أنواع اللحامات حسب درجة التحدب. بعقب اللحام المشترك
تسمح لك أي طريقة لحام ، سواء كانت غازية أو قوسًا كهربائيًا أو باردًا أو تلامسًا ، إلخ ، بالحصول على وصلات ملحومة من نوع معين.
لاحظ أن مفهوم الوصلة الملحومة نفسها تعني قسمًا من منتج معدني تم توصيله بأي طريقة لحام. العناصر المكونة لأي وصلة ملحومة هي التماس الفعلي الذي تم الحصول عليه نتيجة اللحام ، منطقة المنتج المعدني المجاورة لها والتي خضعت لتغيير في الهيكل أثناء اللحام ، وتسمى أيضًا المنطقة المتأثرة بالحرارة ، مثل وكذلك أجزاء من المنتج موجودة بالفعل بالقرب من هذه المنطقة.
بعد ذلك ، وفي مراحل أخرى ، تحدث الزيادة في قطر الأقطاب بشكل مستمر. بعد ذلك وفي مراحل أخرى ، تصبح الزيادة في قطر الأقطاب الكهربائية أصغر وأكثر اتساقًا. بشكل عام ، في كل حالة ، في كل خطوة ، مع زيادة قطر الأقطاب الكهربائية ، يحدث انخفاض في قطر العدسة حتى يختفي تكوين العدسة. كما هو متوقع ، تحدث الزيادة في التيار إلى الإزاحة مرة أخرى ، فهناك زيادة كبيرة في قطر العدسة بالنسبة للقطر النهائي للمرحلة السابقة.
في هذا الشكل ، تم تجميع عدد نقاط المراحل السابقة لكل مرحلة. بالنسبة لمجالات قابلية اللحام الديناميكي في النطاقات والظروف المدروسة ، زيادة في الحد الأقصى تيار اللحامويمكن تمثيل الحد الأدنى من تيار اللحام بخط مستقيم. يسمح إنشاء معادلات هذه الخطوط بتعديل بسيط وفعال لآلة لحام البقعة ، والتي يمكن أن تزيد بشكل كبير من عمر خدمة الأقطاب الكهربائية. بمجرد وضع هذه المعادلات في مكانها الصحيح ، يمكن استخدام خطوات التصحيح الحالية عندما تتآكل الأقطاب الكهربائية.
حتى الآن ، يتم تمييز عدة أنواع من الوصلات الملحومة ، من بينها الوصلة التي تهمنا. وصلة ملحومة.
أنواع مختلفة من الوصلات الملحومة.
بادئ ذي بدء ، نشير إلى أنه من الضروري التمييز بين مفاهيم اللحام والمفصل الملحوم. كما أشرنا أعلاه ، فإن التماس ليس سوى جزء من الاتصال. هو جزء من المعدن خضع للبلورة بعد اللحام.
في حالات اللحام في فواصل المواد بنفس نوع الطلاء ، يكون للقطبين العلوي والسفلي نفس السلوك وسرعة أقطارهما في جميع المراحل. يود المؤلفون أن يشكروا Usiminas لتوفير المواد وإجراء الاختبارات.
تأثير طلاء الزنك على اللحام الموضعي لألواح الصلب المجلفن المدرفلة على الساخن. دراسة تكوين كتلة صلبة في لحام البقعةصفائح من الفولاذ المجلفن. تأثير نوع الطلاء على عمر خدمة الأقطاب الكهربائية عند اللحام للنقاط. تقييم تآكل الإلكترود أثناء اللحام وفقًا لمقاومة الألواح المجلفنة.
لماذا من المهم فصل هذه المفاهيم؟ الحقيقة هي أن التماس هو جزء متصل من أجزاء المنتج المعدني ، وله شكل هندسي معين ، وخصائصه الخاصة في القوة والاستمرارية ، إلخ. بينما يتم تحديد خصائص الوصلة الملحومة بناءً على خصائص اللحام والمنطقة المجاورة.
