تنظيف المعادن قبل اللحام. التجهيز الذاتي للمعدن للحام
اليوم ، يمكن تسمية اللحام بواحدة من العمليات التكنولوجية القليلة المستخدمة في كل من الهندسة الميكانيكية والبناء. طريقة توصيل الأجزاء هذه معروفة منذ العصور القديمة. وفقًا للطاقة المستخدمة في اللحام ، يمكن تمييز بعض أنواع اللحام: الحرارية ، والميكانيكية الحرارية ، والميكانيكية. ولكن بغض النظر عن هذا ، في أي حال ، يتم تحضير المعدن للحام.
اللحام العملية التكنولوجيةربط الأجزاء عن طريق تسخينها.
اللحام الحراري هو اللحام الذي يتم عن طريق الصهر بمشاركة الطاقة الحرارية والضغط (القوس ، الغاز). يشمل اللحام الميكانيكي الحراري اللحام الذي يتم إجراؤه بمشاركة الطاقة الميكانيكيةوالضغط (الاتصال). تشمل الأنواع الميكانيكية من اللحام تلك التي يتم إجراؤها باستخدام الطاقة الميكانيكية والضغط (فوق صوتي ، بارد).
في العمل على المنتجات المصنعة ، يتم تعيين دور مهم للتحكم في درجة الدقة. وصلات ملحومة. وهذه الجودة ، بدورها ، توفر معالجة وتحضير المواد. نظرًا لحقيقة أن المعدن موجود بشكل مختلف ، فإن كل منهما يتطلب أسلوبه الخاص في المعالجة. يشمل العمل التحضيري عدة مراحل.
تحضير المعدن للحام: بعض الميزات

من أجل تحضير المعدن ، يجب أولاً تقويمه ، للتخلص من العيوب والانحناءات ، وهذا العمل التحضيري يسمى التحرير. يمكنك القيام بهذا العمل يدويًا: استخدم مطرقة عادية وألواح من الصلب أو الحديد الزهر كسندان . يتضمن تقويم الماكينة استخدام آلة استقامة.للتحرير ، يمكنك استخدام المعدن الساخن، و بارد.
ل العمل التحضيريعند اللحام ، يجب أيضًا عزو ثني المعدن. عادة ما يتم تنفيذ هذا العمل بواسطة صانع الأقفال ، فهو يقوم بثني قطعة العمل بالزاوية المطلوبة ، مما يعطيها الشكل المطلوب. يتم إجراؤه يدويًا وعلى آلة أو مكبس مصمم خصيصًا لهذا الغرض. من الأفضل الانحناء وفقًا للترميز أو وفقًا للقالب ، ولكن لا يتم استبعاد خيار القيام بالعمل بالعين.
يتم تنظيف المعدن من الشحوم والصدأ قبل بدء تجميع التجميع. في أماكن اللحامات المستقبلية ، يتم تنظيف الحواف تمامًا من الصدأ والزيت والحجم والملوثات الأخرى ، مما يؤدي غالبًا إلى تكوين عيوب. يجب توخي الحذر بشكل خاص لفحص الفجوات بين الحواف الأجزاء الملحومة. إذا دخلت الأوساخ في هذه الفجوة ، عندما تم بالفعل تجميع المجموعة بالكامل ، فسيتم نفخها تمامًا بالهواء المضغوط ومعالجتها بموقد.

يمكن أن يتم التنظيف بطريقتين: كيميائية وميكانيكية. يتضمن استخدام التنظيف الميكانيكي استخدام ورق الصنفرة أو الصنفرة لإزالة الصدأ والشحوم. إذا احتاج سطح المعدن إلى أن يكون خشنًا ، فيتم استخدام المعالجة الكاشطة المائية. يتم إنشاء تصريف دقيق على السطح المعدني ، مما يؤدي إلى تحسين الجودة أثناء اللحام.
في ورش العمل الكبيرة للمؤسسات التقنية ، تُستخدم طريقة المعالجة المتسلسلة المتدفقة لتنظيف المعدن. يتم ذلك بمحلول حمض الهيدروكلوريك عند درجة حرارة 40-45 درجة مئوية ، وبعد ذلك يتم تنظيفه بالماء الجاري وتحييده بمحلول من رماد الصودا.
تعليم المعادن: الفروق الدقيقة
قبل أن تبدأ في أداء المزيد من العمل بالمعدن ، يجب وضع علامة عليه. يتم تمييز مادة الورقة من خلال رسم ملامح الأجزاء المستقبلية عليها مع مخطط تفصيلي لنقاط الطي ، وتم تحديد مركز الأجزاء والتفاصيل الدقيقة المختلفة التي ستكون موجودة في المنتج المستقبلي. عند الترميز ، من الضروري التحقق من كل شيء بدقة شديدة ، لأنه حتى عدم الدقة الطفيف يمكن أن يؤدي إلى عيب في التصنيع لمنتج منتهي بالفعل. كن على علم أيضًا ببدل المعالجة. من أجل توفير المعدن ، لا يتم تصنيعه كبيرًا جدًا. كل هذا يضيف وقتًا لمعالجة الأجزاء.
من أجل أن يتم وضع العلامات لتكون مرئية قدر الإمكان على الصفيحة المعدنية ، فهي مطلية مسبقًا. يمكنك استخدام الطباشير لهذا الغرض. يذوب الطباشير المطحون في الماء بمعدل 125 جم لكل 1 لتر من الماء ويغلى ويضاف القليل من زيت بذر الكتان لمنع تساقط القليل). يمكنك أيضًا استخدام محلول من كبريتات النحاس (3 ملاعق صغيرة لكل كوب من الماء) ، والذي يتم وضعه على المعدن بفرشاة. بعد أن يصلب الطلاء ، يتم عمل العلامات.
تقنية قطع المعادن قبل اللحام
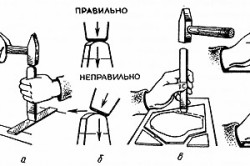
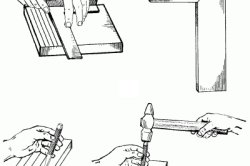
قطع المعادن بإزميل: أ - قطع الشريط المعدني ؛ ب - ضربات المطرقة الصحيحة وغير الصحيحة على رأس الإزميل ؛ ج- قطع جزء من صفيحة معدنية؛ د- تسلسل ضبط الإزميل عند قطع المعدن.
قبل أن تتم معالجة المادة مسبقًا قبل اللحام ، تتم إزالة طبقة منها تسمى الشطب. استخدم في آلة القطع بالغاز هذه أو آلة قطع الحواف. تظهر أحيانًا مواقف يكون فيها استخدام الإزميل أمرًا منطقيًا. يتم تقديمه في عدة إصدارات: يدوي وهوائي.
