Jaké jsou zahraniční značky elektrod. Typy moderních elektrod pro ruční obloukové svařování
Elektrody používané pro svařování a navařování jsou klasifikovány podle jejich účelu (pro svařování oceli, litina, neželezné kovy a pro navařování), technologické vlastnosti (pro svařování v růz prostorové polohy, hloubkové penetrování a svařování bazénu), druh a tloušťka povlaku, chemické složení tyče a povlaku, povaha strusky, mechanické vlastnosti svarový kov a metoda povlakování (krimpování nebo máčení).
Hlavní požadavky na všechny typy elektrod jsou: zajištění stabilního oblouku a dobrého vytvoření švu; získávání kovu svar dané chemické složení; klidné a rovnoměrné tavení elektrodové tyče a povlaku; minimální rozstřik kovu elektrody a vysoký svařovací výkon; snadná oddělitelnost strusky a dostatečná pevnost povlaků; zachování fyzikálně-chemických a technologických vlastností elektrod po určitou dobu; minimální toxicita při výrobě a svařování.
Délka elektrod je uvedena v tabulce. 3.
3.Délka elektrody v závislosti na jejím průměru
Po domluvě kovové elektrody pro manuální obloukové svařování oceli a povlaků povrchové vrstvy se speciálními vlastnostmi, vyráběné lisováním, se dělí (GOST 9466-75):
pro svařování uhlíku a nízkolegované oceli s dočasnou pevností v tahu do 60 kgf / mm 2 (600 MPa), se symbolem U;
pro svařování legovaných ocelí s dočasnou pevností v tahu vyšší než 60 kgf / mm 2 (600 MPa) - L;
pro svařování legovaných žáruvzdorných ocelí -T;
pro svařování vysokolegovaných ocelí se speciálními vlastnostmi - B;
pro nanášení povrchových vrstev se speciálními vlastnostmi - N.
Podle tloušťky povlaku se elektrody dělí na elektrody s tenkým, středním, tlustým a extra silným povlakem. GOST 9466-75 také stanoví tři skupiny elektrod - 1, 2, 3, vyznačující se požadavky na kvalitu (přesnost) výroby elektrody, stav povrchu povlaku a obsah síry a fosforu v naneseném kovu.
Podle typu povlaku se elektrody dělí na:
s kyselým povlakem A,
se základním nátěrem - B,
s celulózovým povlakem - C,
s rutilový povlak- R,
se smíšeným nátěrem - s dvojím označením, s jinými typy nátěrů - P.
V závislosti na prostorové poloze, ve které se svařování provádí, se elektrody dělí na:
pro svařování ve všech polohách se symbolem 1;
pro svařování ve všech polohách, kromě svislého shora dolů, - 2;
pro polohy spodní, horizontální na vertikální rovině a vertikální zdola nahoru -3;
pro spodní a spodní "v lodi" - 4.
Elektrody jsou rozděleny podle druhu a polarity proudu a jmenovitého napětí naprázdno zdroje svařovacího oblouku střídavý proud.
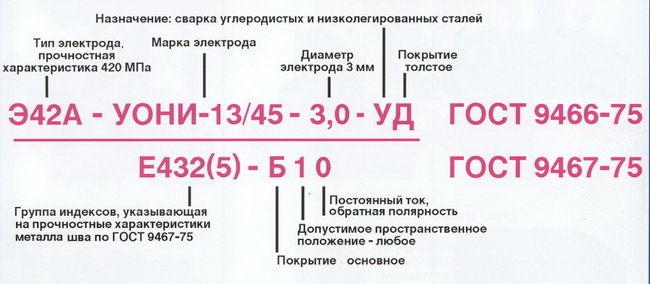
Rozdělení elektrod podle typu se provádí v souladu s GOST 9467-75, 10051-75 a 10052-75. Podle GOST 9467-75 je k dispozici 9 typů elektrod pro svařování uhlíkových a nízkolegovaných ocelí (E38, E42, E42A, E46, E46A, 350, E50A, E55 a E60), 5 typů elektrod pro svařování legovaných ocelí zvýšená a vysoká pevnost (E70, E85 , E100, E125 a E150) a 9 typů elektrod pro svařování legovaných žáruvzdorných ocelí (E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E- 09Kh1MF, E-10Kh1M1NFB, E-10Kh3M1BF, E-10X5MF). Označte elektrody pro svařování uhlíkových a legovaných ocelí podle GOST 9466-75. Například elektrody typu E46A podle GOST 9467-75 značky UONI-13/45 o průměru 3,0 mm pro svařování uhlíkových a nízkolegovaných ocelí jsou označeny takto:
kde E - elektroda pro obloukové svařování; 46 - minimální zaručená dočasná pevnost v tahu podle GOST 9467-75; A - vylepšený typ elektrod; písmeno U označuje, že elektrody jsou určeny pro svařování uhlíku a nízkolegované slitiny konstrukční oceli s dočasnou pevností v tahu až 60 kgf / mm 2 (600 MPa); D - tloušťka povlaku; 2 - druhá skupina. Ve jmenovateli označují čísla 43 2 (5) charakteristiky naneseného kovu a svarového kovu; písmeno B označuje hlavní typ krytí; 1 - prostorová poloha, ve které lze provádět svařování, O - stejnosměrný proud obrácená polarita. U elektrod používaných pro svařování uhlíkových a nízkolegovaných ocelí s dočasnou pevností v tahu do 60 kgf/mm 2 (600 MPa) se za písmenem E pomlčka nedává.
