الآثار الجانبية عند لحام النحاس بالقطب الكهربي. تحضير المعدن للحام. كيف يتم لحام النحاس بالأرجون - القواعد الأساسية.
يمكن غلي النحاس لحام مختلف، ولكن استخدام لهذا الغرض الغازات الواقية، خامل للنحاس ، يجعل الوصلات الملحومة أكثر موثوقية ومقاومة للتآكل. الغازات المستخدمة هي الأرجون والنيتروجين والهيليوم. هذه الغازات لا تتفاعل مع النحاس.
نظرًا لأن الهليوم غاز باهظ الثمن ، فإن الأرجون والنيتروجين هما الأكثر استخدامًا. يوصى باستخدام مزيج من هذه الغازات بنسبة 3: 1. يتم لحام النحاس بالأرجون إما بأقطاب كهربائية مستهلكة أو غير قابلة للاستهلاك (التنجستن). يفضل استخدام أقطاب التنغستن ، حيث تخرج اللحامات أنظف وأقوى.
يسمح لك هذا النوع من اللحام بالعمل حتى مع سمك طفيف للمنتج النحاسي. لا يوجد نوع آخر من اللحام قادر على توصيل منتجات بسمك 0.5 مم بشكل موثوق.
سلك حشو
بالنسبة لمنتجات اللحام النحاسية ذات السماكات المختلفة ، يتم استخدام سلك حشو مصنوع من النحاس أو سبائكه. يجب أن يتطابق تكوين المادة المضافة مع تركيبة المعدن الأساسي.
يحمي سلك الحشو موقع اللحام جزئيًا من الأكسجين. للقيام بذلك ، يتم إدخال مزيلات التأكسد المختلفة في تكوين السلك ، على سبيل المثال ، المنغنيز ، القادر على ربط الأكسجين.
يمكنك بالطبع استخدام سلك يحتوي على شوائب أرضية نادرة. هذه المادة المضافة تحيد الأكسجين تمامًا وتتم إزالتها تمامًا من التماس. لكن استخدامه مكلف للغاية.
تحضير السطح قبل اللحام بالأرجون
يتطلب لحام أجزاء النحاس باستخدام الأرجون العمل التحضيري. هذا ينطبق على حواف المنتجات الملحومة. إذا تجاوز سمك النحاس 5 مم ، فبدون  التحضير ، سيكون من الصعب جدًا تسخين سمك المعدن بالكامل. تسمى عملية تحضير الحواف القطع. علاوة على ذلك ، إذا كان سمك المعدن لا يتجاوز 12 مم ، يتم إجراء القطع من جانب واحد. مع سمك أكبر ، من الضروري القطع على الوجهين. لقص الحواف ، استخدم ملفًا أو ورق صنفرة أو مطحنة.
التحضير ، سيكون من الصعب جدًا تسخين سمك المعدن بالكامل. تسمى عملية تحضير الحواف القطع. علاوة على ذلك ، إذا كان سمك المعدن لا يتجاوز 12 مم ، يتم إجراء القطع من جانب واحد. مع سمك أكبر ، من الضروري القطع على الوجهين. لقص الحواف ، استخدم ملفًا أو ورق صنفرة أو مطحنة.
يتم القطع إلى معدن "طازج". يخضع سلك الحشو لنفس المعاملة. إذا كانت أسطح الأجزاء ملوثة ، فيجب تنظيفها بقطعة قماش مبللة بالأسيتون أو بعض المذيبات الأخرى قبل المعالجة الآلية.
إجراء أعمال اللحام
يتم إجراء اللحام بالأرجون للنحاس باستخدام أقطاب كهربائية غير قابلة للاستهلاك بالتيار المباشر والقطبية المباشرة. يتم وضع القطب في مستوى خط التماس ، مع ميل للخلف يبلغ حوالي 70 درجة. عندما يتجاوز سمك المنتجات المراد لحامها 5 مم ، يتم استخدام التسخين المسبق للمنتجات إلى درجة حرارة حوالي 300-500 درجة لتحسين جودة اللحام.
كلما زادت كتلة المنتجات ، زادت الحاجة إلى التدفئة.
ضع في اعتبارك الموصلية الحرارية العالية للنحاس. يطلق المعدن الحرارة بسرعة كبيرة ، لذلك يجب أن يكون العمل سريعًا بدرجة كافية.
إذا كان سمك الجزء أقل من 4 مم ، فيمكنك الاستغناء عن سلك حشو عن طريق شفة الجزء. إذا تم استخدام سلك حشو ، فمن المستحسن أن تكون درجة حرارة انصهاره أقل قليلاً من درجة حرارة انصهار الأجزاء المراد لحامها.
نظرًا لأن قوة النحاس وليونة تنخفض مع ارتفاع درجة الحرارة فوق 200 درجة ، يمكن أن تظهر تشققات على سطح اللحامات. لذلك ، لا ينصح بإصلاح المنتجات النحاسية بشكل صارم. أيضًا ، لا ينصح الخبراء بغلي اللحامات في تمريرين ، مما قد يؤدي إلى تدهور جودة التماس الأولي.
تنطبق هذه التعليمات على اللحام اليدوي بقوس الأرجون للنحاس.
يجب أن تسترشد التعليمات بالتصميم والتطوير العمليات التكنولوجيةوالإنتاج والتحكم والقبول عقدة ملحومة.
قد يتم تضمين الانحرافات (تشديد أو تقليل المتطلبات) عن هذه التعليمات في الوثائق التكنولوجية للمنتج بالاتفاق مع كبير التقنيين وممثل العميل.
ترد المواد والمعدات والتجهيزات والأدوات في الملحقين رقم 1 ورقم 2.
أداء الأرجون لحام القوسيجب أن يتم إنتاج النحاس بواسطة عمال لحام معتمدين بما يتوافق مع لوائح السلامة المنصوص عليها في تعليمات السلامة.
تحضير الأجزاء وأسلاك اللحام
تقلل سطح الأجزاء ، وكذلك سلك اللحام ، عن طريق المسح بقطعة قماش قطنية مبللة بالبنزين. يُسمح بإزالة الشحوم من الأجزاء وفقًا للتعليمات التكنولوجية ذات الصلة.
