لطيفة اللحام التماس. دور حماية الغازات والتدفق والخبث. اختيار المقطع العرضي للدائرة المغناطيسية
هناك طريقتان لبدء قوس. يعتمد استخدام طريقة أو أخرى لإشعال القوس الكهربائي (بالإضافة إلى جودة اللحام) على ظروف اللحام والمهارات العملية للعامل.
في إحدى الطرق ، يتم وضع القطب بشكل عمودي على سطح المنتج حتى يلامس المعدن ويتم سحبه سريعًا لأعلى إلى طول القوس المطلوب. يجب أن تكون لمسة القطب الكهربائي للمنتج قصيرة الأجل ، وإلا فسيتم لحامها بالمنتج ("العصا"). لتمزيق القطب "الملتصق" يجب أن يديره بحدة إلى اليمين واليسار.
في طريقة أخرى ، يكون القطب "مخططًا" بشكل عرضي ، مثل عود الثقاب ، على سطح المعدن. من الضروري الضرب في اتجاه اللحام ، حتى لا تترك علامات غير ضرورية. إذا التصق القطب الكهربائي ، فمن المحتمل أن يكون غلافه تالفًا. في هذه الحالة ، من الضروري حرق حافة القطب البارز من تحت الطلاء.
بعد اشتعال القوس ، يجب الإمساك بالقطب الكهربي لبعض الوقت عند النقطة التي يبدأ عندها الترسيب ، حتى يتم تشكيل اللحام وصهر المعدن الأساسي. سيكون حوض اللحام صغيرًا في البداية ، ثم سيكبر. في هذه الحالة ، يجب أن تبقى. في هذه الحالة ، ليس من الضروري النظر مباشرة إلى القوس المسبب للعمى. ركز على المنطقة الواقعة خلف شرارات التدخين ، على الحمام المنصهر خلف القطب الكهربي.
من المهم جدًا معرفة كيفية الحفاظ على طول قوس ثابت ، أي الفجوة بين نهاية القطب والمعدن الأساسي أثناء التحرك على طول خط التماس. يؤثر طول القوس بشكل كبير على جودة اللحام ويعتمد على العلامة التجارية وقطر القطب ، المكاني مواقع اللحام، قطع الحواف الملحومة ، إلخ. يعتبر الطول الطبيعي للقوس في حدود 0.5-1.1 من قطر القطب. مؤشرات طول القوس الأمثل هي صوت طقطقة حاد ، وحتى نقل قطرات المعدن عبر فجوة القوس ، وترشيش منخفض.
قوس قصيريحترق بثبات وهدوء. إنه يوفر لحامًا عالي الجودة ، حيث يمر المعدن المنصهر للقطب بسرعة عبر فجوة القوس ويكون أقل عرضة للأكسدة والنترة. عند استخدام أقطاب كهربائية مغلفة بشكل رقيق ، يضمن القوس القصير أفضل جودة لحام. لكن القوس القصير جدًا يمكن أن يتسبب في "التصاق" القطب ، وتقطع القوس ، وتعطل عملية اللحام.
قوس طويلحروق غير مستقرة مع صفير مميز. عمق الاختراق غير كافٍ ، والمعدن المنصهر للقطب الكهربي يتناثر ويتأكسد وينترد. اللحام عديم الشكل ، ويحتوي معدن اللحام على كمية كبيرة من الأكاسيد.
كلما كنت تتحكم بشكل أفضل في طول القوس ، كلما طهيت بشكل أفضل. تذكر أن القوس الشديد يصد الحمام ويسخن المعدن بعمق. عند اللحام ، تأكد من أن التماس على مستوى السطح المراد لحامه.
يعتمد اختيار طول القوس على نوع القطب الكهربي وموضع المنتج في الفراغ أثناء اللحام. عند استخدام أقطاب كهربائية مغلفة بشكل رقيق ، يجب أن يكون طول القوس قصيرًا قدر الإمكان ، بحيث لا يزيد عن قطر القطب. مع أقطاب تشكيل الخبث أو الغاز ، يمكن أن يتراوح طول القوس من 3 إلى 5 مم.
اعتمادًا على طول القوس ، يتغير الجهد في القوس أيضًا. بطول قوس يصل إلى 1.5 مم ، يكون 15-18 فولت ، بطول قوس من 3 إلى 5 مم - يصل إلى 22 فولت وحتى 40 فولت.
عند اختيار طول قوس أو آخر ، من الضروري مراعاة موضع قطعة العمل المراد لحامها. عمودي و لحام السقفتتطلب قوسًا أقصر مما هو عليه في موضع قطعة العمل التي تتطلب لحامًا من أسفل.
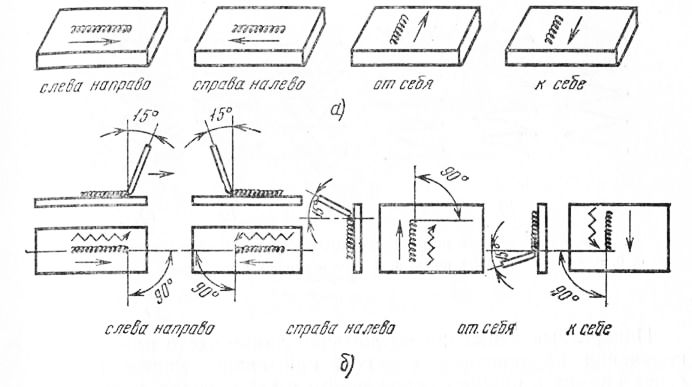
أثناء اللحام ، يكون القطب في حالة حركة مستمرة. يخبره اللحام بالحركات التالية (الشكل 22 ، أ):
أرز. 22. حركة القطب أثناء اللحام:
أ - اتجاه الحركة ؛ ب - زاوية الميل في المستوي الأفقي والعمودي ؛ ج - اللحام بزاوية أمامية ؛ ز - اللحام بزاوية قائمة ؛ د - لحام الزاوية الخلفية
1 - متعدية على طول محور القطب باتجاه حوض اللحام (بسبب انصهار القطب الكهربائي) ، بينما من أجل الحفاظ على طول قوس ثابت ، يجب أن تتوافق سرعة الحركة مع معدل انصهار القطب ؛
2 - الحركة على طول خط اللحام وهو ما يسمى سرعة اللحام ؛ يتم تحديد سرعة هذه الحركة اعتمادًا على التيار وقطر القطب ومعدل انصهاره ونوع التماس وعوامل أخرى ؛
3 - حركة القطب عبر التماس للحصول على ما يسمى بالخرز المتسع - يكون التماس أوسع من الخرزة الملولبة التي تم الحصول عليها بحركة مستقيمة. مع هذه الحركات ، يتم الحصول على خط لحام يصل عرضه إلى أربعة أقطار قطب كهربائي في مسار واحد.