Pro svařování vysoce legovaných ocelí se speciálními vlastnostmi jsou elektrody podle GOST 10052-75 klasifikovány podle chemického složení naneseného kovu a jeho mechanických vlastností. GOST 10052-75 poskytuje 49 typů elektrod. Označení typů elektrod se skládá z indexu E následovaného čísly a písmeny. Dvě číslice za indexem označují průměrný obsah uhlíku v uloženém kovu v setinách procenta. Chemické prvky obsažené v uloženém kovu jsou označeny těmito písmeny: A - dusík, B - niob, C - wolfram, D - mangan, D - měď, M - molybden, H - nikl, C - křemík, T - titan , F - vanad, X - chrom. Čísla za písmenným označením chemických prvků udávají průměrný obsah prvku v procentech. Za písmenným označením prvků, jejichž průměrný obsah v uloženém kovu je menší než 1,5 %, se čísla neuvádějí.
Obloukové navařovací elektrody jsou regulovány GOST 10051-75 ( typy elektrod, které se vyznačují chemické složení nanesený kov a jeho tvrdost).
Otázky k samovyšetření
1. Podle jakých kritérií se klasifikují elektrody pro svařování a navařování?
2. Co víte o GOST pro elektrody?
3. Jak jsou označeny typy povlaků elektrod?
Svařování je kombinací mnoha procesů, které umožňují tavení kovu bez přetavování všech částí výrobku. Vlastní proces svařování je ovlivněn proudem, polaritou a typem proudu, napětím oblouku, rychlostí svařování a průměrem elektrody. Délka elektrody, vlastnosti samotného povlaku elektrody, teplota kovu před svařováním a podobné procesy ovlivňují proces svařování jen částečně. Při provádění svařování tedy nemusíte hlídat stav těchto faktorů.
Nicméně jeden z nejsilnějších vlivů na proces svařování vykresluje průměr elektrody . Čím větší je průměr elektrody, tím více proudu musíte přidat. Také čím větší průměr, tím větší tloušťku kovu mohou svařovat. V zásadě je pro standardní svařování nejoblíbenější průměr elektrody 2,5 milimetru, nicméně tento průměr se počítá pro průměrnou tloušťku kovu, tedy asi 3 - 4 milimetry.
Kromě nejoblíbenějších tlouštěk elektrod existuje mnoho dalších, ale nejoblíbenějších a těch, které lze koupit téměř v každém obchodě s elektrodami a svařovací technikou.
Tohle je takové průměry: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6.0. Téměř v každém specializovaném obchodě to vše koupíte. Pokud však potřebujete elektrody většího průměru, pak si je můžete bez problémů objednat.. Kromě toho musíte také správně vybrat průměr elektrody k tloušťce kovu. Váš výběr průměru elektrody by měl záviset nejen na tloušťce svařovaného kovu, ale také na vlastnostech kovu. Pro výběr správného průměru elektrody použijte fóra, blogy nebo specializované stránky.
Kromě základu - svařovacích elektrod je pro proces svařování velmi důležité, aby byl svařovací proud správně zvolen, to znamená, že musí odpovídat průměru těchto elektrod. Pokud jste překročili nebo výrazně snížili proud, v prvním případě s největší pravděpodobností propálíte kov a ve druhém je nepravděpodobné, že byste byli schopni zapálit oblouk vůbec, a pokud ano, nebude to možné. být dlouho.
Zjistěte správnou hodnotu svařovací proud Můžete buď na balení elektrod, nebo na specializovaných pracovištích pro svářeče. V tomto případě je třeba pamatovat na to, že není nutné poslouchat rady ostatních, protože pokud řešíte např. tenký kov, mírný přebytek svařovacího proudu může zničit váš produkt. Proto musíte přesně vědět, jaký je požadovaný proud pro proces svařování. Pamatujte, že správný výběr proudu ovlivňuje úspěšnost svařovacího procesu.