يتم قطع الحواف على طول المخاطر المحددة مسبقًا (اثنان متوازيان) ، والتي يتم إجراؤها بواسطة علامة. إذا لم تكن هناك مثل هذه المخاطر ، فيمكن لصانع الأقفال استخدام المسطرة. عند قطع الشطب الرئيسي ، تكون الأخطاء غير مقبولة أيضًا: يجب تثبيت حواف الصفيحة المعدنية بإحكام ، والضغط على الأداة يجب أن يتم بالتساوي.
دك المعدن قبل اللحام
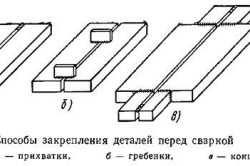
التطبيق بتنسيق أعمال اللحامالمسامير هي أفضل طريقة لتثبيت الأجزاء معًا بشكل آمن. تسمى المسامير اللحامات المختصرة ، والتي من خلالها يمكنك منع إزاحة الأجزاء في الهيكل المصنّع أثناء إجراء اللحام. بفضل هذه اللحامات ، من الممكن تقليل الفجوة الممكنة فيما يتعلق بالأجزاء الأخرى ، وهذا يعطي الهيكل صلابة إضافية ويمنع التشوه.
الطريقة الأكثر شيوعًا لتثبيت مكونات الهيكل الجاهز هي لحام البقعة.
يتم استخدام المشابك وآلة اللحام الثابتة. باستخدام المشابك في هذا العمل ، اتضح أنها تناسب الأجزاء مع بعضها البعض بدقة أكبر. تتضمن هذه الطريقة طريقة عمل يدوية وأخرى آلية.
باستخدام الطريقة اليدوية ، يتم تجميع الأجزاء ، حيث يتم عمل طبقات اللحام وفقًا للعلامات الموضوعة مسبقًا. إذا تم استخدام المشابك ، فسيكون التجميع أسهل إلى حد كبير ، ويصبح أكثر ملاءمة ودقة. يعتمد اختيار طريقة التجميع على عدد الأجزاء المضمنة في.
لكن اللحامات المسطحة نفسها يجب أن تتوافق مع متطلبات معينة لتكنولوجيا اللحام. بادئ ذي بدء ، من الضروري مراقبة الأقطاب الكهربائية المستخدمة في العمل مع اللحامات النقطية. يجب استخدام الأقطاب الكهربائية من نفس العلامة التجارية مثل المواد التي سيتم استخدامها في الأعمال اللاحقة. عندما يتم تنفيذ أعمال اللحام اللاحقة باستخدام الأسلاك ، يجب أن تلتقي الأقطاب الكهربائية أيضًا هذه الأنواعالأسلاك. يجب ألا يتجاوز طول اللحام النقطي 2 سم ، ويجب أن يكون السمك أقل مرتين من سمك اللحام المستقبلي.
يجب إجراء اللحام المكسور في المكان الذي يحتمل أن يكون فيه الحد الأقصى للتدمير والضغط الأكبر. وفقًا للتكنولوجيا ، من المستحيل وضع لحام مسنن عند تقاطع اللحامات. نفس القدر من الأهمية في اللحام هو التيار المزود. يتم تحديد القيمة الحالية عند العمل على المسار مع مراعاة القيم أثناء أعمال اللحام الإضافية. في الوقت نفسه ، من أجل موثوقية التماس ، يمكنك استخدام تيار يزيد بنسبة 20٪.
أثناء العمل مع آلات اللحام الأوتوماتيكية ، توضع المسامير عادة على الجانب الآخر من الممر الأول. وإن كان في بعض الحالات الشرط تحديديفترض بداية تنفيذ العمل من جانب نفس التمريرة الأولى. في هذه الحالة ، يلزم التقيد الدقيق بعدد معين من المسامير.
قبل اللحام النهائي للهيكل ، فإن أول شيء يجب الانتباه إليه هو مظهر خارجيطبقات تك. يجب أن يكون لها المظهر المناسب ، إذا لزم الأمر ، ثم يجب تنظيف المعدن من تناثر المعادن والخبث ، ويجب أن يكون التماس نفسه متساويًا تقريبًا. إذا كانت هناك عيوب مرئية ، تشققات في اللحامات ، يجب تنظيف هذه الأماكن تمامًا بالطرق الميكانيكية.
المعالجة الحرارية للأجزاء

يمكن أن تزيد المعالجة الحرارية للمعدن من القوة ومقاومة التآكل.
أثناء المعالجة الحرارية للمعادن ، تحدث بعض التغييرات فيه ، مما يزيد من القوة ومقاومة التآكل ، ويزيد من قابلية المعدن بأشياء تقطيع مختلفة.
تنقسم المعالجة الحرارية إلى عدة أنواع: التلدين والتطبيع والتصلب والتلطيف. في طريقة التلدين ، يتم تسخين المادة إلى درجة حرارة محددة مسبقًا. بعد ذلك ، يتم تبريد المعدن تدريجيًا مع الفرن. بسبب التلدين ، تزداد الخصائص الميكانيكية للمعدن ، ويزول الضغط الداخلي.
أثناء التطبيع ، يتم تسخين المعدن إلى درجة حرارة محددة مسبقًا والاحتفاظ به لفترة زمنية معينة. بعد ذلك ، يتم تبريد المادة بسرعة في الهواء. كما أنه يثير الخصائص الميكانيكيةفلز.
يعني تصلب المعدن تسخينه إلى درجة حرارة معينة والاحتفاظ به لبعض الوقت. بعد ذلك ، يتم تبريد المعدن بسرعة في الماء البارد أو في الزيت. هذا يعطي المعدن صلابة ومقاومة التآكل.
تتضمن عملية التقسية تسخين المعدن الصلب إلى درجة حرارة معينة وتبريده التدريجي. يعتبر التقسية ضرورية للمعدن المتصلب ، لأنه لا يعطي صلابة إضافية فحسب ، بل يخفف أيضًا من الضغط الداخلي ، مما يؤدي إلى هشاشة الأجزاء المصنوعة من هذه المواد وتدميرها بسهولة من الصدمات والانحناءات. يضفي التقسية صلابة أكبر على المعدن المتصلب.
فراغات اللحام المعدنية لا تعمل فقط مع قطب كهربائي أو موقد غاز. هناك العديد من المواقف التي تؤثر على جودة النتيجة النهائية. وهي: تحضير المعدن للحام والتثبيت آلة لحاممع وبالطبع تقنية تنفيذ العملية نفسها. هناك بضع نقاط أخرى ، لكنها أقل أهمية.
إذن ، ما يتضمنه المفهوم هو تحضير الأجزاء للحام. هناك قائمة كبيرة إلى حد ما من العمليات التي يتم من خلالها تسهيل العملية نفسها وزيادة خصائص الجودة. اللحام. تشمل العملية التحضيرية قبل الانضمام إلى الفراغات المعدنية ما يلي:
- التحرير
- وضع علامة على؛
- إذا لزم الأمر ، ثني الفراغات ؛
- قطع وتنظيف حواف الأجزاء المراد لحامها ؛
- تجميع الهياكل قبل بدء الاتصال.
جميع العمليات مهمة ، لذلك نحتاج إلى تحليلها بمزيد من التفصيل.
