Cusături frontale și laterale. Calculul îmbinărilor sudate. Factor de adâncime de penetrare pentru sudurile de colț β
Cursul numărul 7. Tema: „Munca și calculul suduriși conexiuni"
Sudarea este principalul tip de îmbinări în structurile din oțel. Vă permite să reduceți semnificativ complexitatea structurilor de fabricație (până la 20%), duce la o simplificare a formei structurale și, în comparație cu nituirea, oferă economii semnificative de metal (în ferme de acoperiș până la 10 ... 15%, în grinzi de macara până la 15 ... 20% etc.), permite utilizarea unor metode mecanizate performante de fabricare a structurilor.
Orice abatere considerată a avea o suprapunere optică de 25% până la 50% va fi clasificată ca un defect minor de cusătură dublă. Proiecție lină a cârligului de capăt al suturii duble sub partea inferioară a suturii normale. Cantitate excesivă sau distribuție neuniformă a compusului de etanșare.
- Includerea produsului sau a materialului străin într-o cusătură dublă.
- Prima cusătură de lucru este prea lejeră sau prea strânsă.
- Cârlig prea lung.
Un defect în care o parte a flanșei corpului este îndoită înapoi spre corp fără a se angaja cu cârligul de capăt, dar nu iese sub partea inferioară a razei cârligului de capăt. Acest lucru este similar cu un defect de flanșă în care flanșa corpului este vizibilă sub raza cârligului de capăt. Acest defect este greu de observat și necesită o inspecție vizuală atentă a părții inferioare a sudurii duble, unde uneori pot fi văzute două straturi de metal. Confirmarea acestei clasificări necesită adesea tăierea unei cusături pentru a observa configurația șurubului de capăt și a flanșei corpului.
Îmbinările sudate au nu numai rezistență, ci și impermeabilitate apă-gaz, care este deosebit de importantă pentru structurile din tablă.
Totuși, tensiunile interne reziduale rezultate din sudare, însumându-se cu tensiunile din impactul forței, complică starea de solicitare a îmbinării sudate (tensionate plane, iar la sudarea elementelor groase - solicitate de volum), ceea ce contribuie la ruperea fragilă a îmbinării sudate. îmbinare, în special sub acțiunea sarcinilor dinamice și a temperaturilor scăzute.
Deteriorări ale flanșei în timpul transportului, depaletizării, umplerii cutiei; dintr-un șurub de alimentare, clincher, cusătură; sau de la produs sau material străin la flanșă.
- flanșă de ciupercă.
- Capăt deteriorat sau îndoit.
- Incoerența borcanului în timpul asamblarii.
Fractură sau ruptură în raza cârligului de capăt. Acest defect poate fi dificil de observat fără mărire. Cusăturile care arată marcajele celor de-a doua role de lucru trebuie examinate cu atenție pentru acest defect, în special pe cusătura laterală, sau dacă este prezentă recesiune.
Sudarea este dificilă: în timpul instalării structurilor, în prezența elementelor formate din mai multe foi, și mai ales cu grosimea lor mare. Prin urmare, o parte a structurilor este realizată pe șuruburi sau nituri.
Cel mai utilizat în construcții sudare cu arc: manuală, automată, semiautomată și electrozgură. Sudarea prin contact și cu gaz este utilizată într-o măsură limitată.
O cipă intermediară între o cută și o cută, în care cârligul de capăt este deformat local în jos; poate fi sau nu vizibil din exterior.
- Clincherul sau primele role de lucru sunt prea slăbite.
- Rulouri uzate.
- Al doilea role de lucru setat prea rigid va înrăutăți starea.
- Cei săraci pot termina designul.
- Rid rezidual de-a lungul fundului.
Material străin sau produs inclus într-o cusătură dublă. 
- Produs cu flanșă.
- Umpleți fier vechi de la benzinărie.
Tipuri de suduri, îmbinări și caracteristicile acestora.
Sudurile sunt clasificate: după caracteristica de proiectare, scop, poziție, lungime și forma exterioară.
Pe o bază constructivă sudurile sunt împărțite în cap la cap și colț (rola).
Sudurile cap la cap sunt cele mai raționale, deoarece au cea mai mică concentrație de tensiuni, dar necesită tăierea suplimentară a marginilor.
O cusătură laterală redusă evaluată ca având o suprapunere optică de 25% sau mai puțin va fi clasificată ca un defect grav de cusătură dublă. O scădere în orice cusătură laterală considerată a avea o suprapunere optică de 25% până la 50% va fi clasificată ca un defect minor de cusătură dublă.