يتم تصنيف الوصلات الملحومة اعتمادًا على شكل اقتران الأجزاء المعدنية. لذلك ، الأنواع التالية شائعة الاستخدام:
مقارنة بين المقاومة للمقاومة التلقائية للصفائح الفولاذية المدلفنة على الساخن والفولاذ المجلفن بالكهرباء. معدات عالية الأداء لمختلف التطبيقات. مولد اللحام المداري عبارة عن مجموعة متكاملة من الوحدات الفرعية ، لكل منها وظيفة معينة، يسمى.
المتلاعبون والأجهزة الطرفية
امدادات الطاقة ل اللحام الآليأو الثاني ، في حالة وجود سلك ساخن ، لتسخين السلك مسبقًا. مصادر اللحام الحالية هي بشكل أساسي من أحدث جيل من أنواع العاكس. 
وحدة التحكم الخاصة بنا مسؤولة عن مزامنة التجميع لضمان إمكانية إعادة الإنتاج وإمكانية تتبع عملية اللحام الأوتوماتيكي.
- مفصل ملحوم بعقب
- نقطة الإنطلاق.
- الزاوي.
- نهاية؛
- تداخل.

لاحظ أن اللحامات مختلفة أيضًا. اللحامات حسب شكل المقطع (عرضي) تنقسم إلى بعقب وشرائح ، وبحسب الشكل الطولي - مستمر ومتقطع. لاحظ أن اللحامات بعقبعادة ما يتم ملاحظته في مفاصل المؤخرة. لكن من خلال قطع شرائح اللحمهتلقي أنواع أخرى من الاتصالات.
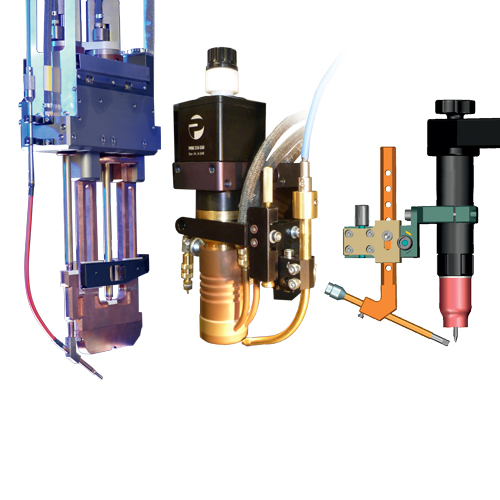
مشاعل ورماح ومكونات وفيديو

ضروري لتنفيذ قراراتنا. تم تطوير مجموعة واسعة من المكونات الكهربائية والميكانيكية لتلبية الاحتياجات الخاصة للحام الآلي. يمكن ربط هذه المكونات المعيارية بأي معالج وتشكيل نظام متكامل مع وحدة التحكم الرقمية الخاصة بنا ، والتي تضمن لك عملية لحام تلقائية قابلة للتكرار والتتبع.
ميزات وأنواع مفاصل المؤخرة.
السمة المميزة الرئيسية للمفصل الملحوم هي موقع الأجزاء المعدنية في الفضاء. عند اللحام التناكبي ، تكون أجزاء المنتج المعدني على نفس السطح أو السطح. يتم إجراء اللحام نفسه في النهايات المجاورة لبعضها البعض.
في طليعة الأتمتة لأكثر من 50 عامًا
سمحت لنا هذه العملية المطولة بتصميم وتطوير مجموعة من "الأدوات العامة والمعيارية". لكل تطبيق ، تحدد عملية اللحام وخصائص الوصلات طبيعة الأداة للحصول على أفضل النتائج. كل صناعة تلبي معايير التأهيل المختلفة. يفضل البعض سرعة الإنتاج والتتبع الكامل لمعلمات اللحام الأوتوماتيكي وتكامل البيانات من خلال شبكة التحكم الخاصة بهم. كقاعدة عامة ، يحدث هذا عند تجميع الأجزاء في سلاسل صغيرة ومتوسطة ذات قيمة مضافة عالية.
يمكن أيضا أن تكون مفاصل بعقب أنواع مختلفة، والتي يتم تحديدها من خلال شكل الحواف الملحومة. نعم إنهم هم:
- مباشرة ، أي الحواف التي يمكن لحامها لا تحتوي على حواف ؛
- على شكل حرف V - حواف ذات حواف متقابلة ؛
- على شكل X - شطبة الحواف مصنوعة على شكل الحرف X ؛
- منحني الخطوط - تحتوي الحواف على حواف تشبه عند دمجها الحرف اللاتيني U.

