Sârmă adaptor pentru oțel inoxidabil și chernukha. Cum să gătești oțel inoxidabil
Cum să gătești oțel inoxidabil este o întrebare destul de relevantă pentru industria modernă. Este de remarcat faptul că acest tip de oțel este un material destul de durabil, astfel încât prelucrarea lui are anumite nuanțe. Alegerea metodei de sudare depinde atât de grosimea pieselor de prelucrat, cât și de compoziția chimică.
Oţel inoxidabil. Principalele caracteristici
Oțelul inoxidabil este un aliaj de carbon și fier aliat cu crom. Conținutul ridicat al acestui din urmă element asigură o rezistență ridicată a materialului într-un mediu coroziv. formează o peliculă de protecție specială, datorită căreia metalul de bază își păstrează rezistența. În plus, oțelul este aliat cu nichel, cobalt, titan. Principalele avantaje ale oțelului inoxidabil sunt rezistența ridicată în contact cu medii agresive, respectiv rezistența ridicată și o perioadă lungă de funcționare. În plus, oțelul are un aspect estetic bun.
Caracteristici ale oțelului de sudare rezistent la coroziune
Acest material are o expansiune liniară mare. Ca urmare, sub acțiunea termică, piesele de prelucrat se pot deforma și își pot modifica dimensiunile. Pentru a evita această situație, este necesar să se respecte cu strictețe distanța optimă dintre piesele care sunt conectate. Acțiunea temperaturii ridicate poate duce la faptul că oțelul aliat își pierde oarecum proprietățile, rezistența la coroziune scade. În acest caz sudură trebuie racit. Conductibilitatea termică scăzută a oțelului necesită o reducere a puterii curentului cu aproximativ 25%. De asemenea, merită să alegeți electrozii de sudură potriviți, deoarece cu o lungime mare se pot supraîncălzi. O altă dificultate este apariția carburilor refractare la suprafață, coroziunea intergranulară.
Metode de gătit din oțel inoxidabil
Există multe metode de sudare.Cu o grosime mică a metalului (1,5 mm), se recomandă utilizarea (în mediu gaz inert). Cum să gătești oțel inoxidabil cu o grosime mai mică de 0,8 mm? În acest caz, se utilizează o metodă cu arc pulsat. Metalele subțiri sunt, de asemenea, conectate printr-un arc cu un transfer de material cu jet. Din ce în ce mai mult, este utilizată metoda de sudare cu plasmă. Poate fi folosit pentru o gamă largă de grosimi ale piesei de prelucrat. Secțiunile mai mari de 10 mm sunt sudate sub o bilă de flux. De asemenea, folosesc sudarea cu curent de înaltă frecvență, o metodă cu laser.
Sudarea materialului cu argon
Acest proces are loc într-un mediu protector de gaz - argon. Protejează materialul de efectele oxigenului. Într-un dispozitiv special, se formează un arc între piesă și electrodul de tungsten. În timpul procesului de încălzire, marginile se topesc, creând un bazin de sudură protejat. Un fir special pentru sudarea oțelului inoxidabil este alimentat constant în arc. Procesul de conectare în sine se realizează la un unghi de 90 °. Pentru o muncă de cea mai bună calitate, merită să eliminați orice mișcări oscilatorii ale electrodului. Rezultatul este o cusătură fără zgură. O astfel de conexiune este de înaltă calitate, durabilitate, satisface toate cerințele estetice. Sudarea cu gaz a oțelului inoxidabil este utilizată în multe industrii: chimică, alimentară, auto, aviație, inginerie termică. Printre deficiențe, se poate evidenția doar timpul mare petrecut procesului în sine. De asemenea, tehnologia necesită abilități și experiență speciale din partea lucrătorilor. 
Echipamente pentru sudarea cu arc cu argon
În primul rând, este nevoie de un invertor pentru acest tip de conexiune metalică. Există destul de multe modificări și modele: „Svarog”, KEMPPI Master, BRIMA etc. Principalele avantaje ale dispozitivului sunt ușurința în exploatare, dimensiunea și greutatea redusă, arcul stabil. Invertoarele pot fi folosite pentru sudarea aproape a oricărui metal, în timp ce conexiunile vor fi de înaltă calitate. Cum să gătești oțel inoxidabil cu un invertor și ce ar trebui să fie luat în considerare? În primul rând, este necesar să alegeți intervalul corect de temperatură de funcționare. Unele modele nu funcționează în aer liber pe vreme rece. De asemenea, merită să luați în considerare puterea dispozitivului. Pentru uz casnic este potrivit un invertor cu un curent de până la 160 A (de exemplu, „Svarog TIG 200 P”, PRO TIG 200 P) Piesele sunt curățate și degresate înainte de conectare. Sudarea va necesita butelie de gaz cu argon. Deși în practică este permisă utilizarea gazului diluat. La arzător este atașat un arzător, în suportul căruia este introdus un electrod de wolfram. Pe mânerul arzătorului există butoane pentru alimentarea cu curent și gaz. De asemenea, este necesar fir de sudura din același material ca și piesele de îmbinat. 