Atunci când se face o evaluare vizuală, o picătură va fi considerată un defect grav la o cusătură dublă dacă se extinde pe mai mult de 20% din lungimea cusăturii sau mai mult de 1 cm de-a lungul cusăturii sau dacă există mai mult de o picătură pe cusătură. dublul. Proiecție lină a cârligului de capăt al cusăturii duble sub partea inferioară a cusăturii normale pe crossover. O ușoară abatere la crossover poate fi considerată normală datorită grosimilor suplimentare ale plăcilor incluse în structura de sudură. Cu toate acestea, o scădere excesivă în acest moment este inacceptabilă.
Formele de tăiere a marginilor elementelor sudate cu suduri cap la cap sunt: V; U; X: K - figurat. Pentru V, U - cusături în formă sudată pe o parte, este obligatorie sudarea rădăcinii sudurii pe cealaltă parte pentru a elimina eventuala lipsă de pătrundere, care este o sursă de concentrare a tensiunilor. Începutul și sfârșitul sudurii cap la cap au lipsă de penetrare și un crater, sunt defecte și este de dorit să le aduceți la benzile tehnologice din afara secțiunii de lucru a sudurii și apoi pot fi tăiate.
- Exces de lipire externă pe poala carcasei.
- Poate fi prea gros în zona cusăturii duble.
Termeni înrudiți: Cusătură cusă. Capătul greșit se potrivește cu mandrina, dimensiunea sau conicitatea prea slăbită sau prea strânsă. Lipirea ruloului. Ulei sau grăsime pe mandrina sau dispozitivul de ridicare a suturii. Orice reproducere verticală a fusului de sutură. Momentul nepotrivit. Metalul prezintă semne de fractură la punctul de gofrare; sau orice parte a reliefului a lovit o zonă sensibilă, cum ar fi un inel de ejectare deschis deschis sau o bancnotă.
- Presiune de ridicare insuficientă.
- Setare incorectă a înălțimii știftului.
- Mandrina este prea sus în raport cu placa de bază.
La sudare automată se acceptă dimensiuni mai mici ale marginilor tăietoare ale cusăturilor datorită pătrunderii mai mari a elementelor de îmbinat. Pentru a asigura penetrarea completă a cusăturii în sudarea automată unilaterală, un tampon de flux este adesea folosit sub forma unei căptușeli de cupru sau oțel rămase după efectuarea sudurii.
În sudarea cu zgură electrică, tăierea marginilor foilor nu este necesară, dar golul din îmbinare este utilizat de cel puțin 14 mm.
Sudurile de filet sunt sudate în colțul format din elemente situate în planuri diferite. Este posibilă tăierea marginilor elementelor sudate. Sudurile de filet situate paralel cu forța axială care acționează se numesc flanc, iar perpendiculare pe forță - frontală.
La programare, cusăturile pot fi de lucru sau de legătură (constructive), continue sau intermitente (cane).
După poziție în spațiuîn timpul executării lor, acestea sunt împărțite în inferioare, verticale, orizontale și plafon.
Sudarea cusăturilor inferioare este cea mai convenabilă, ușor de mecanizat, oferă cea mai bună calitate a cusăturii și, prin urmare, la proiectare, este necesar să se prevadă posibilitatea a mai multe astfel de cusături. Verticală, orizontală și cusături de tavan efectuate adesea în timpul instalării. Sunt greu de mecanizat, este dificil să le executați manual, calitatea cusăturii este mai proastă și, prin urmare, utilizarea lor în structuri ar trebui limitată dacă este posibil.
Imbinari sudate. Există următoarele tipuri îmbinări sudate: cap, suprapunere, combinat (cap cu suprapuneri), colț și tee (cap).
Îmbinările cap la cap se numesc îmbinări în care elementele sunt conectate prin capete sau margini, iar un element este o continuare a celuilalt.
Îmbinările cap la cap sunt cele mai raționale, deoarece sunt economice, calitatea unor astfel de suduri poate fi verificată în mod fiabil, se caracterizează prin cea mai scăzută concentrație de tensiuni în timpul transferului de forțe, grosimea elementelor sudate este aproape nelimitată. Articulație la cap tablă se poate realiza cu o cusătură dreaptă sau oblică. Îmbinările cap la cap din metal de profil sunt utilizate mai rar, deoarece este dificil să proceseze marginile lor pentru sudare.