تتطلب التطبيقات الأخرى ، مثل اللحام "الناعم" بسماكة عالية ، موثوقية معدات لا تشوبها شائبة وتحكمًا مطلقًا في عملية اللحام في ظل ظروف بيئية قاسية. أدنى عيب في المنتجات الفريدة والمكلفة يمكن أن يكون له عواقب وخيمة.
الاستشارات والهندسة وتصنيع المعدات وتطوير إجراءات اللحام الآلي والخدمات الأخرى ذات الصلة مثل تدريب المشغلين. تدريب الموظفين في الموقع. برنامج عملي وقابل للتخصيص مع خيارات تناسب احتياجاتك.
يحدد استخدام أنواع مختلفة من الحواف المائلة نوعين آخرين من مفاصل المؤخرة. بناءً على موقع التماس هناك:
- اتصالات من جانب واحد (يتم إجراء التماس فقط على جانب واحد من الأجزاء المراد لحامها) ؛
- ثنائية (على التوالي ، يتم إجراء درزتين: أعلى وأسفل).
لاحظ أن المفاصل هي التي تستخدم لتركيب الهياكل الهامة والحرجة. هذا يرجع إلى حقيقة أن هذه المركبات لديها أعلى أداء ميكانيكي ، على عكس غيرها. من ناحية أخرى ، يرتبط استخدام هذا النوع من الوصلات الملحومة بالحاجة إلى إعداد حواف المنتج المعدني بشكل إضافي.
تعمل أختام اللحام عن طريق صهر المعادن ودمجها معًا ، عادةً مع إضافة معدن اللحام ، وتكون الوصلات قوية ، وعمومًا بقوة مماثلة للمعادن المُجمَّعة أو أكثر منها. يتم تطبيق التسخين المركز مباشرة على منطقة المفصل ، مما يسمح بالوصول إلى درجات حرارة عالية. من الضروري إذابة المعادن الأساسية والمعادن المساهمة.
تعمل أختام اللحام عن طريق صهر المعادن ودمجها معًا ، عادةً مع إضافة معدن اللحام ، نظرًا لأن درجة حرارة اللحام شديدة ، فلا يمكن تطبيقها بالتساوي على مساحة واسعة. عادة ما تكون المنطقة الساخنة للحام موضعية ، وهذه الطريقة لها مزاياها: على سبيل المثال ، إذا كنت تريد تجميع شريحتين صغيرتين من المعدن في نقطة واحدة ، فإن المقاومة الكهربائية آلة لحامعملي جدا.
بالإضافة إلى الأداء الميكانيكي الممتاز ، اكتسب الوصلة التناكبية شعبية نظرًا لكونها اقتصادية للغاية وذات أداء عالٍ. هذا النوع من الاتصال يؤدي إلى استهلاك أقل للمعادن ووقت أقل للعمل.
تطبيق أنواع مختلفة من مفاصل المؤخرة.
كل نوع مفصل بعقبتتميز بخصائص وميزات معينة تحدد تطبيقها.
هذه طريقة سريعة واقتصادية لإنشاء مجموعات ، مئات أو آلاف ، مقاومة لقوة التحمل. ومع ذلك ، إذا كان الاتصال خطيًا وليس محليًا ، تظهر مشاكل. تميل سخانات اللحام الموضعية إلى أن تصبح عيبًا. على سبيل المثال ، لنفترض أنك تريد مؤخرة قطعتين من المعدن - ابدأ بقرص الحواف قطع معدنيةلإفساح المجال لمعدن اللحام ، ثم اللحام ، قم بتسخين طرف واحد أولاً. من منطقة الوصل إلى درجة حرارة الانصهار ، ثم تنتشر الحرارة ببطء على طول خط التماس ، مما يؤدي إلى ترسيب حشو المعدن بالتزامن مع الحرارة.
لذلك ، عادةً ما يتم استخدام مفصل بعقب من جانب واحد ، بدون تجويف أولي للحواف ، في لحام صفائح غير سميكة من المعدن (حتى 4 ملم).