قم بإزالة النتوءات من حواف الأجزاء المراد لحامها بملف.
نظف بفرشاة فولاذية حتى لمعان معدني ، على كلا الجانبين بعرض 15-20 مم ، حواف الأجزاء المصنوعة من الصاج أو مختومة.
يُسمح بإجراء الحفر بدلاً من التجريد وفقًا للتعليمات التكنولوجية ذات الصلة.
اختر سلك الحشو وفقًا للتعليمات التكنولوجية ذات الصلة.
قم بتقليل سطح الأجزاء بعد المعالجة الآلية عن طريق المسح بقطعة قماش قطنية مبللة بالبنزين.
قم بتخزين الأجزاء والأسلاك بعد المعالجة في غرفة نظيفة وجافة لمدة لا تزيد عن ثلاثة أيام قبل اللحام. في حالة مرور أكثر من ثلاثة أيام قبل اللحام ، كرر عمليات إزالة الشحوم.
التجميع واللحام واللحام
تجهيز محطة لحام بقوس الأرجون للعمل باتباع متطلبات تعليمات السل.
قم بتوصيل شعلة اللحام بمصدر طاقة تيار مستمر للعمل بقطبية مستقيمة.
اضبط وضع اللحام التقريبي على الجهاز وفقًا للجدول 1.
إصلاح قطب التنغستن في الموقد بحيث لا يتجاوز نتوءه من فوهة الموقد 5-12 مم.
قم بإيقاف تشغيل إمداد الأرجون قبل 6-10 ثوانٍ من بدء اللحام وابدأ العمل.
إجراء لحام العينات التكنولوجية.
قم بإيقاف تشغيل إمداد الأرجون قبل 10-15 ثانية بعد نهاية اللحام.
التحقق من جودة اللحام للعينات التكنولوجية وفقًا لمتطلبات قسم "مراقبة جودة اللحام" وتصحيح وضع اللحام ، إذا لزم الأمر.
اضبط الوحدة المراد لحامها على سطح مكتب اللحام في وضع مناسب للحام.
قم بتطبيق التبريد على الوحدة المراد لحامها ، إذا تم توفيرها بواسطة خريطة الطريق.
امسح حواف الأجزاء بمسحة كاليكو مغموسة في مذيب.
اربط حواف الأجزاء المراد لحامها إذا تم تجميع المجموعة بفجوة تزيد عن 0.5 مم ، أو إذا تركيبات التجميع واللحاملا يوفر تثبيتًا صارمًا للأجزاء المراد لحامها بالنسبة لبعضها البعض.
قم بإجراء عملية الربط على شكل نقاط منفصلة ، بدءًا من مناطق أفضل اقتران لحواف الأجزاء المراد لحامها. استخدم مادة الحشو حسب الحاجة.
قم بعمل مسكة على طول خط اللحام بالكامل. ضع الخطوة بين المسامير تجريبياً.
قم بتنظيف منطقة اللوح والمسامير بشكل ميكانيكي حتى تحصل على لمعان معدني.
امسح المناطق التي تم تنظيفها بمسحة كاليكو مغموسة في مذيب.
الشروع في لحام التجميع مع مراعاة المتطلبات التالية:
يجب إجراء اللحام بالتحريك المستمر لقطب التنغستن على طول محور اللحام دون توقف.
عند اللحام ، قم بإمالة الشعلة في الاتجاه المعاكس لاتجاه اللحام بحيث يكون محور قطب التنغستن مع المحور اللحام 60-80 درجة.
من الضروري استخدام سلك اللحام حسب الحاجة لتحقيق حجم اللحام المحسوب.
أدخل سلك الحشو في منطقة اللحام بحيث تكون الزاوية بينهما قطب التنغستنوكانت المادة المضافة 90 درجة.
قم بتغطية بداية التماس في نهاية اللحام بمقدار 10-20 مم ، عند استئناف اللحام ، بعد كسر القوس العرضي والقسري ، أغلق نهاية التماس بمقدار 15-20 مم.
إجراء مراقبة الجودة للتركيبات والأجزاء الملحومة بعد الانتهاء من العمل وفقًا لقسم "مراقبة جودة اللحام".
يتم عرض أوضاع اللحام التقريبية في الجدول 1.
| سمك ، مم | تيار اللحام ، أ | قطر قطب التنغستن ، مم | قطر الدائرة سلك لحام، مم | استهلاك الأرجون ، لتر / دقيقة | |
|---|---|---|---|---|---|
| للنحاس | للنحاس | ||||
| 1,0 | 60-70 | 50-75 | 2,0 | 1,6-2,0 | 6-8 |
| 1,5 | 75-90 | 60-90 | 2,0 | 1,6-2,0 | 8-10 |
| 2,0 | 90-105 | 75-105 | 2,0 | 2,0-2,5 | 9-11 |
| 2,5 | 90-115 | 90-115 | 3,0 | 2,0-2,5 | 11-12 |
| 3,0 | 115-130 | 115-130 | 3,0 | 2,0-3,0 | 11-12 |
| 4,0 | 115-145 | 115-145 | 3,0 | 2,0-3,0 | 11-12 |
| 5,0 | 130-145 | 130-145 | 3,0 | 2,0-3,0 | 12-14 |
| 6,0 | 145-160 | 130-160 | 3,0 | 2,5-3,0 | 12-14 |
مراقبة جودة اللحام
إجراء مراقبة مستمرة لجودة اللحام بالفحص الخارجي.
افحص اللحامات بطول كامل على كلا الجانبين.
إجراء فرز للعيوب في اللحامات وفقًا لمتطلبات الجدول 2.