Cum funcționează sudarea semi-automată
Cum să gătești oțel inoxidabil la repararea unei mașini, acasă? În acest caz, este adesea folosită metoda de sudare semi-automată. Poate apărea atât într-un mediu protector, cât și fără utilizarea gazului. Dispozitivele semiautomate sunt, de asemenea, folosite la marile întreprinderi de automobile, ceea ce indică calitate superioară îmbinare sudata. În acest caz, un fir special acționează ca un electrod și ca material de umplutură. Există mai multe moduri de a lucra cu echipamentul: arc scurt, transfer prin pulverizare, sudare cu impulsuri din oțel inoxidabil. Tehnologia prevede funcționarea fără gaz de protecție, cu toate acestea, în acest caz, ar trebui aleși electrozi speciali cu pulbere. Această metodă este potrivită și pentru lucrul în aer liber. Nu este nevoie să cumpărați (și, în consecință, să cheltuiți fonduri suplimentare) o butelie de gaz. Acest lucru are dezavantajul său - în timp, îmbinarea sudată poate deveni ruginită. Prin urmare, experții recomandă în continuare utilizarea electrozilor speciali din oțel inoxidabil și sudarea cu argon. Până în prezent, există multe varietăți de dispozitive semiautomate, atât interne („FEB”, „Svarog”), cât și producție străină (BRIMA, EWM, TRITON etc.). Alegerea aparatului depinde de sarcinile stabilite, de volumul de sudare și de caracteristicile materialelor de îmbinat. 
Utilizarea sudării cu electrozi
Cum să gătești oțel inoxidabil dacă nu există cerințe speciale pentru calitatea cusăturii? De regulă, în conditii de viata, la conectarea a tot felul de țevi, în producția la scară mică, precum și pentru a obține o cusătură scurtă, se folosește sudarea cu electrozi. Esența acestui proces este formarea unui compus din materialul piesei de prelucrat și metalul electrodului.  Avantajele tehnicii includ simplitatea execuției, capacitatea de conectare diferite metale(atât subțire, cât și destul secțiuni mari). Nu este nevoie să folosiți gaz, ceea ce reduce costul procesului. De asemenea, sudarea cu electrozi face posibilă abordarea zonelor greu accesibile ale piesei. Există anumite dezavantaje ale acestei tehnologii. În primul rând, sudarea necesită curățare de zgura rezultată. În al doilea rând, viteza de sudare este mică.
Avantajele tehnicii includ simplitatea execuției, capacitatea de conectare diferite metale(atât subțire, cât și destul secțiuni mari). Nu este nevoie să folosiți gaz, ceea ce reduce costul procesului. De asemenea, sudarea cu electrozi face posibilă abordarea zonelor greu accesibile ale piesei. Există anumite dezavantaje ale acestei tehnologii. În primul rând, sudarea necesită curățare de zgura rezultată. În al doilea rând, viteza de sudare este mică.
Cum să alegi electrozii pentru sudare
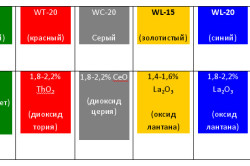
Electrozii din oțel inoxidabil sunt utilizați pe scară largă pentru lipirea aliajelor rezistente la coroziune care funcționează sub temperaturi mari. De regulă, tijele sunt realizate pe bază de nichel, crom. Când puteți folosi două tipuri de electrozi. Primul - lucrează în condiții de curent continuu. Învelișul principal constă cel mai adesea din magneziu, carbonați de calciu. Electrozi de sudare cu acoperire rutilă poate lucra cu curent alternativ. La sudarea cu argon se folosesc diferite tije de wolfram. Datorită temperaturii ridicate de funcționare, acestea nu se topesc. Există multe varietăți ale acestora. Electrozii verzi (WP) constau din wolfram pur. Ele asigură o rezistență suficient de mare a arcului. Alb - WZ-8 - dopat cu oxid de zirconiu. La electrozii roșii se adaugă oxid de toriu. Acesta este cel mai comun grup, tijele au o rezistență ridicată. De asemenea, lantanul, ceriul pot fi incluse în electrozii de wolfram. 
Prelucrarea îmbinărilor sudate
După finalizarea procesului de îmbinare a pieselor, este necesară curățarea cusăturii. Acest lucru ar trebui făcut pentru a îmbunătăți aspectul, pentru a prelungi durata de viață. În caz contrar, se poate produce coroziune în această zonă. În primul rând, se efectuează curățarea mecanică a sudurii. Joncțiunea arată mai plăcută din punct de vedere estetic după sablare. Următorul pas este șlefuirea suprafeței. În acest caz, nu se recomandă utilizarea abrazivelor pe bază de corindon, deoarece poate provoca apariția coroziunii. Trebuie remarcat faptul că toate aceste manipulări au ca scop îmbunătățirea aspect Detalii. Gravarea și pasivarea vor ajuta la protejarea sudurii împotriva distrugerii. Gravarea este un tratament de suprafață cu substanțe chimice speciale care distrug scara rezultată. Când este pasivată, îmbinarea este aplicată substanță specială. Sub influența sa, apare o peliculă protectoare (din oxid de crom).
