Cum se sudează o cusătură verticală cu un metal invertor 1.5. Ce electrozi sunt cei mai buni pentru sudarea cutii, metal subțire
Tabla este un material destul de popular pentru fabricarea multor dispozitive și structuri tehnice. Tablă de oțel este destinată producerii de elemente portante de poduri, grinzi, rezervoare, jgheaburi, carcase de electromecanisme și alte produse. Singura modalitate de a conecta astfel de produse laminate este sudarea. tablă. Acesta este un tip de conexiune complet fiabil, ale cărui caracteristici depind de grosimea metalului și de locația acestuia în spațiu.
Metode de sudare a tablei
Foile metalice de grosime medie sunt gătite în trepte. Întreaga bandă de sudură este împărțită condiționat în secțiuni de 10-20 cm, după care aceste secțiuni sunt fierte alternativ. Fiecare cusătură ulterioară suprapune cusătura anterioară cu 1 cm. Această tehnologie vă permite să evitați deformările de temperatură ale metalului.
Sudarea tablelor subțiri de metal se face de obicei cap la cap, cu flanșare pe margine. Este permisă și îmbinarea cap la cap pe căptușeală, fără flanșare. Există sudarea produselor cilindrice. De exemplu, sudarea la un fund cu flanșă a unui corp cilindric sau sudarea la un corp inferior cu flanșă.
Sudarea metalului gros (mai mult de 4 mm) se realizează în mai multe treceri. Aceasta este așa-numita sudare cu mai multe straturi. Cusătură de sudură completat de mai multe ori. Înainte de aplicarea fiecărui strat următor, stratul anterior este curățat de sol. Sudarea multistrat este mai fiabilă, dar duce la o creștere a consumabilelor.
Pregătirea tablei pentru sudare
Toate produsele din locurile marginilor și zonele adiacente acestora trebuie curățate temeinic de vopsea, murdărie, ulei, rugină, soltar și umiditate. Curățarea se face cu o perie metalică, râșniță sau flacără arzător. Cel mai bun rezultat este simbioza acestor metode. Marginile sunt prelucrate cu polizor sau mașină de frezat.
Acestea trebuie să fie teșite la un unghi ușor pentru a se conforma tehnologiei. lucrari de sudare. Sudarea cap la cap de înaltă calitate a tablei nu este posibilă fără un tratament adecvat al marginilor.
În funcție de designul viitorului produs, piesele sunt asamblate și fixate împreună folosind diverse dispozitive. Pentru fixarea foilor, se folosesc cleme, pene, cleme, pârghii, colțuri de fixare. Pentru dens 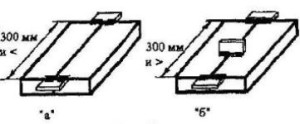 cricurile sunt folosite pentru strângerea produselor. In conditiile atelierului, sudarea tablei de otel este asigurata prin mecanisme speciale de prindere.
cricurile sunt folosite pentru strângerea produselor. In conditiile atelierului, sudarea tablei de otel este asigurata prin mecanisme speciale de prindere.
Pentru a asigura imobilitatea cusăturii, produsele sunt prinse cu chinuri. Dimensiunea lor depinde de grosimea tablei și de lungimea totală a cusăturii. Pentru foile subțiri, lungimea adezivului este de până la 0,5 cm, iar pentru metalul gros poate fi de până la 3 cm. Cu o grosime a metalului de 1 cm sau mai mult, de obicei nu se folosesc chinuri.
În acest caz, se folosesc legături cu pană, care permit o deplasare ușoară a pieselor în timpul procesului de sudare. De asemenea, pot fi folosite pătrate și bare de legătură.