يسمح لحام الأجزاء المعيبة من اللحامات بما لا يزيد عن مرتين.
| اسم العيب | نتيجة الدرجات |
|---|---|
| نقص الانصهار | |
| مسام ، قذائف بقطر 0.3-1 مم ، ولكن ليس أكثر من 5 قطع بطول 100 مم من التماس | غير مسموح. يتم التخلص منه عن طريق إعادة اللحام |
| حروق بطول إجمالي لا يزيد عن 10٪ من طول التماس وبعرض أو قطر لا يزيد عن عرض التماس | غير مسموح. يتم التخلص منه عن طريق إعادة اللحام |
| شقوق | غير مسموح. يتم التخلص منه عن طريق إعادة اللحام |
| تراكم المسام الصغيرة التي لا يزيد قطرها عن 0.3 مم ، ولكن ليس أكثر من مجموعة واحدة على طول خط اللحام ، مع تجاوز 10٪ من اللحامات التي يصل طولها إلى 100 مم و 20٪ للدرزات التي يزيد طولها عن 100 مم | مسموح |
| اختراق في مفاصل المؤخرة ، قطع شرائح اللحمه، والذي لا يتداخل مع عناصر التجميع الإضافي ولا يمثل الترهل المسامي للمعدن | مسموح |
المواد المساعدة
- التنغستن lanthanized على شكل قضبان TU-48-19-27-72.
- الأرجون الغازي الممتاز أو الدرجة الأولى GOST 10157-73.
- سلك لحام درجة M1 أو M2 GOST 16130-72.
- بنزين الطيران B70 GOST 1012-72.
- نسيج قطني من كاليكو خشن مجموعة GOST 11680-76.
- قفازات محبوكة GOST 1108-74.
- ورق سنفرة مقاوم للماء GOST 10054-75
- البنزين A-76 GOST 2084-77 و Galosha TU 38-401-67-108-92.
المعدات والتجهيزات والأدوات
- مصدر الطاقة للحام في غازات التدريع من النوع PS-300 أو PSO-300 أو PSO-500 أو VKSM-1000 أو UDG-101 مع مجموعة من مشاعل اللحام والكوليت والفوهات.
- صابورة مقاومة متغيرة من نوع RB-200 أو RB-300.
- ماركة Rotameter RM-II أو RM-IV GOST 13045-67.
- مخفض الأكسجين من النوع RK-30 أو RK-50 أو RK-14 GOST 6268-78.
- مجموعة من الأنابيب المطاطية الفنية نوع 4 لتزويد الموقد بالغازات الواقية والماء GOST 5496-78.
- قناع اللحام الواقي مع مجموعة من نظارات اللحام الواقية ES-100 ، ES-300 ، ES-500 GOST 1361-69.
- نظارات مختومة واقية GOST 9496-60.
- تركيبات التجميع واللحام.
- ملف GOST 1465-69.
- فرش مصنوعة من الفولاذ سلك غير قابل للصدأ∅0.2-0.3 مم لتنظيف اللحام وأجزاؤه.
- الفرجار GOST 166-73.
يستخدم النحاس على نطاق واسع في بناء الأنظمة الهندسية للمنازل والشقق الحديثة. نظرًا لموثوقيتها ومقاومتها للتآكل والمرونة واللدونة ، يتم استخدامها بنجاح في إمدادات المياه والتدفئة وتكييف الهواء والتبريد وإمدادات الغاز.
اللحام بالنحاس هو أكثر الوصلات ديمومة التي يمكن إجراؤها في كل من الظروف الصناعية والمنزلية. يذوب النحاس النقي عند درجة حرارة 1083 درجة ، اعتمادًا على وجود الشوائب ، سواء فيزيائية أو الخواص الكيميائيةمواد.
ملامح عملية اللحام
لحام النحاس له فروق ذات دلالة إحصائية مقارنة مع لحام المعادن الحديدية. يمكن أن تسبب هذه العملية بعض الصعوبات بسبب نقص الخبرة وإذا تم تنفيذ الإجراء في المنزل. ترتبط الصعوبات الرئيسية بخصائص المعادن غير الحديدية ، وهي:
- الموصلية الكهربائية الجيدة
- الموصلية الحرارية العالية
- التفاعل مع الغازات المنتشرة في الغلاف الجوي ؛
- الميل للأكسدة
- سيولة عالية في الحالة المنصهرة ؛
- زيادة معامل التمدد الخطي.
يمكن أن يكون لحام النحاس معقدًا بسبب تأثير الأكسجين الممتص من الغلاف الجوي.
بعض الشوائب المعدنية غير الحديدية تزيد من تعقيد اللحام. هذه هي المواد التالية:
- قيادة؛
- البزموت.
- كبريت.
اعتمادًا على طريقة الحصول على الطاقة ، يمكن أن يكون لحام النحاس:
- غاز؛
- أرجون قوس.
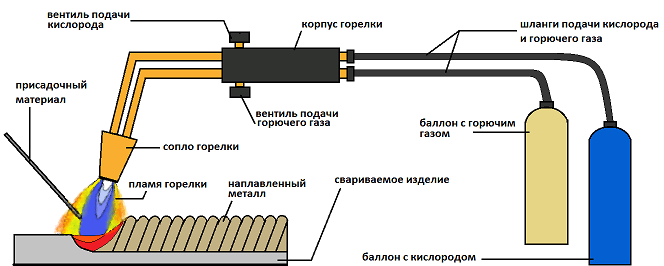
اللحام بالغاز: أسرار التكنولوجيا
مصدر الطاقة في هذه الطريقة هو اسطوانة غاز. يتيح لك اللحام بالنحاس ، المصنوع باستخدام هذه التقنية ، الحصول على اتصال موثوق وعالي الجودة. نظرًا لحقيقة أن النحاس له موصلية حرارية عالية ، يجب استخدام لهب بقوة معززة. القيم الموصى بها:
- 150 لترًا في الساعة بسمك أنبوب أقل من 10 مم ؛
- 200 لتر في الساعة - لجميع المنتجات الأخرى.