Sudarea cu laser a aliajelor
Una dintre cele mai moderne și avansate metode de îmbinare din punct de vedere tehnologic este sudarea cu laser a oțelului inoxidabil.  Esența acestei metode este utilizarea unui fascicul laser ca sursă de încălzire. O astfel de sudare se distinge prin viteză mare, concentrație mare de energie la joncțiune. Efectul termic asupra zonei, care se află în imediata apropiere a cusăturii, este nesemnificativ. Prin urmare, riscul de fisurare la cald sau la rece este minim. Cusătura rezultată se distinge prin rezistența sa, nu există porozitate. De asemenea, este posibil să se livreze gaz de protecție la joncțiunea elementelor de aliere. Deoarece nu există electrozi de sudură, compușii străini nu intră în cusătură. Sudarea cu laser poate fi folosită chiar și pentru bijuterii, deoarece toate cusăturile sunt subțiri, îngrijite și puternice. Singurul dezavantaj este că echipamentul este destul de scump, astfel încât utilizarea în masă a unor astfel de instalații nu este încă posibilă.
Esența acestei metode este utilizarea unui fascicul laser ca sursă de încălzire. O astfel de sudare se distinge prin viteză mare, concentrație mare de energie la joncțiune. Efectul termic asupra zonei, care se află în imediata apropiere a cusăturii, este nesemnificativ. Prin urmare, riscul de fisurare la cald sau la rece este minim. Cusătura rezultată se distinge prin rezistența sa, nu există porozitate. De asemenea, este posibil să se livreze gaz de protecție la joncțiunea elementelor de aliere. Deoarece nu există electrozi de sudură, compușii străini nu intră în cusătură. Sudarea cu laser poate fi folosită chiar și pentru bijuterii, deoarece toate cusăturile sunt subțiri, îngrijite și puternice. Singurul dezavantaj este că echipamentul este destul de scump, astfel încât utilizarea în masă a unor astfel de instalații nu este încă posibilă.
Conform clasificării acceptate, oțelurile inoxidabile sunt clasificate ca oțeluri rezistente la coroziune înalt aliate. Principalul element de aliere din ele este cromul (Cr), al cărui conținut variază de la 12 la 20%. In plus, otelurile inoxidabile contin elementele necesare pentru a le conferi anumite fizice si proprietăți mecaniceși crește rezistența la coroziune: nichel (Ni), molibden (Mo), mangan (Mn), titan (Ti) și altele.
Datorită calităților lor anticorozive și de rezistență, oțelurile inoxidabile sunt utilizate pe scară largă în industrie și viața de zi cu zi. Produse din oțel inoxidabil pot fi găsite peste tot - de la atelierele gigantice de producție chimică până la bucătăria din fiecare apartament.
Sudabilitatea oțelului inoxidabil
Sudabilitatea oțelurilor inoxidabile este afectată de o serie de proprietăți pe care le posedă:- Conductivitatea termică a scăzut de 1,5-2 ori în comparație cu oțelurile cu conținut scăzut de carbon, determinând concentrarea căldurii și o creștere a pătrunderii metalului în zona de sudare. Această proprietate dictează necesitatea reducerii puterii curentului la sudarea oțelului inoxidabil cu 15-20% în comparație cu curentul pentru oțelurile obișnuite.
- Coeficientul mare de dilatare liniară și contracția semnificativă a turnării care rezultă măresc deformarea metalului în timpul și după sudare. În absența unui spațiu suficient între piesele sudate cu grosimi semnificative, acest lucru poate duce chiar la fisuri.
- Rezistența electrică ridicată duce la încălzirea puternică a electrodului din oțel înalt aliat. Pentru a reduce efectul negativ, electrozii cu tije de crom-nichel sunt produși cu o lungime de cel mult 350 mm.
- O calitate foarte importantă este tendința oțelurilor cu conținut ridicat de crom de a-și pierde proprietățile anticorozive în condiții termice necorespunzătoare. Acest fenomen se numește coroziune intergranulară. Natura sa fizico-chimică este că, atunci când sunt încălzite peste 500°C, se formează carburi de crom și fier de-a lungul granițelor, care devin centre de fisurare prin coroziune și coroziune. Acest fenomen este combatet prin diverse metode, dintre care una este răcirea rapidă a locului de sudare (prin orice metodă, până la udare) pentru a reduce gradul de pierdere a rezistenței la coroziune. Metoda de răcire cu apă este potrivită numai pentru anumite oțeluri - clasa austenitică crom-nichel.
Metode de sudare a oțelului inoxidabil
Oțelurile inoxidabile pot fi sudate într-o varietate de moduri, dar trei sunt utilizate în mod obișnuit:- sudare cu electrozi acoperiți (mod MMA);
- sudare cu un electrod de wolfram într-un mediu cu argon (mod DC / AC TIG);
- sudare semiautomată cu argon cu sârmă inoxidabilă (mod MIG).