Tehnologia de sudare a tablei
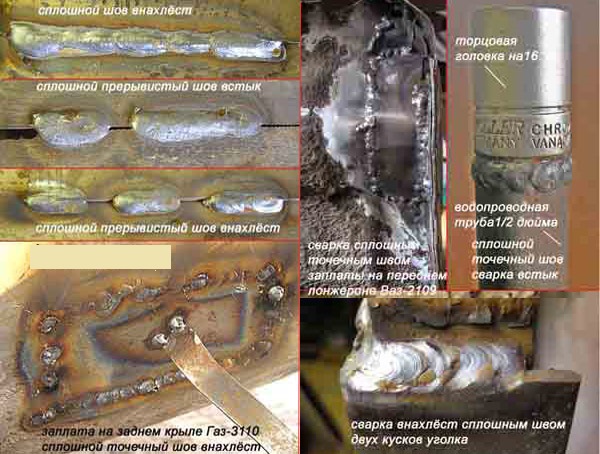
Sudarea metalului laminat poate fi realizată cap la cap sau cu o suprapunere. Cusăturile verticale sunt recomandate să fie realizate cu îmbinări cap la cap, iar îmbinările circulare ale centurii se realizează cel mai bine cu o suprapunere. În primul rând, fierbeți cusături transversale, iar apoi lucrați la cusăturile longitudinale.
Distanța dintre produsele conectate ar trebui să fie de aproximativ 1 mm. Acest lucru este necesar pentru a preveni deformarea produselor. Se recomandă sudarea tablei de la mijloc, deplasându-se treptat spre margini.
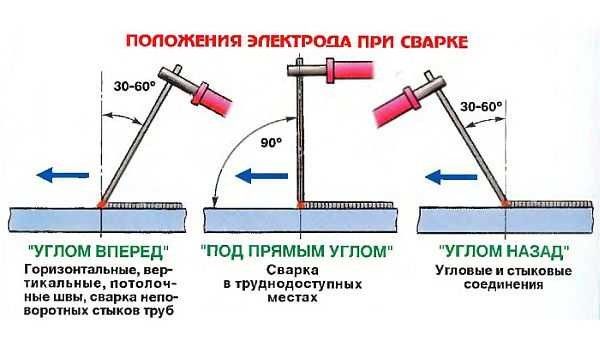
Sudarea se face la un unghi de 70-90 de grade. În această poziție are loc penetrarea maximă a cusăturii.
Prin sudarea oricărei table conform recomandărilor, se obțin produse sudate de înaltă calitate, cu rezistența corespunzătoare.
Se întâmplă că trebuie să preparați o cutie subțire și nu știți cu ce electrod puteți suda toate acestea. Este necesară sudarea prin sudare manuală cu arc, deoarece nu există alta. Poti folosi diverse aparate, dar faptul ramane si este clar ca electrozii ard de obicei prin tabla. Pentru început, să luăm electrodul cu cel mai mic diametru, acesta este un doi sau un trei. În continuare, ne uităm la dispozitiv.
Puteți găti atât cu curent alternativ, cât și cu curent continuu. Este de dorit să folosiți electrozi universali. Te-aș sfătui să faci albastru MP-3C de gradul C. Din anumite motive, s-a întâmplat așa și am sudat metal subțire cu ele. Metalul poate fi suprapus (unul peste altul) nu prea mult și astfel avem mai multe șanse să nu ardem prin el. De obicei, această metodă nu este potrivită deoarece de multe ori trebuie să îmbinați produse într-o îmbinare. Ce sa fac? Nu trebuie să fim deștepți cu nimic și vom folosi aceeași calitate C ca un metal suplimentar pentru sudare. Îl curățăm de acoperirea cu pulbere și îl aplicăm la locul de sudare. Aici va merge cusătura.
Dacă veți găti tablă automată, atunci povestea nu este cu mult diferită. De obicei, conduce de la încălzirea dimensională. Și îl gătesc fie semi-automat, fie prin altă sudură. Puteți găti cu electrozi, dar nu toate părțile mașinii. Să presupunem că am pregătit toate lucrurile necesare:
- Trei electrozi.
- Am pregătit piesele înainte de sudare (curățat locul de sudare).
- înființat curent de sudare pentru a ne suda tabla.