بعض الحيل التي تؤديها لحام النحاس اسطوانة غازستكون ناجحة وصحيحة وذات جودة عالية:
- يجب تنفيذ جميع الإجراءات بسرعة ودون انقطاع. بهذه الطريقة ، يمكن تقليل ملامسة المصهور بالأكسجين ويمكن تجنب التشققات غير المرغوب فيها ؛
- من الأفضل استخدام اللهب التصالحي ؛
- من الضروري توجيه اللهب إلى الأنبوب بزاوية قائمة ؛
- كمادة مضافة ، يوصى باستخدام الأسلاك النحاسية أو أي أسلاك معدنية أخرى ، بشرط أن تحتوي على مزيلات التأكسد ؛
- يجب تنظيف حافة الأنبوب حتى يصبح المعدن مكشوفًا ؛
- دافئ موقد غازيجب أن توزع بطريقة تذوب المادة المضافة قبل الأنبوب ؛
- لزيادة القوة خط اللحامبعد اللحام يجب أن يكون المنتج مزوراً. يتم ذلك في حالة البرودة ، بشرط ألا يتجاوز سمك جدار المنتج 5 مم ؛
- ثم يجب تلدين التماس عند درجة حرارة 500-550 درجة ؛
درجات الحرارة التي تقل عن 500 درجة ستكون ضارة بالنحاس ، وستؤدي إلى فقدان خصائص القوة.
- ستكون الخطوة الأخيرة هي التخفيض في الماء البارد.
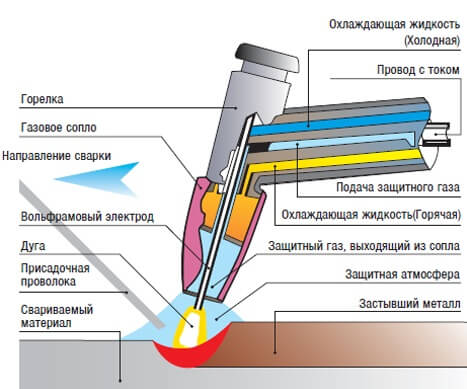
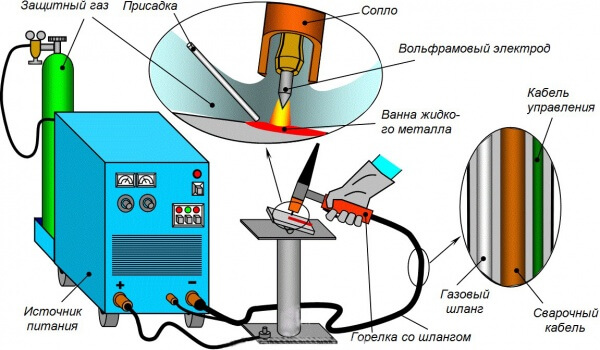
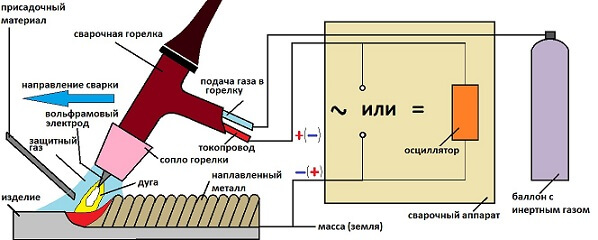
يتم إجراء لحام الأرغون القوسي بالنحاس ، والذي يشار إليه أيضًا باسم TIG ، باستخدام الأرجون ، أو خليط من الأرجون والهيليوم. بالإضافة إلى ذلك ، من أجل التنفيذ عملية اللحام، في كل من البيئات الصناعية والمنزلية ، ستكون هناك حاجة إلى أقطاب التنغستن.
أقطاب التنغستن غير قابلة للاستهلاك وتتميز باستقرار القوس الجيد.
ميزات الاتصال:
- في حالة استخدام أقطاب التنغستن ، يجب إجراء اللحام في العاصمة;
- من الأفضل تنظيف الأقطاب الكهربائية قبل اللحام ؛
- أثناء التشغيل ، يوصى بتوجيه الأقطاب الكهربائية إلى سطح التماس ؛
- في بعض الحالات ، يمكن استخدام الأقطاب الكهربائية المستهلكة.
تظهر تقنية اللحام TIG بمزيد من التفاصيل في الشكل:
يسمح لك اللحام القوسي بالنحاس بإجراء اتصال عالي الجودة بالتكنولوجيا المناسبة.
الخصائص العامة لسبائك النحاس
النحاس النقي نادر جدا. ويرجع ذلك إلى عدة أسباب ذلك. أولاً ، هذه المواد لها تكلفة عالية ، وثانيًا ، تتميز بالقوة غير الكافية. سبائك النحاس الرئيسية الموجودة اليوم هي:
- البرونز.
- نحاس.
النحاس هو سبيكة من النحاس والزنك. بالإضافة إلى ذلك ، يمكن إضافة مكونات إضافية (النيكل ، السيليكون ، إلخ) إلى هذه السبائك لتحسين خصائص القوة ومقاومة المواد الكيميائية.
البرونزيات هي معادن يتم الحصول عليها بخلط النحاس مع القصدير والألمنيوم والسيليكون ومكونات أخرى ، إذا لم يكن الزنك عنصرًا في صناعة السبائك. هناك مجموعتان رئيسيتان من هذه السبيكة:
- القصدير.
- خاصة تلك التي تحتوي على الكروم والألمنيوم والنيكل والبريليوم والكادميوم والمنغنيز كشوائب.
ملامح لحام سبائك النحاس
اللحام بالغازمناسبة بشكل جيد للنحاس وسبائكه. في الوقت نفسه ، يختلف اللحام اليدوي بالقوس للنحاس وسبائكه اختلافًا كبيرًا. هذا بسبب تلوث اللحام بشوائب إضافية ، مما ينتهك خصائصه الفيزيائية.
تظهر البرونز عادة عند اللحام ، لكن النحاس يفقد الزنك عند تسخينه. بالنسبة لسبائك اللحام باستخدام تقنية TIG ، يوصى باستخدام مادة مضافة مصنوعة من نفس مادة المنتج نفسه. من المرغوب فيه للغاية أن تحتوي المادة المضافة على أكبر عدد ممكن من مزيلات التأكسد.
