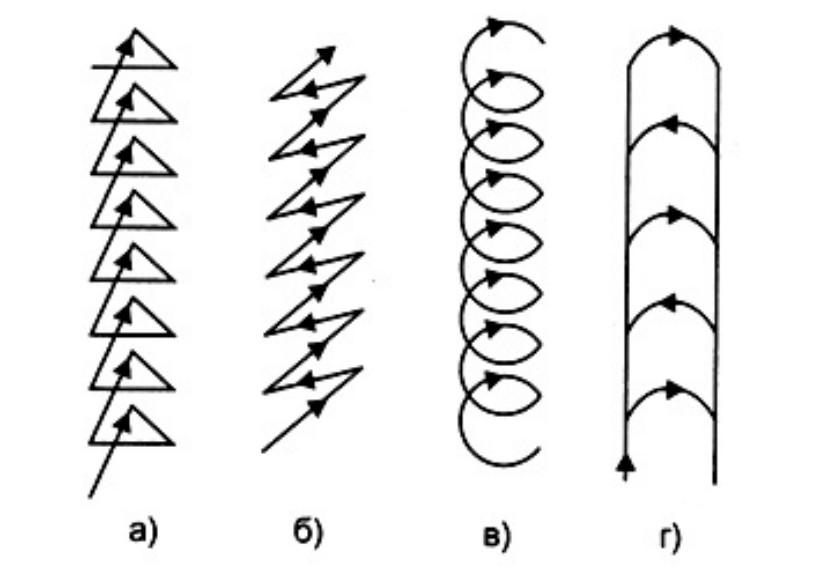
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов , применяемых в любых ситуациях, с помощью которых сварщиквыполняет движения во время сварки . Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода , к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали, изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой » характеризуетсядвижением электрода вверх, затем вправо , после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях - содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
Рутиловым,
Основным,
Целлюлозным,
Смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-420 0 С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением и ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием).
Основными требованиями для всех типов электродов являются: обеспечение стабильного горения дуги и хорошего формирования шва; получение металла сварного шва заданного химического состава; спокойное и равномерное расплавление электродного стержня и покрытия; минимальное разбрызгивание электродного металла и высокая производительность сварки; легкая отделимость шлака и достаточная прочность покрытий; сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени; минимальная токсичность при изготовлении и при сварке.
Длина электродов приводится в табл. 3.
3. Длина электрода в зависимости от его диаметра
По назначению металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев с особыми свойствами, изготовляемые способом опрессовки, подразделяются (ГОСТ 9466-75):
для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 (600 МПа), с условным обозначением У;
для сварки легированных сталей с временным сопротивлением разрыву свыше 60 кгс/мм 2 (600 МПа) - Л;
для сварки легированных теплоустойчивых сталей -Т;
для сварки высоколегированных сталей с особыми свойствами - В;
для наплавки поверхностных слоев с особыми свойствами - Н.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями. ГОСТ 9466-75 предусматривает также три труппы электродов - 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
По виду покрытия электроды подразделяются:
с кислым покрытием А,
с основным покрытием - Б,
с целлюлозным покрытием - Ц,
с рутиловым покрытием - Р,
с покрытием смешанного вида - с двойным обозначением, с прочими видами покрытий - П.
В зависимости от того, в каком пространственном положении выполняется сварка, электроды подразделяются:
для сварки во всех положениях с условным обозначением 1;
для сварки во всех положениях, кроме вертикального сверху вниз,- 2;
для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх -3;
для нижнего и нижнего «в лодочку» - 4.
Электроды подразделяются по роду и полярности тока, а также по номинальному напряжению холостого хода источника питания сварочной дуги переменного тока.