- Curățat materialul de umplutură (curățat clasa C de acoperirea cu pulbere)
Acum trebuie să încercați să puneți detaliile astfel încât acestea să fie conduse cât mai puțin posibil. Dacă există o altă modalitate de a suda tabla, atunci ți-aș recomanda-o. Tip sudare cu gaz sau semi-automat. De ce este important să punem did? Deoarece în timpul sudării, piesele se încălzesc și se răcesc și, astfel, la locul de încălzire au loc dilatarea și contracția. Ai observat că atunci când gătești ceva subțire și ușor ca o tavă, ți se pare că piesa pare să se miște? Aceasta este ceea ce sudorii numesc conductoare. Unii spun: O, uite cum s-a mișcat metalul! Trebuie să fi fost auzit de multe ori. Așa că pune-l jos și apasă-l deasupra sau fixează-l temporar, lasă doar locul unde trebuie să sudezi piesele. Dacă detaliile nu sunt mari, acest lucru nu este necesar. Să luăm un exemplu cu două foi. Așezați două foi pe suprafața de lucru. Este uniform și realizat pe el sunt situate într-o îmbinare. nu exista posibilitatea de a atasa. După sudare, cele două metale se vor strânge, așa că ce altceva puteți spune de unde s-a format acest unghi. Se formează ca urmare a deformării metalului. Ceea ce nu a fost necesar a fost să punem aceste două părți într-un unghi ușor opus, astfel încât după conectarea părților totul să devină uniform. În grade, nu știu cât de mult, dar este puțin vizibil pentru ochi că părțile nu stau plat. I se poate părea chiar persoanei care stă lângă ei că sunt exact andocate. Încercați totul pe un metal similar înainte de a suda, întindeți-vă mâinile.
Procesul de sudare cu invertor este conceput pentru a suda metal subțire, formând o cusătură de calitate, deoarece majoritatea pieselor au o grosime a foii de aproximativ 5 mm lățime, iar multe tipuri de sudare sunt prost potrivite acestui proces. Acest tip de sudare este de buna calitate, tinand cont de parametrii cu rezistenta, tenacitate si ductilitate. Există parametri datorită cărora sudarea metalelor subțiri devine mai bună:
·Fiabilitate;
· Rezistent la coroziune;
·Flexibilitate;
·Viscozitate.
Varietăți de sudare a tablei subțiri și caracteristicile sale
Este necesară sudarea metalelor subțiri foarte des, deoarece majoritatea pieselor constau doar din astfel de dimensiuni.:
· Barci cu motor;
· Mașini.
Va fi posibil să se producă sudură de înaltă calitate după luarea în considerare a tuturor nuanțelor lucrării ce urmează. Principala problemă este că piesele subțiri sunt mai susceptibile de a fi arse de electrod, după care piesa de prelucrat devine inutilizabilă. Este necesar să aveți o experiență vastă cu electrozi pentru sudarea acestui tip de metal, altfel cusătura și îmbinarea suprafețelor metalice nu sunt de cea mai bună calitate. Există încă dificultăți în implementarea lucrului corect cu arcul și pentru a selecta parametrii necesari pentru conectarea pieselor de prelucrat. 
Conditii necesare care trebuie respectate la imbinarea metalelor subtiri
Înainte de a începe procesul, este necesar să selectați dimensiunea necesară a electrodului în grosime, care se va potrivi identic cu dimensiunea piesei de prelucrat care urmează să fie sudată. Puterea curentului este setată în funcție de grosimea electrodului. De asemenea, o alegere importantă este acoperirea electrodului, deoarece acest proces necesită unul special care se topește pe o perioadă lungă de timp.
Pentru a asigura o bună performanță la piesele de sudură, se adoptă un invertor. Datorită celor mai recente dezvoltări ale aparatului, este posibil să se realizeze cu ușurință procesul de sudare a metalelor subțiri, care au o greutate mică și un nivel ridicat de productivitate. Sudarea de către invertor se realizează pe o sursă de curent constant. Pentru sudarea metalelor subțiri se pot folosi electrozi de diferite mărci. În timpul lucrului la acest dispozitiv, se recomandă reglarea puterii curentului cu aproximativ 10-15 A. Pentru a forma o sudură mai bună, este necesar să folosiți electrozi de 1,6 mm lățime.
Invertorul poate fi reglat la diferite tensiuni de volți sau amperi, pentru o sudare mai confortabilă. Costurile cu energia nu sunt semnificativ ridicate, spre deosebire de un transformator sau redresor, iar randamentul este de 90%.
Dispozitiv pentru sudarea metalelor subțiri
La început, se cere investigarea aranjamentului mecanismului de sudare, care este relativ dificil din cauza aplicării tensiunii, curentului și frecvențelor maxime mari. În timpul procesului de sudare au loc tranziții de tensiune, de la curent alternativ la 220V la curent continuu cu mare frecvență. De asemenea, impulsurile bateriei sunt incluse în prezența unui invertor, care constă din module. Datorită procesoarelor cu microcircuite de programare, funcționarea elementelor aparatului de sudură este coordonată.