لقد وجد لحام النحاس تطبيقًا واسعًا في كل من الإلكترونيات والهندسة الكيميائية في تصنيع الأجهزة للتطبيقات التي تتطلب مقاومة عالية للتآكل. لذلك ، يتم باستمرار تحسين تقنية اللحام بالنحاس وكذلك تقنية لحام المعادن غير الحديدية والسبائك بشكل عام ، على الرغم من الرغبة في توفيرها. قبل وصف كيفية لحام النحاس ، من الضروري توضيح أنه في معظم الحالات ، يتم استخدام أجزاء وأنابيب من الألواح النحاسية للحام.
لاحظ أيضًا أنه لا توجد أنواع خاصة من اللحام للمنتجات النحاسية. ولحامها ، يمكن استخدام جميع الطرق المعروفة ، باستثناء لحام المقاومة، وهو ذو فائدة محدودة.
اللحام اليدوي بالقوس الكهربائي للنحاس بأقطاب معدنية
إن ملاءمة استخدام اللحام بالقوس الكهربائي باستخدام قطب كهربائي قابل للاستهلاك بدلاً من اللحام بالغاز للنحاس تمليه المزايا التقنية والاقتصادية ، وكذلك في لحام الفولاذ. بادئ ذي بدء ، تتميز هذه الطريقة بالأداء العالي. سرعة اللحام بالقوس المعدني أعلى بكثير من سرعة طرق اللحام الأخرى. يمكن عمل اللحام بالقوس النحاسي يدويًا أو القوس المغمور تلقائيًا أو الغازات الواقية. يتم وصف لحام النحاس على الآلات شبه الأوتوماتيكية والآلات الأوتوماتيكية أدناه في النص. الآن ضع في اعتبارك اللحام اليدوي بالقوس بالنحاس.
تحضير موقع اللحام
إذا كان سمك النحاس المراد لحامه هو 6-12 مم ، فمن المستحسن إجراء أخدود على شكل حرف V بزاوية فتح الحافة الإجمالية 60-70 درجة. إذا تم توفير خط التماس الخلفي ، يمكن تقليل الزاوية إلى 50 درجة.
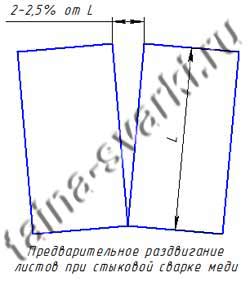 قبل اللحام ، من الضروري نشر الألواح أو الشرائط النحاسية بزاوية مع بعضها البعض ، مع وجود فجوة 2-2.5٪ من طول التماس ، انظر الشكل على اليمين. إذا تم إجراء اللحام دون نشر الصفائح أولاً ، فمن المستحسن أن يتم لصقها مسبقًا بخيوط قصيرة يبلغ طولها حوالي 30 مم على مسافة حوالي 300 مم من بعضها البعض. تصنع المسامير بقطب كهربائي بقطر أصغر وتوفر فجوة بين الحواف 2-4 مم. في حالة عدم وجود فجوة ، تزداد احتمالية ارتفاع درجة حرارة المعدن. عند عمل المسامير ، يجب أن يؤخذ في الاعتبار أن التسخين المتكرر للنحاس يؤدي إلى ظهور مسام في المعدن ، لذلك عندما تقترب من المسامير ، يجب قطعها وتنظيفها. هذا لن يستغرق الكثير من الوقت ، لأن. يتم تنفيذ المسامير على عمق ضحل.
قبل اللحام ، من الضروري نشر الألواح أو الشرائط النحاسية بزاوية مع بعضها البعض ، مع وجود فجوة 2-2.5٪ من طول التماس ، انظر الشكل على اليمين. إذا تم إجراء اللحام دون نشر الصفائح أولاً ، فمن المستحسن أن يتم لصقها مسبقًا بخيوط قصيرة يبلغ طولها حوالي 30 مم على مسافة حوالي 300 مم من بعضها البعض. تصنع المسامير بقطب كهربائي بقطر أصغر وتوفر فجوة بين الحواف 2-4 مم. في حالة عدم وجود فجوة ، تزداد احتمالية ارتفاع درجة حرارة المعدن. عند عمل المسامير ، يجب أن يؤخذ في الاعتبار أن التسخين المتكرر للنحاس يؤدي إلى ظهور مسام في المعدن ، لذلك عندما تقترب من المسامير ، يجب قطعها وتنظيفها. هذا لن يستغرق الكثير من الوقت ، لأن. يتم تنفيذ المسامير على عمق ضحل.
بسماكة معدنية تزيد عن 12 مم ، يوصى باستخدام أخدود على شكل X ، والذي سيتطلب لحامًا على الوجهين. إذا لم يكن من الممكن إجراء قطع على شكل X ، فسيتم إجراء قطع على شكل حرف V. في الوقت نفسه ، يزداد استهلاك الأقطاب الكهربائية ووقت اللحام بمقدار مرة ونصف تقريبًا. مع إعداد الحواف على شكل X ، يتم تنفيذ الشق على الجانب الخلفي من التماس الأول وإزالته قبل بدء التماس الثاني.
يتم لحام الوصلة التناكبية بدون حواف القطع أو باستخدام أخدود على شكل V على بطانات يتم ضغطها بالقرب من المفصل أو على وسادة تدفق. يتم استخدام منصات الصلب أو النحاس أو الجرافيت بعرض 40-50 مم مع أخدود تشكيل.
يوصى بالتسخين المسبق للحافة قبل اللحام. يمكن أن يكون التسخين موضعيًا أو عامًا أو مصاحبًا ، اعتمادًا على أبعاد المنتج وسماكة النحاس الذي يتم لحامه. عادة ما تكون درجة حرارة التسخين 300-400 درجة مئوية.
أقطاب لحام القوس من النحاس والطلاء لهم
تستخدم الأقطاب الكهربائية المطلية في اللحام القوسي للنحاس. يؤدي استخدام قطب كهربائي بدون طلاء واقي إلى أكسدة التماس وانحناء غير مستقر وظهور عيوب في اللحام (المسامية). تُستخدم قضبان الإلكترود على شكل أسلاك نحاسية (يمكن خلطها بالسيليكون والمنغنيز) ، أو على شكل Br.KMts 3-1 من البرونز أو من الدرجة البرونزية Br.OF 4-03 و BR.FO 9-03.
