الأنواع الرئيسية من اللحامات ومعلماتها. الأنواع الحديثة من الوصلات الملحومة
لحام الشقهي قطعة من الاتصال الدائم ، والتي تتكون من تبلور الذوبان. بالإضافة إلى ذلك ، يتم تشكيل اللحام نتيجة تشوه البلاستيك أثناء اللحام بالضغط ، وكذلك في مجمع تحت تأثير الضغط والتبلور.
مفصل اللحام - المصطلحات الأساسية
اللحام الملحوم هو عبارة عن ربط متكامل لأجزاء من المنتج ، يتم إجراؤه باستخدام معدات خاصة. يتكون الاتصال من ثلاث مناطق مميزة تم تشكيلها أثناء العملية ، وتمييز المناطق التالية:
- اللحام.
- ذوبان.
- التأثير الحراري.
بالإضافة إلى ذلك ، يتم فصل المنطقة المجاورة للمنطقة المتأثرة بالحرارة بشكل منفصل.
لحام المعادن- مزيج من المواد المنصهرة من المعادن القاعدية والمترسبة ، أو الذوبان الأساسي فقط. المعدن الأساسي هو معدن الفراغات التي تخضع لعملية اللحام.
منطقة الانصهارتمثل منطقة حبيبات مدمجة جزئيًا في الواجهة بين المادة الأساسية والمادة التي تشكل جزءًا من مفصل التماس. منطقة الانصهار لها درجة حرارة أقل من منطقة الانصهار. يختلف التركيب الكيميائي للمنطقة عن التركيب الكيميائي للمادة الأساسية. يتم فصل الحبوب غير المذابة في هذه المنطقة عن طريق الطبقات الذائبة. يحدث تغلغل المواد الإضافية التي يتم إدخالها في المصهور على طول الطبقات.
المنطقة المتأثرة بالحرارة هي منطقة المادة الأساسية التي لم تتعرض للذوبان. يتم تغيير الهيكل والمواد الفيزيائية في منطقة التأثير الحراري بواسطة الماء تحت تأثير درجة الحرارة المتكونة تحت تأثير القوس الكهربائي أثناء العمل.
اعتمادًا على ميزات التصميم لرسو السفن الناتج عن أعمال اللحاميمكن تمييز عدة أنواع مختلفة.






أنواع اللحام وخصائصها التقنية
يوجد أنواع متعددة اللحامات . يميز المتخصصون الأنواع التالية من مفاصل الخياطة:
- لرسو السفن؛
- حجر؛
- نقطة الإنطلاق.
- ركن؛
- نهاية.
بعقب اللحاميختلف من حيث أن الفراغات في المنتج النهائي متجاورة مع بعضها البعض مع مستويات نهائية ، ومفاصل التماس هي استمرار لكلا الأسطح المتصلة.
طبقات اللفةتختلف في أن المستويات الجانبية للفراغات تتداخل جزئيًا.
مفصل تييختلف من حيث أن المستوى النهائي لمنتج واحد يجاور بزاوية معينة المستوى النهائي للمنتج الثاني.
ركن الالتحامهو عنصر هيكلي يتم فيه توصيل الأجزاء على طول حوافها. نوع الزاوية وصلات ملحومةعمليا لا تستخدم في إنشاء الهياكل الحاملة ، لأنها تتمتع بقوة منخفضة نسبيا مقارنة بأنواع أخرى من الإرساء.
نهاية الالتحاملها اختلافات تتمثل في حقيقة أن الأجزاء المراد لحامها متصلة بطائرات جانبية ، ويتم اللحام على المستويات النهائية.
اعتمادًا على نوع الوصلة المستخدمة ، يميز المتخصصون في مجال اللحام وصلات اللحام التالية:
- مع مفاصل بعقب
- مع طبقات الزاوية.
الشرط الأولي لتصميم أي مفصل هو ضمان القوة المتساوية للوصلة المصنعة وصلة ملحومةوالشغل مجتمعة.
وصلات التماسمن المعتاد التقسيم إلى عمال ومجلدات. للقوة ، يتم حساب مفاصل العمل فقط ، والتي تنقل أحمال العمل بين قطع العمل المتصلة. يتم اختبار مفاصل الترابط بالأحمال فقط في حالة حدوث تشوه متزامن مع المادة الأساسية. يتم تحميل هذه المفاصل بشكل خفيف.
خصائص وصلات اللحام
الخصائص الرئيسية للاتصال هي:
- العرض؛
- محدب؛
- تقعر؛
- جذر التماس.
العرض هو المسافة بين خطوط الانصهار المحددة بصريًا.
يتم تحديد التحدب من خلال المسافة بين المستوى الذي يمر عبر خطوط حدود المفصل المحددة بصريًا وسطح المادة المنصهرة. يتم قياس هذه المسافة عند نقطة الحد الأقصى من التحدب. التقعر هو المسافة بين المستوى الذي يمر عبر الحدود المحددة بصريًا للذوبان وسطحه. يتم قياس التقعر عند نقطة أقصى انحراف.