Jak vidíte, je velmi důležité dodržovat pravidla, která vyžadují elektrody. Správný výběr průměru elektrody ve vztahu k tloušťce kovu a správný výběr svařovacího proudu vám umožní svařovat díly, které potřebujete, bez použití služeb profesionální svářeči. Ušetříte tak spoustu peněz, námahy a času, a tím několikanásobně urychlíte proces svařování.
Mezi celou řadou elektrod, které lze nalézt na moderním trhu, se rozdíly nacházejí nejen v různých značkách určených pro každý typ kovu, ale také ve velikosti výrobků. Téměř všechny, které se aktivně používají pro průmyslové a soukromé účely, jsou k dispozici v několika verzích. Délka elektrody, i když je důležitá, není tak podstatná jako průměr elektrody. Když se svářeč rozhodl pro značku, pokud jde o typ kovu a další nuance budoucí práce, je čas rozhodnout o rozměrech.
Při výběru spotřebního materiálu se průměr elektrodové tyče stává jedním z určujících parametrů. Vybírá se podle rozměrů základního kovu, ať už jde o plech nebo jinou formu. Vše závisí na výkonu, který je potřebný k roztavení přídavného materiálu a základního materiálu. Faktem je, že pokud vezmeme takovou možnost, že tloušťka elektrody bude znatelně menší než tloušťka plechů, pak bude k roztavení základního kovu zapotřebí taková síla, že se tyč jednoduše vaří a prská, aniž by vytvořila šev. . Při správném výběru bude teplota tání v obou případech stejná, díky čemuž se vytvoří vysoce kvalitní jednotný šev. Nebude mít skořápky a póry, horké trhliny a teplotní deformace. Okolní povrch není potřísněn kapkami roztaveného kovu.
Pokud je průměr svařovacích elektrod vyšší než tloušťka obrobku, může jej spálit. K roztavení tyče bude skutečně potřeba mnohem větší výkon, při kterém se plechy roztaví a vytvoří se v nich díra. Pokud je výkon nastaven vzhledem k rozměrům základního kovu, pak se výplňový materiál bude neustále lepit a elektrický oblouk nelze zapálit. Zhorší to také kvalitu spoje, protože nebude možné vytvořit jednotný šev bez přerušení oblouku. Volba průměru elektrody bude tedy velmi důležitým parametrem.
Délka není tak důležitá, ale stále má svou váhu. Přímo závisí na tloušťce v přímo úměrném vztahu. Svářeči jej často preferují co největší, protože pak dochází k menšímu vyrušování při práci a dlouhé švy může být kontinuální. Díky tomu je spojení lepší a estetičtější. Používají se také krátké spotřební materiály, protože ne všude musíte vytvářet dlouhé švy. Tenké elektrody dělají se kratší z toho důvodu, že při velké délce by bylo nepohodlné je používat a spěchalo by se s jejich ohýbáním, což by hrozilo odlupováním povlaku. Bez povlaku se materiály stávají nevhodnými pro kritické postupy. Je třeba poznamenat, že ne všechny značky mají celou škálu velikostí, protože některé z nich jsou prezentovány v úzké specializaci a nejsou určeny například pro práci s tenkými materiály.
Rozměry typů elektrod od různých výrobců
Výrobci vytvářejí vlastní řadu velikostí, které budou vhodné k použití. Proto i přes dostatečnou podobnost má každá značka své vlastní nuance poměru a někdy existuje rozdíl v délce několika centimetrů nebo několika milimetrů v tloušťce. Přesněji řečeno, musíte se podívat na data konkrétního modelu. Velikosti elektrod pro svařování od různých výrobců:

Svařovací elektroda LB-52U

Svařovací elektrody ANO-21


Elektroda pro svařování UONI-13/45
Výběr
Průměry elektrod pro svařování se volí podle tloušťky obrobků, se kterými máte pracovat. Co nejpodobnější složení kovu je nutné nejen pro vytvoření homogenního spoje, ale také proto, aby měly stejnou teplotu tání. Vše je zde založeno na základních fyzikálních zákonech, protože k roztavení většího objemu kovu je zapotřebí velká teplota, která se vytváří větší pevnost aktuální. Zde není velký rozdíl, jaká délka elektrody je k dispozici, protože odpor způsobený rozdílem v tomto parametru je nevýznamný a nemusí být zohledněn.
| Tloušťka kovu, mm | Elektroda, mm | Aktuální, A |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Před použitím je třeba vždy zkontrolovat stav nátěru, zda není poškozen nebo nezadržuje vlhkost.