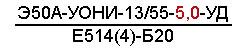
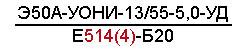
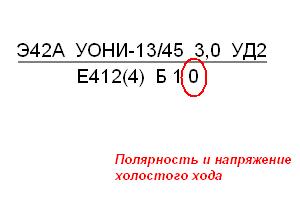
Подразделение электродов по типам выполнено в ГОСТ 9467-75, 10051-75 и 10052-75. По ГОСТ 9467-75 предусмотрено 9 типов электродов для сварки углеродистых и низколегированных сталей (Э38, Э42, Э42А, Э46, Э46А, 350, Э50А, Э55 и Э60), 5 типов электродов для сварки легированных сталей повышенной и высокой прочности (Э70, Э85, Э100, Э125 и Э150) и 9 типов электродов для сварки легированных теплоустойчивых сталей (Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ). Обозначают электроды для сварки углеродистых и легированных сталей по ГОСТ 9466-75. Например, электроды типа Э46А по ГОСТ 9467-75 марки УОНИ-13/45 диаметром 3,0 мм для сварки углеродистых и низколегированных сталей обозначаются так:
где Э - электрод для дуговой сварки; 46 - минимальное гарантируемое временное сопротивление разрыву, обусловленное ГОСТ 9467-75; А - улучшенный тип электродов; буква У обозначает, что электроды предназначены для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 (600 МПа); Д - толщина покрытия; 2 - вторая группа. В знаменателе цифры 43 2 (5) указывают характеристики наплавленного металла и металла шва; буква Б обозначает основной тип покрытия; 1 - пространственное положение, в котором может выполняться сварка, О--постоянный ток обратной полярности. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 (600 МПа), после буквы Е тире не ставится.
Для сварки высоколегированных сталей с особыми свойствами электроды согласно ГОСТ 10052-75 классифицируются по химическому составу наплавленного металла и его механическим свойствам. ГОСТ 10052-75 предусматривает 49 типов электродов. Обозначения типов электродов состоят из индекса Э и следующих за ним цифр и букв. Две цифры, стоящие после индекса, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Химические элементы, содержащиеся в наплавленном металле, обозначены следующими буквами: А- азот, Б - ниобий, В - вольфрам, Г - марганец, Д - медь, М - молибден, Н - никель, С - кремний, Т - титан, Ф - ванадий, X - хром. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.
Электроды для дуговой наплавки регламентируются ГОСТ 10051-75 (типы электродов, которые характеризуются химическим составом наплавленного металла и его твердостью).
Вопросы для самопроверки
1. По каким признакам классифицируются электроды для сварки и наплавки?
2. Какие вы знаете ГОСТы на электроды?
3. Как обозначаются типы покрытий электродов?
При выборе электродов для данного вида сварки, имеется множество нюансов, как положение сварки, тип металла свариваемого изделия и его толщина, требования к прочности и многое другое. Все характеристики и назначение существующих на сегодня электродов, можно различать по специальной маркировке, напечатанной на пачке и на каждом электроде в отдельности.
Для простого хозяйственного человека, который сам решил сварить каркас для забора, теплицы, починить лопнувшую раму велосипеда, например, и впервые имеющего дело со сваркой, может показаться, что чем дороже взять электроды для ручной сварки, тем будет качественнее шов и легче произведена сварка.
Конечно, в зависимости от выбора производителя электродов, зависит их качество производства, но рассмотрим конкретно технические аспекты выбора электродов для ручной электродуговой сварки. Вот перечень самых элементарных критериев, по которым выбирают электроды:
- тип тока, выдаваемый аппаратом;
- толщина и состав свариваемого металла;
- пространственное положение свариваемого шва;
- удобство в работе и качество сварки.
Электроды выпускаются не только для , но и многих других видов, однако большую часть все-таки выпускают именно для нее. Это связано с наибольшей частотой применения данного вида сварки, следовательно, потребность в электродах для нее, как расходных материалов, гораздо больше. Причем они сильно отличаются своим разнообразным химическим составом и геометрическими характеристиками, от чего и зависят все вышеперечисленные критерии.
 Аппарат для электродуговой ручной сварки может выдавать постоянный (AC) и/или переменный (DC) ток, при этом первый имеет две полярности: прямую и обратную.
Аппарат для электродуговой ручной сварки может выдавать постоянный (AC) и/или переменный (DC) ток, при этом первый имеет две полярности: прямую и обратную.
Нужно знать, какой тип тока выдает аппарат; некоторые генерируют только переменные, есть и универсальные в этом плане.
На какой тип тока и полярность предназначен электрод, узнать не мудрено: для этого есть отдельное цифровое значение от 0 до 9 на маркировке пачки электродов.
Также оно указывает на важный параметр сварочного аппарата – напряжение холостого хода, необходимое для работы тем или иным электродом в режиме переменного тока (можно видеть на таблице ниже).
В случае с самым простым аппаратом переменного тока , электроды для ручной дуговой сварки (электродуговой) обязательно нужно подбирать со стабилизирующим дугу покрытием (о покрытиях электродов в конце статьи). Это связано с движением тока: электроны идут от фазы к земле в одном направлении, затем наступает момент изменения полярности и движение меняется в другую сторону. И в момент нулевого значения тока (при переходе полярности), электрическая дуга между электродом и сварным изделием рвется.