اللحام المتكون نتيجة حركتين لنهاية القطب - متعدية وعلى طول خط التماس يسمى "الخيط". عرضه عند سرعة اللحام المثلى (0.8-1.5) د. يتم ملء جذر التماس بخيوط اللحام في اللحام متعدد الطبقات ، ويتم لحام قطع العمل الرفيعة ، ويتم تنفيذ أعمال التسطيح ويتم لحام القطع السفلية.
مهمة عملية اللحام- تسخين المعدن الأساسي حتى يذوب ، وتشكيل حوض اللحام. إذا كان التيار منخفضًا ، فلن يسخن المعدن بشكل صحيح وسيعمل حوض اللحام خلف القطب. إذا كان هناك الكثير من التيار ، فسيكون المعدن الأساسي ساخنًا جدًا ، وسيحترق القوس عبر المعدن ، ويدفعه للخلف. عندما يكون التيار طبيعيًا ، ينتشر الحمام على السطح وتكون حوافه الخارجية رقيقة. عن طريق تحريك القطب ، يمكنك توسيع الحمام وتحريكه.
اعتمادًا على الموقف ، قد تتغير الإعدادات الحالية. يبدد المعدن السميك الحرارة ، لذلك هناك حاجة إلى مزيد من التيار. سوف يذوب المعدن الرقيق بسرعة ، لذلك هناك حاجة إلى تيار أقل. تعتمد الإعدادات الحالية الدقيقة على سلوك الحمام ، ولكن يجب أن تبدأ بالإعدادات الموصى بها.
لكن لا تخف من زيادة التيار أو خفضه. من الأهمية بمكان بالنسبة لجودة التماس سرعة حركة القوس. يعتمد اللحام على درجة حرارة المعدن الأساسي ، لذلك من المستحيل التحدث عن التيار دون مراعاة سرعة اللحام. نقوم بتحريك القطب بشكل أسرع - تدخل حرارة أقل إلى المعدن الأساسي. إذا قمت بتحريك القطب بسرعة كبيرة ، فلن يتم تسخين المعدن ، وسوف يكون التماس غير منصهر ، ضيق ، مع انتفاخ صغير ، مع وجود قشور كبيرة في الأعلى. إذا تحركنا ببطء شديد ، تدخل المزيد من الحرارة ، ويزداد ارتفاع درجة حرارة المعدن ، وينتشر الحمام ويصبح من الصعب التحكم فيه. تصبح حبة اللحام محدبة للغاية ، ويصبح التماس غير متساوي الشكل ، مع ترهل الحواف. بسبب المدخلات المفرطة لحرارة القوس في المعدن الأساسي ، غالبًا ما يحدث الاحتراق ويتدفق المعدن المنصهر من حوض اللحام. في بعض الحالات ، على سبيل المثال ، عند اللحام في المنحدرات ، يمكن أن يؤدي تكوين طبقة سائلة من معدن القطب المنصهر ذي السماكة المتزايدة تحت القوس ، إلى تكوين عدم الاختراق.
على المعدن الرقيق ، يكون الاختراق العميق أمرًا غير ضروري. كيف أرق معدنكلما احتجت إلى التحرك بشكل أسرع. يمكنك تطبيق هذه التقنية: صهر المعدن الأساسي ، ثم تبريده بقوس طويل ثم صهره مرة أخرى. يمكن استخدام هذه الطريقة أيضًا لملء الفجوات في المفاصل غير الملائمة. حرك القطب بعمق في الفجوة ، ثم أخذه بعيدًا لتبريد الحمام ، ثم املأ التماس بالتدريج. يتم استخدام نفس الحركة عند ملء خط التماس متعدد الطبقات.
عندما تتطابق سرعة السفر مع التيار ، ينتشر الحمام ولكن يظل قابلاً للإدارة ، وتكون حوافه رفيعة ويكون التماس بسماكة موحدة. عندما تتعلم كيفية التحكم في القطب بشكل جيد ، يمكنك وضع تيار أكثر قليلاً وزيادة سرعة اللحام. سيوفر المزيد من التيار اختراقًا أفضل وإنهاءًا أكثر سلاسة ، ولكن سيكون من الصعب التحكم في المسبح.
يتم اللحام في الاتجاه من اليسار إلى اليمين ومن اليمين إلى اليسار ، ومن الذات ونحو الذات. في هذه الحالة ، يمكن أن يكون موضع القطب "زاوية أمامية" و "زاوية خلفية" و "زاوية قائمة" (الشكل 22 ، cd). بالطبع ، كل لحام لديه طريقة مفضلة للإمساك بالقطب الكهربي ، والذي اعتاد عليه ويستخدمه في معظم الحالات. ولكن كقاعدة عامة ، يتم استخدام موضع "الزاوية للأمام" في أغلب الأحيان للحام الأفقي والرأسي طبقات السقف، اللحام مفاصل ثابتةالأنابيب ، إلخ. عند اللحام بهذه الطريقة ، ينخفض عمق الاختراق وارتفاع انتفاخ التماس ، لكن عرضه يزداد بشكل ملحوظ ، مما يجعل من الممكن لحام المعدن بسمك صغير. تذوب الحواف بشكل أفضل ، لذلك يمكن اللحام بسرعات أعلى.
بزاوية قائمة ، عادة ما يتم الإمساك بالقطب الكهربي عندما يكون من الضروري الطهي في أماكن يصعب الوصول إليها ، وكذلك أثناء لحام السقف.
يفضل استخدام اللحام بزاوية خلفية عند العمل بوصلات فيليه وتناكبي. يسمح لك بزيادة عمق الاختراق وارتفاع الانتفاخ ، ولكن في نفس الوقت ينخفض عرض التماس. لم يتم تسخين الحواف بدرجة كافية ، لذلك من الممكن تكوين المسام وعدم الانصهار.