Délka svařovací elektroda bude mít hodnotu pro ty spoje, kde je velmi nežádoucí přerušování během procesu svařování. Může to být oprava zapečetěné nádoby, věcí, které fungují pod tlakem a tak dále. V ostatních případech věnujte větší pozornost tloušťce. Někdy se pro takové účely speciálně vyrábějí dlouhé a tenké materiály. Tenké materiály lze také použít k vytvoření příchytků pro držení obrobků na místě před hlavním svařováním. Použití výkonnějších materiálů může poškodit základní kov, jinak se materiál nepodaří svařit do dostatečné hloubky.
KOVOVÉ POVLAKOVANÉ ELEKTRODY
PRO RUČNÍ OBLOUKOVÉ SVAŘOVÁNÍ OCELÍ A POVRCHŮ
Klasifikace podle GOST 9466-75 platí pro obalené kovové elektrody vyrobené lisováním pro ruční obloukové svařování ocelí a navařování povrchových vrstev ocelí a slitin. Norma neplatí pro elektrody pro nanášení vrstev neželezných kovů a jejich slitin.
Po domluvě elektrody se dělí na:
Pro svařování uhlíkových a nízkolegovaných konstrukčních ocelí s dočasnou pevností v tahu až 60 kgf/mm² - V(symbol);
- pro svařování legovaných konstrukčních ocelí s dočasnou odolností. prasknutí přes 60 kgf/mm² - L;
- pro svařování legovaných žáruvzdorných ocelí - T;
- pro svařování vysoce legovaných ocelí se speciálními vlastnostmi - V;
- pro nanášení povrchových vrstev se speciálními vlastnostmi - H.
Rozdělení elektrod na typy- na GOST 9467-75, GOST 10051-75 a GOST 10052-75.
Elektrody pro ruční obloukové svařování konstrukčních a žáruvzdorných ocelí;
- elektrody pro ruční obloukové svařování povrchové vrstvy se speciálními vlastnostmi;
- elektrody pro ruční obloukové svařování vysokolegovaných ocelí se speciálními vlastnostmi.
Rozdělení elektrod na razítka- podle příslušných norem nebo specifikací. Každý typ elektrody může odpovídat jedné nebo více značkám.
Podle tloušťky povlaku v závislosti na poměru D/d (D je průměr povlaku, d je průměr elektrody určený průměrem tyče) se elektrody dále dělí:
Tenkovrstvá D/d ≤ 1,20 - M;
- s průměrným povlakem 1,20 C;
- se silným povlakem 1,45 D;
- s extra silnou vrstvou D/d > 1,80 - G.
Podle typu krytí elektrody se dělí na:
Potaženo kyselinou - ALE;
- se základním nátěrem - B;
- s celulózovým povlakem - C;
- s rutilovým povlakem - R;
- s povlakem smíšeného typu - odpovídající dvojitý symbol;
- s jinými typy nátěrů - P.
Poznámka. Pokud je ve složení povlaku železný prášek v množství větším než 20 %, mělo by se k označení typu povlaku elektrody přidat písmeno F.
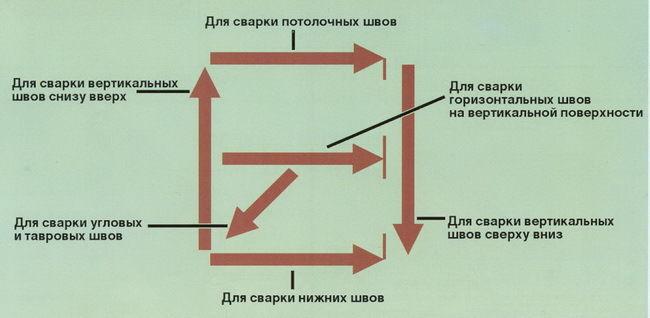
Podle přípustných prostorových poloh svařovací nebo navařovací elektrody se dělí na:
Pro všechny pozice - 1;
- pro všechny polohy, kromě svislého shora dolů - 2;
- pro dno, vodorovně na svislou rovinu a svisle zdola nahoru - 3;
- pro nižší a nižší v lodi - 4.
Rozměry elektrod musí odpovídat rozměrům uvedeným na výkresu a v tabulce.
1 - tyč; 2 - řez přechodem, 3 - povlak; 4 - kontaktní konec nepotažený
|
Jmenovitý průměr elektrody určený průměrem tyče, d |
Jmenovitá délka elektrody L (mezní odchylka ±3) s dříkem z svařovací drát |
Délka konce staženého z povlaku l (mezní odchylka ±5) |
|
|
nízkouhlíkové nebo slitinové |
vysoce legované |
||
Poznámky:
1. Rozměry v závorkách se nedoporučují.
2. Je povoleno vyrábět elektrody o jmenovitém průměru 3,15; 3,25; 6,3 a 12,5 mm.
Symbol pro elektrody
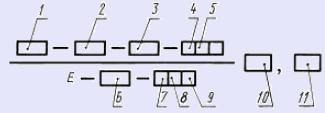
1 - typ; 2 - značka; 3 - průměr, mm; 4 - označení účelu elektrod;
5 - označení tloušťky povlaku; 6 - skupina indexů; uvedení charakteristik svarového kovu a svarového kovu podle GOST 9467-75, GOST 10051-75 nebo GOST 10052-75; 7 - označení typu nátěru;
8 - označení přípustných prostorových poloh svařování nebo navařování; 9 - označení druhu proudu používaného při svařování nebo navařování, polarita stejnosměrného proudu a jmenovité napětí naprázdno zdroje pro svařovací oblouk střídavého proudu o frekvenci 50 Hz; 10 - označení této normy; 11 - označení normy pro typy elektrod
Poznámky:
1. U elektrod značek, které nesouvisí s typy podle GOST 9467-75, GOST 10051-75 nebo GOST 10052-75, není typ elektrod uveden v symbolu, ale místo označení normy pro typy elektrod, označení normy nebo technické specifikace pro elektrody konkrétních známek.
2. V symbolu elektrod pro svařování uhlíkových a nízkolegovaných ocelí s dočasnou pevností v tahu do 60 kgf / mm & sup2 se za písmenem E nedává pomlčka.
Ve všech typech dokumentace (kromě provedení) musí symbol elektrod obsahovat značku, průměr a označení této normy.
Elektrody typu E42A podle GOST 9467-75, značka UONII-13/45, průměr 3,0 mm, pro svařování uhlíkových a nízkolegovaných ocelí U, se silným povlakem D, se skupinou indexů stanovenou v souladu s GOST 9467- 75, s uvedením charakteristiky nanášeného kovu a svarového kovu, 43 2(5), se základním povlakem B, pro svařování ve všech prostorových polohách 1 na DC obrácená polarita 0:
na štítcích nebo v označení krabic, balení a krabic s elektrodami
v dokumentaci
Elektrody UONII-13/45-3.0 GOST 9466-75
Mechanické vlastnosti svarového kovu, naneseného kovu a svařovaný spoj při normální teplotě (podle GOST 9467-75) můžete vidět.
Potažené kovové elektrody pro ruční obloukové navařování povrchových vrstev se speciálními vlastnostmi (podle GOST 10051-75) v tabulkové formě si můžete prohlédnout
Související dokumenty:
KLASIFIKACE ELEKTROD
|
PŘÍKLADY ZNAČENÍ:
URČENÍ PROSTOROVÝCH POLOH PRO RŮZNÉ ELEKTRODY
|
ZNAČENÍ SVAŘOVACÍCH ELEKTROD

PŘÍKLADY ZNAČENÍ:
URČENÍ PROSTOROVÝCH POLOH PRO RŮZNÉ ELEKTRODY
Typ elektrody

Pro svařování uhlíkových a nízkolegovaných ocelí, jakož i legovaných ocelí se zvýšenou a vysokou pevností, se označení skládá z:
index E
čísla za indexem udávající hodnotu pevnosti v tahu v kgf / mm 2;
index ALE, což naznačuje, že svarový kov má zvýšené vlastnosti, pokud jde o tažnost a houževnatost.
Pro svařování žáruvzdorných, vysoce legovaných ocelí a pro navařování se symbol skládá z:
číslo následující za indexem udávající průměrný obsah uhlíku v setinách procenta;
písmena a čísla, která určují obsah chemických prvků v procentech. Pořadí písmenných označení chemických prvků je určeno poklesem průměrného obsahu odpovídajících prvků v uloženém kovu. S průměrným obsahem hlavního chemického prvku menším než 1,5 %, číslo za písmenným označením chemický prvek Není uvedeno. Při průměrném obsahu křemíku v naneseném kovu do 0,8 % a manganu do 1,0 % nejsou písmena C a G připojena.
index E- elektroda pro ruční obloukové svařování a navařování;
 Označení kovů
Označení kovů
Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 490 MPa (50 kgf / mm 2) se používá 7 typů elektrod: E38, E42, E46, E50, E42A, E46A, E50A. Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu 490 MPa (50 kgf / mm 2) až 588 MPa (60 kgf / mm 2) se používají 2 typy elektrod: E55, E60. Pro svařování legovaných ocelí zvýšené a vysoké pevnosti s pevností v tahu nad 588 MPa (60 kgf / mm 2) se používá 5 typů elektrod: E70, E85, E100, E125, E150.
Pro svařování žáruvzdorných ocelí - 9 typů: E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E-09Kh1MF, E-10Kh1MNBF, E-10Kh3M1BF, E10Kh5MF. Pro svařování vysokolegovaných ocelí se speciálními vlastnostmi - 49 typů: E-12Kh13, E-06Kh13N, E-10Kh17T, E-12Kh11NMF, E-12Kh11NVMF atd. Pro navařování povrchových vrstev se speciálními vlastnostmi - 44 typů: E-10G2, E-10G3, E-12G4, E-15G5, E-16G2KhM, E-30G2KhM atd.