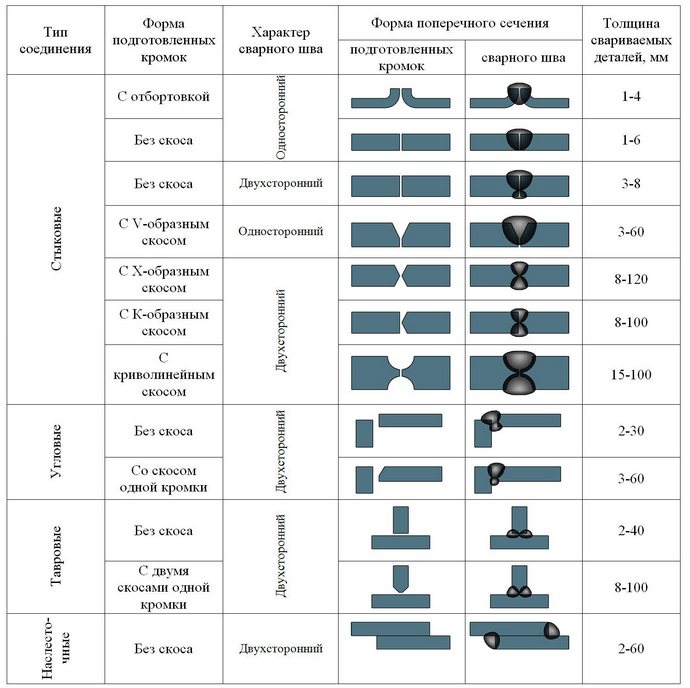
Pregătirea metalului pentru sudare
Pregătirea marginilor pieselor din oțel inoxidabil este practic aceeași cu pregătirea pieselor din oțeluri cu conținut scăzut de carbon, cu excepția, poate, pentru o nuanță - îmbinare sudata trebuie să aibă un spațiu (în limite rezonabile) pentru a permite contracția liberă a cusăturii.Înainte de sudare, suprafețele marginilor sunt curățate până la strălucire cu o perie de oțel și spălate cu un solvent (de exemplu, acetonă, benzină de aviație). Acest lucru se face pentru a îndepărta grăsimea, care poate provoca pori în cusătură și poate reduce stabilitatea arcului.
Sudare manuală cu electrozi acoperiți (mod MMA)
Sudarea oțelului inoxidabil cu electrozi acoperiți fără probleme oferă o calitate acceptabilă a cusăturii, așa că dacă nu există cerințe speciale pentru îmbinarea sudate, nu există niciun motiv să căutați o altă metodă de sudare.GOST 10052-75 „Electrozi metalici acoperiți pentru sudarea manuală cu arc a oțelurilor înalt aliate cu proprietăți speciale” conține tipuri de electrozi potriviti pentru oțelurile inoxidabile cu o anumită compoziție. Aceștia sunt, în special, electrozii OZL-8, TsL-11, NIAT-1, UONI-13 / NZh 12X13 etc. Dacă este cunoscută marca de oțel inoxidabil care se sudează, puteți, prin referire la GOST, să selectați tip de electrod de compoziție optimă. Trebuie aleși acei electrozi care oferă principalele caracteristici operaționale ale îmbinărilor sudate - proprietăți mecanice, rezistență la coroziune și, dacă este necesar, rezistență la căldură.
Sudarea se face de obicei cu curent continuu. polaritate inversă. Este necesar să se străduiască o pătrundere mai mică a cusăturii, să se sudeze, dacă este posibil, cu electrozi de diametru mic cu energie termică minimă. După cum sa menționat mai sus, puterea curentă la sudarea oțelului inoxidabil este cu 15-20% mai mică decât a oțelului obișnuit.
Datorită conductibilității termice scăzute și rezistenței electrice ridicate a electrozilor, utilizarea curenților mari poate duce la supraîncălzirea acoperirii acestora și chiar la căderea pieselor individuale. Din același motiv (conductivitate termică scăzută și rezistență ridicată), electrozii de sudare din oțel inoxidabil au o viteză de topire mai mare decât cei convenționali din oțel. Când începeți să sudați oțel inoxidabil pentru prima dată, trebuie să fiți pregătit pentru aceasta.
Pentru a păstra proprietățile de coroziune ale cusăturii, este necesar să se asigure răcirea accelerată a acesteia, folosind garnituri de cupru sau suflare de aer pentru aceasta. Dacă oțelul de sudat aparține oțelului austenitic crom-nichel, se poate folosi apă pentru răcire.
Sudarea cu un electrod de wolfram într-un mediu cu argon (mod AC / DC TIG)
Sudarea TIG a oțelului inoxidabil este utilizată în cazurile în care metalul de sudat este foarte subțire sau se impun cerințe de înaltă calitate îmbinării sudate. Conductele din inox utilizate pentru transportul gazelor sau lichidelor sub presiune sunt cel mai bine sudate cu un electrod de wolfram într-un gaz inert. Sudarea se realizează cu curent alternativ sau continuu de polaritate directă în argon. Ca umplutură, este de dorit să se folosească un fir cu un grad de aliere mai mare decât metalul de bază.
Sudarea trebuie efectuată fără mișcări oscilatorii ale electrodului, în caz contrar, protecția zonei de sudare poate fi încălcată, ceea ce va duce la oxidarea metalului de sudură. Partea inversă a cusăturii este protejată de aer prin suflarea de argon (oțelul inoxidabil nu este la fel de important pentru protejarea reversului ca titanul).