بالإضافة إلى الحركات على طول خط التماس وعميقه ، من الضروري تحريك القطب في أغلب الأحيان عبر خط التماس. يعتمد عمق اختراق المعدن الأساسي وتشكيل اللحام بشكل أساسي على نوع هذه الاهتزازات المستعرضة ، والتي يتم إجراؤها عادةً بتردد ثابت وسعة بالنسبة لمحور اللحام (الشكل 23). يعتمد مسار حركة نهاية القطب على الموضع المكاني للحام وحواف القطع ومهارات اللحام. عند اللحام بالاهتزازات المستعرضة ، يتم الحصول على حبة موسعة ، ويعتمد شكل الاختراق على مسار الاهتزازات المستعرضة لنهاية القطب ، أي على شروط إدخال حرارة القوس في المعدن الأساسي.

أرز. 23. الأنواع الرئيسية لمسارات الحركات العرضية للنهاية العاملة للقطب مع تسخين ضعيف (أ-ب) ، محسن (ج-ح) للحواف الملحومة ؛ تسخين محسّن لحافة واحدة (i-k) ؛ تسخين الجذر (لتر)
تُستخدم الحركات المستقيمة المتعرجة على طول الخط المكسور (الشكل 23 ، أ ، ك) للحصول على حبات تسطيح أثناء اللحام التناكبي دون شطف الحواف في الموضع السفلي وإذا لم تكن هناك فرصة للاحتراق من خلال الجزء. لتجنب الإرهاق ، انظر إلى الحافة العلوية لحوض اللحام في كل مرة تقوم فيها بتغيير الاتجاه.
تستخدم حركات الهلال للأمام (الشكل 23 ، ب) اللحامات بعقبمع حواف مشطوفة ولحام شرائح ذات أرجل أقل من 6 مم ، يتم إجراؤها في أي موضع بأقطاب كهربائية يصل قطرها إلى 4 مم.
تُستخدم نفس حركات ظهر الهلال في اللحام في الموضع السفلي ، وكذلك للدرزات الرأسية والعلوية ذات السطح الخارجي المحدب. إذا لزم الأمر ، قم بزيادة تسخين الحواف المراد لحامها عند حواف المتعرجات ، يتم تثبيت القطب قليلاً (الشكل 23 ، ج).
تستخدم حركات المثلث (الشكل 23.5) قطع شرائح اللحمهمع ساق يزيد طولها عن 6 مم ولحام تناكبي بحواف مشطوفة في أي منها الموقع المكاني. يعطي اختراق جيد للجذر. لحام الهياكل ذات الجدران السميكة مع اختراق مضمون لقسم الجذر في جذر اللحام ، يتأخر القطب.
تستخدم الحركات الدائرية والشبيهة بالحلقة (الشكل 23 ، e-i ، l) لتحسين التسخين حواف التماسخاصة عند لحام سبائك الفولاذ عالية. يتم تثبيت القطب عند الحواف بحيث لا يحدث احتراق في وسط التماس أو تسرب المعدن أثناء اللحام طبقات عمودية. أثناء الحركات الدائرية مع الحركة العرضية للقطب الكهربي ، انظر فوق "الجسر" - حدود الحمام والخبث ، ثم إلى الجانب الآخر ووزع الحمام في دائرة.
يجب أن يكون مفهوما أن الحمام المنصهر يتبع الحرارة. عندما تحرك القطب على طول خط اللحام ، يتحرك المعدن الحشو للقطب الكهربائي خلفه. إذا لم يكن هناك ما يكفي من المعدن حولك ، فإنك تترك جروحًا سفلية. التخفيض هو مكان فارغ - أخدود على حافة التماس أسفل مستوى المعدن (انظر الشكل 8 ، ج). لتجنب ذلك ، من الضروري التحكم في حدود الحمام ، وتخفيفه على السطح.
يمكن معالجة الحمام بواسطة قوة قوس اللحام. عندما يكون القطب عموديًا ، يندفع القوس لأسفل في الحمام.
ينتج عن هذا اختراق عميق للمعادن الأساسية وينتشر البركة بالتساوي حول الحفرة. كلما اقترب القطب من العمودي فيما يتعلق بالسطح المعدني ، كلما كان التماس أقل محدبًا (الشكل 24 ، أ). من خلال إمالة القطب ، نقوم بصد الحمام ، وسيبدأ التماس في الارتفاع - لتطفو. كلما قمنا بإمالة القطب ، كلما كان التماس محدبًا (الشكل 24 ، ب).

أرز. 24.التعامل مع بركة اللحام بقوة القوس:
أ - اختراق عميق للمعادن ؛ ب - "عائمة" من التماس
ولكن هنا يجب أن تكون حذرًا: إذا كان المنحدر كبيرًا جدًا ، فسوف يدفع القوس في اتجاه التماس ، مما يجعل من الصعب التحكم في الحمام. لذلك ، يتم استخدام زوايا مختلفة من ميل القطب.
من الأفضل بدء اللحام عند إمالة القطب من 45 درجة إلى 90 درجة. يعد العمل بهذه الزاوية أكثر ملاءمة ، حيث يكون حوض اللحام مرئيًا بوضوح.
عند الانتهاء من التماس ، يجب أن تكون الحفرة ملحومة بشكل صحيح. الحفرة هي المنطقة التي تحتوي على أكبر كمية من الشوائب الضارة بسبب زيادة معدل تبلور المعدن ، لذلك من المرجح أن تتشكل تشققات فيها. لذلك ، في نهاية اللحام ، لا تكسر القوس عن طريق إزالة القطب بشكل حاد من قطعة الشغل. من الضروري إيقاف جميع حركات القطب وإطالة القوس ببطء حتى ينكسر ؛ ذوبان المعدن الكهربائي في هذه الحالة سوف يملأ الحفرة. طريقة أخرى: في نهاية التماس ، توقف عن تحريك القطب ، وأمسكه لمدة 1-2 ثانية لملء الحفرة ، ثم تحرك للخلف على طول خط التماس بحوالي 5 مم وكسر القوس بحركة سريعة للأعلى وللخلف.