تقعر الجذر هو عيب يتشكل على الجانب الخلفي من قطع العمل المراد لحامها. الجذر هو جزء من مفصل التماس ، وهو الأبعد عن سطحه الأمامي. الجذر هو الجانب الخلفي من منطقة اللحام.
لحام شرائحبسبب حقيقة أن لها هندسة معينة ، لها خصائصها الأبعاد الخاصة. هذه الخصائص هي:
- ساق؛
- سماكة؛
- الارتفاع المحسوب.
يتم تحديد الساق من خلال أقصر مسافة من سطح إحدى الفراغات إلى حد محدد بصريًا على سطح الفراغ الثاني. يتم ضبط هذه المعلمة أثناء عملية اللحام ، ويجب الحفاظ عليها بدقة أثناء اللحام.
السماكة هي أكبر مسافة من السطح إلى نقطة الاختراق الأقصى لقطعة الشغل المعدنية. بالنسبة لمفاصل الزاوية ، يكون الشكل المقعر للسطح الأكثر ملاءمة ، والذي ينتقل بسلاسة إلى المعدن الأساسي.
اعتمادًا على الطول ، يتم تقسيم اللحامات إلى طبقات مستمرة ومتقطعة. يمكن عمل وصلات فيليه بطرق مستمرة ، متقطعة ، متداخلة ومتسلسلة ، بالإضافة إلى ذلك ، يمكن عمل اللحامات فيليه باستخدام طريقة البقعة.
في تقنية قطع العمل السميكة ، يتم استخدامه لحام متعدد الطبقات. يُقصد أسفل الطبقة جزءًا من المعدن ، وهو عبارة عن بكرة واحدة أو أكثر على نفس مستوى المفصل. الخرزة عبارة عن معدن ترسب في مسار واحد. تحت الممر في اللحام يقصد به حركة واحدة في اتجاه واحد.
اعتمادًا على الترتيب المكاني ، تنقسم وصلات اللحام إلى أفقي ورأسي.
قبل البدء في أعمال اللحام ، تحتاج إلى دراسة اللحامات. هذا مهم جدًا ، لأن التكنولوجيا بأكملها تعتمد على هذا.
بالنسبة لعامل اللحام المبتدئ ، ستكون معرفة أنواع اللحامات والدرزات مفيدة دائمًا من أجل أداء اللحام بأعلى جودة.
الأنواع الرئيسية لوصلات اللحام
اعتمادًا على كيفية وجود العناصر الملحومة في الفضاء ، يمكننا التحدث عن عدة أنواع رئيسية من الوصلات الملحومة. عند العمل مع الصفائح المعدنية ، يتم تمييز الأنواع التالية:
- حجر؛
- بعقب.
- ركن؛
- نقطة الإنطلاق.
- مشقوق.
يتم العمل وفقًا لـ GOST.تنطبق قواعد معينة على جميع أنواع اللحامات والمفاصل. لا تحيد عنهم في سير العمل. يوجد GOST خاص لتوصيل قضبان التسليح الخرسانية المسلحة.
يتم استخدام مفصل المؤخرة بشكل أساسي. يوفر أعلى جودة التصاق لعناصر من هذا النوع. يتم توزيع الحمل بشكل متساوٍ. هذا ينطبق أيضًا على الجهود التي تعمل على كلا البناءين. إذا تحدثنا عن نوع التداخل ، فهو ليس بجودة عالية. في مثل هذه الحالة ، يتم توزيع الحمل من عنصر إلى آخر بشكل غير متساو. تحدث لحظة الانحناء. بالنسبة للمفاصل الملحومة ، هذا ضار.

يتم استخدام هذا الخيار بشكل أفضل فقط عندما يتعلق الأمر بتوصيل العناصر الهيكلية التي لا تتحمل حمولة كبيرة ، وكذلك في تلك الحالات مع العمل الشاق. عيب آخر هو الاستهلاك المفرط للمعادن وحدوث طبقات أكثر اتساعًا. هناك شيء من هذا القبيل في اللحام مثل حد التحمل. هذه المعلمة هي الحد الأدنى من الوصلات الملحومة ، مما يجعلها خطرة عند استخدامها في الهياكل الحاملة.
لديهم أيضا مزايا. يمكن تسمية العنصر الرئيسي بإمكانية استخدام الأجزاء التي لم تخضع لمعالجة جدية. لا تحتاج إلى صنفرتها بعناية ، كما هو الحال مع طريقة الإرساء. إذا كان قطر التعزيز 4 مم فقط أو أقل ، فيمكن استخدام الألواح بدون حواف معالجة. يمكن استخدام قضبان التسليح مباشرة بعد التدحرج.
بعض الملامح
يمكن أن يسمى التماس الذي يتم تشكيله أثناء مفصل التناكب بمفصل تناكبي ، ويمكن أن يسمى التماس الذي يتم تشكيله أثناء التداخل أو مفصل نقطة الإنطلاق بالزاوية. يمكن أن يحتوي الخيار الثاني على نوعين - مستمر ومتقطع. إذا كان كل شيء واضحًا مع الخيار الأول ، فيجب النظر في الخيار الثاني بمزيد من التفصيل. غالبًا ما يتم استخدام التماس المتقطع عند توصيل العناصر التي ليس لها متطلبات متزايدة للسلامة والقوة. هذا الإصدار مصنوع باستخدام خطوط أو نقاط متقطعة.
