Каква е целта на режещите ръбове? Основни изисквания за монтаж на метални конструкции преди заваряване. Метални дресиращи и режещи части
ДА СЕкатегория:
Заваряване на метали
Елементи за подготовка на ръбове за заваряване
GOST 5264-80 („Ръководство електродъгово заваряване. Заварени съединения") установява основните елементи на геометричната форма на подготовката на ръбовете за заваряване. Помислете за тези елементи на примера на челна става.
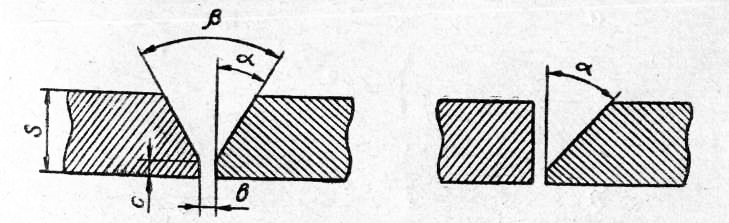
Ъгъл на скосяване a - остър ъгълмежду равнината на скосяването на ръба и равнината на края. Когато двата ръба са скосени, той се настройва в рамките на a=25±2°. При скосяване на единия ръб се приема, че ъгълът на скосяване е a=45±2°. Скосяването на ръбовете може да бъде едностранно и двустранно, праволинейно и криволинейно.
интерфейс за заваряване. Теоретичен. заваряване на метална повърхността или кореновата част заварканадвишаване на метала, необходим за определен размер на заварката. Гърло теоретично гърло. Сплав за спойка без пълнител. Образец за изпитване Откритата повърхност на заваръчния шев от страната, от която е направен заваръчният шев. В случай на заварки в комбинация със заваряване с шлифоване. минус всяка издутина. Разстоянието от началото на коренния корен, перпендикулярно на хипотенузата на най-големия правоъгълен триъгълник, който може да бъде вписан в напречно сечениезаварка.
Ъгълът на скосяване ((3) се образува от скосените повърхности на двете съединени части на продукта. Ъгълът на скосяване се извършва, когато дебелината на метала е повече от 3 мм. Липсата на ъгъл на скосяване може да доведе до липса на сливане в секцията заварено съединение, както и до прегряване и изгаряне на метала.
Техника на заваряване, при която източникът на енергия трепти странично, докато преминава през заварката. Заваръчна арматура Жлеб, влят в основния метал в непосредствена близост до заваръчен шев или корен, без да се запълва с метална заварка. химичен анализ 65. Заваряване с оборудване, което извършва заваръчната операция без необходимост от настройка на органите за управление от заваръчния оператор. Процес на заваряване в твърдо състояние, който създава заваръчен шев, използвайки контактните сили на заготовките на натиск, които се въртят или се движат между тях, за да произвеждат топлина и пластично изместват материала между съседните повърхности.
Ориз. 1. Елементи за подготовка на ръбове за заваряване:
а - ъгъл на скосяване; P - ъгъл на режещи ръбове; в - притъпяване на ръба; в - междина между съединените ръбове; s - дебелина на листа (подробности) -
При заваряване на дебел метал ъгълът на жлеба позволява заваряване в отделни слоеве, което подобрява структурата на заваръчния шев и намалява заваръчните напрежения и деформации.
Процес на дъгово заваряване, при който се използва дъга между непрекъснат електрон на електрон и разтопен депозит. 66. Размер на заварка "за заварки със същите крака." Заваръчен процес, защитен с газ, който използва дъга между непрекъснат консуматив метален електроди разтопени отлагания. Процесът се инициира от дъга, която загрява шлаката. Този процес се използва със защитен газ от потока, съдържащ се в тръбния електрод. Този процес се използва със или без използване на защитен газподава се отвън и без прилагане на натиск.
Затъпяване на ръба (в) - нескосената част на края на ръба, който ще се заварява. Извършва се, за да се осигури стабилен процес на заваряване по време на първия (корен) слой на заваръчния шев. Липсата на притъпяване на ръбовете би допринесла за изтичането на метал по време на заваряване (прегаряне). Стойността на притъпяването на ръба най-често се приема равна на 2 ± 1 mm.
Дължината на краката на най-големия равнобедрен триъгълник, който може да бъде вписан в напречното сечение на заваръчния шев. Размер на заварка за заварки с различни крака. Този процес се използва без защитен газ и без прилагане на налягане. Дължина на крака на най-големия равнобедрен триъгълник, който може да бъде вписан в напречното сечение на заваръчния шев. След това дъгата се гаси и проводимата шлака остава в течно състояние поради съпротивлението на преминаване. електрически токмежду електрода и детайла. Защитата за използване с твърди или метални ядра се осигурява от газова или газова смес.