في حالة الانكسار العرضي للقوس أو عند تغيير الأقطاب الكهربائية ، يتم استخدام تقنية خاصة لإعادة اشتعال القوس لضمان أن يبدأ اللحام بانصهار جيد و مظهر خارجي. في مثل هذه الحالات ، يجب أن يبدأ القوس عند الحافة الأمامية للحفرة ، ثم من خلال الحفرة بأكملها يتم نقله إلى الحافة المقابلة ، إلى المعدن المترسب حديثًا ، ثم إلى الأمام مرة أخرى ، في اتجاه اللحام الجاري . إذا لم يتم سحب القطب الكهربي بعيدًا بدرجة كافية عند إعادة إشعال القوس ، فستبقى فترة راحة بين مناطق بداية اللحام ونهايته. ومع ذلك ، إذا تم سحب القطب إلى الوراء بعيدًا جدًا أثناء إعادة الإشعال ، فإن انتفاخًا كبيرًا يتشكل على سطح حبة اللحام.
- ...
- مقدمة
سيقدم لك الموقع الأنواع الرئيسية للحام وتقنية تنفيذها.
- أساسيات نظرية عمليات اللحام
اللحام هو عملية الحصول على مفاصل دائمة عن طريق إنشاء روابط بين الذرات بين الأجزاء المراد ربطها أثناء تسخينها و (أو) تشوه البلاستيك.
- تكنولوجيا اللحام
في إطار تقنية اللحام ، يتم فهم طرق التعامل مع القطب أو الشعلة واختيار أوضاع اللحام والأجهزة وطرق تطبيقها للحصول على خط عالي الجودة. ومع ذلك ، فإن جودة اللحامات لا تعتمد فقط على تقنية اللحام ، ولكن أيضًا على عوامل أخرى ، مثل تكوين وجودة اللحام المطبق مستهلكات اللحام، حالة السطح المراد لحامه ، جودة التحضير وتجميع الحواف للحام.
- تصميم ماكينات اللحام للهواة
شراء الكهرباء آلة لحامحتى المستوردة ، حتى الإنتاج المحلي سهل. لكن أجهزة جيدةغالية الثمن ، والرخيصة لا توفر دائمًا الجودة المناسبة لأعمال اللحام. لذلك ، فإن الاهتمام بتصميمات الهواة لمحولات ومقومات اللحام أمر مفهوم تمامًا.
- ورشة لحام الهواة
أي نظرية لا قيمة لها إلا إذا لم يتم تأكيدها من خلال الممارسة. لذلك ، فيما يلي وصف لمنتجات معينة ، لا يمكن الاستغناء عن تصنيعها بدون لحام.
- أمان
أي أعمال اللحامتمثل خطرا حقيقيا على صحة اللحام. لكن تجنب هذه الأخطار ليس بالأمر الصعب على الإطلاق. تحتاج فقط إلى اتباع قواعد السلامة التي تم إنشاؤها لحمايتك.
- التطبيقات
تلخص الجداول الـ 26 المعلومات اللازمة للعامل حول المعادن ومعدات اللحام.
- تصميم ماكينات اللحام للهواة
- لحام الشق- هذه المنطقة وصلة ملحومةتكونت بسبب التبلور أو نتيجة أي تشوه حدث أثناء اللحام. في أغلب الأحيان ، يحدث التبلور والتشوه في موقع اللحام.
- معدن اللحام- يتشكل نتيجة ذوبان المعدن الأساسي. كقاعدة عامة ، يتم توصيل الجزء المذاب أو المنصهر من الهيكل بالعنصر المطلوب عن طريق "الالتصاق". بعد أن يبرد معدن اللحام ، يكتمل الربط تمامًا.
- المعادن الأساسية- هذا هو الجزء الرئيسي الذي يتعرض للذوبان أو اللحام.
- منطقة الانصهار- تقع هذه المنطقة عادة على الحدود أو بين المعدن الأساسي أو اللحام.
- منطقة المتضررة الحرارة- هذا جزء من المعدن الأساسي لا يخضع للصهر ، ولكن يتغير هيكله وخصائصه نتيجة التسخين أثناء اللحام أو التسطيح.
- قوس ملحوم- يتم تسخين هذا الغاز إلى درجات حرارة عالية بشكل لا يصدق (حوالي 5-7 آلاف) ، لذلك تحتاج إلى التعامل مع اللحام بحذر شديد ، وإلا فإنك تخاطر بإحداث حروق خطيرة لنفسك أو للآخرين.
- لحام القوس- يتم استخدام هذا النوع من اللحام القوس الكهربائي، الذي يسخن الغاز إلى درجات حرارة عالية بشكل لا يصدق. عند ملامسته للسطح منتج معدنييبدأ المعدن في الذوبان ، ونتيجة لذلك يتم تشكيل ما يسمى ب "بركة اللحام". بعد أن يبرد المعدن ، يظهر لحام.
- لحام بقوس الأرجون- عمليًا ، كنوع قوس من اللحام ، يجب استخدام الأرجون فقط هنا كغاز مسخن. هذا النوعاللحام مناسب تمامًا لمختلف أنواع حديد التسليح بسمك لا يزيد عن 5 ملم.
- ستحتاج بالتأكيد إلى آلة اللحام نفسها.
- ستحتاج أيضًا إلى مجموعة صغيرة من الأقطاب الكهربائية التي ستوصل ما يكفي من الكهرباء لتسخين الغاز إلى درجة الحرارة المطلوبة.
- مطلوب مطرقة صغيرة خاصة للتغلب على الخبث غير الضروري.
- بالإضافة إلى فرشاة ذات شعيرات صلبة لإزالة أنواع مختلفة من الحطام.
- محول. بفضله ، سيتم تحويل التيار الكهربائي المتناوب المعتاد الذي يمر عبر مآخذنا إلى تيار مباشر. تعمل معظم اللحامات في السوق العالمية فقط مع التيار المباشر.
- تحتاج أولاً إلى إرفاق مشبك كتلة خاص بقطعة العمل الخاصة بك وإدخال القطب في حامل اللحام. ثم عليك محاولة إشعال النار في القوس. يجب ضبط القطب الكهربي بزاوية حوالي 70 درجة بالنسبة لقطعة الشغل. لإشعال القوس ، من الضروري تمرير القطب فوق قطعة الشغل بسرعة حوالي 7-10 سم في الثانية. من الخارج ، ستبدو وكأنك تشعل عود ثقاب. عندما تظهر فرقعة وشرر مميزان ، سوف يضيء قوس الغاز نفسه. إذا حدث كل هذا ، فكل شيء سار من أجلك.