في كثير من الأحيان ، يتم تسليم المقاطع المعدنية من أنواع مختلفة إلى الأشياء أو ورش العمل في شكل مشوه. يحدث هذا أحيانًا أثناء النقل أو أثناء عمليات التحميل والتفريغ. من الصعب جدًا الانضمام إليهم في طائرة اللحام. وهذا يقلل من جودة اللحام وتكوين الهيكل الملحوم. لذلك ، يعد تحرير مثل هذه الملفات الشخصية أهم عملية.
يمكن أن يتم ذلك على معدن بارد أو مسخن (لحام بالغاز). كل هذا يتوقف على مدى تعقيد الأجزاء المشوهة وحجمها. هناك نوعان من التحرير: يدوي وبمساعدة أجهزة خاصة. في الحالة الأولى ، يتم استخدام مطرقة ثقيلة أو مطرقة أو مكبس يدوي خاص لهذا الغرض. يمكن التحكم بمطرقة ثقيلة أو مطرقة باستخدام ألواح الحديد الزهر أو الصلب ، والتي يتم تنفيذ العملية نفسها عليها. الضغط اليدوي عبارة عن جهاز لولبي به لوحان ، يتم وضع الجزء المشوه من الملف الشخصي بينهما. عن طريق تثبيت الألواح مع المسمار ، يتم إنشاء ضغط ، والذي يعمل على تقويم قطعة العمل للحام.
كأجهزة خاصة ، يجب ملاحظة بكرات أو مكابس صهر الألواح. نوع مختلف. تعمل جميعها على المنتجات المعدنية بمساعدة المحركات الكهربائية ، والتي تنتقل قوتها عبر علب التروس ، مما يزيد الضغط على الجزء المشوه من قطع العمل.
بمناسبة الفراغات
من الواضح أن الملامح المعدنية غالبًا لا تتطابق في الطول مع أبعاد الأجزاء المطلوبة في التصميم. لذلك ، يجب قصها إلى الحجم المطلوب. في كثير من الأحيان ، يتم قطع أجزاء من الفراغات ليس في المستوى الطولي ، ولكن في المستوى العرضي. قبل القطع ، يتم تطبيق نفس الأبعاد على التشكيلات.
هناك العديد من طرق التطبيق التي تختلف عن بعضها باستخدام أجهزة مختلفة.
- الطريقة اليدوية. عادةً ما يتم استخدام أدوات قياس بسيطة مثل شريط القياس والمسطرة والفرجار وما إلى ذلك لهذا الغرض. إذا تم لحام عدة أجزاء من نفس النوع (دفعة صغيرة) ، فسيتم وضع العلامات وفقًا للقوالب المعدة مسبقًا. ليس أكثر أفضل طريقة، لأنها عملية شاقة وذات سرعة منخفضة للتوصيل. بالمناسبة ، غالبًا ما تكون القوالب مصنوعة من صفائح أو مقاطع من الألومنيوم.
- بصري. لهذا الغرض ، يتم استخدام آلات الوسم والنقش ، والتي تمت برمجتها وفقًا لأبعاد محددة مسبقًا لتصميم معين. يتضمن تكوين الجهاز قلبًا هوائيًا يطبق العلامات. وتجدر الإشارة إلى أن سرعة التطبيق لهذه الآلات هي 10 م / دقيقة.
- هناك آلات خاصة ، من حيث المبدأ ، لا تضع العلامات على الملامح المعدنية. تحتوي على برنامج يحدد تكوين وأبعاد الأجزاء المقطوعة من قطع العمل. يتم إدخال ملف تعريف معدني في الجهاز ، ويقوم على الفور بقصه بالشكل المطلوب. هذه التقنية تسمى القطع البعدي.
قطع عوارض معدنية
في عملية تحضير الأجزاء للحام ، يعتبر قطع المعادن من أهم العمليات التحضيرية. كما ذكرنا سابقًا ، لن يعمل على ملاءمة الملف الشخصي بالحجم المطلوب بدون تقطيع.
تنقسم هذه العملية المعقدة إلى فئتين حسب التقنية: ميكانيكية وحرارية. في الحالة الأولى ، يكون هذا تأثير ميكانيكي بمساعدة أدوات مختلفة ، والتي تشمل يدوية وميكانيكية (كهربائية أو تعمل بالهواء المضغوط). المجموعة الأولى تضم منشارا ومقص للمعادن وطاحونة. إلى المقصلة الثانية ، آلات القطع من مختلف الموديلات والمكابس وما إلى ذلك.
القطع الحراري ، في الواقع ، هو ذوبان المعدن على طول الترميز المطبق. يمكن أيضًا القيام بذلك يدويًا باستخدام شعلة القطع بالأكسجين ولحام القوس أو بمساعدة الوضع التلقائي أو شبه التلقائي. تعتبر التكنولوجيا الحرارية لقطع المعادن عالمية ، لأنه يمكن استخدامها للقطع في مستويات مختلفة وفي اتجاهات مختلفة (مستقيمة ومنحنية الخطوط).
تحضير الحواف للحام
نظافة الحواف وشكلها مهم جدًا. عملية اللحام. بالنسبة لتكوين الحواف ، يمكن أن تكون مسطحة وعلى شكل حرف V وعلى شكل X. غالبًا ما يتم استخدام الأول لربط قطع العمل الرفيعة ، والثاني والثالث للأجزاء السميكة.
يمكنك تقليم الحواف بالأدوات اليدوية أو بالآلات. هذا ، إذا جاز التعبير ، خيار بارد. حراري - استخدام الشعلات يدويًا أو على الآلات الأوتوماتيكية. التحضير البارد للحواف هو تشذيب لحواف الملامح. لاستخدام القطع الكبيرة آلات طحن، شُطُف الأجزاء الصغيرة مصنوعة بأدوات يدوية مختلفة. وتجدر الإشارة إلى أن الحواف المصنوعة بطريقة باردة ذات جودة أفضل. في نفس الوقت ، دقة التجميع للهيكل الملحوم أعلى بعدة مرات. تحتاج أحيانًا الشطب بعد المعالجة الحرارية إلى تعديل بالشكل والحجم المطلوبين.
أما بالنسبة للنقاء ، فمن الضروري الإشارة إلى أن أي معادن ملامسة للهواء تبدأ في التأكسد. يتكون فيلم أكسيد على سطح الأسطح المراد لحامها ، وهو مقاوم للحرارة. لذا ، أنت بحاجة للتخلص منه. لذلك ، قبل بدء اللحام ، يتم تنظيف الحواف والمناطق المجاورة لها بفرشاة حديدية يدويًا أو باستخدام طاحونة. إذا كانت أطراف الحواف المراد لحامها بها بقع زيت أو شحم ، فإن القاعدة الأولى هي أنه يجب أيضًا إزالة كل هذا باستخدام أي مذيب.
