Care sunt mărcile străine de electrozi. Tipuri de electrozi moderni pentru sudarea manuală cu arc
Electrozii utilizați pentru sudare și suprafață sunt clasificați în funcție de scopul lor (pentru sudarea oțelului, fontă, metale neferoase și pentru suprafață), caracteristici tehnologice (pentru sudare în diverse poziții spațiale, penetrare adâncă și sudare în bazin), tipul și grosimea acoperirii, compoziția chimică a tijei și a acoperirii, natura zgurii, proprietăți mecanice metal de sudare și metoda de acoperire (sertizare sau scufundare).
Principalele cerințe pentru toate tipurile de electrozi sunt: asigurarea unui arc stabil și o bună formare a cusăturii; obţinerea metalului sudură compoziția chimică dată; topirea calmă și uniformă a tijei electrodului și a acoperirii; stropire minimă de metal al electrodului și performanță ridicată de sudare; separabilitate ușoară a zgurii și rezistență suficientă a acoperirilor; păstrarea proprietăților fizico-chimice și tehnologice ale electrozilor pentru o anumită perioadă de timp; toxicitate minimă în timpul fabricării și sudării.
Lungimea electrozilor este dată în tabel. 3.
3.Lungimea electrodului depinde de diametrul acestuia
Cu programare electrozi metalici pentru manual sudare cu arc oţeluri şi suprapuneri straturi de suprafață cu proprietăți speciale, fabricate prin presare, sunt împărțite (GOST 9466-75):
pentru sudarea carbonului și oțeluri slab aliate cu rezistență temporară la tracțiune până la 60 kgf / mm 2 (600 MPa), cu simbolul U;
pentru sudarea oțelurilor aliate cu o rezistență temporară la tracțiune mai mare de 60 kgf / mm 2 (600 MPa) - L;
pentru sudarea otelurilor aliate termorezistente -T;
pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - B;
pentru suprafața straturilor de suprafață cu proprietăți speciale - N.
În funcție de grosimea învelișului, electrozii sunt împărțiți în electrozi cu acoperiri subțiri, medii, groase și extra groase. GOST 9466-75 prevede, de asemenea, trei grupuri de electrozi - 1, 2, 3, caracterizate de cerințe pentru calitatea (precizia) fabricării electrozilor, starea suprafeței de acoperire și conținutul de sulf și fosfor din metalul depus.
În funcție de tipul de acoperire, electrozii sunt împărțiți în:
cu strat acid A,
cu acoperire de bază - B,
cu acoperire de celuloză - C,
Cu acoperire rutilă- R,
cu o acoperire mixtă - cu o denumire dublă, cu alte tipuri de acoperiri - P.
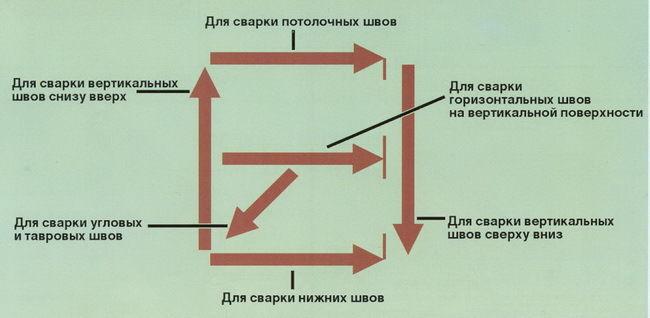
În funcție de poziția spațială în care se efectuează sudarea, electrozii sunt împărțiți în:
pentru sudare în toate pozițiile cu simbolul 1;
pentru sudare în toate pozițiile, cu excepția verticală de sus în jos, - 2;
pentru pozițiile de jos, orizontal pe un plan vertical și vertical de jos în sus -3;
pentru mai jos și mai jos „în barcă” - 4.
Electrozii sunt împărțiți în funcție de tipul și polaritatea curentului, precum și de tensiunea nominală în circuit deschis a sursei de putere a arcului de sudare. curent alternativ.