- بعد ذلك ، اضبط القطب عند نفس الزاوية تقريبًا.بعد التثبيت ، سوف تحتاج إلى ملامسة قطعة العمل ، ورفع القطب على الفور قليلاً بحيث ينتهي بك الأمر مع فجوة صغيرة من 3-5 ملليمترات بين السطح المعدني والقطب. بعد ملامسة المعدن ، يبدأ القوس في الاحتراق. ومع ذلك ، لن يذوب معدن قطعة العمل فحسب ، بل سيذوب أيضًا القوس نفسه. حاول الحفاظ على أبعاد الفجوة وفي نفس الوقت حرك القطب أفقياً أو رأسياً (حسب الاتجاه الذي تحتاجه).
- أيضًا أثناء عملية اللحام ، إذا اقتربت كثيرًا (أيضًا بسبب الجهد المنخفض) من السطح المعدني ، فقد يلتصق القطب. لكي تنطلق ، انقلها من جانب إلى آخر. ثم أعد إشعال القوس.
- حاول ضبط المحول على أفضل وجه ممكن.بعد كل شيء ، إذا كان هناك الكثير من التيار ، فإن المعدن سوف يذوب مثل الزبدة ، وإذا كان هناك تيار قليل جدًا ، فسيخرج القوس ببساطة.
- نضع جميع الأنابيب على طاولة خاصة أو الوقوف الذي سيكون مناسبًا لك للعمل معهم.
- في هذه الطريقة ، سوف تحتاج إلى لحام الأنبوب على خطوتين. الخطوة الأولى هي لحام الحلقة النصف الأولى في اتجاه واحد ، ثم الثانية في الاتجاه الآخر. هنا ، يجب استخدام تقنية توجيه من أعلى إلى أسفل ، باستخدام قطب كهربي عضوي 4 مم.
- إذا كنت تقوم بلحام أنابيب بقطر صغير ، فحاول لحامها بقوس مستمر ، ولكن إذا كان قطر الأنبوب كبيرًا ، فقم بلحامها باستخدام الطريقة الواردة في الفقرة الثانية.
تصنيف أنواع اللحام
- لحام القوس
- اللحام باللهب
الجوهر الفيزيائي والكيميائي لحام المعادن
- اللحام بالضغط
- لحام الانصهار
- التركيب الكيميائي للحام
- دور حماية الغازات والمصهورات والخبث
- قابلية لحام المعادن
- التشوهات أثناء اللحام
ملامح العمليات الفيزيائية في اللحام القوسي
- خصائص قوس اللحام
- ضربة مغناطيسية
- تشكيل حوض اللحام
- التشوهات أثناء اللحام
ملامح العمليات الفيزيائية في اللحام بالغاز
- البيانات الأولية
- حساب اللفات المبسط
- موقع اللفات
- فحص جودة اللفات
التحكم في تيار اللحام بالتيار المتردد
لحام بقعة الاتصال
- حامل إلكترود بسيط
شعلات غاز محلية الصنع
- شعلة مع صمام VK-74
تصميم ماكينات اللحام
- البيانات الأولية
- مميزات تصميم محولات اللحام
- الطريقة القياسية لحساب محول اللحام
- حساب اللفات المبسط
- حساب المحولات غير المعيارية
- اختيار المقطع العرضي للدائرة المغناطيسية
- اختيار الملفات تجريبيا
- موقع اللفات
- اختيار لف الأسلاك والمواد العازلة
- فحص جودة اللفات
ميزات التصميم على النوى المغناطيسية المختلفة
- محول لحام على شكل حرف U
- عمل دائرة مغناطيسية محلية الصنع
- محولات اللحام على دائرة مغناطيسية من LATRs
- محول بأكتاف متباعدة ("ذو أذنين")
- محول حلقي من LATRs
- عمل دائرة مغناطيسية حلقية محلية الصنع
- محول اللحام من الجزء الثابت للمحرك
- محول لحام من ... TV
- أنواع أخرى من محولات اللحام
- تنظيم تيار اللحام المتردد
- تحكم إلكتروني بسيط في اللحام الحالي
- محول اللحام مع تنظيم التيار الكهربائي
- أجهزة تصحيح بسيطة
- المعدل مع زيادة الجهد
- تنظيم تيار اللحام المستمر
- المعدل - منظم التيار المستمر
- آلة لحام بسيطة مع منظم التيار
لحام بقعة الاتصال
- ميزات تصميم هواة ESA
- آلة لحام البقعة المكتبية
- لحام البقعة للورشة المنزلية
تصميمات حوامل القطب الكهربي محلية الصنع
- حامل إلكترود بسيط
- حامل قطب كهربائي ملولب
- حامل إلكترود بقفل رافعة
- حامل قطب كهربائي مع مشبك قضيب
شعلات غاز محلية الصنع
- شعلة مع صمام VK-74
- الموقد المحول من قاطع غاز الاسيتيلين
- حراق مع صمام من اسطوانة غاز
تصنيع البوابات المعدنية والحواجز الشبكية والأسوار
- شبك النافذة
- سياج شبكي معدني
طبقات اللحام للمعادن هي وصلة متكاملة ، يتم إجراؤها عن طريق اللحام تحت تأثير درجات حرارة عالية.
تحتوي الوصلات الملحومة على عدة مناطق مفصلية تتشكل أثناء عملية اللحام نفسها:
لذلك يمكن تقسيم اللحامات إلى عدة أنواع:
- يتكون هذا النوع من الاتصال من عنصرين متجاورين مع أسطح نهائية. هذا النوع اللحاماتخفيف جدًا في البناء الفني ويستخدم كثيرًا.

تداخلهو النوع الذي فيه كل شيء عناصر ملحومةتقع بالتوازي مع بعضها البعض. في أغلب الأحيان ، يجب أن يتداخلوا جزئيًا مع بعضهم البعض.

الزاوي- في هذا النوع من الوصلات الملحومة ، يتم لحام جميع العناصر معًا بزاوية معينة.

تافروفو- يشبه هذا النوع من الوصلات الزاوية ، ولكن يلزم هنا اللحام بالسطح الجانبي فقط.

نهاية- هنا سوف تحتاج إلى لحام الأسطح الجانبية للمادة ببعضها البعض.