في البيئات الصناعية ، يمكن أن يتم التنظيف باستخدام آلات السفع بالرمل أو بالخردق. والتنظيف الجاف بغمر الأجزاء في الحمام بالمواد الكيماوية ، حيث يجب وضع قطعة العمل لفترة معينة. هناك أيضًا طريقة تنظيف بالنفث ، عندما يتم توفير المحاليل الكيميائية للغرف باستخدام طائرة نفاثة تحت الضغط.
عادة ، يتم إجراء التنظيف الكيميائي للفراغات المعدنية عند الحاجة إلى تحضير الفراغات المعدنية غير الحديدية ، والتحضير الميكانيكي للأجزاء الفولاذية الحديدية.
تجميع الأجزاء
المرحلة الأخيرة في عملية مثل تحضير المعدن للحام هي تجميع الأجزاء ، مما يضمن ترتيبها المكاني ، بالإضافة إلى الفجوات اللازمة للحام. في كثير من الأحيان ، يتم استخدام العديد من القوالب والحوامل وأجهزة التثبيت والموصلات والأجهزة الأخرى للتجميع. مهمتهم الرئيسية هي ضم الفراغين في الطائرة المطلوبة.
بعد ذلك ، عادة ما يتم تنفيذ عملية التثبيت على طول خط التوصيل. يحدث هذا عندما لا يتم لحام التماس بالكامل ، ويتم إجراء الاتصال باستخدام لحامات قصيرة (غالبًا ما تكون موضعية). طول هذا التماس لا يزيد عن 50 مم. يتم الاختراق عند ثلث عمق الجذر الرئيسي ، والمسافة بينهما 10-100 سم.
تحضير الأنابيب
من الضروري أيضًا الاقتراب من إعداد الوصلات بشكل مسؤول ، خاصةً تلك التي يتم وضعها في خط أنابيب يعمل تحت ضغط عالٍ. ما تحتاج إلى الانتباه إليه.
- الكربون و سبائك الصلب منخفضلقوس الأرجون اللحام اليدوييجب معالجتها ميكانيكيا فقط بطريقة باردة.
- بعد القطع الحراري للشقوق ، يتم تنفيذ التشطيب الميكانيكي. عمق إزالة المعدن يعتمد على درجة الفولاذ.
- يجب أن تكون الحواف بدون قطرات ، زوايا حادة، لدغ وتمزيق.
- يجب فحص الوجه النهائي من أجل العمودية قبل اللحام.
- يتم فحص سمك الجدار ، ويجب أن يكون هو نفسه حول المحيط الكامل للأطراف المتصلة للأنبوبين.
كما ترون ، تعتبر عملية اللحام والتحضير حدثًا خطيرًا إلى حد ما ، والذي يتضمن عددًا كبيرًا من العمليات المختلفة. يتم تخصيص الكثير من الوقت لهم ، لكنهم في بعض الأحيان يضمنون جودة النتيجة النهائية.
قبل البدء في لحام المنتجات المعدنية ، يجب تحضيرها. يتكون التحضير المباشر للمعادن من أجل اللحام من عدة مراحل. أولاً ، يتم تقويم المعدن ، ثم يتم وضع العلامات وقطع المنتج وتنظيفه وتسخينه. في المرحلة النهائية ، يتم إجراء عمليات الثني ومعالجة الحواف. هذه الإجراءات ضرورية لتحقيق اتصال عالي الجودة للعناصر الهيكلية.
يجدر بنا أن نتذكر: الصدأ والجزيئات المعدنية والعناصر الأخرى المتبقية على السطح تتداخل مع اللحام عالي الجودة.
لذلك ، يعد الإعداد الصحيح لأجزاء اللحام أمرًا مهمًا ، مما يحسن قابلية اللحام. قد يختلف عدد الإجراءات التي يجب إجراؤها عند تحضير أجزاء اللحام اعتمادًا على الموقف المحدد - درجة التلوث ، وتشوه قطع العمل ، وكمية العمل ، وما إلى ذلك. في الوقت نفسه ، يتم تنظيم جميع مراحل الإعداد وفقًا لـ GOST 5264-80.
قد تتشوه الفراغات المعدنية أثناء النقل أو لأي سبب آخر. في هذه الحالة ، توجد صعوبات في الانضمام إلى منطقة اللحام ، مما يؤدي إلى انخفاض جودة اللحام.
لذلك ، يتم تنفيذ الأعمال التحضيرية لتحرير المنتج. اعتمادًا على حجم الفراغات وتعقيد المقاطع المنحنية ، يتم استخدام استقامة باردة أو ساخنة. يتم إجراؤها يدويًا أو باستخدام أجهزة خاصة. يتم تصحيح الألواح المصنوعة من الحديد الزهر والصلب يدويًا بمطرقة أو مطرقة ثقيلة. في حالة الحاجة إلى مزيد من الضغط ، يتم استخدام مكبس يدوي. إنه جهاز لولبي ذو لوحين ، يتم وضع الأجزاء ذات المناطق المشوهة وتقويمها تحت ضغط عالٍ.
إذا كان من المستحيل تصحيح التشوه يدويًا ، يتم استخدام أجهزة خاصة - على وجه الخصوص ، آلات صهر الألواح أو مكابس من أنواع مختلفة. تعمل هذه الأجهزة على محركات كهربائية تولد الطاقة اللازمة للتشغيل ، والتي تستخدم علب التروس لنقلها. وبالتالي ، من الممكن زيادة الضغط على المناطق المنحنية.
ميزات وسم الفراغات
يتضمن تحضير الأجزاء للحام خطوة مهمة مثل وضع علامات على الفراغات. ترتبط الحاجة إلى تنفيذه بعدم التوافق بين أبعاد الملفات الشخصية ومعلمات الأجزاء التي سيتم استخدامها في التصميم. لذلك ، يجب قطع الملف الشخصي. وقبل ذلك - حدد عن طريق تحديد الأبعاد المطلوبة.
هناك عدة طرق لوضع العلامات: القطع اليدوي ، البصري ، المقاس. تستخدم العلامة اليدوية أدوات قياس بسيطة ، مثل المسطرة أو الفرجار. إذا تم وضع علامة على دفعة صغيرة من نفس النوع من الفراغات ، فسيتم استخدام قوالب مصنوعة من الألومنيوم أو صفائح ملفوفة. الطريقة اليدوية كثيفة العمالة وبطيئة.
باستخدام الطريقة البصرية لوضع العلامات ، يتم استخدام آلات الوسم. تكمن ميزتها في السرعة العالية - ما يصل إلى 10 أمتار في الدقيقة. لتمييز قطعة العمل ، تحتاج إلى برمجة الجهاز للمعلمات المحددة. لوضع العلامات في هذه الأجهزة ، يتم استخدام لفة هوائية.
لا تتضمن تقنية القطع الأبعاد وضع علامات على الملامح - في هذه الحالة ، يتم وضع برنامج في آلات خاصة يشير إلى تكوين وأبعاد قطع العمل. نتيجة لذلك ، يقطع الجهاز المنتج على الفور إلى شكل معين.