Conexiuni lap se numesc acelea în care suprafeţele elementelor de sudat se suprapun parţial între ele (suprapunere).
Aceste îmbinări sunt utilizate pe scară largă în sudarea structurilor din tablă, în zăbrele și alte tipuri de structuri. O varietate de articulații poale sunt
conexiuni cu suprapuneri, care sunt utilizate pentru a lega elemente din metal profil și pentru a consolida îmbinările.
Conexiuni combinate. Îmbinările cap la cap din metal de profil, armate cu suprapuneri, se numesc combinate.
Îmbinările și suprapunerile se remarcă prin ușurința procesării elementelor pentru sudare, dar în ceea ce privește consumul de metal sunt mai puțin economice decât îmbinările cap la cap. Aceste conexiuni determină și o concentrare accentuată a tensiunilor, deci sunt nedorite în structurile supuse la sarcini variabile sau dinamice și care funcționează la temperaturi scăzute.
Îmbinările de colț se numesc îmbinări în care elementele care trebuie sudate sunt situate sub
Îmbinările în T diferă de îmbinările de colț prin faptul că au capătul unui element sudat pe suprafața altui element.
unghiulară și articulații tee sunt realizate cu suduri de filet, se caracterizează prin ușurință în fabricare, rezistență ridicată, rentabilitate și sunt utilizate pe scară largă în structuri.
Încălzirea neuniformă a produsului în timpul sudării generează o deformare neuniformă a temperaturii. Soliditatea materialului produsului previne deformarea liberă la temperatură a părților sale individuale, ca urmare a tensiunilor și deformărilor plastice ale unei părți a metalului îmbinării în timpul sudării, iar după răcire, tensiunile și deformațiile de sudură rămân în produs, care sunt numită sudare termică. Aceste tensiuni nu sunt asociate cu actiunea fortelor externe si sunt interne, intrinseci, echilibrate in volumul elementului si determinand deformarea acestuia. Pe lângă tensiunile de sudare termică, în îmbinare pot apărea tensiuni structurale, care apar ca urmare a răcirii rapide a îmbinării și a formării de structuri suprarăcite care nu sunt caracteristice stării date de temperatură a produsului.
Rezistența îmbinărilor sudate depinde de următorii factori:
1) asupra rezistenței metalului de bază;
2) asupra rezistenței metalului de sudură depus;
3) asupra formei și tipului conexiunii;
4) asupra naturii impactului forței asupra conexiunii;
5) din calificarea sudorului la sudura manuala.
Rezistența metalului depus depinde de compoziția firului de electrod, de compoziția acoperirii, de flux și de tehnologia de sudare. În sudarea manuală, calitatea sudurii depinde foarte mult de condițiile de sudare.
Garanția rezistenței cusăturii sudate la cap este oferită de metodele de control fizic (radioscopie, ultra-defectoscopie, magneto-defectoscopie). Prin urmare, în lipsa unor metode fizice de control al unei suduri cap la cap (realizate prin orice metodă de sudare) care lucrează în tensiune sau încovoiere, rezistența sa de proiectare este redusă cu 15% față de metalul de bază, adică R wy = 0,85 R y (R wy - rezistenta de proiectare
sudare cap la cap). Atunci când o sudură cap la cap este operată în compresie cu orice metodă de control, se consideră că este de rezistență egală cu metalul de bază, de exemplu. R wy = R y . Sudarea cap la cap trebuie efectuată cu plin
pătrundere. În cazul pătrunderii incomplete a sudurii cap la cap - R wy = 0,7R y.
Sudurile de filet percep o combinație de forțe interne sub formă de forță axială, încovoiere și forfecare, au o concentrație semnificativă de tensiuni. Munca lor este aproape de lucrul metalului pe o tăietură. Prin urmare, rezistențele calculate suduri de filet sub rezistența de proiectare a sudurilor cap la cap.
Luați în considerare munca și calculul sudurilor cap la cap.