При постоянном токе этого не происходит, и электроны движутся в одном направлении, от минуса к плюсу. Таким образом, обратная (DCEP, DC+) полярность – это та, при которой плюс подключен к электроду, а минус – к сварному изделию. При такой сварке поток электронов движется в сторону электрода, что приводит к сильному нагреву конца электрода. Сварка этой полярности чаще всего применяется, соответственно, большинство электродов для постоянного тока производится с расчетом на работу с обратной полярностью.
Прямая полярность (DCEN, DC-) соответственно, происходит, когда электрод подключен к минусу, сварное изделие – к плюсу; и таким образом электроны движутся в сторону свариваемого участка от электрода. Особенность такой сварки – очень сильный нагрев изделия, и подходящие электроды считаются специальными, предназначенными для скоростной сварки листового металла.
 Толщина и состав свариваемого металла также напрямую влияют на выбор электродов для ручной электродуговой сварки.
Толщина и состав свариваемого металла также напрямую влияют на выбор электродов для ручной электродуговой сварки.
Здесь идет речь об электродах различного диаметра и назначения.
На изображении маркировки выделена красным характеристика диаметра электрода, которую необходимо сопоставить с таблицами ГОСТ (см. ниже), чтобы выяснить, какую толщину металла можно варить и какой силы ток аппарата для этого нужен.
Современные, покрытые виды электродов для ручной дуговой сварки, предназначаются к работе с такими видами сталей:
- углеродистых и низколегированных сталей;
- легированных конструкционных сталей;
- легированных теплоустойчивых сталей;
- высоколегированных сталей с особыми свойствами;
- для наплавки поверхностных слоев.
Их можно отличать, глядя на маркировку (ГОСТ 9466-75) на пачке, которая имеет набор букв и цифр, при наличии предпоследней буквы: У – для сварки углеродистых и низколегированных сталей; Л – для сварки легированных конструкционных сталей; Т – легированных теплоустойчивых сталей; В – для сварки высоколегированных сталей с особыми свойствами; Н – для наплавки поверхностных слоев.
При этом отдельным параметром есть диаметры электродов для ручной дуговой сварки, которые подбираются в зависимости от толщины свариваемого металла. Для сварки деталей с толщиной металла 1 мм, применяют в основном или полуавтоматическую сварку. Это связано с тем, что электроды для ручной электродуговой сварки диаметром 1,6 мм, предназначенные для такой толщины металла изделий в России и других странах СНГ можно приобрести только под заказ, в свободной продаже их нет. А электроды диаметром больше 6 и до 12 мм используются для наплавки.
В этой таблице величины тока приблизительны, приведены для примера, так как во многом они зависят от положения сварки, типа тока и покрытия электродов. При выборе электрода того или иного диаметра, нужно обращать внимание на потребляемую им силу тока: простенький, слабой мощности сварочный аппарат на 160 А, просто-напросто не потянет электрод 6-8 мм. И если у Вас такой слабый сварочный аппарат, то даже не беритесь варить большой толщины металлы.
 Пространственное положение, в котором будет производиться сварка, также нужно учитывать, при этом стоит брать во внимание коэффициент, который прибавляется к сварному току, но это отдельная формула и объемная статья.
Пространственное положение, в котором будет производиться сварка, также нужно учитывать, при этом стоит брать во внимание коэффициент, который прибавляется к сварному току, но это отдельная формула и объемная статья.
Самым высокопроизводительным и легким считается нижнее положение сварки (см. дальше), на него рассчитаны все виды электродов.
Существует пять видов электродов, классифицирующихся по критерию пространственного положения шва, и маркировка электродов для ручной дуговой сварки имеет соответственные цифровые значения от 1 до 5, расшифровка которых приведена ниже.
- Сварка во всех пространственных положениях шва.
- Сварка во всех положениях, кроме вертикальных сверху вниз.
- Сварка в нижнем, горизонтальном на вертикальной плоскости и вертикального снизу вверх.
- Сварка в нижнем и нижнем «в лодочку» положениях.
- Аналог №3, для вертикального пространственного положения сварки.
Для начинающего сварщика, конечно, самой простой будет сварка в нижнем положении: электрод направлен сверху вниз или под углом к нижележащему свариваемому изделию. Простота сварки в нижнем положении заключается в том, что сварная ванна не выпадает, как это может случиться в вертикальном и горизонтальном положении (по причине гравитации).
 Стабильность дуги, качество шва и легкость в работе определяется в наибольшей степени покрытием электрода.