قطع المعادن
هذه من أهم المراحل التي تتضمن تحضير المعدن للحام ، وإلا فلن يكون من الممكن تحقيق الحجم المطلوب لقطع العمل. تخصيص ميكانيكيو قطع حراري. في القطع الميكانيكييتم استخدام الأدوات اليدوية والميكانيكية. معالجة قطع حرارييمثل ذوبان المعدن وفقًا للعلامات المطبقة مسبقًا. يمكن أن يكون هذا النوع من العمل يدويًا وآليًا. لإجراء العملية ، يتم استخدام قاطع الأكسجين وشعلة البلازما. أيضًا ، يتم إجراء القطع الحراري باستخدام الآلات والأجهزة التي تعمل في الوضع شبه أو التلقائي.
وتجدر الإشارة إلى أن القطع الحراري تقنية عالمية تسمح لك بقطع المنتجات في اتجاهات مختلفة ، مستقيمة ومنحنية.
خطوات تحضير الحواف
تنظيف المنتج
يجب إجراء أعمال اللحام على الأسطح المعدة مسبقًا - تنظيفها من الشوائب الميكانيكية والأغشية الكيميائية. يمكن أن يؤدي وجود حتى جزيئات صغيرة من الملوثات إلى تكسير الهيكل والمسامية والضغط في المعدن. نتيجة لذلك ، تفقد جودتها  مميزات.
مميزات.
لا تنسَ فيلم الأكسيد الذي يتشكل على سطح المعادن عند ملامستها للهواء. إنه مقاوم للحرارة ، ويمنع اللحام عالي الجودة. يمكنك إزالته بمطحنة ويدويًا بفرشاة معدنية.
في الإنتاج ، يتم تنظيف الأجزاء بآلات السفع الرملي والسفع بالخردق. يتم إجراء التنظيف الجاف أيضًا - عن طريق غمر المنتجات لفترة معينة في الحمام بالكواشف الكيميائية. يستخدم هذا النوع من التنظيف بشكل أساسي في تحضير الأجزاء المعدنية غير الحديدية ، بينما يتم تنظيف الفراغات الحديدية والفولاذية يدويًا.
تحضير الحواف للحام
يجب أولاً تنظيف حواف قطع العمل ، خاصة السميكة منها ، وإعطائها الشكل الهندسي المطلوب. تخصيص الحواف المسطحة ، على شكل V وعلى شكل X. يتم استخدام الحواف المسطحة عند استخدام النوعين الثانيين عند ربط قطع العمل السميكة.
هام: لا تتم معالجة الحواف إذا كان سمك الجزء لا يزيد عن 3 مم.
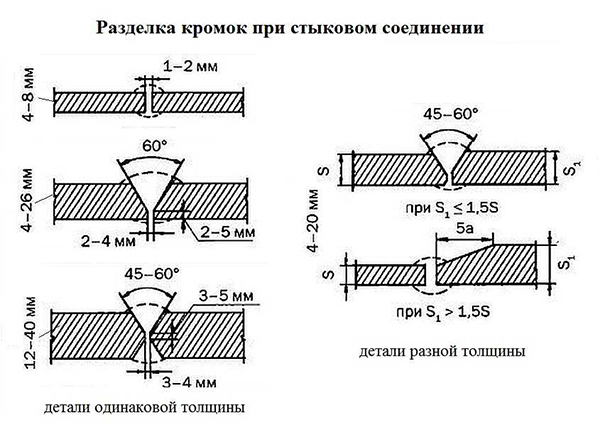 يتكون تحضير الحواف للحام من معالجة عرض الفجوة وزاوية القطع وضبط طول المنحدر. عند تحضير حواف لأنابيب اللحام ذات السماكات المختلفة ، تكون معالجتها ذات صلة بشكل خاص - وإلا فلن يغلي المعدن. لذلك ، من المهم اختيار الشطبة المناسبة ، والتي بفضلها سيكون الانتقال بين الأجزاء سلسًا. وهذا سيخفف من ضغط الحمل أثناء استخدام المنتج النهائي.
يتكون تحضير الحواف للحام من معالجة عرض الفجوة وزاوية القطع وضبط طول المنحدر. عند تحضير حواف لأنابيب اللحام ذات السماكات المختلفة ، تكون معالجتها ذات صلة بشكل خاص - وإلا فلن يغلي المعدن. لذلك ، من المهم اختيار الشطبة المناسبة ، والتي بفضلها سيكون الانتقال بين الأجزاء سلسًا. وهذا سيخفف من ضغط الحمل أثناء استخدام المنتج النهائي.
تستخدم الأدوات الآلية أو الأدوات اليدوية لتقليم الحواف عند تحضير الأنابيب للحام البارد. تتضمن الطريقة الحرارية استخدام الشعلات - يدوية أو أوتوماتيكية.
يعتبر التحضير البارد للمعادن للحام أفضل جودة. في هذه الحالة ، يتم زيادة دقة التجميع للمنتج النهائي بشكل كبير. وبعد المعالجة الحرارية ، غالبًا ما يلزم إحضار الحواف بالحجم والشكل الصحيحين ، خاصةً عند إجراء التحضير.
تجميع منتجات اللحام
 تجميع اللحام هو المرحلة النهائية من التحضير. في هذه الحالة ، يتم إصلاح الأجزاء الفردية بحيث تظل في الموضع المطلوب بعد اللحام. في كثير من الأحيان لا يكفي مجرد وضعها جنبًا إلى جنب أو إصلاحها بجهاز خاص - تحتاج إلى إكمال جزأين. هذا يضمن موثوقية الهيكل ويحافظ على شكله. يمكن وضع قطعة العمل هذه بحيث تكون مريحة للقيام بها.
تجميع اللحام هو المرحلة النهائية من التحضير. في هذه الحالة ، يتم إصلاح الأجزاء الفردية بحيث تظل في الموضع المطلوب بعد اللحام. في كثير من الأحيان لا يكفي مجرد وضعها جنبًا إلى جنب أو إصلاحها بجهاز خاص - تحتاج إلى إكمال جزأين. هذا يضمن موثوقية الهيكل ويحافظ على شكله. يمكن وضع قطعة العمل هذه بحيث تكون مريحة للقيام بها.
متطلبات التجميع هي كما يلي:
يتم التجميع بعد اكتمال تحضير السطح المعدني للحام. يجب توفير وصول مجاني إلى مفاصل الأجزاء. يجب تثبيت جميع قطع العمل بإحكام لتجنب التشوه أثناء اللحام.
ملامح تجهيز الأنابيب للحام
يتطلب تحضير الأنابيب للحام موقفاً مسؤولاً. لذلك ، يتم معالجة الأنابيب المصنوعة من السبائك المنخفضة والفولاذ الكربوني فقط يدويًا بطريقة باردة. تؤثر درجة الفولاذ على عمق إزالة المعدن. عند تحضير الأنابيب للحام ، من الضروري التحقق من سمك الجدار: يجب أن يكون هو نفسه حول محيط الأطراف بالكامل عند التقاطع. والغايات نفسها متعامدة.