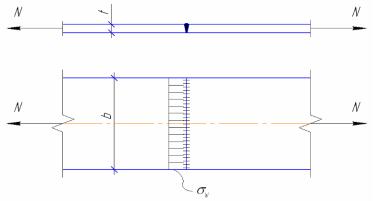
Practic formule de calcul tensiunile de sudură nu sunt luate în considerare. Prin urmare, pentru tipul de îmbinare considerat, se consideră că tensiunile normale sunt distribuite uniform pe secțiunea transversală a sudurii și calculul sudurii cap la cap se efectuează după formula:
≤ R | |||||||||||
unde l w = b − 2t este lungimea estimată a sudurii. Dacă capetele cusăturii sunt scoase din îmbinare, atunci l w \u003d b,
R wy - rezistența de proiectare a sudurii cap la cap,
R wy \u003d R y - cu metode fizice de control al cusăturilor. Când cusătura este în tensiune sau îndoire și în absența metodelor de control fizic, R wy \u003d 0,85R y. Dacă este imposibil să se asigure pătrunderea completă a elementelor: R wy \u003d 0,7 R y.
Lucrarea de îndoire a unei suduri cap la cap (pentru un moment) este considerată un element obișnuit al grinzii și este verificată prin formula:
≤ R | |||||||
unde w w = w . 6
Suduri de filet
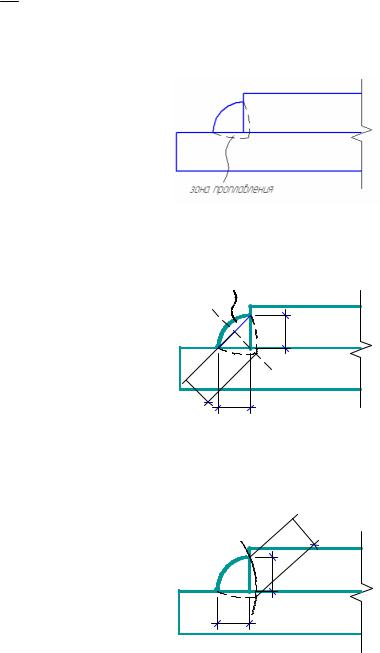
Când electrodul este topit, se formează o sudură de filet. În acest caz, are loc pătrunderea adâncă în piesele sudate.
Adâncimea de penetrare depinde de metoda de sudare. Cea mai mică valoare a sa se obține cu sudarea manuală, cea mai mare - cu sudarea automată.
O sudură de filet poate eșua de-a lungul a două secțiuni: 1) de-a lungul metalului de sudare
βf kf
1-1 - planul de distrugere pentru metalul sudat.
Din secțiunea calculată, amploarea afluxului este exclusă. k f - piciorul cusăturii
β f k f este lățimea de proiectare a sudurii filetate pentru metalul sudat. 2) pentru limitele de fuziune a metalelor
De-a lungul lungimii sudurii pe flanc funcționează neuniform și, cu cât sudarea pe flanc este mai lungă, cu atât este mai neuniformă distribuția tensiunilor de-a lungul lungimii sudurii în filet. Prin urmare, se introduce o limitare a lungimii cusăturii de flanc
l f≤ 85 β fk f.
Excepție fac acele cazuri în care sudura de filet se desfășoară pe toată lungimea, de exemplu, sudarea în talie a grinzii principale.
Cusături frontale - suduri de filet situate perpendicular pe forța care acționează. Cusăturile frontale transmit forțele mai uniform pe lățimea elementului, dar extrem de neuniform pe grosimea cusăturii, datorită dimensiunilor sale transversale mici.
Sudurile de filet în îmbinări funcționează într-o stare complexă de efort, percepând forțe de forfecare, încovoiere și, într-o oarecare măsură, de tracțiune, prin urmare, acceptă condiționat munca sudurilor de filet în forfecare, având în vedere că tensiunile sunt distribuite uniform pe zona sudurii.
Lungimea minimă calculată a oricărei sudură de colț: l f = 4k f sau 40 mm.
articulație cap la cap cu sudare dreaptă
(Fig. 1, a).
P 1 \u003d [σ "p] L S,
acelasi lucru pentru compresie
P 2 \u003d [σ "comprima ] L S,
Unde,
La calcularea rezistenței, toate tipurile de pregătire a marginilor în articulațiile cap la cap sunt acceptate ca egale.
ARTICULAȚIA FONDULUI CU O articulație oblică
(Fig. 1, b).
Forța admisă pentru conectare în tensiune
La fel si pentru compresie.
La β = 45° - legătura este egală ca rezistență cu întreaga secțiune.
ARTICULAȚIA POALA
(Fig. 2).
Conexiunile se realizează cu o sudură de filet. În funcție de solicitarea cusăturii în raport cu direcția cusăturii în raport cu direcția forte active Sudurile de filet se numesc frontale (vezi Fig. 2, a), flanc (vezi Fig. 2. b), oblice (vezi Fig. 2. c) și combinate (vezi Fig. 2, d).