قضبان الإلكترود من هذا التركيب سبيكة معدن اللحام بالسيليكون والمنغنيز والفوسفور (أحيانًا القصدير) ولها تأثير إزالة الأكسدة. يتم اختيار الطلاءات الواقية بتركيبة تضمن ثبات القوس الكهربائي وإزالة الأكسدة المعدنية وتشكيل الخبث. كل هذا يساهم في التكوين الجيد للدرز وتحسين جودة اللحام.
طرق اللحام اليدوي بالقوس للنحاس
يتم اللحام بالتيار المباشر عكس القطبية. لا يوفر استخدام التيار المتردد في كثير من الأحيان الاستقرار اللازم للقوس. لا يمكن لحام التيار المتردد إلا إذا كان الحديد موجودًا في الطلاء الواقي. في هذه الحالة ، من الضروري زيادة القوة الحالية بحوالي 40-50٪. لكن يجب ألا يغيب عن البال أن التطبيق التيار المتناوبقد يسبب تناثر معدن القطب. يشار إلى أوضاع اللحام التقريبية في الجدول أدناه.
طرق اللحام اليدوي للقوس الكهربائي للصفائح النحاسية بأقطاب نحاسية بالتيار المباشر:
سرعة اللحام 15-18 م / ساعة. إذا تم استخدام أقطاب من البرونز ، تزداد سرعة اللحام لأن. يذوب القطب البرونزي أسرع من القطب النحاسي.
عند لحام النحاس بسماكة تزيد عن 10-12 مم بقطر قطب كهربائي من 6-8 مم ، يتم زيادة تيار اللحام إلى 500 أمبير.
عند اللحام المفاصل المحملةأوضاع اللحام هي نفسها تقريبًا مثل وصلات اللحام. في هذه الحالة ، من الضروري إنشاء اتصال ملحوم "في القارب".
تقنية اللحام اليدوي بالقوس النحاسي
يتم لحام النحاس ذو السماكة الكبيرة في عدة طبقات. يتم تنظيف كل طبقة سابقة بعناية قبل تسطيح الطبقة التالية. لكن من الأفضل لحام سماكات النحاس الصغيرة والمتوسطة في مسار واحد.
 يتم إجراء اللحام بخطوات عكسية بطول مقطع يتراوح من 200 إلى 300 مم. يتم تقسيم طول المقطع الملحوم بالكامل إلى قسمين: 2/3 من طول التماس وثلث الطول من ناحية أخرى. أولاً ، يتم تخمير قسم طويل باتجاه جزء صغير ، ثم مقطع قصير. يظهر مخطط هذا اللحام في الشكل الموجود على اليسار. تقلل تقنية اللحام هذه بشكل كبير من خطر حدوث تشققات في المعدن.
يتم إجراء اللحام بخطوات عكسية بطول مقطع يتراوح من 200 إلى 300 مم. يتم تقسيم طول المقطع الملحوم بالكامل إلى قسمين: 2/3 من طول التماس وثلث الطول من ناحية أخرى. أولاً ، يتم تخمير قسم طويل باتجاه جزء صغير ، ثم مقطع قصير. يظهر مخطط هذا اللحام في الشكل الموجود على اليسار. تقلل تقنية اللحام هذه بشكل كبير من خطر حدوث تشققات في المعدن.
يتم اللحام في الموضع السفلي ، أو مائل قليلاً ، ويتم إجراء اللحام "بزاوية للأمام" ، أي يجب أن يميل القطب في الاتجاه المعاكس من اللحام بزاوية 15-20 درجة. قد يحدث "تورم" أثناء اللحام حواف اللحام، مع تقليص الفجوة بينهما. في هذه الحالة ، يجب تصحيح التماس بشكل دوري بمطرقة أو مطرقة ثقيلة. في هذه الحالة ، يجب ألا يغيب عن البال أنه إذا تم إجراء اللحام على بطانة من الجرافيت ، فقد تنكسر. لذلك ، يفضل استخدام البطانات الفولاذية أو النحاسية.
جودة اللحام اليدوي للنحاس
النحاس قادر على توفير الخير. في الوقت نفسه ، يزيد التطريق من قوة اللحام بحوالي 10-15٪ ، ولكن يمكن أن يقلل من ليونة اللحام. على سبيل المثال ، قوة الوصلة الملحومة المصنوعة من الأقطاب الكهربائية المطلية بالنحاس "Komsomolets 100" هي 200-215 ميجا باسكال بدون تزوير و 230-240 ميجا باسكال. زاوية الانحناء 180 درجة بدون تزوير و 140-180 درجة بدون تزوير.
اللحام اليدوي لأنابيب النحاس
واحد من أول اللحام اليدويبدأ تنفيذ خطوط الأنابيب النحاسية بسماكة جدار 3 مم أو أكثر في الاتحاد السوفيتي في حوض بناء السفن نيكولاييف. للحام ، يتم اختيار الأقطاب الكهربائية بطلاء Komsomolets-100. يتم اللحام بالتيار المباشر للقطبية العكسية بكثافة تيار اللحام 50 أ / مم.
يتم اللحام بالتسخين المسبق حتى درجة حرارة 250-300 درجة مئوية. بالنسبة لخطوط الأنابيب التي يصل قطرها إلى 50 مم ، يتم إجراء تسخين كامل ، وللحصول على تسخين دوري محلي وقطر أكبر في أقسام. يتم عمل المسامير قبل اللحام. يجب قطع المسامير ، لأن. سيؤدي لحامها إلى زيادة المسامية في هذه المناطق بسبب إعادة التسخين. سرعة اللحام القصوى الموصى بها هي 15m / h. عند اللحام ، لا تدع المعدن الأساسي يسخن فوق 350 درجة مئوية.