بعد تحضير المنتجات ، يمكنك المتابعة إلى أعمال اللحام. يمكن استخدامه لهذا الغرض. والاستعداد للذهاب لحام شبه أوتوماتيكيهو جانب مهم بنفس القدر من جوانب العمل. من الضروري ضبط القوة الحالية ومعدل التغذية سلك لحام، استهلاك الغاز التدريع.
وعليه فإن تحضير المعدن للحام من أهم مراحل العمل. يستغرق الكثير من الوقت ، ومع ذلك ، مع مراعاة جميع القواعد ، فإنه يضمن جودة عاليةالنتيجة النهائية.
يمكن العثور على مزيد من المعلومات حول تحضير المعدن على الفيديو:
الفصل الخامس. الأسلوب اليدوي لحام القوس
§ 26. تجهيز السطح المعدني للحام ومتطلبات تجميع الأجزاء المعدنية قبل اللحام
تجهيز السطح المعدني للحام. تمرين
تتكون أجزاء اللحام من استقامة ، ووضع علامات ، وتغطية ، وقطع ، وتحضير الحواف للحام ، والانحناء على البارد أو الساخن.
يتم تحرير المعدن على الآلات أو يدويًا. يتم تقويم الصفائح والشرائط المعدنية على أسطوانات تقويم مختلفة للصفائح. يتم إجراء الضماد اليدوي للمعادن ، كقاعدة عامة ، على ألواح استقامة من الحديد الزهر أو الصلب بضربات بمطرقة ثقيلة أو مكبس لولبي يدوي. يتم تصحيح الزوايا الفولاذية على بكرات الاستقامة (مكابس). يتم تصحيح عوارض وقنوات I على مكابس تقويم مدفوعة أو يدوية.
العلامات هي عملية تحدد تكوين جزء مستقبلي.
يستخدم القطع الميكانيكي للقطع المستقيم للصفائح ، وأحيانًا للقطع المنحني للصفائح عند استخدام المقصات الدوارة بسكاكين دائرية لهذا الغرض. الفولاذ الكربونييتم قطعها عن طريق قطع الأكسجين والبلازما. بواسطة الميكنة ، يمكن أن تكون هذه الطرق يدوية وآلية. لقطع سبائك الفولاذ ، يمكن استخدام المعادن غير الحديدية أو تدفق الأكسجين أو قطع قوس اللهب.
يعتمد شكل تحضير الحواف المعدنية للحام على سمك الألواح. يجب تنظيف المعدن الأساسي ومواد الحشو تمامًا من الصدأ والزيت والقشور والرطوبة والعديد من الملوثات غير المعدنية قبل اللحام. يؤدي وجود هذه الملوثات إلى تكوين اللحاماتالمسام ، الشقوق ، شوائب الخبث ، مما يؤدي إلى انخفاض في قوة وكثافة المفصل الملحوم.
متطلبات التجميع قطع معدنيةقبل اللحام.
ملائم تركيبات التجميع واللحاميجب أن توفر إمكانية الوصول إلى أماكن تركيب الأجزاء ومقابض أجهزة التثبيت والربط ، وكذلك أماكن المسامير واللحام. يجب أن تكون هذه التركيبات أيضًا قوية وصلبة بدرجة كافية ، وتضمن التثبيت الدقيق للأجزاء في الموضع المطلوب وتمنع تشوهها أثناء عملية اللحام. بالإضافة إلى ذلك ، يجب أن توفر تركيبات التجميع واللحام الترتيب الأكثر فائدة للتجميع واللحام:
أقل عدد من المنعطفات عند تطبيق المسامير واللحام ؛
حرية الوصول للتحقق من أبعاد المنتجات وإزالتها بسهولة بعد الإنتاج ؛
سلامة عمليات التجميع واللحام.
يجب ألا تعيق أي عملية تجميع العملية التالية. يجب فحص الأجزاء الواردة للتجميع بعناية. كلها تخضع للتحقق أبعاد هندسيةالأجزاء وشكل الحافة المعدة للحام.
المجسم الهياكل الملحومة، كقاعدة عامة ، يتم تنفيذها إما عن طريق وضع العلامات أو بمساعدة القوالب أو التوقفات أو المشابك أو أجهزة الرقصة الخاصة التي تسهل عمليات التجميع. يتم تحضير وتجميع منتجات اللحام وفقًا للقواعد الإلزامية الأساسية التالية:
يجب أن تكون حواف الحواف والفجوات بينها موحدة على طول الطول ؛
يجب تجفيف حواف العناصر المراد لحامها والأماكن المجاورة لها بعرض 25-30 مم من نهاية الحافة وتنظيفها من نتوءات بعد القطع والزيت والصدأ والملوثات الأخرى ؛
لتجنب التشوه ، يجب إجراء عملية المعالجة أقطاب الجودةمن خلال فاصل زمني لا يزيد عن 500 مم بطول 50-80 مم ؛
لضمان التكوين الطبيعي وعالي الجودة للدرز ، من الضروري انتزاع الشرائط في بداية المنتج وفي نهايته.
تقنيات إمساك المعدن عند تطبيق الطبقة الجذرية للدرز. عند إجراء طبقة جذر اللحام ، تكمن الصعوبة الرئيسية في الحفاظ على المعدن المنصهر في حوض اللحام. لمنع تسرب المعدن المنصهر من حوض اللحام ، يتم استخدام بطانات من الصلب أو النحاس أو السيراميك أو الأسبستوس ، مثبتة تحت جذر اللحام ؛ إدخالات مختلفة بين الحواف المتصلة ؛ الاستغناء عن الاختراق مع الهدم واللحام اللاحقين لجذر التماس من الجانب الآخر ؛ وسائد التدفق والنحاس والغاز المثبتة تحت جذر التماس ؛ في لحام بعقب- اتصالات "بالقفل" ؛ أقطاب كهربائية خاصة ملحومة من أعلى إلى أسفل ؛ قوس الاندفاع.
تسمح لك البطانات بزيادة الحجم تيار اللحام، مما يساهم في اختراق الحواف الملحومة وفي نفس الوقت ضمان تغلغل الأجزاء الملحومة بنسبة 100٪ ، وأيضًا تأخير ومنع المعدن المنصهر من التدفق خارج حوض اللحام ومنع تكوين الحروق. لمنع تسرب المعدن المنصهر من حوض اللحام ، يجب أن تتناسب البطانات بإحكام مع الحواف المراد لحامها.
يساهم تركيب أنواع مختلفة من الحشوات بين الحواف المراد ربطها في الاحتفاظ بالمعدن في حوض اللحام وتغلغل الحواف بنسبة 100٪ في جذر اللحام.
في بعض الأحيان ، وفقًا لتقنية مدروسة مسبقًا ، لا يتم اختراق الحواف المراد لحامها ، ثم يتم عمل أخدود على الجانب الخلفي باستخدام إزميل أو مطحنة هوائية ويتم تطبيق اللحام الخلفي ، مع ضمان 100٪ اختراق للحواف ليتم لحامها في جذر التماس.