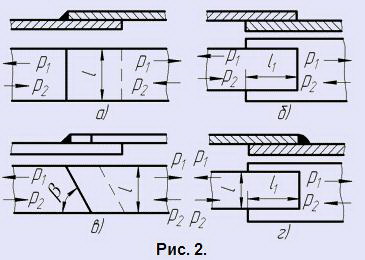
Lungimea maximă a cusăturilor frontale și oblice nu este limitată. Lungimea cusăturilor din flanc nu trebuie luată mai mult de 60K, unde K este lungimea piciorului cusăturii. Lungimea minimă a sudurii în filet 30 mm; cu o lungime mai scurtă, defecte la începutul și la sfârșitul cusăturii reduc semnificativ rezistența acesteia.
Piciorul minim al sudurii de filet K min se ia egal cu 3 mm dacă grosimea metalului S>= 3 mm.
Forța admisă pentru conectare
unde, [τ cf ] - efort admisibil pentru sudarea pe forfecare;
K - piciorul cusăturii;
L - întregul perimetru al sudurilor de colț;
- pentru cusături frontale L = l; pentru flancul L = 2 l 1 ;
- pentru oblic L = l/sinβ;
- pentru L combinat = 2 l 1 + l.
CONECTAREA ELEMENTELOR ASIMMETRICE
(Fig. 3).
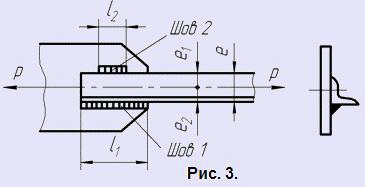
Forțele transmise cusăturilor 1 și 2 se găsesc din ecuațiile statice
![]()
Lungimea cusăturii necesară
Unde,
K - piciorul cusăturii.
Notă: Este permisă creșterea l 2 la mărimea l 1.
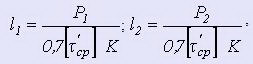
articulație în T
Cel mai simplu din punct de vedere tehnologic.
P \u003d 0,7 [τ" cf ] KL ,
Unde,
[τ" cf ] - efort admisibil pentru sudarea pe forfecare;
K - piciorul cusăturii, care nu trebuie să depășească 1,2S (S - cea mai mică grosime a elementelor care urmează să fie sudate).
Cele mai multe oferind cel mai bun transfer de forțe.
Forța de tracțiune admisă
P 1 \u003d [σ "p] L S,
acelasi lucru pentru compresie
P 2 \u003d [σ "comprima ] L S,
Unde,
[σ" p] și [σ" szh] - tensiuni admisibile pentru sudură, respectiv, în tensiune și compresiune.
CONECTARE CU CAPTUȘTIUNI
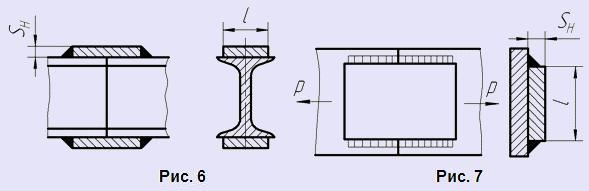
Secțiunea transversală a suprapunerilor, care asigură rezistența egală a întregii secțiuni (vezi Fig. 6)
Unde,
F - secțiunea metalului de bază; [σ p] - efortul de întindere admisibil al metalului de bază; [σ" p] - efort admisibil pentru sudarea în tensiune.
Secțiunea suprapunerii, care asigură rezistența egală a întregii secțiuni (vezi Fig. 7):
Unde,
[τ" cp ] - efort de forfecare admisibil pentru sudare.
CONECTARE FANTĂ
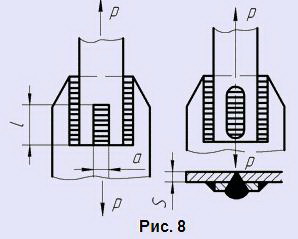
Ele sunt utilizate numai în cazurile în care sudurile în unghi sunt insuficiente pentru lipire.
Recomandat a = 2S , l= (10 ÷ 25)S.
Forța admisă care acționează asupra fantei
Р \u003d [τ "сp] L S,
Unde,
[τ" cp] - efort admisibil pentru sudarea pe forfecare.
CONECTARE PLUTA
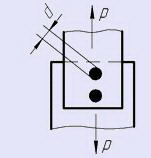
Folosit în produse care nu transportă sarcini de putere. Sudarea cu plută poate fi utilizată pentru a conecta foi cu o grosime de 15 mm sau mai mult.