اللحام اليدوي بأقطاب الكربون والجرافيت
يستخدم اللحام اليدوي للنحاس بأقطاب الكربون والجرافيت إلى حد محدود وبشكل أساسي للمنتجات منخفضة المسؤولية. دعونا نتحدث بإيجاز عن التكنولوجيا الخاصة بها. يُنصح باستخدام أقطاب الكربون عند لحام النحاس حتى سمك 15 مم. لسمك أكبر ، يتم استخدام أقطاب الجرافيت. يتم شحذ أقطاب الكربون والجرافيت على مخروط لثلث طوله. يتم اللحام بتيار مباشر للقطبية المباشرة بقوس طويل. كثافة التيار عند القطب هي 200-400 أمبير / سم 2.
لا يتم غمر قضيب الحشو في حوض اللحام ، ولكن يتم الاحتفاظ به على مسافة 5-6 مم منه بزاوية 30 درجة للمنتج. يُثبت القطب بزاوية 75-90 درجة للمنتج. لحماية المعدن من الأكسدة ، يتم استخدام تدفق يتكون من 94-96٪ بوراكس منصهر و 4-6٪ مغنيسيوم معدني. يتم تطبيق التدفق على قضيب الحشو ، بعد ترطيبه في الزجاج السائل.
إذا تجاوز سمك المعدن الملحوم 5 مم ، مفصل بعقبملحومة بحواف قطع بزاوية كلية 70-90 درجة. الفجوة بين الحواف 0.5 مم. يتم إجراء اللحام على بطانة الجرافيت أو الأسبستوس. يميل القطب "زاوية أمامية" بمقدار 10-20 درجة من العمودي. يتم تشكيل المعدن حتى سمك 5 مم بدون تسخين ، وبسمك أكبر - مع تسخين يصل إلى 800 درجة مئوية والتبريد السريع اللاحق. يوصى بإجراء اللحام في مسار واحد لضمان الأفضل الخواص الميكانيكيةالتماس.
اللحام اليدوي بقوس الأرجون للنحاس
يتم إجراء اللحام اليدوي للنحاس في الأرجون باستخدام قطب كهربائي تنغستن ذو تيار مباشر للقطبية المباشرة في الأرجون عالي النقاء. بالنسبة للمعادن الملحومة التي يزيد سمكها عن 4 مم ، يتم إجراء التسخين المسبق لدرجة حرارة 800 درجة مئوية.
كمادة حشو ، يتم استخدام قضيب مصنوع من النحاس وسبائك النحاس والنيكل MNZhKT-5-1-0.2-0.02 والبرونز Br.KMts 3-1 و Br.0Ts 4-3.
إذا تجاوز سمك المعدن 6 مم ، يوصى باستخدام أخدود V بزاوية فتح كلية 60-70 درجة. عادة ما يتم إجراء اللحام من اليمين إلى اليسار ، "الزاوية الأمامية" ، زاوية ميل القطب هي 80-90 درجة من الرأسي. زاوية ميل قضيب الحشو هي 10-15 درجة. عبء القطب هو 5-7mm.
لحام النحاس على اللحام القوسي المغمور الأوتوماتيكي أو شبه الأوتوماتيكي
عند لحام النحاس ، يتم استخدامها في الصناعة لتحسين جودة التماس والإنتاجية. تتم العملية على الآلات الأوتوماتيكية أو شبه الأوتوماتيكية ذات الخرطوم يدويًا أو ميكانيكيًا. يتم إجراء اللحام بسمك نحاسي رفيع بنجاح تحت اللحام بالقوس الكهربائي قطب كهربائي غير قابل للاستهلاك.
تحضير المعدن للحام
يجب تنظيف الحواف. يتم تجميع الوصلات التناكبية من النحاس بسمك 6-8 مم للحام بفجوة من 1-1.5 مم. للسمك الأكبر ، يوصى باستخدام أخدود على شكل حرف V بزاوية فتح كلية تبلغ 60 درجة. في هذه الحالة ، يتم إجراء اللحام بدون ثغرات تكنولوجية.
عند لحام النحاس بفجوة ، يتم تجميع مفصل التناكب على الدعامة ، وإلا فإن المعدن المنصهر سوف يتدفق عبر الفجوة. يتم الحصول على أفضل النتائج عند استخدام وسادات التدفق ، ومع ذلك ، تجدر الإشارة إلى أن التحميل المسبق القوي للوسادات على المعدن يؤدي إلى تدهور تكوين جذر اللحام.
قبل لحام منتجات النحاس ، يوصى بالتسخين المسبق. بسمك صغير من المعدن المراد لحامه ، من الممكن حصر نفسه في التسخين الأولي المحلي. عند اللحام بسماكة كبيرة من المعدن أو بطول مفصل طويل ، يوصى بالتسخين المصاحب أثناء عملية اللحام. درجة حرارة التسخين 250-300 درجة مئوية.
سلك لحام أوتوماتيكي للنحاس
للحام ، يتم استخدام الأسلاك النحاسية من الدرجات M1 و M2 و M3. إذا كان السلك رقيقًا (حتى 3 مم) ، فيتم تصليبه مسبقًا. إذا كان من المستحيل الحصول على سلك نحاسي رفيع متين ، فسيتم استخدام سلك أكثر مرونة مصنوعًا من درجات البرونز BrOF 4-0.3 أو Br.X-1 أو Br.KMts 3-1. وتجدر الإشارة إلى أن استخدام الأسلاك النحاسية يقلل من مخاطر التصدع في اللحام.
في اللحام الآلينحاسي بسلك رفيع ، سيكون استخدام الآلات الأوتوماتيكية بآلية ثقب الأسلاك المجهزة ببكرة سحب أكثر تقنية. إلى جانب السلك الرفيع ، يمكنك استخدام سلك بقطر 3.4.5 مم. الأسلاك التي يزيد قطرها عن 5 مم لا تستخدم في اللحام الأوتوماتيكي للنحاس ، لأن. هذا يتطلب مصادر طاقة خاصة.
يمكن خلط معدن اللحام من خلال السلك عن طريق إدخال مزيلات التأكسد المختلفة - السيليكون ، والمنغنيز ، والفوسفور ، وما إلى ذلك. ولكن ، يتم الحصول على أفضل النتائج عن طريق صناعة السبائك من خلال التدفقات ، خاصة تلك الخزفية.