يتم تثبيت المعدن المنصهر لحوض اللحام عند جذر اللحام باستخدام وسائد مختلفة. يتم استخدام وسادات التدفق والنحاس في لحام القوس المغمور. يتم استخدام وسادة الغاز في لحام القوس اليدوي ، يدويًا وتلقائيًا لحام بقوس الأرجونباستخدام الأرجون أو النيتروجين أو ثاني أكسيد الكربون كغاز مكياج. يتمثل جوهر وسادة الغاز في أن أحد الغازات المذكورة أعلاه يتم توفيره تحت المعدن المنصهر لحوض اللحام بضغط زائد يبلغ 0.5-2 كيلو باسكال.
يتيح لك التوصيل "في القفل" بسبب معدن أحد الحواف المتصلة تجنب الحروق في جذر التماس.
صنع اللحامات في الوضع الرأسيمن أعلى إلى أسفل بأقطاب كهربائية خاصة ، تحتوي طلائها على مكونات تزيد من القوة أثناء عملية اللحام التوتر السطحيالمعدن ، يزيل الحروق في جذر التماس.
يؤدي القوس النبضي إلى ذوبان المعدن على المدى القصير ، وبالتالي فإن معدن جذر اللحام يبرد بشكل أسرع ويتبلور. يتم تثبيت واحد جديد على جزء التبريد من المعدن المنصهر ، وبما أن القوس متقطع لفترة زمنية معينة ولم تتم إضافة أي معدن جديد في هذا الوقت ، فلن تكون هناك حروق.
تحدد صحة ودقة تحضير المعدن للحام جودة وصلات اثنين أو أكثر من المنتجات المعدنية أثناء ذلك. هناك عدة أنواع من المعادن ، كل منها يتطلب مقاربة فردية. تتضمن هذه العملية عدة مراحل يجب أن تمر بها المادة الخام قبل إرسالها للحام.
عدد من الإجراءات التي يتعين القيام بها لتجهيز المعدن للحام:
- التحرير
- تنظيف؛
- وضع علامة على؛
- قطع؛
- التثبيت والتك.
نقوم بثني المعدن وتقويمه بشكل صحيح: دقة التكنولوجيا
تتضمن قواعد التحضير إزالة أي مخالفات أو انحناء أو عيوب أخرى على السطح عن طريق التقويم. تكمن خصوصية الإجراء في الضغط الذي يمارس على المادة ، ويتم إنتاجه باستخدام مكبس أو يدويًا (ضربات المطرقة).
ومن المثير للاهتمام ، أن كلا من المعادن الحديدية وغير الحديدية يتم تحريرها.
طرق
إذن ما هي الاختلافات بين التحرير اليدوي والتحرير الآلي؟
في منتج يدوي الصنع(الجزء) يوضع على صفيحة / سندان من الصلب أو الحديد الزهر ويضرب بمطرقة.
تشغيل المعادن ميكانيكيًا ، من الممكن الحصول على أشياء صحيحة تمامًا على آلات خاصة ومنضدات العمل.
![]()
يمكن أن تكون الضمادات المعدنية باردة أو ساخنة.
تشمل المرحلة الأولى من تحضير المعدن للحام أيضًا ثني المادة. هذا النوع من العمل ينتمي إلى الأقفال. أثناء الإجراء ، يتم ثني قطعة العمل ، باتباع زاوية ونصف قطر معينين ، حتى تصل إلى الشكل المطلوب.
للثني اليدوي ، يتم استخدام آلة ومكبس. ينتجونها بالعين ، وفقًا للعلامات والأنماط والعينات.
سيؤدي الامتثال للتسلسل التكنولوجي لأداء تحضير المعدن للحام إلى الحصول على طبقات تتميز بالقوة والموثوقية.
الأهمية! لتجنب العيوب المحتملة ، يتم تنظيف المنتجات المعدنية تمامًا من آثار الشحوم والصدأ.
كيف تنظف الخامة من الشحوم والصدأ؟
عند ملامسته للهواء يدخل المعدن فيه تفاعل كيميائيبالأكسجين لتكوين أكاسيد. نتيجة لذلك ، يتشكل الصدأ ، وتتشكل ملوثات أخرى ، مما يؤدي إلى تكوين متنوع
الأهمية! تأكد من عدم ظهور المعدن والزيت والقشور والرطوبة على سطحه أثناء عملية المعالجة. هذا أمر غير مرغوب فيه للغاية.
توجد طريقتان للتنظيف يتم إجراؤهما في مرحلة تحضير المعدن للحام:
1. ميكانيكي. تنظيف السطح بهذه الطريقة باستخدام آلات تنظيف خاصة أو ورق صنفرة. إذا كان مطلوبًا تحقيق سطح خشن ، فسيخضع المعدن للمعالجة الكاشطة المائية ، والتي يتم بواسطتها إنشاء تصريف دقيق على السطح ، مما يساهم في تكوين المزيد التماس دائمأثناء عملية اللحام.

2. مادة كيميائية. يتم تنظيف سطح المعدن عن طريق غمسه في محلول كيميائي خاص.
وسم الأجزاء المعدنية
المرحلة الأولى من العمل مع المادة هي تحضير السطح المعدني للحام. بعد ذلك ، انتقل إلى الترميز. عند التسخين ، يتم تحديد معالم الأجزاء ذات العلامات على لوح معدني. يعرضون هنا أماكن الطيات ومراكز الثقوب وغيرها من التفاصيل الدقيقة للعناصر الهيكلية المستقبلية. بعد أن تعاملوا مع مثل هذا العمل ، شرعوا في تقطيع أو قطع المعادن - وهي مرحلة من الضروري أن تكون حذرًا ودقيقًا للغاية. حتى أدنى خطأ يمكن أن يؤدي إلى زواج المنتجات النهائية.

عندما يتم رسم خطوط التأشير بالفعل ، يستمر العمل باستخدام ثقب مركزي - آلة خاصة تقوم بعمل مسافات بادئة صغيرة على سطح الورقة. لذلك سيتم الحفاظ على آثار التحميص في عملية المعالجة الإضافية للمادة.
الأهمية! تنفيذ تعليم الأجزاء من من الفولاذ المقاوم للصدأيوصي الخبراء باستخدام لكمة مركزية.
نتيجة لإعداد المعدن للحام مع أداء عمليات السباكة ، يتم تحديد تكوين التفاصيل الهيكلية المستقبلية. عند وضع العلامات أو التغطيس ، يكون سطح الصفيحة المعدنية مُجهزًا مسبقًا. "ما هو الفرق بين هذه المفاهيم؟" - أنت تسأل. يرتبط وضع العلامات ارتباطًا مباشرًا بالإنتاج الفردي ، والتغطية - بالإنتاج الصناعي للأجزاء. من أجل إنتاج مجموعة من الأجزاء المتطابقة ، يتم استخدام قالب مُعد خصيصًا لوضع العلامات ، وهو مصنوع من الخشب الرقائقي أو يسمى الإجراء الخاص باستخدام الأنماط أثناء وضع العلامات بالحجب.