يجب أن تتم المقاطع نفسها في نمط رقعة الشطرنج أو مقابل بعضها البعض. هذا يوفر قوة عالية بما فيه الكفاية لأي هيكل. إذا كنا نتحدث عن لحام ورقتين متداخلتين ، فسيتم استخدام خط التماس المشقوق. يمكن أن يكون لها عدة أنواع. في أغلب الأحيان ، يتم استخدام نسخة صلبة ، ولكن في بعض الأحيان توجد نسخة ذات مفتاح أو منقط. عند استخدام لحام الحزمة الإلكترونية ، غالبًا ما يتم استخدام النسخة الصلبة. نوع القوس يتميز بأنواع المفاتيح والنقاط. يمكن صنع كلا النوعين بفتحات أولية أو بدونها.
لا تنسى الوصلات المتقاطعة. يتم الحصول عليها باستخدام لحام القوساللصق أو اللحام الملامس.
أنواع وفروق اللحامات
تحدثنا عن نوع الوصلات الملحومة ، مما يعني أنه يمكنك الانتقال إلى اللحامات. في الواقع ، هذا علم كامل ، لا يستطيع الجميع فهمه. بعض عمال اللحام المحترفين، الذين عملوا في هذا المجال لفترة طويلة ولديهم خبرة هائلة ، لا يمكنهم دائمًا تحديد الخيار الذي يجب استخدامه في موقف معين بوضوح. يجب مناقشة ذلك بمزيد من التفصيل حتى لا تظهر أي أسئلة أثناء أعمال اللحام.
من بين اللحامات ما يلي:
- مستقيم الخطي.
- دائري؛
- حلزوني.
هناك خيارات لها تكوين أكثر تعقيدًا. كل هذا يتوقف على شكل الأجزاء المراد ربطها ومتطلباتها.
عند الحديث عن موقع التماس نفسه في الفضاء ، وكذلك مصدر التسخين المتعلق به ، يتم تمييز أنواع اللحام التالية فيما يتعلق بالمواقف:
- في الأسفل؛
- عمودي؛
- عرضي؛
- السقف؛
- المواقف المائلة.
في أغلب الأحيان ، يتم استخدام اللحام القوسي في اللحام. إذا تم تصنيعه في الموضع السفلي ، فيجب وضع كلا الجزأين المتصلين في مستوى أفقي. لذلك فهو أكثر ملاءمة للعمل. عندما ترتفع درجة حرارة مادة القطب الكهربي ، يتم نقلها إلى حوض اللحام ، أي أنها تسقط من أعلى إلى أسفل. يحتل حوض اللحام نفسه وضعًا أفقيًا تمامًا. وهكذا ، فإن الشخص يخلق الأمثل و الظروف المواتيةلتشكيل التماس.
عند العمل فيها الوضع الرأسييجب وضع حواف الأجزاء عموديًا بدقة. يجب نقل المعدن إلى حوض اللحام دون فشل. لتحقيق ذلك ، يجب أن يتم العمل في اتجاه عمودي على الجاذبية. غالبًا لا تسمح لك هذه الميزات بإنشاء طبقات عالية الجودة حقًا. لا يمكن تحقيق ذلك إلا باستخدام حجم صغير من حوض اللحام. نادرًا ما يتم تنفيذ العمل يدويًا ، لأنه ليس من الممكن دائمًا صنع حوض استحمام صغير حقًا. هنا ، بدلاً من ذلك ، نتحدث عن طريقة ميكانيكية ، يتم تنفيذها في ظل ظروف لطيفة وقائية خاصة بيئات الغاز. هذه هي أسهل طريقة لإنشاء حجم صغير من حوض اللحام. في أغلب الأحيان ، يتم اللحام نفسه من الأسفل إلى الأعلى. في بعض الحالات ، يمكن تطبيق نهج من أعلى إلى أسفل.
عند لحام اللحامات الأفقية ، توجد حوافها أيضًا أفقيًا على العناصر الهيكلية الرأسية.
من الضروري نقل المعدن إلى حوض اللحام بشكل عمودي على اتجاه الجاذبية.
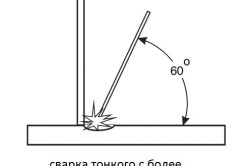
عند لحام وصلات T ومفاصل اللفة ، يتم نقل المعدن إلى حوض اللحام فقط بزاوية 45 درجة باتجاه الجاذبية. هذه التقنية لها اسمها الخاص - اللحام في الزاوية أو القطب المائل.
العمل ضد الجاذبية صعب للغاية. من الضروري التمسك باستمرار بأنظمة معينة. بسبب تعقيد العملية نفسها وتشكيل تجمع اللحام ، تتدهور جودة التماس بشكل حاد. هذا يؤثر على قوة الاتصال. إذا كان هناك بديل لمثل هذا الترتيب في العمل ، فيجب استخدامه.