التدفقات المنصهرة وغير المنصهرة للحام
من التدفقات المنصهرة ، يتم استخدام تدفقات الدرجات التالية على نطاق واسع:
1 - AN-348A و OSC-45 و AN-348 - المنغنيز عالي السيليكون ؛
2. AN-51 ، AN-10 - المنغنيز منخفض السيليكون ؛
3. AN-20 - منخفض السيليكون وخالي من المنغنيز.
مما يسمح بخلط معدن اللحام وإدخال مزيلات التأكسد في تركيبته. يشار في الجدول إلى تكوين تدفقات السيراميك K-13 و ZhM-1 المستخدمة في اللحام الأوتوماتيكي للنحاس.
يختلف لحام المعادن غير الحديدية اختلافًا كبيرًا عن لحام الفولاذ. المواد غير الحديدية ، كقاعدة عامة ، لها موصلية حرارية أعلى ؛ في الحالة المنصهرة ، تتفاعل بنشاط مع الغازات الموجودة في الهواء الجوي.
للتخلص من العواقب السلبية ، من الضروري إعداد المنتج بعناية للحام واختيار عملية الحصول على اتصال دائم وتنفيذها بشكل صحيح.
تعتبر معدات وتقنيات وتقنيات اللحام الكهربائي للمعادن غير الحديدية محددة تمامًا وتعتمد إلى حد كبير على خصائصها الفيزيائية والميكانيكية.
الجزء الفني أعمال اللحام
تؤثر خصائص النحاس على الجودة
تعتبر تقنية العمل بالنحاس عملية معقدة نوعًا ما. تحدث الصعوبات بسبب الخصائص التالية للمادة:
- سهولة الأكسدة في الحالة المنصهرة ؛
- انخفاض مقاومة معدن اللحام ضد ظهور المسام. تتشكل المسام نتيجة إطلاق بخار الماء وربما الهيدروجين أثناء عملية التبلور ؛
- الموصلية الحرارية العالية Cu ؛
- معامل التمدد الخطي العالي Cu. هذا الرقم هو 1.5 مرة أعلى من الفولاذ.
- زيادة السيولة.
ومع ذلك ، تستخدم منتجات النحاس على نطاق واسع في العديد من الصناعات ، لذلك تم تطوير العديد من الطرق للحام هذه المواد ، بما في ذلك الغاز و.
لحام غاز النحاس
يتم استخدام أعلى درجة من الأرجون (GOST 10157-79) أو خليط من الأرجون والهيليوم (50-75٪ أرجون) كغاز تدريع.
في أغلب الأحيان ، يتم إجراء لحام النحاس في المنزل وفي الإنتاج باستخدام قطب كهربائي من التنغستن (غير قابل للاستهلاك).
كمادة مضافة ، يتم استخدام سلك أو فاصل جانبي ضيق ، يتم وضعه في المفصل ، وكذلك استخدام طوق تكنولوجي على أحد الأجزاء المراد لحامها.
يتميز لحام النحاس بالأرجون TIG باستقرار القوس الجيد. لحام بقوس الأرجونتستخدم عند توصيل الأجزاء ذات السماكة الصغيرة (حتى 4 مم) وفي الأماكن التي يصعب الوصول إليها.
تقنية اللحام
1. يتم إجراء اللحام بإلكترود التنغستن بتيار مباشر للقطبية المباشرة.
2. يجب توجيه القطب بشكل صارم في مستوى المفصل ، وإمالته للخلف بزاوية 60-80 درجة.
3. في حالة لحام النحاس بسمك يزيد عن 4-5 مم ، يلزم التسخين المسبق إلى 300-400 درجة مئوية.
4. يتم تنظيف سلك القطب وحواف المعدن الأساسي إلى معدن جديد قبل اللحام. يمكن لحام النحاس حتى سمك 5-6 مم بدون حواف تقطيع.
- فجوات الحافة بالملم:
- مع صفائح h تساوي 2 مم - حتى 0.5 ؛
- مع صفائح h تساوي 3 مم - من 0.5 إلى 1 ؛
- مع صفائح h تساوي 4 مم - من 1 إلى 1.5 ؛
- الحالي ، أ:
- مع ح يساوي 2 مم - 100-120A ؛
- مع h يساوي 3 مم - 200-230 أ ؛
- مع ح يساوي 4 مم - 380-400 أ.
- سرعة اللحام بالقوس اليدوي:
- مع المعدن الأساسي h 2 و 4 مم - من 25 إلى 30 م / ساعة ؛
- مع المعدن الأساسي h 4 مم - من 30 إلى 35 م / ساعة.
- استهلاك الأرجون:
- مع ح يساوي 2 مم - من 10 إلى 12 لتر / دقيقة ؛
- مع h يساوي 3 و 4 مم - من 12 إلى 14 لتر / دقيقة.
عند توصيل الأجزاء بسمك 2 إلى 3 مم ، لا يلزم تسخين المعدن الأساسي. توفر تقنية اللحام الكهربائي للنحاس بسمك 4 مم تسخين حتى 300-400 درجة مئوية.
تسمح تقنية العمل مع المعادن غير الحديدية والسبائك باستخدام الأقطاب الكهربائية الاستهلاكية.
عند لحام النحاس بقطب كهربائي من هذا النوع في الأرجون (كما هو الحال في غازات التدريع الأخرى) ، ترتفع درجة حرارة القطرات المعدنية أثناء مرورها عبر فجوة القوس. نتيجة لذلك ، تخضع المادة لأكسدة أقوى بسبب دخول الهواء إلى نفاثة غاز التدريع.
لذلك ، كمواد قطب كهربائي ، سبائك النحاسالدرجات BrKMts3-1 و MNZhKT5-0.2-0.2. في هذه الحالة ، يختلف معدن اللحام في التركيب عن النحاس النقي ، ولكن مع ذلك ، الخواص الميكانيكية وصلات ملحومةبينما تكون مرضية. وتجدر الإشارة إلى أنه في حالة العمل الساخن باستخدام قطب كهربائي قابل للاستهلاك في الأرجون ، فإن القوس غير مستقر.