Стабильность дуги, качество шва и легкость в работе определяется в наибольшей степени покрытием электрода.
Причем важно, что покрытые электроды для ручной дуговой сварки отличаются не только составом, но и толщиной слоя, которая определяет качество шва и выглядит на маркировке упаковки в виде букв: М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое покрытие электрода.
Качество же изготовления самого изделия электрода на маркировке выглядит в виде чисел: 1 – высокое качество; 2 – среднее; 3 – низкое.
Покрытие электрода – это также самая уязвимая его часть, которая может отсыреть или растрескаться/отвалиться при небрежной перевозке, хранении в сырости и под давлением; также обратите внимание на срок годности, чтобы успеть использовать покрытые электроды до его окончания. Всего существуют электроды с четырьмя основными видами покрытия, плюс еще два вида: смешанные и прочие.
Электроды с кислотным покрытием в работе образуют очень жидкую сварочную ванну, в которую металл от него переходит в виде капель. Горение дуги неустойчиво, металл во время сварки разбрызгивается, высокая вероятность прожига насквозь изделия в результате очень резкого повышения температуры от дуги. Большая вероятность образование трещин во время затвердевания, шов получается насыщенным кислородом, пористым. Наблюдается выделение токсичных веществ в воздух во время сварки.
Электроды с основным покрытием при сварке формируют короткую дугу; образуют вязкотекучую ванну, в которую металл с электрода переходит в виде средних и крупных капель. На переменном токе, при большом вмещении в составе покрытия CaF2 (плавиковый шпат), наблюдается усложнение процесса сварки.
Шов наиболее качественный среди остальных, лучшие характеристики вязкости, плотности; гораздо меньше вероятность образования трещин, чем при использовании кислотного электрода. Электроды с основным покрытием – это электроды для ручной сварки, применяемые в работе по высоконагруженным конструкциям, которые находятся под давлением.
Из недостатков стоит отметить тщательную подготовку сварного изделия ( , их зачистка), а также необходимость его прокалки перед сваркой, без которой будет высокое порообразование.
Электроды с органическим, целлюлозным покрытием предназначены для любого положения сварки, но велико разбрызгивание металла и шов, который получается – грубо выглядит, таким образом, не подходит для однопроходных лицевых швов. В них наибольшая доля газообразующих компонентов, которые при горении, обеспечивают хорошую защиту металла в зоне сварной ванны и поддержку дуги от угасания.
Меньшая доля шлакообразователей позволяет беспрепятственно формировать шов. Перегрев при их использовании исключен, металл не стекает и быстро остывает. Наилучшее применение – сварка вертикальных швов сверху вниз; сварка первого корневого шва трубопроводов в положении сверху вниз.
Электроды с рутиловым покрытием самые распространенные и легкие в работе для начинающих сварщиков типы электродов для ручной дуговой сварки, которые также чаще всего применяют в хозяйственной практике. Они хороши легким возбуждением дуги, ее стабильным горением (в т. ч. при изменении ее длины) и хорошим видом шва с минимумом брызг, качество прочности которого также на высоте.
Причем те, что содержат большую часть TiO2, позволяют варить по второму разу по шлаку предыдущего слоя шва, не удаляя его. Низкое выделение токсичных веществ в воздух, стойкость к порообразованию, хорошая отделяемость шлака. Лучше всего в сварке прихватками, угловых и финальных лицевых швов.
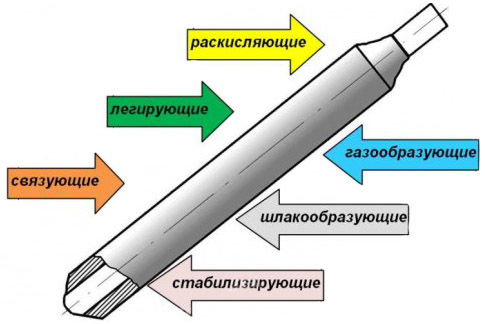
Состав покрытия электродов (для общего развития)
Химический состав, который содержит покрытие электродов для ручной дуговой сварки Вам знать не нужно, но для общего развития, так сказать, можно выделить перечень компонентов, входящих в состав любого из его вышеперечисленных видов:
- газообразователи;
- шлакообразователи;
- раскислители;
- стабилизаторы;
- легирующие компоненты;
- связующие компоненты.
Газообразующие компоненты представляют собой минералы (мрамор, магнезит) или органические вещества (мука, крохмал). Они выгорают с выделением газов в пространство около сварочной ванны, функция которых – защищать металл от кислорода и поддерживать состояние дуги.