Programe care sunt produse de invertor:
· Lichidarea tensiunii în momentul închiderii unui arc pentru sudare;
Se formează impulsuri de curent suplimentare;
· Asigurarea distrugerii barierelor metalice lichide la sudarea cu arc scurt.
Procesul de lucru cu utilizarea unei mașini de sudură
Există multe lucruri care pot fi făcute manual acasă folosind sudare. Repararea unei mașini, conectarea semifabricatelor metalice este mult mai ușoară atunci când este la îndemână un invertor pentru sudare.
Pentru a funcționa, trebuie să achiziționați următoarele dispozitive:
· Electrozi;
· Aparate pentru sudare;
· Mănuși;
·Un ciocan;
· Perie metalica;
·Mască de sudură;
· Salopeta rezistenta la foc sau pur si simplu densa;
· Prezenta apei, pentru eliminarea diverselor surse posibile de flacara. 
Pentru calitatea necesară a cusăturii la început, este necesar să reglați tensiunea corespunzătoare în mașină și rețea. Este necesar să inspectați ștecherul, priza, cablul și să verificați starea lor bună. Este interzisă în mod expres efectuarea lucrărilor la echipamente în stare proastă de funcționare.
Este recomandat să puneți dispozitivul pe o suprafață tare și să verificați împământarea. După ce a dezvăluit grosimea piesei de prelucrat, electrozii corespunzători sunt selectați și cantitatea de curent este ajustată cu mânerul de pe aparat.
Înainte de procesul de sudare, este necesară curățarea piesei viitoare prin îndepărtarea murdăriei și ruginii cu o perie metalică sau șmirghel. Apoi, trebuie să fixați foile de metal într-o menghină. Electrodul este prins în suport și aprindem arcul de sudură cu mișcări de atingere sau batere pe piesa metalică. Este necesar să implementați parametrii de curent corecti și apoi să conduceți arcul în poziția dorită. La sfârșitul procesului, se recomandă să lăsați timp piesei să se răcească, apoi să îndepărtați zgura și să curățați suprafața până la o strălucire vizibilă.
Procesul de control al arcului
În timpul procesului de sudare, este necesară menținerea distanței necesare a arcului de ardere, de la electrod la metal. Aceleași dimensiuni ale decalajului rezultat sunt considerate stabilitate în garantarea unei implementări competente proces tehnologic. Dacă dimensiunile specificate între goluri sunt reduse, atunci se va obține o sudură îndoită de un arc de sudare, cu participarea părții laterale topite. Dacă se lucrează la cea mai îndepărtată distanță, atunci sudarea de înaltă calitate nu va funcționa, deoarece arcul este distorsionat, iar metalul este sudat cu distorsiuni pe o parte. Dacă observați corect spațiul specificat la sudare, atunci puteți produce o cusătură uniformă și îngrijită.

Efectuarea unei suduri simple cu un invertor
Când apare arcul, este în puterea sa de a acoperi întregul metal de bază și de a muta întregul bazin de sudură la locul său original, creând o cusătură. Sarcina principală a sudorului este să se asigure că cusătura este în linie cu metalul.
În astfel de cazuri, se recomandă păstrarea dimensiunilor locației cusăturii în câmpul vizual în mod constant. De asemenea, ar trebui să aranjați baia în cerc. Sudarea metalelor folosind un invertor necesită mișcări netede, formând o cusătură și, în același timp, urmăriți aspectul său de pe o margine a foii de metal și apoi controlați aspectul său în bazinul de sudură.
Dacă electrodul este ținut aproape de placa metalică în timpul procesului, se va forma o cusătură convexă. Mulți meșteri cu experiență realizează formarea unei cusături plate și mișcarea băii, prin modificarea necesară a unghiului electrodului.