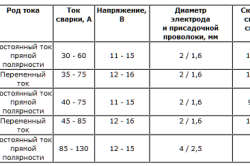
Tabelul de mai jos prezintă exemple de moduri. sudura manualaîn argon cu un electrod de wolfram din oțel austenitic inoxidabil și termorezistent.
| Grosimea tablelor sudate, mm | Tip de curent | Curent de sudare, A | Tensiune, V | Diametrul electrodului și al firului de umplere, mm | Viteza de sudare, cm/min | Consum de argon, l/min |
| 1,0 | 30-60 | 11-15 | 2/1,6 | 12/28 | 2,5-3,0 | |
| 1,0 | Curent alternativ | 35-75 | 12-16 | 2/1,6 | 15/33 | 2,5-3,0 |
| 1,5 | polaritate dreaptă curent continuu | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Curent alternativ | 45-85 | 12-16 | 2/1,6 | 14-13 | 2,5-3,0 |
| 4,0 | polaritate dreaptă curent continuu | 85-130 | 12-15 | 4/2,5 | - | 10,0 |
Este necesar să încercați să excludeți pătrunderea tungstenului în bazinul de sudură. Prin urmare, este recomandabil să folosiți aprinderea fără contact a arcului sau să aprindeți arcul pe o placă de carbon sau grafit, apoi transferându-l pe metalul de bază.
Pentru austenite, pentru a reduce epuizarea cromului în secțiunile exterioare, se recomandă răcirea sudurii cu apă.
Pentru a reduce consumul electrodului de wolfram, după sudare, este indicat să nu opriți imediat gaz de protecție, făcând acest lucru după un timp (10-15 sec.). Acest lucru elimină oxidarea intensă a electrodului încălzit și prelungește durata de viață a acestuia.
Sudare semi-automată cu argon (mod MIG)
Sudarea oțelului inoxidabil cu dispozitive semiautomate într-un mediu cu argon asigură o productivitate ridicată și o bună calitate a cusăturii. Sudare sârmă inoxidabilă produs în conformitate cu GOST 2246-70, care prevede 41 de grade de oțel, în special SV-04Kh19N9, SV-06Kh19N9T, SV-05Kh19N9F3S2 etc. Prezența nichelului în sârmă îmbunătățește sudarea.Când utilizați conținutul acestui site, trebuie să puneți link-uri active către acest site, vizibile utilizatorilor și roboților de căutare.
Oțelul inoxidabil crom-nichel poate fi găsit în gospodăria unui meșter de acasă. Din păcate, uneori trebuie să reparați ceea ce trebuie sau să faceți unul nou din oțel inoxidabil.
Cum se sudează oțelul inoxidabil cu un invertor? Nuanțele tehnologiei sunt acoperite în articol.
În Europa, America și Rusia s-au răspândit 4 mărci. LA tari diferite, otelurile au un marcaj distinctiv. În tabel veți găsi corespondența mărcilor pe țară.
Sudarea oțelului inoxidabil la domiciliu se realizează numai după decuparea și tăierea marginilor, dacă este necesar.
Blankurile sunt curățate cu o perie specială. Tăierea teșiturilor este selectată din tipul de îmbinare și grosimea produselor metalice sudate.
Aliajele de nichel-crom sunt din plastic, nu trebuie încălzite în timpul sudării și sudează bine. Dar, au o caracteristică atunci când sunt conectate, sub forma:
- coroziunea intergranulară;
- fisuri fierbinți în îmbinări.
Cum să gătești oțel inoxidabil cu un invertor
Când sudați acasă, trebuie să urmați o serie de reguli:
- nu încălziți piesa de prelucrat și cusătura peste 150 de grade;
- efectuați conexiunea la curenți mici la viteză mare, fără mișcări oscilatorii într-un arc scurt;
- pentru îndepărtarea căldurii, așezați plăci de cupru sub piesele de prelucrat;
- sudați metale groase cu o canelură cu o conexiune cu mai multe treceri.
După sudare, cusătura este curățată cu o perie și tratată cu o pastă specială cu proprietăți anticorozive.
Cum se sudează oțelul inoxidabil cu un invertor? Electrozii sunt străpunși în cuptor conform instrucțiunilor de pe ambalaj. Metalul de până la 3 mm grosime este îmbinat fără tăiere. Piesele sunt așezate cu un spațiu de 1-2 mm între ele pe o placă de cupru pentru îndepărtarea căldurii, curățată cu grijă cu o perie.

Pe aparat invertor pentru electrozii cu diametrul de 3 mm, setați curentul la 80 A și începeți încet procesul de sudare.

Pentru realizarea conexiunii fără defecte, sudarea se realizează cu un arc scurt fără mișcări oscilatorii transversale. După ce zgura este îndepărtată și cusătura este curățată, pasta de decapare este aplicată pe zona de penetrare timp de 20-30 de minute pentru a restabili proprietățile corozive ale metalului. După ce a trecut timpul, pasta rămasă se spală cu apă curentă.
Video: cum se folosește pasta de decapare.
P.S. Sudarea cu invertor din oțel inoxidabil pentru începători este plină de nuanțe. Este dificil pentru un începător să facă față din prima oară aliajelor de crom-nichel. Ai nevoie de o abilitate, nu te poți descurca fără încercări și erori.
Oțelul inoxidabil cu pereți groși este mai ușor de manevrat decât cel cu pereți subțiri. Pentru metalele subțiri, se selectează un curent de sudare mai mic și diametrul corect al electrodului. Antrenează mâna solidă a sudorului și obișnuiește-te.
Video: taierea si sudarea tevilor cu un electrod de 2 mm.
Este posibil să gătiți oțel inoxidabil cu un invertor Resanta
Feedback de la unchiul Vasya:
Am sudat o sobă într-o baie cu propriile mele mâini. Grosimea metalului 2 si 7 mm. A lucrat cu electrozi TsL 11, cu diametrul de 3 mm. Curentul a fost setat la 80-90 A. Invertorul a funcționat bine. Am încercat cu electrozi de 2 mm, când s-a terminat triplul, nu mi-a plăcut. Deuce arde repede, numai bun pentru metal subțire sau prinderi.