Пролуката между съединените ръбове (c) осигурява пълно проникване през напречното сечение на заваръчния шев при нанасяне на първия (корен) слой на заваръчния шев. Липсата на хлабина може да доведе до лошо проникване на корена и да допринесе за увеличаване на напреженията при заваряване. От голямо значение за качеството на заваряването е равномерността на пролуката по цялата дължина на шева, т.е. поддържането на паралелност на заварените ръбове. Стойността на пролуката най-често се приема равна на 2 ± 1 mm.
Лице, което извършва ръчно или полуавтоматично заваряване. Заваряване на електроди с електрическо прасе и заваряване с електрическа навигация с консумативен направляващ уред. Екипът може или не може да зарежда и разтоварва работа. Защитата се осигурява от газ или газова смес. Процес на заваряване, който произвежда коалесценция на метали с топлина, получена от съпротивлението на детайлите към поток заваръчен токпричинено от висока честота със или без налягане. волфрамова дъга газ Заваръчен процес, при който се използва дъга между непрекъснат консумативен метален електрод и разтопен депозит.
Заваряване челни ставичасти с неравна дебелина с разлика, която не надвишава стойностите, посочени в таблицата, трябва да се извършват по същия начин като части със същата дебелина; конструктивните елементи на подготвените ръбове и размерите на заваръчния шев трябва да бъдат избрани според по-голямата дебелина.
За да се направи плавен преход от една част към друга, е разрешено наклонено подреждане на повърхността на шева.
Процес на заваряване, при който материалите се сливат с топлина, получена чрез прилагане на кохерентен лъч концентрирана светлина върху частите, които ще бъдат заварени. Процес на дъгово заваряване, при който металите се сливат чрез нагряване с дъга между тях волфрамов електроди подготовка. Човекът управлява кола или автомат заваръчно оборудване. Вариант на процеса на газово-екранирана дъгова заварка с консумативен електрод, в който токът е импулсен. Ефектът на високочестотния ток е да концентрира заваръчната топлина на желаното място. метал-дъгов газ Вариант на процеса на електродъгово заваряване с защитен газ с консумативен електрод, при който консумативният електрод се отлага по време на повтарящи се къси съединения.
Ако разликата в дебелината на частите, които ще се заваряват, надвишава стойностите, посочени в таблицата, трябва да се направи скос от едната или двете страни на частта с по-голяма дебелина до дебелината на тънката част.
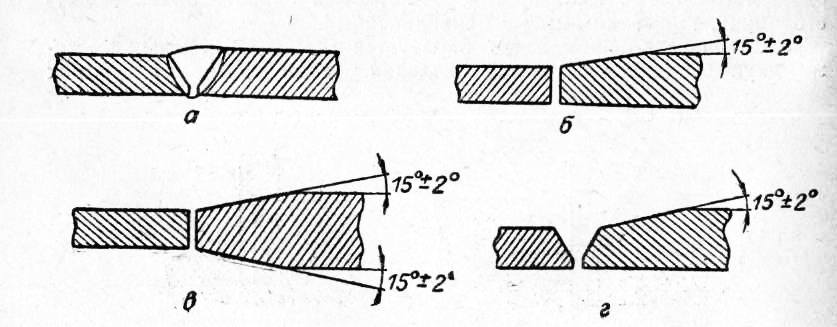
Ориз. 2. Заваряване и подготовка на ръбове на листове с неравна дебелина:
а - наклонено разположение на повърхността на шева; b - едностранно скосяване на листа; в - двустранно скосяване на листа; g - скосяване на листа с последващо изрязване на ръбовете
комплект заваръчни процеси, при който коалесценцията се получава чрез нагряване на материали с пламък или пламък на газ с кислородно гориво. Заваряване, когато се извършва пълна заварителна операция и се управлява ръчно. Процес на дъгово заваряване, който използва дъга или дъги между един или повече прътови електроди и разтопен депозит. Този процес се използва със защитен газ, идващ от разлагането на покритието на електрода. Този процес се използва без налягане и с пълнене, идващо от електрода, а понякога и от допълнителен източник.
В този случай конструктивните елементи на подготвените ръбове и размерите на заваръчния шев трябва да бъдат избрани според по-малката дебелина.
Скосяването на ръба (лист) регулира плавен преход от дебела заварена част към тънка, намалявайки напреженията в заварената конструкция.