Značka elektrody
Každý typ elektrody může odpovídat jednomu nebo více druhům.
Průměr elektrody
Průměr elektrody (mm) odpovídá průměru kovové tyče.
Účel elektrody

Pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 588 MPa (60 kgf / mm 2) - značeno písmenem V;
Pro svařování legovaných konstrukčních ocelí s pevností v tahu nad 588 MPa (60 kgf / mm 2) - označeno písmenem L;
Pro svařování žáruvzdorných ocelí - označeno písmenem T;
Pro svařování vysokolegovaných ocelí se speciálními vlastnostmi - označeno písmenem V;
Pro nanášení povrchových vrstev se speciálními vlastnostmi - označeno písmenem H.
Faktor tloušťky povlaku

V závislosti na poměru průměru povlaku elektrody D na průměr kovové tyče d, elektrody jsou rozděleny do následujících skupin:
s tenkým povlakem (D/d≤1,2) - označeno písmenem M;
se středním krytím (1.2
tlustý povlak (1,45
s extra silnou vrstvou (D/d>1,8) - G.
Označení potažené elektrody spotřebního materiálu

Dopis E- mezinárodní označení tavné obalené elektrody.
Skupina indexů udávající charakteristiky svarového kovu nebo naneseného kovu
Pro elektrody používané pro svařování uhlíkových a nízkolegovaných ocelí s pevností v tahu do 588 MPa (60 kgf / mm 2).
http://elektrod-3g.ru
Poprvé se svařovací elektroda objevila v roce 1902. Od té doby se toho hodně změnilo nové typy a značky. Svařovací elektroda je nejběžnějším materiálem. Každá značka elektrody má své vlastní vlastnosti . Vždy pamatujte, že pro každý typ materiálu byste měli zvolit speciální elektrodu.
Nejoblíbenější značky elektrod určených pro uhlíkovou a nízkolegovanou ocel: UONI-13/NZh/12x13. Elektrody této značky jsou určeny pro svařování korozivzdorných ocelí. Tento model byl vytvořen podle všech pravidel GOST 9466-75. Svařování s takovou elektrodou probíhá stejnosměrným proudem.
UONI 13/55. Tato svařovací elektroda se používá pro svařování jak nízkolegované, tak uhlíkové oceli. Odpovídá GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Svařovací proces probíhá jak střídavým, tak stejnosměrným proudem s obrácenou polaritou.
MR-3S .Svařovací elektroda této značky je určena pro svařování výrobků z uhlíkové a nízkolegované oceli.. Svařování se provádí stejnosměrným a střídavým proudem.
MR-3T. Tato elektroda je určena pro svařování výrobků z uhlíkaté, nízkolegované oceli. Svařování lze provádět stejnosměrným i střídavým proudem. DC polarita je obrácená. Ale pro takové elektrody existuje jedno upozornění, obsah uhlíku musí být alespoň 0,25% a pevnost v tahu nesmí překročit 490 MPa. Takové elektrody odpovídají GOST 9466-75, GOST 9467-75.
OZS-12. Tyto elektrody jsou také určeny pro uhlíkovou a nízkolegovanou ocel. Pevnost v tahu je 490 MPa. Uhlíkové svařovací elektrody : VDK VDP SK. Nejoblíbenější značky wolframové nekonzumovatelné elektrody, které splňují GOST 23949-80: EHF EVL EVI-1 EVI-2 EVT-15 Existují také speciální elektrody pro svařování mědi a slitin mědi: OZB-2M OZB-3 ANTs / OZM2 Komsomolec 100 ANTs/OZM3 Pro svařování materiálů jako je nikl a jeho slitiny se používají elektrody: OZL-32, B-56U. Pokud budete pracovat s materiály jako je hliník a jeho slitiny, pak byste měli zvolit elektrody: OZANA-1, OZA-1, OZANA-2, OZANA-2.
Elektrody hrají důležitou roli v procesu svařování. Svařování pomocí elektrod bude zpravidla spolehlivější, odolnější, rychlejší a ekonomičtější.
Není žádným tajemstvím, že při svařování kovu se provádí pohyb elektrod. Tyto pohyby jsou často označovány jako oscilační. Existuje mnoho technologických přístupů k provádění svařování kovů. Elektroda během procesu svařování, bez ohledu na použitou metodu, je hlášen pohyb v tři různé směry.