Serghei, amator:
Am gătit metal cu grosimea de 4 mm cu Resanta, electrozi TsL 11. Este frumos de greu să sudezi oțel inoxidabil, dar poți, trebuie să te obișnuiești cu topirea și fluiditatea aliajelor crom-nichel.
P.S. Încercați diferite mărci de electrozi, jucați-vă cu setările curent de sudare, răsfățați-vă cu polaritatea invertorului și oțel inoxidabil vă va supune. Noroc!
- Caracteristici ale sudării oțelului inoxidabil
- Sudarea cu electrozi acoperiți
- Sudarea otelului inoxidabil cu electrozi de wolfram
- Prevenirea defectelor
Înainte de a începe procedura de sudare a oțelului inoxidabil, trebuie să studiați totul caracteristici posibile o astfel de sudare. - nu este cea mai ușoară sarcină, a cărei complexitate depinde de multe nuanțe.
Una dintre cele mai importante este sudarea bună, cu alte cuvinte, capacitatea primară a metalului de a crea o îmbinare sudată.
Caracteristicile principale care pot afecta în mod necesar calitatea sudurii:

- Expansiune liniară și contracție la turnătorie. Dacă contracția este mare, atunci există șansa unei posibile deformari a metalului în timpul lucrului cu electrozi de sudare si apoi creste. Iar dacă piesele care trebuie sudate sunt suficient de largi și nu există un spațiu între ele, atunci crește posibilitatea apariției fisurilor mari.
- Conductivitatea termică - în oțel inoxidabil este aproape înjumătățită față de alte metale, prin urmare, la sudare, este necesar să se reducă puterea curentului cu 15-20%.
- Rezistenta electrica este destul de mare, deci sudare electrozi convenționali imposibil din cauza încălzirii excesive a acestora. Prin urmare, ei fac electrozi speciali pe baza de tije de crom-nichel, lungime nu mai mare de 3,5 cm pentru sudarea otelului inoxidabil.
- Coroziune intergranulară - oțelul inoxidabil are capacitatea de a-și pierde proprietățile anticorozive dacă regimul termic de sudare este incorect sau este selectat un aparat greșit. Esența acestui proces este că, atunci când temperatura atinge mai mult de 500 de grade Celsius, pe metal apare crom și carbură de fier de-a lungul marginii, ceea ce duce la coroziunea metalului. Cu toate acestea, există metode pentru a combate acest lucru, cum ar fi răcirea rapidă într-o varietate de moduri.
Caracteristici ale sudării oțelului inoxidabil

Pentru a suda corect și precis oţel inoxidabil, este necesar să se țină cont și de faptul că unele proprietăți fizice diferit de oțelul obișnuit:
- rezistivitate electrică - de 6 ori mai mare;
- punctul de topire - mai mic cu 100 de grade Celsius;
- conductivitate termică - mai puțin cu 2/3;
- dilatarea termică este la jumătate mai mare.
Există metode complet diferite de sudare a oțelului cu propriile mâini. De exemplu, sudare cu arc folosind electrozi speciali de wolfram, conduși într-un mediu inert, se utilizează dacă grosimea metalului depășește 1,5 mm. Dacă trebuie să sudați oțel sau țevi subțiri, atunci cel mai bine este să recurgeți la sudarea cu electrozi consumabili într-o atmosferă de gaz inert.
Sudarea în impulsuri cu arc ar trebui să fie aplicabilă numai tablelor de oțel cu o grosime de 0,8 mm. Cu un arc scurt folosind electrozi consumabili, merită sudarea oțelului cu o grosime de 0,8 până la 3,0 mm și prin transfer cu jet de metal - oțel cu o grosime de tablă mai mare de 3,0 mm.
Dacă luăm în considerare sudare cu plasmă, atunci putem concluziona că este potrivit pentru o variație foarte mare de grosime și, prin urmare, este folosit mult mai des. Sudarea cu arc scufundat este utilizată pentru grosimea metalului care depășește 10 mm. Dar cele mai populare metode de sudare sunt sudarea cu electrozi acoperiți, electrozi de wolfram în argon și semi-automat. sudare cu argon sârmă inoxidabilă.
Înapoi la index
Sudarea cu electrozi acoperiți
Dacă nu contează pentru tine cu ce electrozi să sudezi și nu ai cerințe speciale îmbinare de sudare, atunci cea mai acceptabilă metodă ar fi sudarea cu electrozi acoperiți (aceștia includ electrozii OZL-8, NIAT-1, TsL-11). Dintre toți electrozii, cel mai bine este să-i alegeți pe cei care vor oferi rezistență la coroziune, rezistență la căldură și proprietăți mecanice bune după sudare.
Sudarea trebuie făcută la DC cu polaritate inversă obligatorie. Este necesar să se asigure că cusătura este topită la minimum, deoarece la sudarea oțelului inoxidabil, electrozii folosiți au un diametru mic și necesită un minim de energie termică. Rezistența curentă în procesul de sudare a oțelului inoxidabil trebuie să fie strict ajustată la 15-20% mai mică decât la sudarea metalului obișnuit. La curent mare, din cauza conductibilității termice scăzute și a rezistenței mari a electrozilor acoperiți, pot apărea supraîncălziri semnificative și chiar desprinderea pieselor. Din această cauză, astfel de electrozi au o viteză mare de topire, așa că dacă îi folosiți pentru prima dată, atunci la început poate fi neobișnuit.