Dacă conexiunile ștecherului sunt supuse forțelor tăietoare, atunci efortul
Unde,
d - diametrul dopului;
i este numărul de ambuteiaje din conexiune.
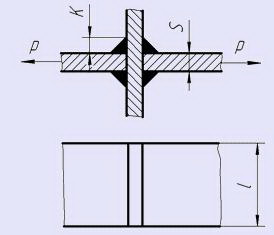
ARTICULAȚIA FELOR
SUB ACȚIUNEA UNUI MOMENT DE ÎNCOLARE
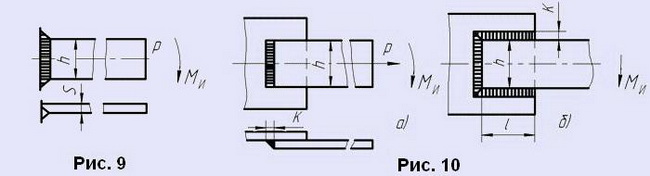
Când se calculează rezistența unei îmbinări (vezi Fig. 9) realizată printr-o sudură cap la cap sub acțiunea unui moment încovoietor M și și a unei forțe longitudinale P, condiția de rezistență
Unde,
W=Sh²/6;
F = hS.
La calcularea rezistenței îmbinării (vezi Fig. 10, a) realizată printr-o sudură de colț sub acțiunea unui moment încovoietor M și a unei forțe longitudinale P, tensiunile de forfecare calculate în sudură
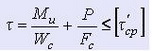
Unde,
Wc=0,7Kh²/6;
Fc = 0,7Kh.
La calcularea rezistenței îmbinărilor (vezi Fig. 10, b), constând din mai multe cusături și care lucrează în încovoiere, se presupune (pentru cazul prezentat grafic) că momentul încovoietor M și este echilibrat de o pereche de forțe în cusături orizontaleși momentul de ciupit al cusăturii verticale
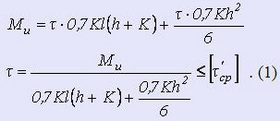 Dacă sunt date momentul M și și efortul admisibil τ, atunci din ecuația rezultată ar trebui să se determine lși K, având în vedere restul parametrilor geometrici.
Dacă sunt date momentul M și și efortul admisibil τ, atunci din ecuația rezultată ar trebui să se determine lși K, având în vedere restul parametrilor geometrici.
TENSIUNI ADMISIBILE PENTRU SUDURI
Tensiunile admisibile (Tabelele 1 și 2) pentru suduri sunt luate în funcție de:
a) din tensiunile admisibile adoptate pentru metalul de bază;
b) asupra naturii sarcinilor care acționează.
În structurile din oțel St5 expuse la sarcini variabile sau alternative, tensiunile admisibile pentru metalul de bază sunt reduse prin înmulțirea cu coeficientul
Unde,
σ min și σ max sunt tensiunile minime și, respectiv, maxime, luate fiecare cu semnul său.
1. Tensiuni admisibile pentru suduri
în structuri de inginerie la sarcină constantă
2. Tensiuni admisibile în MPa
pentru structuri metalice ale clădirilor industriale
(grinzi de macara, ferme de acoperiș etc.)
| calitate de oțel | Sarcini considerate | |||||
| principal | de bază și suplimentare | |||||
| provocând stres | ||||||
| întindere, compresie, încovoiere | a tăia | mototolește (fața de capăt) | întindere, compresie, încovoiere | a tăia | mototolește (fața de capăt) | |
| Grinzi de macara, ferme de acoperiș etc. | ||||||
| St2 St3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| Structuri din oțel, cum ar fi ferme de macara | ||||||
| St0 și St2 St3 și St4 St5 slab aliat | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
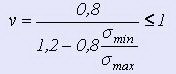
Pentru structurile din oțeluri cu conținut scăzut de carbon sub acțiunea sarcinilor variabile, se recomandă luarea factorului de reducere a tensiunilor admisibile în metalul de bază.
![]()
Unde,
ν - caracteristica ciclului, ν = Р min / P max ; P min și respectiv P max, cel mai mic și cel mai mare ca mărime absolută a forței în legătura luată în considerare, fiecare luată cu semnul său;
K s este factorul efectiv de concentrare a tensiunii (Tabelul 3).