للحصول على نتائج جيدة أكثر أو أقل ، من الضروري القيام بالعمل باستخدام الأقطاب الكهربائية المطلية يدويًا. يجب أن يكون القوس قصيرًا قدر الإمكان. في بعض الأحيان لا يزال من الممكن العمل في الغازات. لحام السقفغالبًا ما تستخدم في الأماكن التي لا توجد فيها بدائل أخرى. قد يكون هذا هو إصلاح الهياكل الجاهزة الكبيرة ولحام الأنابيب.
الآن ، أنت تعرف كيفية عمل طبقات أسفل عمودية وأفقية. بعد ذلك ، يجدر التحدث بمزيد من التفاصيل حول الإصدارات المائلة. اعتمادًا على كيفية تحديد موقع الحواف أثناء التشغيل ، يمكن أن تكون شبه سقف أو شبه رأسية أو شبه أفقية. كل هذا يتوقف على الظروف التي يجب أن يعمل فيها عامل اللحام. يمكن لحامها يدويًا باستخدام أقطاب كهربائية مغلقة وفي الغازات بطريقة ميكانيكية.
تم وصف أنواع اللحامات والمفاصل لهياكل صفائح اللحام أعلاه. ومع ذلك ، ليس هذا هو الخيار الوحيد الموجود اليوم. اتصال التعزيز مهم للغاية أيضًا. للقيام بذلك ، يمكنك ترتيب اللحامات رأسياً وأفقياً. في بعض الأحيان توجد مواقف تؤدي إلى استحالة مثل هذا الترتيب. يجب استخدام الترتيب المكاني التعسفي هنا.
اعتمادًا على متطلبات البناء ، يمكن تطبيق جميع الوصلات في طبقة واحدة وبزاوية وفي عدة طبقات.
اللحامات أحادية الطبقة ومتعددة الطبقات وشرائح اللحامات
غالبًا ما يتم إجراء طبقات أحادية الطبقة في الحالات التي يتعلق الأمر بمفاصل التناكب. يمكن إنجاز العمل بدون فجوة. هذا صحيح عندما لا تتجاوز دقة الحواف المعدة للربط 3 مم. إذا كنت بحاجة إلى لحام معدن بسمك كبير ، فيمكنك بسهولة إنشاء فجوة صناعية بين الحواف.
يتم استخدام طبقات متعددة الطبقات عندما يتعلق الأمر بلحام مادة سميكة بدرجة كافية. ليس من الممكن دائمًا توصيله بطبقة واحدة ، فقط إصدار متعدد الطبقات يمكنه حل المشكلة. تُترك مسافة بين الأجزاء المراد ربطها ، مما يسمح بمصدر الحرارة بالقرب من أبعد نقطة عن المعدن الأساسي. هذه الطريقة تستحق التذكر حتى عندما يمكنك استخدام خيار طبقة واحدة. تنشأ مثل هذه الحاجة نتيجة لعدم القدرة على إنشاء قوس ذي قوة كبيرة بما فيه الكفاية. بالنسبة لطرق اللحام متعدد الطبقات المختلفة ، يتم اختيار معلمات التحضير وفقًا لنوع المفصل المستخدم. كل هذا موصوف في GOST المقابل. ومع ذلك ، تنشأ أحيانًا مواقف غير متوقعة عندما تصبح هذه الخيارات دون المستوى الأمثل. في هذه الحالة ، يجدر الالتزام بحواف القطع وفقًا للمعايير التي يتم اختيارها بشكل مستقل.
تنقسم مفاصل اللفة الزاوية إلى مجموعتين - طبقة واحدة ومتعددة الطبقات. في بعض الأحيان يكون مطلوبًا إجراء اختراق كامل لأحد عناصر الاتصال. تعتمد قوة التماس الناتج على العديد من المعلمات. أهمها قوة المعدن ، الطول ، وكذلك الاختيار الصحيح لوضع التشغيل. إذا تحدثنا عن هياكل أحادية الطبقة من هذا النوع ، فإنها تتشكل عن طريق إدخالها في الحمام معدن إضافي. يشكل الجزء الداخلي منها. غالبًا ما يتم تشكيل طبقات متعددة الطبقات دون اختراق كامل.
إذن هذه الأنواع وصلات اللحاموالدرزات شائعة في العالم الحديث. هذه مجموعة كبيرة تستخدم في شروط معينة. بالنسبة للعامل المبتدئ ، ستكون هذه المعلومات مفيدة دائمًا. في المرحلة الأولى من العمل ، من المهم جدًا معرفة كيفية تشكيل اللحامات بشكل صحيح.