První pohyb se nazývá translační, při kterém je pohyb podél osy elektrody. Závislá na rychlosti tání, translační pohyb zachovává konstantní délku oblouky, která by neměla přesahovat 0,5-1,2 průměru elektrody. Délka oblouku závisí na značka elektrody a podmínky svařování. Tvorba švu se zhoršuje se zmenšováním délky oblouku a existuje také možnost zkratu (zkráceně zkrat). Zvětšení oblouku je příčinou zvýšení rozstřiku kovu elektrody a snížení kvality svaru z hlediska tvaru a jeho vlastností (mechanických).
druhý pohyb je posunutí elektrody podél osy za účelem vytvoření švu. Průměr elektrody, síla proudu ( trvalý nebo proměnné) a rychlost tavení elektrody určují rychlost pohybu elektrody. Při absenci příčných posunů elektrody je šev úzký (závitový), jehož šířka je přibližně 1,5 průměru použité elektrody. Tento šev se používá pro svařování tenký plechy.
Poslední tah je posunutí elektrody napříč pro nastavení šířky švu a hloubky tavení kovu. Tyto oscilační pohyby vyžadují vysokou kvalifikaci svářeče a jeho dovednosti a jsou dány také vlastnostmi svařovaného materiálu, polohou a velikostí svaru. Šířka švu se při použití příčných oscilačních pohybů pohybuje v rozmezí 1,5-5 průměru použité elektrody.
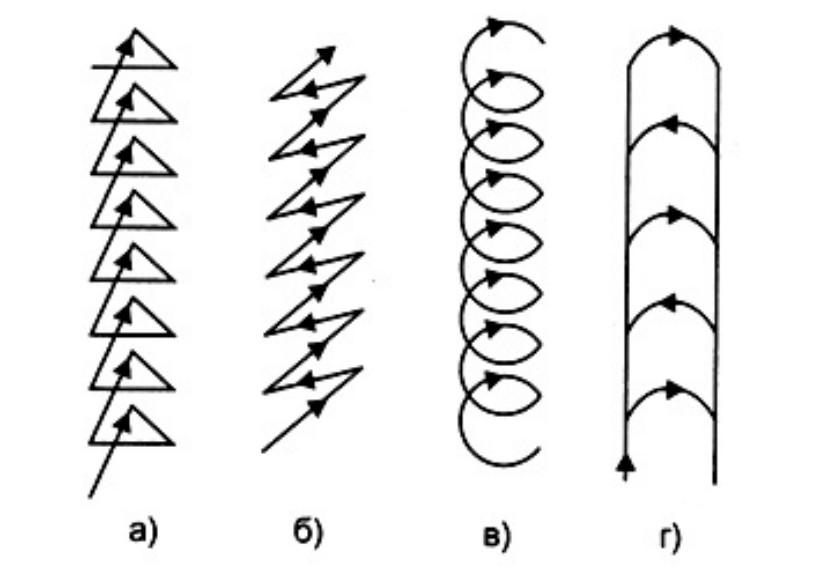
Kompetentní a technicky správný pohyb elektrody je hlavním úkolem a podmínkou pro získání vysoce kvalitního švu při provádění svařovacích prací. Důležitá je určitá technika provádění oscilačních pohybů elektrody a také racionalita jejího pohybu. Existuje několik běžných způsobů, jak vytvořit kvalitní šev. aplikovat v jakékoli situaci, se kterou svářeč provádí pohyby při svařování. Jedná se o pohyby „rybí kosti“ (a), úhel (b), „pohyb spirály“ (c), „pohyb půlměsíce“ (d). Obr. 1
Při svařování svislého koutového svaru je nejvýhodnější ukázat všechny způsoby oscilační pohyby elektrody, navíc se jedná o velmi často využívanou operaci při svařování válcovaných výrobků. Zároveň vynecháme všechny záležitosti týkající se řezných hran a přípravy povrchů před svařováním.
Při použití oscilačních pohybů elektrody v půlměsíci nebo spirále se nejprve polička ukládá na hrany elektrodou a poté se kov nanáší po malých částech bez mezer a lomů, doporučuje se svařovat kontinuálně. Další svařování kovu se provádí postupně s elektrodou posunutou výše a zanechává hotový svar. Jiné schéma oscilačního pohybu při svařování - pod úhlem, zajišťuje oscilační pohyb elektrody pomocí střídavého posunu nahoru a dolů, kov se nanáší na okraje bez přerušení s rovnoměrným pohybem elektrody nahoru.
Metodika" rybí kost» charakterizováno pohybem elektrody nahoru a poté doprava, pak sejděte doleva po krátké cestě. Je žádoucí, aby kapka kovu ztuhla v každé jednotlivé fázi svařování mezi hranami. Poté se odloučená elektroda posune nahoru doleva a znovu se spustí z bodu výstupu, ale nyní dolů doprava. S takovými postupnými pohyby se souvislými jednotlivými částmi se provádí svar.