Pentru a menține performanța la coroziune cusătură de sudură este necesar să se dispună răcirea accelerată în timpul sudării. Pentru a face acest lucru, puteți folosi garnituri de cupru sau o suflare de aer. Dacă oțelul este crom-nichel, îl puteți răci cu apă.
Înapoi la index
Sudarea oțelului inoxidabil cu electrozi de wolfram
Sudarea cu electrozi de wolfram în atmosferă inertă este potrivită atunci când metalul de sudat este foarte subțire sau când cerințele de calitate a îmbinării sudate sunt foarte mari. De exemplu, dacă trebuie să sudați țevi care ulterior vor fi folosite pentru a transporta gaze sau lichide sub presiune ridicata, această metodă de sudare este ideală. Procedura se desfășoară într-un mediu cu argon, curentul poate fi atât constant, cât și variabil, dar de polaritate directă. În rolul unei substanțe de umplutură, se recomandă să se ia un fir cu un nivel de aliere mai mare decât cel al metalului. În timpul lucrului, trebuie evitate mișcările oscilatorii cu electrozi pentru a evita deteriorarea protecției zonei de gătit, ceea ce poate duce la oxidarea cusăturii și la creșterea costului procesului în sine.
Pe reversul aerului, cusătura trebuie protejată prin suflare cu argon, dar totuși oțelul inoxidabil nu este foarte critic pentru o astfel de protecție, dar chiar și cea mai mică posibilitate ca particulele de wolfram să intre în bazinul de sudură trebuie eliminată în orice caz. În acest caz, aprinderea fără contact a arcului de sudură va ajuta; puteți utiliza și o placă de carbon sau grafit în același scop.
După terminarea lucrărilor, pentru a nu consuma excesiv electrodul de tungsten, gazul nu trebuie oprit imediat, ci după un timp (de obicei 10-15 secunde). Acest lucru ajută la evitarea oxidării puternice a electrozilor încălziți, ceea ce le crește durata de viață.
Oțelul inoxidabil, conform clasificării, aparține oțelurilor înalt aliate rezistente la coroziune. Componenta principală de aliere din ele este cromul. Pe lângă acesta, există și alte elemente în compoziția chimică a oțelului inoxidabil care pot afecta și caracteristicile fizice și mecanice ale acestuia. Cel mai adesea este nichel, mangan, molibden și titan. Datorită rezistenței bune și rezistenței la coroziune a acestor aliaje, sudarea oțelului inoxidabil este utilizată pe scară largă la fabricarea articolelor de uz casnic și a echipamentelor industriale.
Sudabilitatea oțelurilor inoxidabile este influențată de multe dintre proprietățile sale. Deci, conductibilitatea termică redusă datorită căldurii concentrate mărește gradul de penetrare a metalului care se sudează. Coeficienții mari de dilatare liniară au un efect asupra contracției de turnare, care crește semnificativ deformarea materialului în timpul și după sudarea oțelului inoxidabil cu un invertor. În acest caz, se pot forma crăpături atunci când nu există goluri adecvate între piesele groase care trebuie îmbinate.
Cu o rezistență electrică crescută, electrozii de oțel se încălzesc intens, iar cei care conțin o tijă de crom-nichel nu trebuie să fie mai lungi de 35 cm pentru a evita un efect negativ.De asemenea, trebuie luată în considerare tendința de pierdere a oțelurilor inoxidabile cu conținut ridicat de crom. rezistenţa lor anticorozivă dacă tratamentul termic nu este adecvat. Pentru a evita acest lucru, se utilizează răcirea rapidă a locului de sudare a oțelului inoxidabil cu un electrod pentru a obține o pierdere mai mică a rezistenței la coroziune. Alegerea metodei de răcire depinde de tipurile de oțeluri.
Sudarea oțelului inoxidabil semi-automat
Dintre diferitele metode de sudare a oțelurilor inoxidabile, trei sunt cele mai frecvent utilizate. Aceasta este sudarea semi-automată a oțelului inoxidabil folosind același fir de electrod, o metodă de sudare cu electrozi acoperiți, precum și sudarea cu un electrod de tungsten într-un mediu de protecție cu argon.
Alegerea metodei și modurilor de sudare pentru fiecare caz specific ia în considerare gradul, proprietățile mecanice și calitățile de coroziune ale oțelului. Mai mult, trebuie luată în considerare tendința de fisurare, atât a metalului de bază, cât și a celui utilizat pentru sudare, deoarece în timpul încălzirii suferă modificări structurale care afectează formarea îmbinării. Aceste transformări nu se efectuează numai în timpul topirii la sudarea oțelului inoxidabil cu metal feros, ci continuă și în timpul răcirii și solidificării metalului de sudură. Alegerea regimurilor de tratament termic ar trebui să asigure rezistența la coroziune necesară de la îmbinări.