В дупе, тройник и ъглови връзкис дебелина повече от 16 mm, направена в условията на монтаж, е разрешено да се увеличи междината между съединените ръбове (c) до 4 mm с едновременно намаляване на стойността на ъгъла на скосяване на ръбовете (a) с 3°.
Защитният газ може да бъде инертен или смес от газове. непрекъснат ръб или изковаване на съединение, когато се нагрява до температура на заваряване поради съпротивлението на потока на заваръчния ток. Заваряването може да се извърши с припокриващи се заваръчни зърна. без да се прилага натиск и с пълнител, идващ от електрода. Процес на дъгово заваряване, при който металите се сливат чрез нагряване с ограничена дъга между електрода и детайла. Набор от заваръчни процеси, които водят до сливане на съседни повърхности с топлина, получена от съпротивлението на парчетата, към потока на заваръчния ток в веригата, от която частите са част и чрез прилагане на натиск.
Разрешено е изместването на заварените ръбове преди заваряване един спрямо друг, не повече от:
0,5 мм - за части с дебелина до 4 мм;
1,0 мм - за части с дебелина 4-10 мм;
но не повече от 3 mm - за части с дебелина 10-100 mm.
Ориз. 7C Форма на режещи ръбове за заваряване
Параметрите на рязане са важна характеристика, от която зависят качеството на шева и цялостната производителност на продукта. Следователно за всеки метод на заваряване и група продукти регулаторните документи определят изискванията за подготовка на ръбове за заваряване.
Процес на дъгово заваряване с дъга между покрит електрод и разтопен налеп. Налягането може или не може да се използва, а пълнежният метал може да се използва или не. 68. Дъгата и разтопеният метал са защитени със защитен слой от гранулиран поток върху заготовките. Осигурена е защита срещу горещ и йонизиран газ, излъчван през отвора на горелката, който може да бъде допълнен от допълнителен източник на защитен газ. Заваряването може да се извърши с дъга.
Имайте предвид, че и двете измерения са свързани помежду си. Прекъснатите ъглови заварки могат да бъдат облицовани или преплетени. Бъдете гърло и лице. Лице и корен на заваръчен шев Представяне на лицето и корена на заварка. Всяко преминаване води до заварка. Брой проходи или заваръчни корди Броят на проходите е броят на пъти, в които съединението е трябвало да се движи надлъжно, преди да бъде завършено. заедно с допълнителната дебелина на лицето и корена, са показани на следващата фигура. 70
Формата на режещите ръбове се характеризира със следното основно конструктивни елементи: ъгъл на скосяване β; ъгъл на подготовка на ръба α= 2 β; тъпота C; клирънс б.
Скосяване на ръба - праволинеен кос разрез на ръба, който ще се заварява.
Ъгъл на скосяване β - остър ъгъл между равнината на скосяването на ръба и равнината на края.
В случай на частично топене по време на заваряване, основата ще бъде постоянна, т.е. след заваряване, той няма да бъде отстранен. Подложката е материал или устройство, поставено на гърба на фугата, за да поддържа и съдържа разтопен метал. Този материал може или не може да бъде метален и може или не може да се стопи по време на заваряване. Обратно заваряване и обратно заваряване Обратно заваряване: това е заваръчни работи, направен отстрани на корена на вече завършена заварка. Обратно заваряване. както е показано на снимката.
Обратно заваряване. Ако заваръчният ръб се използва като резервен, това ще се нарича резервно заваряване. Заваряване с подложка Понякога за заваряване се използва гръб. това е показано на фигурата или поне едно почистване. Удължение или свободен край на електрода: дължината на неразтопения електрод от края на контактната тръба. Свободно разширение на електрода и дължината на дъгата. Заваряване или скорост на заваряване Скоростта на заваряване е дължината на зърната, депозирана за единица време.
Ъгъл на рязане (разкриване) на ръбовете α - ъгълът между скосените ръбове на частите, които ще се заваряват.
Ъгълът на скосяване β по време на рязане на процепа варира от 0 до 8 градуса.
Стандартният ъгъл на скосяване α, в зависимост от метода на заваряване и вида на завареното съединение, варира от 60 ± 5 до 20 ± 5 градуса. Ъгълът на скосяване се извършва, за да се осигури достъп на електрода до основата на образувания заваръчен шев.
Вертикалните плочи със заваръчна ос също са вертикални. Фигура 18 се отнася за заваряване на челни плочи. Заваряването при хоризонтално и въздушно заваряване изисква значителни умения от страна на заварчика или оператора, за да се осигури еднородна перла с правилно проникване. Те различават позициите, когато става въпрос за заваряване на листове или тръби. 76 Хоризонтално заваряванеили корниз. Вертикални плочи с хоризонтална ос за заваряване. Хоризонтално положение или корниз. Вертикално заваряванеможе да се направи отдолу нагоре или отгоре надолу.