تقطيع أو تقطيع الصفائح المعدنية قبل اللحام
عند تحضير المعدن وتجميعه من أجل اللحام ، تتم أولاً إزالة الطبقة السطحية للمعدن - الشطب. للقيام بذلك ، استخدم آلة قطع الحواف أو آلة قطع الغاز الخاصة. أحيانًا يتم القطع يدويًا باستخدام إزميل يدوي أو هوائي.
يتم وضع خطوط الحافة التي سيتم قطع المعدن على طولها في المستقبل باستخدام علامة نيكل ، تبدو وكأنها خطين متوازيين. يتم تحديد الحافة العلوية للشطب على طول الحافة الداخلية ، ويمر الخارجي في الجزء السفلي من الشطب. إذا لم يتم تطبيق المخاطر مسبقًا ، يستخدم السيد مسطرة عند القطع.
من أجل عدم ارتكاب خطأ أثناء الإجراء ، تعامل مع عملك باهتمام كبير وراقب قوة الضغط على الأداة أثناء رسم الخط.

عند الشطب ، يتم تثبيت حواف الألواح بإحكام. يتم قطع تلك الصفائح غير الموجودة في مكانها مباشرة على الرف أو بعد وضعها على الأرض ، ولكن حتى بعد ذلك يتم تثبيت المادة بإحكام حتى لا تتحرك الصفائح أثناء الاصطدام.
التفاصيل الدقيقة لقطع المعادن
يتم تنفيذ هذه العملية الميكانيكية عندما تكون هناك حاجة للحصول على قطع مستقيم. في الأساس ، يتم تنفيذ الإجراء باستخدام المقص إذا كان القطع المستقيم مطلوبًا ، ولا يتجاوز سمك الصفائح المعدنية 20 مم.

في ظل ظروف الإنتاج ، يتم تثبيت مزرعة خاصة - مقصات مقصلة بسكين بطول 1-3 متر أو سكاكين ضغط بشفرات يصل طولها إلى 70 سم.
يتم قطع الألواح التي يقل سمكها عن 6 مم على طول خطوط مستقيمة أو منحنية بمقصات أسطوانية باستخدام غاز الأكسجين أو هذه التقنية لفصل الأجزاء مقبولة للعمل مع سبائك الصلب والمعادن غير الحديدية. يمكن استخدام القطع المتدفق لهم ، ويتم القطع البارد للقضبان ، بغض النظر عن القطر ، باستخدام المناشير ذات الأسنان الدائرية أو المناشير الاحتكاكية.
دك قبل اللحام المعدني
الشد هو آخر المراحل التي تتضمن تحضير المعدن للحام. متطلبات وميزات العمل مع المنتجات المعدنيةتتطلب استخدام أكثر من غيرها على نحو فعالتحديد الأجزاء الموضوعة فيما يتعلق ببعضها البعض.
تك لحام - قصير
ميزات استخدام التكنولوجيا
يتيح لك استخدام المسار:
- تجنب إزاحة العناصر الهيكلية الملحومة أثناء اللحام ؛
- تجنب تقليل الإمساك فيما يتعلق بأجزاء أخرى ؛
- لزيادة صلابة الهيكل.
- تقليل نسبة تشوه الأجزاء.
يتم تثبيت الأجزاء المجمعة مسبقًا في هيكل واحد لحام البقعة. لهذا الغرض ، يتم استخدام آلات اللحام الثابتة والمشابك الخاصة. يتيح استخدام مشابك الغسيل تحقيق دقة عالية في التجميع المسبق لنظام يتكون من عدة عناصر. من الجيد أن تسمح لك هذه الطريقة بتصحيح المسافة "بين" أو موضع الأجزاء قبل تحضير المعدن للحام وتجميع الهيكل. يتم تنفيذ الإجراء يدويًا أو باستخدام أنظمة مؤتمتة.

الأهمية! تعتمد المعالجة اليدوية على تغطية بالحساء قبل التجميع ، في الأماكن التي ستُصنع فيها المسامير في المستقبل.
تعتمد موثوقية المنتج المستقبلي وسهولة استخدامه على مدى صحة صنع المسامير.
متطلبات المسامير
تعتمد جودة المسامير على عدة عوامل. عند العمل على المعدن ، انتبه لمثل هذه التفاصيل:
- الأقطاب الكهربائية: يجب أن تتطابق علامتهم التجارية مع العلامة التجارية للمواد المستخدمة في لحام الأجزاء. لذلك ، إذا كان من المخطط في المستقبل إجراء أعمال اللحام بجهاز شبه آلي باستخدام سلك ، فيجب أن تتوافق الأقطاب الكهربائية معه.
- يجب ألا يتجاوز طول المسمار 20 مم. سمكها مثالي 2 مرات أقل من اللحام المستقبلي.
- شاهد كيف يتم تحضير المعدن للحام. يعتمد اختيار وضع اللحام القوسي اليدوي في هذه الحالة على المؤشرات الفنية للتصميم. إن تيار اللحام في هذه العملية ليس له أهمية كبيرة أيضًا. يجب تحديد قيمتها بشكل صحيح ، مع مراعاة مؤشرات القوة والجهد للتيار المستخدم في اللحام الإضافي للهيكل. من أجل الموثوقية ، يتم اختيار التيار بنسبة 20٪ أكثر من الذي سيتم استخدامه في المستقبل.
- أماكن تثبيت المسامير مغلية جيدًا.
- تتبع وضع المسامير. لا ينبغي القيام بها في أي مكان ، ولكن في النقاط المتوقعة من الضغط الأكبر للهيكل بعد التجميع ، وكذلك في أماكن التشوه المحتمل.
- لا تقم أبدًا بوضع الحاجز عند التقاطعات (تقاطعات) اللحامات.
بعض القواعد للتصدي
القيام بالعمل مع اللحام الآلي، يتم وضع المسامير بالنسبة إلى التمريرة الأولى على الجانب الآخر. هناك حالات عندما يكون من الضروري ، بسبب الخصائص التقنية ، وضعها على جانب المقطع الأول. عند القيام بمثل هذه العملية ، من المهم ملاحظة عدد المسامير حتى لا تفرط في ذلك.
قبل البدء في اللحام ، انتبه لمظهر المسامير المصنوعة في المرحلة السابقة. يجب أيضًا أن يكونوا مستعدين للحام النهائي: تنظيف الخبث وبقع المعادن ، والتنظيف - لجعل بقعة اللصق ناعمة وحتى تقريبًا.

العمل مع المعدن عملية كثيفة العمالة وتستهلك الطاقة. مزاولة الأعمال المتعلقة بصناعة الصلب الهياكل المعدنية، سوف تضطر إلى العمل الجاد. من أجل تحقيق الكفاءة في تصنيع الأجزاء المعدنية ، لا يجب فقط لحام العناصر الهيكلية ، ودمجها في كل واحد ، ولكن أيضًا معدة مسبقًا ، وهو ما فهمته بالفعل بعد قراءة المقال.