Шлакообразующие компоненты – кислые окислы (SiO2, TiO2, Al2O3), основные окислы (CaO, MnO, MgO), галогены (CaF2). Они содержатся в мраморе и граните. Эти компоненты выводят вредные для металла примеси во время процесса сварки, повышая его качество.
Раскисляющие компоненты представляют собой железосодержащие соединения марганца, титана, кремния. Они восстанавливают часть металла, который в виде оксидов выступает на поверхность сварной ванны во время работы.
Стабилизирующие компоненты поддерживают стабильное горение электрической дуги между изделием и электродом. Это достигается за счет входящих в их состав элементов с низким потенциалом ионизации (натрий, кальций, калий и др.), которые содержатся в мраморе и меле.
Легирующие компоненты направлены на увеличение прочности и стойкости к коррозии металла шва. Они содержатся в покрытии электродов в виде железосодержащих сплавов хрома, титана, вандия.
Связующие компоненты связывают, склеивают вышеперечисленные порошковые компоненты воедино.
В этой статье представлены марки электродов для ручной дуговой сварки по Российским, Советским стандартам ГОСТ 9466-75, ГОСТ 9467-75, которые до сих пор за норму применяются на просторах СНГ и по которым производятся на огромных мощностях отечественных производителей высокого качества электроды. Есть и Европейские, США зарубежные стандарты, как ISO, например.
Под электродом в сварке подразумевается металлический или неметаллический стержень, созданный из электропроводящих материалов, производящий подвод тока к свариваемому металлу. Без данного изделия проведение сварочных работ невозможно. Современная классификация электродов помогает разобраться, где какие использовать. Сегодня выделяют разные виды электродов для сварки, в зависимости от особенностей их параметров.
Электроды для сварки
Изделия, предназначенные для сварки, изготавливаются из материалов, проводящих электрический ток. Благодаря его подводу к месту сварки, обеспечивается расплавка материалов с последующим образованием сварочного шва. Изделие состоит из проволоки, являющейся его основой, и специального покрытия.
Покрытие является важной составной частью изделия и обеспечивает ряд функций, выполнение которых необходимо для процесса сварки. Длина стержней варьируется от двухсот пятидесяти до семисот миллиметров. Они крепятся в специальном держателе, поэтому последние двадцать-тридцать миллиметров стержня не имеют покрытия.
Вне зависимости от того, какие бывают электроды для сварки, все они должны обеспечивать:
- стабильное горение дуги с равномерной плавкой металла и его переносом в сварочную ванну;
- защиту металла от кислорода;
- образование шва с оптимальными химическими характеристиками и механическими свойствами;
- высокую производительность сварки;
- минимальные потери, связанные с разбрызгиванием, угаром;
- минимальную токсичность выделяемых в процессе сварки газов.
Подобные свойства обеспечиваются покрытием стержней. Важную роль в этом играет их состав. Узнать о свойствах конкретного стержня, его химических, физических и других характеристиках можно по маркировке.
Особенности маркировки изделий
Стержни различаются по своему предназначению, диаметру, типу. Классификация электродов подразумевает их разделение в соответствии с определенными свойствами и обозначение конкретных видов при помощи букв и цифр. Каждый вид имеет свою маркировку, с помощью которой можно узнать о его особенностях.
В маркировке указывается тип изделия, его размеры, марка, особенности покрытия и другие важные параметры.»
В качестве примера для наглядной расшифровки можно взять следующую маркировку «Э46-АНО-21-2,5-У Д Е 43 0/3/ -P-11» под которой распространяются стержни «АНО-21». Она расшифровывается следующим образом:
- «Э46» — тип изделия;
- «АНО-21» — его марка;
- «2,5» — показатель диаметра стержня (в данном случае 2,5 миллиметров);
- «У» — назначение изделия (стержни с индексом «У» применяются для обработки низколегированной или углеродистой стали);
- «Д» — коэффициент, указывающий на толщину покрытия проволоки. В данном случае имеется толстое покрытие. Другие варианты: М – тонкое; С – среднее; Г – особо толстое;
- «Е» — данный индекс является международным обозначением покрытия стержня (плавящегося);
- «43» — обозначение предела прочности (430 МПа);
- «0» – относительное удлинение (менее двадцати процентов);
- «3» — индекс обозначает температуру, в условиях которой параметр ударной вязкости металла не превышает тридцати четырех Дж/см 2 (-20 градусов Цельсия);
- «Р» — вид покрытия (рутиловое);
- «1» — возможные пространственные положения (допустимы все);
- «1» — допустимый сварочный ток и показатель напряжения холостого хода (в данном случае возможна работа с постоянным/переменным током, параметр напряжения холостого хода – около пятидесяти Ватт).