أساسيات اللحام الكهربائي
بعد التعامل مع أنواع وأنواع وصلات اللحام ، يمكنك المتابعة إلى أساسيات اللحام الكهربائي. إذا كنت تخطط للدراسة بمفردك ، فستحتاج إلى تخزين جميع المواد اللازمة. منذ المرة الأولى التي تتدرب فيها ، من المحتمل أن تواجه إخفاقًا بسيطًا ، فمن الأفضل تخزين الكثير من المواد.
من المهم أيضًا معرفة بعض المصطلحات والترميز قبل بدء العمل:
العمل التحضيري
للأسباب الموضحة أعلاه ، من الأفضل القيام بجميع أعمال اللحام في غرفة لا يوجد فيها شيء يحترق ، وإلا فإنك تخاطر بوقوع حريق. بعد العثور على غرفة آمنة للحريق ، من الضروري تحضير جميع المواد اللازمة للعمل. بادئ ذي بدء ، فكر في الحماية الخاصة بك ، واحصل على خاص قناع لحام، قفازات اللحام ، ويُنصح أيضًا بشراء بدلة خاصة مصنوعة من مادة مقاومة للحرارة.
عندما تكون متأكدًا من أنك قمت بحماية نفسك من شرارة أو حرق عرضي ، فأنت بحاجة إلى شراء جميع الأدوات اللازمة للوظيفة. وتشمل هذه:
كيف تطبخ باللحام الكهربائي
عندما يكون كل شيء جاهزًا لبدء عملية اللحام ، تأكد من فحص سطح العناصر التي سيتم لحامها معًا بحثًا عن الصدأ أو أي عيوب أخرى بعناية. إذا تم العثور على أي منها ، فمن المستحسن محاولة إزالتها أو استبدال العناصر المعيبة بأخرى أفضل.
الآن بعد أن أصبح كل شيء جاهزًا للعمل ، يمكنك البدء:
كيفية لحام التماس
بعد أن تعاملنا قليلاً مع عمل القوس واللحام نفسه ، ننتقل إلى تنفيذ اللحامات. تنقسم اللحامات في حالتنا إلى أفقي ورأسي فقط.
يوجد أدناه تعليمات صغيرة لكل نوع من هذه الأنواع:
1. التماس الأفقي
عمل مثل هذا التماس سهل. يكفي فقط قيادة القوس أفقيًا تدريجيًا ، مع ملاحظة فجوة من 3-5 ملم. من المستحسن أيضًا إصلاح المادة التي تحتاج إلى عمل خط التماس على أفضل وجه ممكن.
عند اللحام ، من الضروري إجراء قوس ليس بسرعة كبيرة ، ولكن ليس ببطء شديد أيضًا - وهذا ضروري حتى يتم ملء الفجوة بين المواد المعدنية تدريجياً بالمعدن المنصهر وفي نفس الوقت يكون لها وقت لتبرد.
من المستحسن للغاية محاولة عدم مقاطعة التماس ، وإلا فقد تكون السبيكة غير متساوية.
2. التماس العمودي
تشبه عملية اللحام العمودية عملية اللحام طبقات أفقية، فقط في هذه الحالة تحتاج إلى اللحام بزاوية مختلفة. يتمثل أهم مبدأ في لحام اللحامات الرأسية في اتباع قاعدة معينة - لا تقوس بسرعة كبيرة أو بطيئة جدًا. نظرًا لأنه في هذه الحالة ، إذا تعرض المعدن لحرارة عالية (القوس بطيء جدًا) ، فسوف يتدفق تدريجيًا إلى أسفل ، وإذا كان القوس سريعًا جدًا ، فقد ينتهي بك الأمر مع وجود درز رديء الجودة.
يجب أن تكون مهمتك هي دمج كلا الحافتين ، وصهرهما بقوس لحام ، وفي نفس الوقت توجيه القطرات المعدنية هناك من نهاية القطب المسخن إلى حالة السائل.
كيفية لحام الأنابيب
عملية لحام الأنابيب باستخدام اللحام الكهربائي شاقة للغاية وتتطلب مستوى معينالمهارة والدقة. إذا كنت تريد أن تتعلم كيفية لحام الأنابيب بنفسك ، فإن أفضل ما يمكنك فعله هو البدء في تجربة الأنابيب على المعدن السميك.
تعليمات صغيرة:
كيفية إزالة الخبث
أثناء العمل ، قد تتشكل أنواع مختلفة من العيوب في أماكن السبيكة - الخبث. اترك اللحام يبرد قبل البدء في تنظيف الخبث. عندما تكون متأكدًا من أن التماس بارد ، انقر عليه بمطرقة صغيرة (من الأفضل شراء مطرقة خاصة لإزالة الخبث).
بعد النقر على الخبث ، ستطير الطبقة الرئيسية من الخبث من تلقاء نفسها ، ويمكن إزالة الطبقات المتبقية بورق الصنفرة.
تقنية التماس
لفئة:
التقنيات لحام القوس
تقنية التماس
اشتعال القوس. هناك طريقتان لضرب قوس بأقطاب كهربائية مغلفة - الفصل والقطع المباشر على طول منحنى. الطريقة الأولى تسمى الاشتعال من ظهر إلى ظهر. والثاني يشبه الحركة عند إشعال عود ثقاب وبالتالي يطلق عليه ضرب.
يستخدم عمال اللحام كلا الطريقتين في إشعال القوس بنجاح ، حيث يتم استخدام الطريقة الأولى في كثير من الأحيان عند اللحام في الأماكن الضيقة وغير المريحة.
طول القوس. مباشرة بعد اشتعال القوس ، يبدأ ذوبان المعادن الأساسية والإلكترود. يتكون حمام من المعدن المنصهر على المنتج. يجب أن يحافظ عامل اللحام على احتراق القوس بحيث يكون طوله ثابتًا. يعتمد أداء اللحام وجودة اللحام بشدة على طول القوس المختار بشكل صحيح.
يجب أن يقوم عامل اللحام بتغذية القطب الكهربائي في القوس بمعدل يساوي معدل انصهار القطب. إن القدرة على الحفاظ على قوس بطول ثابت يميز مؤهلات عامل اللحام.