Caracteristici în metal de sudare invertor cu o grosime mică
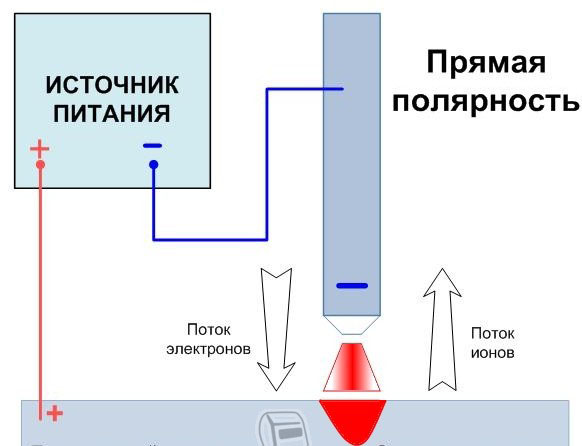
Sudorul trebuie să acorde atenție polarității electrodului, deoarece dimensiunea acestora afectează durabilitatea cusăturii și rezistența întregii suduri.
Datorită electrozilor polaritate inversă puteți obține cu ușurință formarea unei cusături adânci. La începutul procesului, trebuie să determinați ce taxă să aplicați și cum să o conectați. O sarcină pozitivă se încălzește mult mai mult. După ce a început procesul, ar trebui să respectați unghiul necesar cu electrodul de 30 de grade, apropiindu-l de distanța necesară, trebuie să formați o pată roșie înainte să apară o picătură roșie de metal. Sudură apare după ce toate picăturile sunt conectate între ele pe foi de metal.
Beneficiile sudării redresorului cu invertor
Metalele cu dimensiuni subțiri au un consum redus de material, astfel încât nevoia lor de sudare este solicitată pe scară largă în domeniile industriale. În principiu, nu trebuie să aveți abilități mari pentru a îmbina metalul, datorită constanței arcului de sudare și primirii indicatorilor finali de înaltă calitate. În cele mai multe cazuri, unde valoarea principală este calitatea cusăturii sudate, invertoarele sunt utilizate pentru sudarea cu arc cu argon. Dacă procesul de sudare este efectuat folosind un dispozitiv semi-automat, atunci invertorul poate controla mișcarea metalului și poate reduce stropirea acestuia.
Cea mai avansată tehnologie este sudarea cu arc cu plasmă. Când se aplică acest tip de sudare, productivitatea muncii crește datorită modificărilor vitezei de tăiere, în timp ce arcul format este constant.
La echipament de sudură trebuie tratate cu atentie si atentie, pentru a evita diversele defectiuni. Tehnica poate da parametri incorecți și, ca urmare, funcționarea piesei poate fi afectată. Dacă nu este posibilă efectuarea procesului de sudare cu mașina pornită, primul lucru de făcut este să verificați și să inspectați cablurile. Dacă arcul de sudură nu este suficient de puternic, este necesar să se verifice curentul, din cauza căruia invertorul poate să nu funcționeze, în caz contrar, ar trebui să fie dus la departamentul de service pentru a repara aceste mașini, este posibil să fie o defecțiune a modulului. o problemă.
Cum sa alegi aparatul de sudura potrivit

Înainte de a continua cu achiziționarea acestui dispozitiv, este necesar să se determine cu ce metale se va efectua în principal lucrarea. Este necesar să se țină cont de parametrii materialului de sudat, iar electrozii trebuie selectați în funcție de compoziția lor cu metalul sau cu grosimea piesei de prelucrat. Parametrii actuali sunt ajustați la calitatea și compoziția necesară a metalului și dimensiunile acestuia.
Există trei moduri în care aparatul de sudură poate funcționa:
·Extrem;
·In medie;
·De lungă durată.
Când tensiunea de la rețea este redusă la aproximativ 190 V, va exista un consum scăzut de amperi în timpul procesului. Nu se recomandă utilizarea cablurilor care au o lungime de 15 metri sau mai mult, deoarece distribuția curentului prin acestea va duce, de asemenea, la un curent de sudare scăzut.
Nu uitați că se recomandă să țineți o evidență a rețelei de alimentare electrică, deoarece la o valoare scăzută este necesară utilizarea dispozitivelor care pot funcționa în fluctuații de tensiune de 220V plus sau minus 5%. Dispozitivele care au o turație de ralanti pot funcționa în încăperi umede, diferite subsoluri sau sisteme de canalizare.
Invertorul nu funcționează dacă această temperatură este sub 0 grade Celsius, iar schimbările bruște pot duce la condens în interiorul circuitelor.