الكسندر يفجينيفيتش فلاسوف
شكرا على ملاحظاتك
مفاصل بعقب ملحومة
اللحامات
أنواع اللحامات وخصائصها
حسب خصائص التصميم (حسب الترتيب المتبادل للعناصر المتصلة)تنقسم الوصلات الملحومة إلى:
· بعقب - العناصر المراد لحامها متاخمة للأسطح النهائية وتكون استمرارًا لبعضها البعض ، ويتوسع نطاق هذه المفاصل ؛
· حجر - تتداخل الأسطح الجانبية للعناصر المتصلة جزئيًا مع بعضها البعض ؛
· قمزة - نهاية عنصر واحد يجاور بزاوية (عادة 90 درجة)وملحومة على السطح الجانبي لعنصر آخر ؛
· ركن - العناصر المراد ربطها ملحومة على طول الحواف مع بعضها البعض. في هياكل السلطة قطع شرائح اللحمهلم تستخدم أبدًا تقريبًا ولا تعتمد على القوة.
· نهاية - العناصر المتصلة متصلة بأسطح جانبية وملحومة من النهاية. هذا النوع من الاتصال للقوة ، كقاعدة عامة ، لا يحسب.
على ال شكل 1يتم إعطاء أمثلة على أنواع اللحامات المذكورة أعلاه.
اعتمادًا على نوع اللحام ، يتم تمييز الوصلات الملحومة:
· مع اللحامات بعقب (في مفاصل بعقب ونقطة الإنطلاق);
· مع طبقات الزاوية (في مفاصل اللفة ، نقطة الإنطلاق ، الزاوية والنهاية).
الشرط الأولي لتصميم الوصلة الملحومة هو ضمان قوة متساوية للحام والعناصر المراد ربطها.
تتلخص حالة القوة المتساوية ، على سبيل المثال ، بالنسبة لمفصل اللفة الملحوم ، في حقيقة أن حساب معلمات اللحام يجب أن يتم بالقوة [F]
، التي تحددها قوة العنصر الأقل المقطع العرضي:
[F] = δ × ب × [σ] ص,
أين:δ - سمك الجزء الملحوم ؛ب - عرض الجزء الملحوم ؛[σ] ص - إجهاد الشد المسموح به.
اللحامات مقسمة إلى عمالو المجلدات. يتم حساب طبقات العمل فقط من أجل القوة ، والتي تنقل مباشرة حمل العمل بين العناصر المتصلة.
تواجه مفاصل الربط ضغوطًا فقط من تشوه المفصل مع المعدن الأساسي. فهي محملة بخفة ولا تعتمد على قوتها.
مفاصل بعقب ملحومة
المفصل التناكبي هو مفصل ملحوم من عنصرين متجاورين مع بعضهما البعض مع أسطح نهائية موضوعة على نفس السطح أو في نفس المستوى.
اساسي GOST 5264-80قدمت 32 يكتب المفاصل بعقب، المعينة تقليديا C1 ، C2 ، ... C28إلخ ، لها إعداد مختلف للحواف اعتمادًا على السماكة وموقع العناصر المراد لحامها وتكنولوجيا اللحام وتوافر المعدات لمعالجة الحواف.
مفاصل بعقب هي الأبسط والأكثر موثوقية من بين جميع الوصلات الملحومة. يوصى باستخدامها في الهياكل المعرضة لضغوط متناوبة.
اللحام التناكبي للصفائح والشرائط والأنابيب والقنوات والزوايا وغيرها من التشكيلات الجانبية ممكنة.
إذا تم تشكيل مفصل المؤخرة من لوحين معدنيين ، يتم تجميعهما معًا حتى يتلامسان في الأطراف ويلحمان.
نتوء اللحام التناكبي فوق المعدن الأساسي هو مكثف إجهاد. لذلك ، يتم إزالته ميكانيكيًا في المركبات الحرجة.
في اللحام الآليحسب السماكة δ
يتم إجراء لحام الأجزاء من جانب واحد (الشكل 1 ، ب ، ج ، د)أو ثنائي (الشكل 1 أ)طبقات.
للسمك δ
قبل 15 ملميتم إجراء اللحام بدون تحضير خاص للحواف. مع سماكة أكبر للأوراق ، يتم إجراء تحضير خاص للحواف بشكل مسبق.
في اللحام اليدوي بدون تجهيز الحواف ، صفائح بسماكة تصل إلى 8 ملم. يتم تطبيق التماس على جانب واحد (لـ δ ≤ 3 مم)أو على كلا الجانبين (3 < δ ≤ 8 мм) .
في منطقة اللحام ، بسبب ارتفاع درجة الحرارة المحلية ، يمكن أن يحدث تغيير في الخصائص الفيزيائية والكيميائية والهيكلية للمعدن الأساسي ، ونتيجة لذلك ، انخفاض في خصائصه الميكانيكية - ما يسمى منطقة المتضررة الحرارة. لذلك ، يحدث تدمير المفصل الملحوم عادة في منطقة التأثير ، أي بالقرب من اللحام.
يتم حساب مفصل المؤخرة وفقًا لأبعاد مقطع الجزء في المنطقة المتأثرة بالحرارة.
حالة القوة عند تحميلها بقوة شد F
وصلات الشريط:
σ р = F / (δ × ب) ≤ [σ] 'р
يتم أخذ الضغوط المسموح بها لحساب الوصلات الملحومة وفقًا للخصائص الميكانيكية للمادة في منطقة تأثير اللحام ويتم تمييزها بشرطة [σ] "ص على عكس الضغوط المسموح بها للمعدن الأساسي [σ] ص .