Выделяют разные . Умение расшифровки маркировки дает возможность приобрести подходящее для работы в определенных условиях изделие.
Покрытие электродов
Важным элементом приспособления для сварки является их покрытие. Оно играет существенную роль в нормальном функционировании изделий. Классификация электродов по толщине покрытия подразумевает выделение изделий с тонким, средним, толстым и особо толстым покрытием. Вне зависимости от данного параметра, в его состав входят следующие элементы:
- газообразующие. К примеру, мрамор, магнезит. Кроме неорганических веществ, газообразующими компонентами могут быть следующие органические элементы: мука, крахмал, и т.п.;
- шлакообразующие. Это руды (часто используются такие материалы как марганец и титан) или минералы (кремнезем, гранит, шпат полевой и плавиковый). Шлакообразующие компоненты – основа защитного покрытия;
- легирующие. Возможно использование марганца, титана, никеля, кремния. В качестве раскислителя применяется алюминий в виде порошка;
- связующие. В качестве связующего вещества применяется жидкое стекло;
- формовочные. Отвечают за пластичность покрытия (слюда, бетонит, каолин).
Классификация электродов по покрытию подразумевает выделение следующих видов изделий с соответственным буквенным обозначением:
- «А» — кислое покрытие. Содержит в себе окись железа/марганца/кремния/титана;
- «Б» — основное. В основе лежат два элемента: карбонад кальция, фтористый кальций. Изделия с таким покрытием применяются при необходимости обработки больших сечений;
- «Ц» — целлюлозное. Состоит из целлюлозы, муки и других органических составов. При плавлении создается тонкий шлак. Применимы для сварочных работ с использованием стали небольшой толщины;
- «Р» — рутиловое. Содержит рутил. Характерно небольшое разбрызгивание металла. Можно применять такие . Стержни могут использоваться во всех пространственных положениях.
В маркировке может присутствовать несколько букв. Это значит, что при производстве изделия использовалось смешанное покрытие. Конкретные элементы в таком случае зависят от буквенных обозначений.
Виды изделий по назначению
Все электроды предназначены для обработки отдельных видов металлов и должны использоваться исключительно в соответствии со своим предназначением. Если стержень создан для сварки цветных металлов, использовать его для легированной стали нельзя.
Классификация электродов по назначению подразумевает их разделение на следующие виды:
- «У» — изделия для обработки углеродистой стали и низколегированной стали. Обладают временным сопротивлением разрыву до шестисот МПа;
- «М» — для обработки легированной стали (до 600 МПа). Электроды для наплавки рельс входят в эту группу;
- «Т» — для сварки легированной теплоустойчивой стали;
- «В» — для обработки высоколегированной стали, обладающей особыми свойствами;
- «Н» — для сварки верхних слоев металла.
Разделение осуществляется в согласии с ГОСТом 9466-60. Различные виды сварочных электродов и их применение описаны в данном государственном стандарте.
Классификация по металлу и допустимым пространственным положениям
Стержень, использующийся для сварки, может быть плавящимся (электроды для ) или неплавящимся. В первом случае образование шва происходит за счет плавки самого стержня и обрабатываемого материала. Во втором происходит заполнения шва металлом из свариваемых элементов. Плавящиеся приспособления могут быть сделаны из:
- стали;
- меди;
- алюминия;
- чугуна;
- бронзы.
В производстве неплавящихся стержней используются такие материалы, как:
- графит;
- вольфрам (электроды для аргонодуговой сварки).
Выделяют также торированные, лантанированные, итрированные неплавящиеся стержни. Также электроды классифицируют в соответствии с пространственными положениями, в которых их можно использовать. Для обозначения данного параметра в маркировке используются цифры от одного до четырех. Соответственно:
- «1» — допустимы все положения;
- «2» — допустимы все положения, за исключением вертикального (в направлении сверху вниз);
- «3» — допустимо вертикальное (сверху вниз), горизонтальное и нижнее положения;
- «4» — использовать можно только в нижнем положении.
Таким образом, сварочные стержни различаются по своему составу. Классификация сварочных электродов подразумевает выделение нескольких видов стержней по таким характеристикам, как тип покрытия, назначение, допустимые пространственные положения во время сварки. Использовать стержни следует по назначению, в противном случае они могут оказаться бесполезными.