يعتبر طول القوس طبيعيًا ، ويساوي 0.5-1.1 من قطر قضيب القطب (اعتمادًا على نوع وعلامة القطب الكهربي وموضع اللحام في الفضاء). تؤدي زيادة طول القوس إلى تقليل احتراقه المستقر ، وعمق تغلغل المعدن الأساسي ، ويزيد من خسائر النفايات وتناثر القطب ، ويسبب تكوين لحام بسطح غير مستوٍ ويعزز التأثير الضار للغلاف الجوي المحيط على المعدن المنصهر.
ترسيب كهربي. يعتمد ميل القطب أثناء اللحام على موضع اللحام في الفراغ ، وسمك المعدن الذي يتم لحامه وتكوينه ، وقطر القطب ، ونوع وسمك الطلاء.
يمكن أن يكون اتجاه اللحام من اليسار إلى اليمين ، ومن اليمين إلى اليسار ، بعيدًا عنك ونحوك.
بغض النظر عن اتجاه اللحام ، يجب أن يكون موضع الإلكترود مؤكدًا: يجب أن يميل إلى محور اللحام بحيث يتم صهر معدن قطعة العمل المراد لحامها إلى أقصى عمق. للحصول على خط محكم ومتساوي عند اللحام في الموضع السفلي على مستوى أفقي ، يجب أن تكون زاوية ميل القطب 15 درجة من العمودي في اتجاه التماس.
عادة ، يحافظ القوس على اتجاه محور القطب ؛ من خلال المنحدر المحدد للإلكترود ، يحقق عامل اللحام أقصى اختراق لمعدن المنتج. هذا يحسن تشكيل التماس ، ويقلل أيضًا من معدل تبريد معدن حوض اللحام ، مما يمنع تكوين تشققات ساخنة في التماس.
بخرطوم اللحام شبه الأوتوماتيكيموقف سلك القطب مشابه لموضع القطب عندما اللحام اليدويأقطاب كهربائية مغلفة.
يوضح الشكل زاوية ميل القطب أثناء اللحام اليدوي في المواضع السفلية والرأسية والعلوية والأفقية. 1 ب.
حركات تذبذبية للقطب. للحصول على أسطوانة بالعرض المطلوب ، يتم إجراء حركات تذبذبية عرضية للإلكترود. إذا تم تحريك القطب فقط على طول محور اللحام دون حركات تذبذبية عرضية ، فسيتم تحديد عرض الخرزة فقط من خلال قوة تيار اللحام وسرعة اللحام ويتراوح من 0.8 إلى 1.5 من قطر القطب. تُستخدم هذه البكرات الضيقة (الخيطية) عند لحام الصفائح الرقيقة ، وعند تطبيق الطبقة الأولى (الجذر) من اللحام متعدد الطبقات ، وعند اللحام بطريقة الدعم ، وفي حالات أخرى.
في أغلب الأحيان ، يتم استخدام طبقات بعرض 1.5 إلى 4 أقطار قطب كهربائي ، يتم الحصول عليها باستخدام حركات تذبذبية عرضية للإلكترود.
الأنواع الأكثر شيوعًا للحركات التذبذبية المستعرضة للقطب أثناء اللحام اليدوي:
- خطوط مستقيمة على طول خط متقطع ؛
- هلال ، وتواجه نهاياته التماس المترسب ؛
- هلال ، نهاياته تواجه اتجاه اللحام ؛
مثلثات؛
- على شكل حلقة مع تأخير في أماكن معينة.

أرز. 2. الأنواع الرئيسية للحركات المستعرضة لنهاية القطب: أ ، ب ، ج ، د - مع اللحامات العادية
غالبًا ما تُستخدم الحركات المستعرضة على طول الخط المكسور للحصول على حبات سطحية ، عندما تكون صفائح اللحام التناكبي بدون حواف مائلة في الموضع السفلي ، وفي الحالات التي لا توجد فيها إمكانية للحرق من خلال الجزء المراد لحامه.
تُستخدم الحركات ذات الهلال ، مع نهاياتها المواجهة للحام ، في اللحامات التناكبية ذات الحواف المشطوفة ولحام الشرائح التي يقل ساقها عن 6 مم ، ويتم إجراؤها في أي موضع بأقطاب كهربائية يصل قطرها إلى 4 مم.
حركات المثلث أمر لا مفر منه عند إجراء لحامات شرائح بأرجل لحام تزيد عن 6 مم وحواف تناكبية مشطوفة في أي موضع مكاني. في هذه الحالة ، يتم تحقيق اختراق جيد للجذر وتشكيل مرضي للخط.
تُستخدم حركات تشبه الحلقة في الحالات التي تتطلب تسخينًا كبيرًا للمعدن على طول حواف التماس ، خاصة عند لحام صفائح الفولاذ عالي السبائك. يتمتع هذا الفولاذ بدرجة عالية من السيولة وللتشكيل المرضي للحام ، من الضروري تثبيت القطب عند الحواف لمنع الاحتراق في مركز اللحام وتدفق المعدن خارج حوض اللحام أثناء اللحام العمودي. يمكن استبدال الحركات الشبيهة بالحلقة بنجاح بحركات نصف قمرية مع تأخير القوس على طول حواف التماس.
طرق لملء التماس بطول الطول والمقطع. يتم إجراء اللحامات على طول الطول في الممر وبطريقة عكسية متدرجة. جوهر طريقة اللحام هو أن التماس مصنوع من البداية إلى النهاية في اتجاه واحد.
الطريقة العكسية خط طويلمقسمة إلى أقسام قصيرة نسبيًا.
وفقًا لطريقة ملء اللحامات على طول القسم ، يتم تمييز اللحامات أحادية الطبقة والدرزات متعددة الطبقات ومتعددة الطبقات.
إذا كان عدد الطبقات يساوي عدد التمريرات ، فإن هذا التماس يسمى متعدد الطبقات. إذا تم إجراء بعض الطبقات في عدة تمريرات ، فإن هذا التماس يسمى متعدد التمريرات.