في مفصل المؤخرة محملة بلحظة الانحناء م ، احسب الضغوط σ و الانحناء:
σ ش = M / W ≤ [σ] 'ص
W = δb 2/6
كما ذكرنا سابقًا ، لا يمكن تصنيع الوصلة التناكبية من صفائح أو شرائط فحسب ، بل أيضًا من الأنابيب والزوايا والقنوات وغيرها من التشكيلات ذات الأشكال. في جميع الحالات البناء الملحومتبين أنها قريبة من عدد صحيح.
تم تحديد مصطلحات وتعريفات المفاهيم الأساسية لحام المعادن بواسطة GOST 2601-84. تنقسم الوصلات الملحومة إلى عدة أنواع ، يحددها الترتيب المتبادلالأجزاء الملحومة. والمفاصل الرئيسية هي المفاصل المؤخرة ، الزاوية ، نقطة الإنطلاق ، اللفة والنهاية. لتشكيل هذه الوصلات وضمان الجودة المطلوبة ، يجب تحضير حواف العناصر الهيكلية المتصلة باللحام مسبقًا. تم إنشاء أشكال تحضير الحواف للحام القوسي اليدوي للصلب والنيكل والحديد والسبائك القائمة على النيكل بواسطة GOST 5264-80.
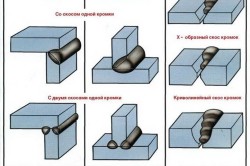
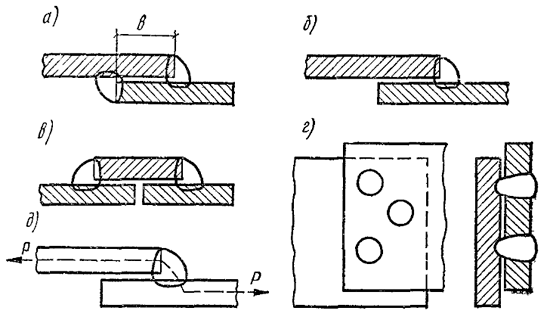
مفصل بعقب هو اتصال بين عنصرين متجاورين مع الأسطح الطرفية الأخرى. على التين. يوضح الشكل 1 أشكال تحضير الأسطح الطرفية (الحواف) والمخطط التفصيلي لخط التماس الملحوم الناتج عن اللحام.
يوفر GOST 5264-80 32 نوعًا من الوصلات التناكبية ، CI المعينة تقليديًا ، C2 ، C28 ، وما إلى ذلك ، مع إعداد مختلف للحواف اعتمادًا على سمك وموقع العناصر المراد لحامها وتكنولوجيا اللحام وتوافر معدات معالجة الحواف. على التين. يوضح الشكل 1 أ تحضير الحواف للعناصر بسمك 1-4 مم في شكل تشفيه ، حيث يشكل ذوبانها خطًا. على التين. يوضح الشكل 1.6 نوعين من تحضير الحواف بدون تجليف (قطع): الأول يستخدم بسماكة معدنية 1-4 مم ولحام من جانب واحد ، والثاني بسمك 2-5 مم ولحام من الجانبين. مع السماكة الكبيرة للمعدن ، من المستحيل ضمان تغلغل الحواف من خلال السماكة بأكملها عن طريق اللحام اليدوي ، وبالتالي ، يتم قطع الحواف ، أي أنها مشطوفة من جانبين أو جانب واحد. على التين. يُظهر الشكل 1 ، c أحد الأنواع الشائعة لتحضير الحواف بسمك معدني يبلغ 3-60 مم. يتم قص الحواف على مسوي أو قطع حراري (بلازما ، وقود أكسجين). زاوية الميل الكلية هي (50 ± 4) ° ، ويسمى هذا الإعداد أحادي الجانب مع شطبة ذات حدين. في الوقت نفسه ، يجب الحفاظ على قيمة التبييض (الجزء غير المائل) "c" والفجوة "b" ، والتي يتم تحديد قيمها بواسطة المعيار اعتمادًا على سمك المعدن. يوضح الشكل الخطوط العريضة للدرزات الرئيسية "O" واللحام الخلفي "P". يسمى التماس المفصل التناكبي اللحام التناكبي ، ودرزة الدعم هي الجزء الأصغر من التماس على الوجهين ، والذي يتم إجراؤه مسبقًا لمنع الحروق أثناء اللحام اللاحق للخط الرئيسي أو تطبيقه أخيرًا ، بعد اكتماله . يوضح الشكل نفسه تحضير حواف من الصلب بسمك 6-100 مم مع بطانة فولاذية ، تستخدم أحيانًا في البناء إذا كان من المستحيل عمل خط دعم. بالإضافة إلى ذلك ، يُظهر الشكل نفسه متغيرًا من اللحام التناكبي مع أخدود من جزء واحد فقط بزاوية (45 ± 2) درجة ومع أخدود التفاصيل العموديةفي نفس الزاوية.