Затъпяване на ръбовете ОТ - нескосена част от крайната повърхност на ръба, който ще се заварява.
Притъпяването на ръба C обикновено е 2 mm ± 1 mm. Целта на притъпяването е да се осигури образуването на заваръчен шев без образуване на изгаряне (вижте дефекти на заварките). Понякога, поради конструктивните характеристики на завареното съединение, стойността на притъпяването може да се приеме равна на нула (C=0). В този случай е необходимо да се предвидят технологични мерки, които изключват появата на прогаряне (заваряване върху облицовка, заваряване върху флюсова подложка, полагане на опорен шев - вижте Шиене на заварени съединения).
За много тънка дебелина се препоръчва вертикално надолу заваряване. Плоската позиция е най-широко използваната, тъй като позволява бързо и лесно заваряване. Вертикална позицияи горната или долната позиция на покрива. както е показано на следващите снимки. Двете вертикални пластини с вертикална ос за заваряване.
Вертикална тръба вертикална и под покрива. 78. Хоризонтална тръба Фигура 20 се отнася за заварени тръби. Материалът е депозиран в горната част. На фигурата със или без скосяване. Въпреки това, тенденцията е да се използва повече и в много случаи да се заменя този метод с 82, ако е необходимо. Контролът на геометричното филе използва гониометрични шаблони, обикновено наричани катетри. Показва два типични филетни профила, един изпъкнал и един вдлъбнат.
празнина б- най-краткото разстояние между ръбовете на частите, сглобени за заваряване .
Разстоянието b обикновено е 1,0 - 3,0 mm. При приетите ъгли на режещите ръбове е необходимо наличието на празнина, за да се осигури проникването на цялата дебелина на заварените елементи в резултат на потока от разтопен метал между техните ръбове. В някои случаи при определена технология разликата може да бъде нула или да достигне 8-10 mm или повече. Ако междината b = 0, заваряването, което се извършва, се нарича заваряване без празнина, ако b ≠ 0, заваряване с междина (или по протежение на междината).
Приложението за ръчно заваряване е класическо, главно поради неговата гъвкавост за работа във всички позиции. е необходимо да се провери съвместимостта между изчисления размер на крака и дебелината на основния метал. Трудна е оценката на напрежението в ставното филе. Друг важен аспект е контролът на проникването на филе или на сливането на върховете, както и на сливането отстрани на филето. Структурните кодове установяват контрол върху тези геометрични аспекти на филето. Потопяема дъгова заварка. коригирайте размера до минимума, необходим за кода. съответно.
Ре предназначен да осигури плавно съчетаване на вертикални и хоризонтални режещи равнини. Стойността на R зависи от геометричните характеристики на режещия профил.
Формата на жлебовете определя количеството на допълнителен металза запълване на жлеба, а оттам и производителността на заваряването. Така, например, X-образният жлеб в сравнение с V-образния позволява да се намали обемът на отложения метал с 1,6-1,7 пъти.
При заваръчни работи по време на работа. Заваряване на шев във филе B заварени конструкции. Полуавтоматично заваряванес газова защита и плътен проводник. Ръчно заваряванепокрит електрод. които ви позволяват да контролирате размера на бутчето в готовото филе. това може да стане с работни талони или в квалификация с раздел на филе с макро подготовка. където проектните условия са имплицитни при изчисляването на компонентите или конструктивните детайли, които съставляват конструкцията. Конструкцията на фугите към филето е основна, за разлика от челните фуги.
Полуавтоматично заваряване със или без газов щит и тръбна тел. От гледна точка на оператора, тръбната тел развива по-ниски емисии от плътната тел и много контролирани емисии на дим. Полуавтоматично заваряване. Тези предимства идват както от ефективността на отлагането на типа консумативи, използвани във всеки метод, така и от неговия работен фактор. докато оперативният фактор е съотношението между времето на дъгата или отлагането и общото време на работа. това предполага гарантиране на един от критичните елементи за качествената пържола, осигурявайки нейното ефективно гърло.
Формата на жлеба, както и размерите на параметрите на жлеба (профил на канала, ъгъл на канала, размер на пролуката и тъпота) зависят от материала, който се заварява, дебелината на елементите, които ще се заваряват, и метода на заваряване. Параметрите за подготовка на ръбовете са важна характеристика, от която зависят качеството на шева и цялостното представяне на продукта. Следователно за всеки метод на заваряване и група продукти регулаторните документи определят изискванията за подготовка на ръбове за заваряване.