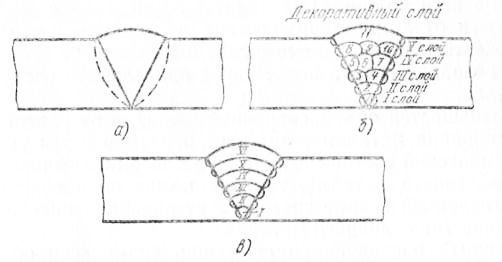
أرز. 3. مخططات لملء الوصلات على طول المقطع: أ - طبقة واحدة وممر واحد ، ب - متعدد الطبقات ومتعدد الممرات ، ج - متعدد الطبقات
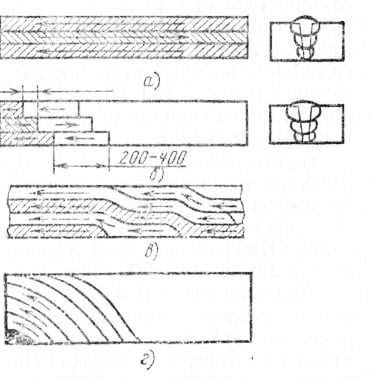
أرز. 4. مخططات لملء اللحام متعدد الطبقات بفاصل زمني قصير: أ. ب - المقاطع ، أ - تتالي ، الشريحة الإلكترونية
غالبًا ما تستخدم الخيوط متعددة الطبقات في المفاصل بعقب، متعدد التمريرات - في الزاوي ونقطة الإنطلاق.
لمزيد من التسخين المنتظم لمعدن اللحام بطوله بالكامل ، يتم إجراء اللحامات بطرق الطبقة المزدوجة ، والأقسام ، والشلال ، والشرائح ، وتستند كل هذه الطرق إلى مبدأ اللحام بخطوة عكسية.
يكمن جوهر طريقة الطبقة المزدوجة في حقيقة أن الطبقة الثانية يتم تطبيقها على الطبقة الأولى غير المبردة بعد إزالة خبث اللحام. يتم اللحام بطول 200-400 مم في اتجاهين متعاكسين. هذا يمنع ظهور تشققات ساخنة في التماس عند لحام المعدن بسمك 15-20 مم ، والذي يتمتع بصلابة كبيرة.
بسماكة ألواح الصلب من 20-25 مم أو أكثر ، يتم استخدام اللحام المتسلسل أو المنزلق لمنع التشققات. يتم ملء لحام متعدد الطبقات للحام بأقسام وسلسلة ، كما يتضح من الشكل. 49 ، فوق سماكة اللحام بالكامل بطول خطوة معينة. يتم تحديد طول الخطوة بحيث تكون درجة حرارة المعدن عند جذر اللحام 200 درجة مئوية على الأقل خلال سماكة اللحام بالكامل. في هذه الحالة ، يتمتع المعدن بليونة عالية ولا تتشكل أي شقوق. يبلغ طول الخطوة أثناء اللحام المتتالي 200-400 مم ، وعند اللحام في أقسام - أكثر. يتم اللحام بالشريحة عن طريق تمريرات عبر سمك المعدن بالكامل. يتم اختيار طريقة اللحام اعتمادًا على التركيب الكيميائي وسماكة المعدن وعدد الطبقات وصلابة المنتج المراد لحامه.
يتميز اللحام متعدد الطبقات بالمزايا التالية مقارنة باللحام أحادي الطبقة:
1. يتناقص حجم حوض اللحام ، ونتيجة لذلك يزداد معدل تبريد المعدن ويقل حجم الحبوب.
2. التركيب الكيميائي لمعدن اللحام قريب من التركيب الكيميائيترسب المعدن ، لأن تيار اللحام المنخفض أثناء اللحام متعدد الطبقات يساهم في ذوبان كمية صغيرة من المعدن الأساسي.
3. كل طبقة لاحقة من اللحام تعالج حرارياً معدن الطبقة السابقة والمعدن المتأثر بالحرارة له هيكل دقيق الحبيبات مع زيادة ليونة وصلابة.
يجب أن يكون سمك كل طبقة لحام 3-5 مم (عند لحام الفولاذ الطري) اعتمادًا على قوة تيار اللحام.
في تيار اللحاميقوم القوس 100 A بصهر معدن الطبقة العليا إلى عمق حوالي 1.5 مم ، ويتم تسخين معدن الطبقة السفلية (أكثر من 1.5 مم) من 1500 إلى 1100 درجة مئوية ، وعند التبريد السريع ، يتم تشكيل طبقة رقيقة. - هيكل مصبوب محبب.
بتيار لحام 200 أ ، يمكن زيادة سماكة الطبقة إلى 5 مم ، وستحدث المعالجة الحرارية للطبقة السفلية على عمق حوالي 2.5 مم.
تتم المعالجة الحرارية لمعدن اللحام الجذري للحصول على هيكل دقيق الحبيبات عن طريق وضع حبة لحام ، والتي يتم إجراؤها باستخدام قطب كهربائي بقطر 3 مم عند تيار لحام 100 ألف. يتم تنظيف جذر اللحام بالقطع الحراري أو القاطع. يتم تطبيق أسطوانة اللحام على طول الممر.
تتم المعالجة الحرارية لمعدن الطبقة العليا من خلال تطبيق طبقة التلدين (الزخرفية). يجب أن يكون سمك طبقة التلدين بحد أدنى (1-2 مم) ، مما يوفر معدل تبريد عاليًا وبنية حبيبات دقيقة للطبقة العليا. طبقة التلدين مصنوعة من أقطاب كهربائية بقطر 5-6 مم بتيار 200-300 أ ، حسب سماكة الصفيحة.
نهاية التماس. في نهاية التماس ، لا يمكنك كسر القوس على الفور وترك فوهة على السطح المعدني. يمكن أن تسبب الحفرة صدعًا في المفصل بسبب محتوى الشوائب ، وخاصة الكبريت والفوسفور. عند لحام الفولاذ الطري ، تمتلئ الحفرة بمعدن قطب كهربائي أو توضع على الجانب على المعدن الأساسي. عندما يكون لحام الفولاذ عرضة لتشكيل هياكل مجهرية تصلب ، فإن إزالة الحفرة إلى الجانب غير مقبولة بسبب إمكانية تكوين الكراك. لا يوصى بلحام الحفرة لعدة فواصل واشتعال القوس بسبب تكوين تلوث أكسيد المعدن. أفضل طريقةستكون نهاية التماس عبارة عن ملء الحفرة بالمعدن بسبب إنهاء الحركة الأمامية للقطب إلى أسفل وإطالة القوس البطيء حتى ينكسر.