3. Factorul efectiv de concentrare a tensiunii K s
| Secțiunea estimată a metalului de bază | K s |
| Departe de suduri | 1,00 |
(metal prelucrat cu o roată de smirghel) | 1,00 |
| În punctul de tranziție către cusătura cap la cap sau frontală (metal prelucrat prin rindeluire) | 1,10 |
| În punctul de trecere la sudare cap la cap fără prelucrare mecanică | 1,40 |
| În punctul de tranziție la cusătura frontală fără prelucrarea acesteia din urmă, dar cu o tranziție lină în timpul sudării manuale | 2,00 |
| La trecerea la cusătura frontală în prezența unei role convexe și a unei mici subtăieri | 3,00 |
| În punctul de tranziție către cusăturile longitudinale (de flanc) la capetele acestora din urmă | 3,00 |
EXEMPLE DE CALCUL AL REZISTENTEI IMBINĂRILOR SUDATE
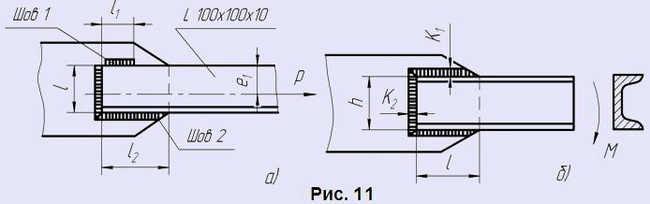
Exemplul 1 Determinați lungimea cusăturilor care atașează colțul 100x100x10 mm pe eșarfă (Fig. 11. a). Conexiunea este proiectată egal cu rezistența întregului element. Material otel St2. Electrozi E42.
În tabel. 2 pentru oțelul St2 găsim efortul admisibil [σ p ] = 140 MPa. Suprafața profilului de colț 1920 mm² („Colțuri din oțel cu raft egal laminat la cald” GOST 8509-93).
Forța estimată în colț
P \u003d 140x1920 \u003d 268 800 N
În acest caz, efortul de forfecare admisibil, conform tabelului. 1, în sudare
[τ cp] = 140x0,6 = 84 MPa .
Lungimea necesară a cusăturilor (la K = 10 mm) în îmbinarea suprapusă conform calculului pentru fig. 11a.
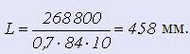
Lungimea cusăturii frontale l \u003d 100 mm: lungimea necesară a ambelor cusături de flanc l fl \u003d 458-100 \u003d 358 mm. Deoarece pentru un colț dat e 1 \u003d 0,7 l atunci lungimea cusăturii 2 va fi l 2 - 0,7x358 = 250 mm, lungimea cusăturii 1 va fi l 1 = 0,3x358 = 108 mm. Acceptăm l 2 = 270 mm, l 1 = 130 mm.
Exemplul 2 Determinați lungimea l a cusăturilor care atașează canalul nr. 20a. încărcat la capăt cu un moment M = 2,4x10 7 N mm (Fig. 11. b). Material otel St2. Electrozi E42.
În tabel. 2 pentru oțelul St2 găsim efortul admisibil [σ p ] = 140 MPa. Efort admisibil la forfecare, conform tabelului. 1, în sudare
[τ "cp] \u003d 140x0,6 \u003d 84 MPa .
Modulul secțiunii canalului L=1,67x105mm³(de la GOST)
Voltaj
σ = 2,4x10 7 / 1,67x10 5 = 144 MPa
picior cusături orizontale K 1 = 10 mm, vertical K 2 = 7,5 mm. Din formula 1 (vezi mai sus) găsim
Acceptăm l = 200 mm. Cu această lungime a cusăturii, efortul de îndoire
Valoarea rezultată este mai mică decât [τ" cp] = 84 MPa admisibilă.
ELECTROZI
Dimensiuni și specificații generale pentru electrozii metalici acoperiți pentru manual sudare cu arc oţeluri şi suprapuneri straturi de suprafață din oțeluri și aliaje sunt date în GOST 9466-75 sau pe scurt.