Pentru a pregăti piesele din oțel inoxidabil pentru sudură, marginile acestora sunt tratate aproape în același mod ca produsele fabricate din oțeluri cu conținut scăzut de carbon. Există o singură diferență: golurile cap la cap din articulații ar trebui să contribuie la o bună contracție a articulațiilor produse. Zonele marginilor de sudat se curata calitativ cu perii metalice, urmata de spalarea acestora cu acetona sau compozitie de benzina. Acest lucru va ajuta la eliminarea grăsimii care poate promova formarea porilor în cusături și poate afecta durabilitatea arcului.
Sudarea oțelului inoxidabil cu ajutorul electrozilor
Tehnologia de sudare a oțelului inoxidabil folosind electrozi acoperiți manual ajută la obținerea sudurilor de calitate corespunzătoare. Atunci când formarea unei îmbinări sudate nu necesită condiții speciale, atunci această metodă este cea mai optimă pentru sudarea oțelurilor inoxidabile. Luând în considerare gradul de oțel conform GOST, alegeți tipul de electrozi cu cei mai optimi compoziție chimică. Electrodul selectat trebuie să corespundă principalelor indicatori de performanță ai structurii de sudat în ceea ce privește caracteristicile mecanice, rezistența la coroziune și, în unele cazuri, rezistența la căldură.
Cel mai adesea, sudarea oțelului inoxidabil cu gaz se realizează folosind curenți continui la polaritate inversă. Dacă este posibil, trebuie folosiți electrozi de cel mai mic diametru, cu o energie termică minimă, pentru a reduce gradul de penetrare a cusăturii. În plus, rezistența curenților de sudare pentru lucrul cu oțeluri inoxidabile ar trebui să fie cu un ordin de mărime mai mic decât pentru oțelurile obișnuite. Acest lucru se datorează faptului că, datorită acțiunii unui curent mai mare, un oțel inoxidabil cu conductivitate termică scăzută, cu o rezistență electrică mare a electrozilor, se poate supraîncălzi și chiar se poate rupe în bucăți separate. Aceleași motive explică rata de penetrare mai mare a electrozilor din acest aliaj, în contrast cu cei tradiționali din oțel.

Pentru a menține proprietățile anticorozive ale îmbinărilor, acestea trebuie răcite rapid. Când se realizează, se folosește suflarea cu aer atmosferic sau garnituri speciale de cupru. Sudarea oțelurilor inoxidabile din clasa austenitică, legată de crom-nichel, necesită utilizarea apei în acest scop, ceea ce va evita epuizarea cromului în zonele exterioare ale îmbinării.
Sudarea cu argon a oțelului inoxidabil
Sudarea oțelului inoxidabil cu argon folosind electrozi de tungsten ar trebui utilizată pentru cazurile în care sunt impuse cerințe ridicate privind fiabilitatea îmbinărilor sudate. Această metodă este de asemenea relevantă pentru foile deosebit de subțiri de oțel inoxidabil care urmează să fie sudate. Procesul se desfășoară într-un mediu de argon la curenți de polaritate directă, constant sau variabil. Sub formă de material de umplutură, este necesar să se utilizeze fire pentru sudarea oțelului inoxidabil, care au un nivel de aliere mai mare decât cel al aliajului de bază.

Tehnica de sudare nu trebuie să permită electrodului să facă mișcări oscilatorii. Din cauza acestora, protecția zonei de sudură poate fi distrusă, în urma căreia topitura metalului de sudură va suferi oxidare. De asemenea, merită să protejați partea inversă a cusăturii de expunerea la aer, deși oțelul inoxidabil nu are nevoie de el la fel de mult ca, de exemplu, titanul. Asigurați această protecție prin suflarea cu argon.

Cel mai adesea, electrozii de wolfram sunt utilizați la sudarea țevilor din oțel inoxidabil necesare pentru transportul compozițiilor lichide sub presiune sau gaze. Se fierb si ele medii protectoare gaze inerte. Pentru a evita pătrunderea particulelor de wolfram în topitura bazinului de sudură, aprinderea arcului este utilizată fără contact direct. De asemenea, este posibil să aprindeți un arc pe suprafața unei plăci de cărbune sau grafit și apoi să transferați flacăra acestuia pe suprafața principală a metalului. Pentru a reduce consumul de electrozi de wolfram după lucrari de sudare alimentarea cu gaz inert nu este oprită imediat. Este recomandabil să faceți acest lucru după câteva secunde, când se încheie oxidarea activă a electrodului încălzit. Astfel, timpul de funcționare a acestuia este prelungit.

Aplicație sudare cu argon oțelul inoxidabil semi-automat este capabil să ofere performanțe ridicate cu caracteristici bune ale cusăturilor. Și utilizarea de fire de electrozi cu un conținut de nichel îmbunătățește sudarea.
La finalizarea procesului de sudare, cusătura rezultată trebuie supusă unei prelucrări ulterioare. Pentru a crește rezistența la coroziune, un strat poros de oxizi este îndepărtat de pe suprafața sa prin tratament termic sau gravare. Prima metodă permite, sub acțiunea temperaturilor de peste 100 ºС, să uniformizeze diferențele de proprietăți fizico-chimice ale metalelor de umplutură. Iar metoda de gravare, care este mai eficientă decât tratamentul termic, presupune scufundarea îmbinării sudate într-o baie cu o compoziție specială sau aplicarea unei paste speciale pe suprafața acesteia. Pentru a asigura o rezistență maximă la coroziune, cusăturile sunt șlefuite și lustruite.