Elektrody pro svařování uhlíkových a nízkolegovaných ocelí se vyznačují také úrovní svařovacích a technologických vlastností vč. možnost svařování ve všech prostorových polohách, druh svařovacího proudu, produktivita procesu, sklon k tvorbě pórů, v některých případech i obsah vodíku v uloženém kovu a sklon svarových spojů k tvorbě trhlin. Uvedené charakteristiky, které je třeba vzít v úvahu při výběru konkrétní značky elektrody, jsou do značné míry určeny typem povlaku.
Pokrytí může být:
Rutilov,
hlavní,
celulóza,
Smíšený.
Elektrody potažené kyselinou.
Základem tohoto typu povlaku jsou oxidy železa, manganu a křemíku. Svarový kov vyrobený pomocí elektrod potažených kyselinou má zvýšený sklon k tvorbě horkých trhlin. Podle mechanických vlastností svarového kovu a svarového spoje patří elektrody k typům E38 a E42.
Elektrody potažené kyselinou nejsou náchylné k tvorbě pórů při svařování kovu pokrytého okujemi nebo rzí, stejně jako při prodlužování oblouku. Svařování lze provádět stejnosměrným i střídavým proudem.
Rutilové potažené elektrody.
Povlak těchto elektrod je založen na rutilovém koncentrátu (přírodní oxid titaničitý). Svarový kov vyrobený s rutilovými elektrodami odpovídá klidné nebo polotiché oceli. Odolnost svarového kovu proti praskání je u rutilových elektrod vyšší než u elektrod potažených kyselinou. Podle mechanických vlastností svarového kovu a svarového spoje patří většina značek rutilových elektrod k elektrodám typu E42 a E46.
Rutilové elektrody mají ve srovnání s jinými typy elektrod řadu výhod, totiž poskytují stabilní a silné hoření oblouku při svařování střídavým proudem, nízké ztráty kovu rozstřikem, snadné oddělování struskové krusty a výbornou tvorbu svaru. Elektrody nejsou příliš citlivé na tvorbu pórů při změně délky oblouku, při svařování mokrého a rezavého kovu a na zoxidovaném povrchu.
Mezi elektrody uvažované skupiny patří také elektrody s ilmenitovým povlakem, které zaujímají mezilehlou polohu mezi elektrodami s kyselým a rutilovým povlakem. Složení povlaku těchto elektrod zahrnuje jako hlavní složku ilmenitový koncentrát (přírodní sloučenina oxidu titaničitého a oxidu železitého).
Bazické obalené elektrody.
Základem tohoto typu povlaku jsou uhličitany a sloučeniny fluoru. Kov nanesený bazicky obalenými elektrodami odpovídá chemickým složením klidné oceli. Díky nízkému obsahu plynů, nekovových vměstků a škodlivých nečistot se svarový kov vyrobený těmito elektrodami vyznačuje vysokou tažností a rázovou houževnatostí za normálních i nízkých teplot a má také zvýšenou odolnost proti praskání za tepla. Podle mechanických vlastností svarového kovu a svarových spojů patří elektrody s hlavním povlakem mezi elektrody typu E42A, E46A, E50A, E55 a E60.
Zároveň jsou z hlediska technologických charakteristik elektrody se základním povlakem horší než jiné typy elektrod. Jsou velmi citlivé na tvorbu pórů v přítomnosti okují, rzi a oleje na okrajích svařovaných dílů, stejně jako když je povlak navlhčen a oblouk se prodlužuje. Svařování se zpravidla provádí stejnosměrným proudem s obrácenou polaritou. Před svařováním musí být elektrody kalcinovány při vysokých teplotách (250-420 0 С).
Elektrody potažené celulózou.
Tento typ povlaku obsahuje velké množství (až 50 %) organických složek, obvykle celulózy. Kov nanesený celulózovými elektrodami z hlediska chemického složení odpovídá polotiché nebo klidné oceli. Zároveň obsahuje zvýšené množství vodíku. Podle mechanických vlastností svarového kovu a svarových spojů odpovídají elektrody s celulózovým povlakem elektrodám E42, E46 a E50. Celulózové elektrody se vyznačují tvorbou stejnoměrné zpětné housenky švu při jednostranném svařování na závaží, možností svařování svislých švů shora dolů.
Všechny výše popsané elektrody, určené pro svařování uhlíkových a nízkolegovaných ocelí, s jakýmkoliv typem povlaku, musí splňovat požadavky GOST 9466-75 a GOST 9467-75, jakož i požadavky specifikací pro elektrody.
Specifikace mohou obsahovat další požadavky, které jsou nezbytné pro efektivnější provoz procesu a/nebo získání svarových spojů se speciálními vlastnostmi a zvýšenou provozní spolehlivostí.