أرز. 1. الوصلات والدرزات التناكبية: أ - تحضير الحواف على شكل تشفيه (سمك العنصر 1-4 مم) ؛ ب - تحضير الحواف بدون شطبة ، ج - تحضير الحواف ذات المائل ؛ ز - تحضير حواف الصلب بسمك 8-120 مم
على التين. يوضح الشكل 1 ، د تحضير حواف من الصلب بسمك 8-120 مم. كلا حافتي العناصر المراد لحامها مشطوفان على كلا الجانبين بزاوية (25 ± 2) درجة لكل منهما ، في حين أن الزاوية المائلة الكلية هي (50 ± 4) ° ، وتم ضبط التلميع "c" والفجوة "b" بواسطة المعيار اعتمادًا على سمك الفولاذ. يسمى هذا التحضير على الوجهين مع شطبة من حافتين. مع هذا التحضير ، تصبح معالجة الحواف أكثر تعقيدًا ، لكن حجم المعدن المترسب يتناقص بشكل حاد مقارنة بالتحضير أحادي الجانب. يوفر المعيار عدة خيارات لإعداد الحواف على الوجهين: تحضير حافة علوية واحدة فقط ، تُستخدم مع الترتيب الرأسي للأجزاء ، والتحضير بسمك مائل غير متساوٍ ، إلخ.
اتصال الزاويةيسمى اتصال عنصرين يقعان بزاوية ويلحمان عند تقاطع حوافهما. هناك 10 من هذه المركبات: من U1 إلى U10.
على التين. 2 تظهر الأمثلة وصلات الزاويةومخططات اللحامات فيليه. بالنسبة لسماكة المعدن من 3-60 مم ، تكون حافة العنصر المجاور مشطوفة بزاوية (45 ± 2) درجة ، واللحام الرئيسي هو "O" واللحام "P" (الشكل 2 ، أ). بنفس السماكة ومن خلال الاختراق ، من الممكن الاستغناء عن اللحام الخلفي (الشكل 2 ، ب). في كثير من الأحيان ، يتم استخدام مفصل زاوية مع بطانة فولاذية (الشكل 2 ، ج) ، مما يضمن اختراقًا موثوقًا للعناصر في القسم بأكمله. بسماكة معدنية 8-100 مم (الشكل 2 ، د) ، يتم استخدام القطع على الوجهين للعنصر المجاور بزاوية (45 ± 2) °.

رنز. 2. وصلات الزاوية والدرزات: أ - مع خط اللحام (سماكة المعدن 3-60 مم) ، ب - مع حشية فولاذية ، ج - بدون خط اللحام ، د - مع قطع على الوجهين للعنصر المجاور (سمك المعدن 8-100 مم)
اتصال نقطة الإنطلاق(الشكل 3) يسمى الوصلة الملحومة حيث تلتقي نهاية أحد العناصر بزاوية ويتم لحامها بلحامات فيليه على السطح الجانبي لعنصر آخر. يوفر المعيار عدة أنواع من هذه التوصيلات: من T1 إلى T9. الأكثر شيوعًا هو الاتصال الموضح في الشكل. 3 ، أ ، للمعادن بسمك 2-40 مم. لمثل هذا الاتصال ، لا يتم عمل شطبة من الحواف ، ولكن يتم ضمان التشذيب المتساوي للعنصر المجاور والسطح المستوي للعنصر الآخر.
مع سماكة المعدن 3-60 مم والحاجة إلى تماس مستمر بين العناصر ، وهو ما ينص عليه مشروع التصميم ، تقطع الحواف في العنصر المجاور (الشكل 3 ، ب) بزاوية (45). ± 2) درجة. من الناحية العملية ، غالبًا ما يتم استخدام وصلة الإنطلاق ذات البطانة (الشكل 3 ، ج) بسمك فولاذي يتراوح من 8 إلى 30 مم ، بالإضافة إلى مفصل ذو شطبة على الوجهين لحواف العنصر المجاور بفولاذ سمك 8-40 مم (الشكل 3 ، د). كل هذه الوصلات ذات الحواف المشطوفة للعنصر المجاور توفر تماسًا مستمرًا و أفضل الظروفأعمال بناء.

أرز. 3. وصلات T والدرزات: أ - للمعدن بسمك 2-40 مم ؛ ب - 3-60 مم ؛ ج - اتصال مع البطانة ، د - اتصال مع حواف مشطوفة على الوجهين (سمك المعدن 8-400 مم)
مفصل اللفةيسمى المفصل الملحوم حيث تكون العناصر الملحومة بواسطة لحامات فيليه متوازية ومتداخلة جزئيًا مع بعضها البعض. يوفر المعيار اثنين من هذه المركبات: HI و H2 (الشكل 4). كما يتضح من الشكل ، فهي تختلف فقط في ذلك في الاتصال في الشكل. 4 ، ولكن يتم لحام طرفين على سطح العناصر ، وفي المفصل في الشكل. 4 ب - نهاية واحدة فقط. في بعض الأحيان يتم استخدام أنواع مختلفة من مفاصل اللفة: مع تراكب (الشكل 4 ، ج) ومع اللحامات الموضعية (الشكل 4 ، د) ، ربط أجزاء من العناصر الهيكلية.