Electrozi metalici acoperiți pentru sudarea manuală cu arc a oțelurilor structurale și rezistente la căldură (conform GOST 9467-75):
Electrozii sunt fabricați din următoarele tipuri:
E38, E42, E46 și E50 - pentru sudarea cu conținut scăzut de carbon și aliaje reduse oteluri de structura cu rezistență la tracțiune de până la 500 MPa:
E42A, E46A și E50A - pentru sudarea oțelurilor de structură carbon și slab aliate cu o rezistență la tracțiune de până la 500 MPa, atunci când metalului sudat se impun cerințe sporite de ductilitate și rezistență la impact;
E55 și E60 - pentru sudarea oțelurilor structurale carbon și slab aliate cu o rezistență temporară la tracțiune St. 500 până la 600 MPa;
E70, E85, E100, E125, E150 - pentru sudarea oțelurilor de structură aliate de rezistență crescută și mare cu o rezistență la tracțiune de peste 600 MPa;
E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2MG, E-09Kh1MF, E-10Kh1M1NFB, E-10KhZM1BF, E-10Kh5MF - pentru sudarea oțelurilor aliate rezistente la căldură.
Proprietățile mecanice ale metalului de sudură,
metal depus și îmbinări sudate la temperatură normală (conform GOST 9467-75)
| Tipuri de electrozi | Sudați metalul sau sudați metalul | Imbinare sudata realizata cu electrozi cu diametrul mai mic de 3 mm | |||
| Alungire relativă δ 5 % | Rezistența la impact KCU, J/cm² (kgf m/cm²) | Rezistența la tracțiune σ in, MPa (kgf/mm²) | Unghi de îndoire, grade | ||
| macar | |||||
| E38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| E42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| E46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| E50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| E42A | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| E46A | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| E50A | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| E55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| E60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| E70 | 700 (70) | 14 | 59 (6) | - | - |
| E85 | 850 (85) | 12 | 49 (5) | - | - |
| E100 | 1000 (100) | 10 | 49 (5) | - | - |
| E125 | 1250 (125) | 8 | 38 (4) | - | - |
| E150 | 1500 (150) | 6 | 38 (4) | - | - |
GOST 9467-75 prevede, de asemenea, tipuri de electrozi și proprietăți mecanice metal de sudura sau metal de sudura pentru oteluri aliate rezistente la caldura.
Electrozi metalici acoperiți pentru manual sudare cu arc
straturi de suprafață cu proprietăți speciale (conform GOST 10051-75)
| Tip | Marca | Duritate fără tratament termic după acoperirea HRC |
Zona de aplicare |
| E-10G2 E-11G3 E-12G4 E-15G5 E-30G2KhM | OZN-250U O3H-300U OZN-350U OZN-400U HP-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | Suprafața pieselor care funcționează în condiții de sarcini de șoc intense (axe, arbori de cuplare automată, broaște de cale ferată, șine etc.) |
| E-65X11H3 E-65X25G13N3 | OMG-N TsNIIN-4 | 27,0-35,0 25,0-37,0 | Suprafața pieselor uzate din oțeluri cu conținut ridicat de mangan de tip G13 G13L |
| E-95X7G5S E-30X5V2G2SM | 12AN/LIVT TKZ-N | 27,0-34,0 51,0-61,0 | Suprafața pieselor care funcționează în condiții de sarcini de șoc intense cu uzură abrazivă |
| E-80X4S E-320X23S2GTR E-320X25S2GR E-350X26G2R2ST | 13KN/LIVT T-620 T-590 X-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | Suprafața pieselor care funcționează în condiții de uzură predominant abrazivă |
| E-300X28N4S4 E-225X10G10S E-110X14V13F2 E-175B8Kh6ST | TsS-1 TsN-11 VSN-6 TsN-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | Suprafața pieselor care funcționează în condiții de uzură abrazivă intensă datorată sarcinilor de impact |
GOST oferă și altele compoziție chimică, tipuri și mărci de electrozi.
Consumabilele de sudare utilizate pentru sudarea structurilor din oțel trebuie să ofere proprietățile mecanice ale metalului de sudură și ale îmbinării sudate (rezistența la tracțiune, rezistența la curgere, alungirea, unghiul de îndoire, rezistența la impact) nu mai puțin decât limita inferioară a proprietăților metalului de bază al structurii. .
Materiale sudate și electrozi aplicați:
StZkp, StZkp, StZps, Oțel 08kp, Oțel 10 - E42, E42A, E46;
- Oțel 20 - E42;
- Otel 25L - E46;
- Oțel 35L, Oțel 35, Oțel 45, St5kp, St5ps - E50A;
- Oțel 20X, Oțel 40X - E85;
- Oțel 18KhGT, Oțel 30KhGSA - E100;
- AD1, AD1M, AMg6 - Tije de umplere.
Pentru o clasificare detaliată a electrozilor acoperiți și a domeniului de aplicare, vezi.