يمكن أن يكون التوصيل بدون حواف مشطوفة على الوجهين. يستخدم هذا النوع عند العمل بأجزاء لا يتجاوز سمكها 8 ملم. لاحظ أنه مع مفصل تناكبي بدون حواف مشطوفة ، بغض النظر عن موقع اللحامات ، يتم ترك فجوة صغيرة بالضرورة بين حواف المنتج ، والتي تتراوح من 1 إلى 2 مليمتر.
هذه عملية لحام عادية. إنه يوفر استقرارًا كبيرًا. تكون الوصلة الملحومة جيدة الصنع على الأقل بنفس قوة المعدن المُجمَّع. ولكن هناك أيضًا عيوب يجب وضعها في الاعتبار: تصنع المفاصل في درجات حرارة عالية ، ومرتفعة بما يكفي لإذابة المعادن الأساسية والحشو. درجات حرارة عاليةيمكن أن يسبب مشاكل مثل تشويه وتشوه المعادن الأساسية أو الضغوط حول منطقة اللحام. تكون هذه المخاطر ضئيلة عندما تكون المعادن التي يتم جمعها سميكة.
لكنها يمكن أن تصبح مشكلة عندما تكون المعادن الأساسية عبارة عن شفرات رفيعة. درجات الحرارة المرتفعة باهظة الثمن لأن الحرارة هي طاقة والطاقة تكلف مالاً. كلما زادت الحرارة التي تحتاج إلى جمعها ، زادت تكلفة الطباعة. الآن فكر في عملية آلية.
ينصح عمال اللحام باللجوء إلى الحواف المشطوفة في الحالات التي يكون فيها سمك الأجزاء المراد لحامها 4-25 ملم. في هذه الحالة ، يمكن استخدام اتصال أحادي الاتجاه. ويمكن أن تكون حواف الحواف على شكل حرف V أو في حالات نادرة على شكل حرف U. لاحظ أنه مهما كان شكل الحواف الذي يتم اختياره ، فمن الضروري جعلها باهتة إلى حد ما.
إذا كان سمك المنتج المعدني يزيد عن 12 ملم وتم اتخاذ قرار بإجراء اتصال ثنائي الاتجاه ، فمن الأفضل اختيار شكل X للحواف. يسمح لك هذا النوع من الحواف بتقليل كمية المعدن المطلوبة لملء الأخدود بمقدار النصف تقريبًا. مما سيؤثر بالطبع على كفاءة وإنتاجية العمل.
ماذا يحدث عندما لا تقوم ببناء واحد فقط ، بل مئات أو آلاف. يؤدي اللحام ، بطبيعته ، إلى خلق تحديات الأتمتة. نحن نعلم أن مقاومة وصلات اللحام التي تم إنشاؤها عند نقطة واحدة سهلة نسبيًا. ولكن بمجرد أن تصبح النقطة خطًا - اتصال خط - يجب سحب الخط. من الممكن أتمتة عملية التعقب هذه عن طريق التحرك على طول خط الاتصال ، على سبيل المثال عن طريق وضع محطة حرارية ومغذي تلقائي بملفات كبيرة جدًا.
ومع ذلك ، يعد هذا إعدادًا معقدًا وصارمًا ، ولا يمكن تبريره إلا عندما يكون لديك ملف الإنتاج بكثافة الإنتاج بكميات ضخمةتفاصيل متطابقة. بالطبع ، طرق اللحام تتحسن باستمرار. يمكنك اللحام بناءً على شعاع الإلكترون وتفريغ المكثف والاحتكاك وطرق أخرى ، لكن هذه العمليات المعقدة تتطلب عادةً معدات متخصصة ومكلفة ومعقدة وتستغرق وقتًا طويلاً للتثبيت ، ونادرًا ما تكون عملية لفترة أقصر دورات الإنتاج، تغييرات في تكوين التثبيت أو - باختصار - عادة من يوم لآخر.
لاحظ أنه يتم تحديد كل نوع من أنواع الوصلات وشكل الحواف وموقع اللحامات بناءً على خصائص المعدن والتصميم نفسه والنتيجة المرجوة.