أرز. 4. مفاصل اللفة والدرزات: أ - مع اللحام من طرفين ، 6 - مع اللحام من طرف واحد ، ج - التوصيل بطبقة ، د - التوصيل مع اللحامات الموضعية ، الحركة الإلكترونية لأحمال الشد والمفصل الملحوم
من الوصلات الملحومة المدرجة ، الأكثر موثوقية واقتصادية هي مفاصل التناكب التي فيها التمثيل الاحمالوالقوى يُنظر إليها بنفس الطريقة كما في العناصر الكاملة التي لم يتم لحامها ، أي إنها تكافئ عمليا المعدن الأساسي ، بالطبع ، مع الجودة المناسبة لأعمال اللحام. ومع ذلك ، يجب ألا يغيب عن البال أن معالجة حواف الوصلات التناكبية وتعديلها للحام معقدة للغاية ، بالإضافة إلى أن استخدامها مقيد بخصائص شكل الهياكل. كما تعتبر مفاصل الزاوية والمفاصل المحملة شائعة في الهياكل. تعتبر مفاصل اللفة أسهل في التعامل معها ، حيث أنها لا تتطلب قطعًا أوليًا للحواف ، كما أن تحضيرها للحام أسهل من الوصلات التناكبية والشرائح. نتيجة لذلك ، وبسبب العائق الهيكلي لبعض الهياكل ، أصبحت منتشرة على نطاق واسع لربط العناصر ذات السماكة الصغيرة ، ولكن يُسمح بها للعناصر التي يصل سمكها إلى 60 مم. عيب مفاصل اللفة هو عدم كفاءتها ، بسبب الاستهلاك المفرط للقاعدة والمعدن المترسب. بالإضافة إلى ذلك ، بسبب إزاحة خط عمل القوى أثناء الانتقال من جزء إلى آخر وحدوث تركيز الإجهاد ، تقل قدرة تحمل هذه المفاصل (الشكل 4 ، هـ).
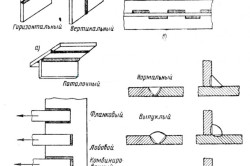
تظهر جميع رسومات اللحام الخطوط العريضة للحامات. تظهر أقسام هذه اللحامات - المؤخرة والزاوية والبقعة - في الشكل. 5. في جميع اللحامات ، يُظهر السهم جذر التماس - جزء التماس الأبعد عن سطحه. في معظم الحالات ، يقع جذر اللحام في بداية اللحام أو في منتصفه ، ويعتمد أداء اللحام على جودة اختراقه ، خاصة في ظل الأحمال المتغيرة والديناميكية.

أرز. 5. الخطوط العريضة للقطع والتسميات لأبعاد اللحامات: أ - لحام بعقب من جانب واحد مع شطبة من حافتين ، ب - لحام شرائح مع أخدود العنصر المجاور ، ج - لحام موضعي ؛ ز - اللحامات فيليه اتصال نقطة الإنطلاق، د - خط التماس المقطوع بدون حواف القطع "؛ ه ، أنا - عرض التماس ؛ ز - التحدب ؛ ك - ساق التماس ؛ د - قطر النقطة
بالإضافة إلى الوصلات والدرزات الملحومة المدرجة في اللحام القوسي اليدوي ، تُستخدم الوصلات بزوايا حادة ومنفرجة وفقًا لـ GOST 11534-75 ، لكنها أقل شيوعًا. للحام في غاز التدريعيستخدم لحام الألومنيوم والنحاس والمعادن الأخرى غير الحديدية وسبائكها وصلات ملحومة ودرزات يتم توفيرها بواسطة معايير منفصلة. على سبيل المثال ، يتم توفير شكل تحضير حواف ودرزات هياكل خطوط الأنابيب بواسطة GOST 16037-80 ، والذي يحدد الأبعاد الرئيسية للدرزات لأنواع مختلفة من اللحام. على التين. يوضح الشكل 6 أ تحضير حواف التماس C-1 بسمك عنصر 2-4 مم للحام القوسي اليدوي مع قطب كهربائي قابل للاستهلاك و 2-3 مم للحام قطب كهربائي غير قابل للاستهلاكفي الغاز الوقائي. على التين. يوضح الشكل 6 ، ب شكل تحضير حواف التماس C-6 بسمك 3-20 مم للجمع بين اللحام اليدويقطب كهربائي مستهلك أو غير قابل للاستهلاك لخط اللحام وما يليه لحام ميكانيكيالتماس الرئيسي ، وكذلك لحام الصلب بسمك 3 مم مع قطب كهربائي غير قابل للاستهلاك في غاز واقي.
![]()
أرز. 6. شكل تحضير حواف الأنابيب: أ - التماس C 1 (سمك العنصر 2-4 مم) ، ب - التماس C-6 (سمك 3-20 مم)