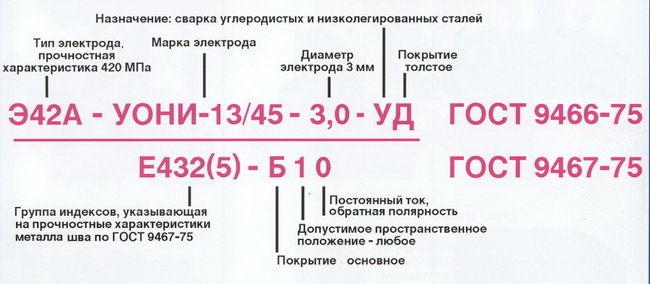
Împărțirea electrozilor după tip se face în conformitate cu GOST 9467-75, 10051-75 și 10052-75. Conform GOST 9467-75, sunt furnizate 9 tipuri de electrozi pentru sudarea oțelurilor carbon și slab aliate (E38, E42, E42A, E46, E46A, 350, E50A, E55 și E60), 5 tipuri de electrozi pentru sudarea oțelurilor aliate de rezistență crescută și ridicată (E70, E85, E100, E125 și E150) și 9 tipuri de electrozi pentru sudarea oțelurilor aliate rezistente la căldură (E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E- 09Kh1MF, E-10Kh1M1NFB, E-10Kh3M1BF, E -10X5MF). Desemnați electrozii pentru sudarea oțelurilor carbon și aliate conform GOST 9466-75. De exemplu, electrozii de tip E46A conform GOST 9467-75 al mărcii UONI-13/45 cu un diametru de 3,0 mm pentru sudarea oțelurilor carbon și slab aliate sunt desemnați după cum urmează:
unde E - electrod pentru sudarea cu arc; 46 - rezistența la tracțiune temporară minimă garantată, datorită GOST 9467-75; A - tip îmbunătățit de electrozi; litera U indică faptul că electrozii sunt proiectați pentru sudarea carbonului și a aliajelor reduse oteluri de structura cu rezistență temporară la tracțiune de până la 60 kgf / mm 2 (600 MPa); D - grosimea stratului; 2 - al doilea grup. La numitor, numerele 43 2 (5) indică caracteristicile metalului depus și ale metalului de sudură; litera B indică tipul principal de acoperire; 1 - poziție spațială în care se poate efectua sudarea, O - curent continuu polaritate inversă. Pentru electrozii utilizați pentru sudarea oțelurilor carbon și slab aliate cu o rezistență temporară la tracțiune de până la 60 kgf / mm 2 (600 MPa), nu se pune o liniuță după litera E.
Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale, electrozii conform GOST 10052-75 sunt clasificați în funcție de compoziția chimică a metalului depus și de proprietățile sale mecanice. GOST 10052-75 prevede 49 de tipuri de electrozi. Denumirile tipurilor de electrozi constau din indicele E urmat de cifre și litere. Cele două cifre de după index indică conținutul mediu de carbon din metalul depus în sutimi de procent. Elementele chimice conținute în metalul depus sunt indicate prin următoarele litere: A - azot, B - niobiu, C - wolfram, D - mangan, D - cupru, M - molibden, N - nichel, C - siliciu, T - titan , F - vanadiu, X - crom. Numerele care urmează după literele elementelor chimice indică conținutul mediu al elementului în procente. După desemnarea cu litere a elementelor, al căror conținut mediu în metalul depus este mai mic de 1,5%, numerele nu sunt lăsate jos.
Electrozii de suprafață cu arc sunt reglementați de GOST 10051-75 ( tipuri de electrozi, care sunt caracterizate compoziție chimică metalul depus și duritatea acestuia).
Întrebări pentru autoexaminare
1. După ce criterii sunt clasificați electrozii pentru sudare și suprafață?
2. Ce știi despre GOST pentru electrozi?
3. Cum sunt indicate tipurile de acoperiri ale electrozilor?
Sudarea este o combinație a mai multor procese care permit topirea metalului fără a topit toate părțile produsului. Procesul de sudare în sine este influențat de curent, polaritate și tipul de curent, tensiunea arcului, viteza de sudare și diametrul electrodului. Lungimea electrodului, proprietățile acoperirii electrodului în sine, temperatura metalului înainte de sudare și procese similare afectează procesul de sudare doar parțial. Prin urmare, atunci când efectuați suduri, nu trebuie să monitorizați starea acestor factori.
Cu toate acestea, una dintre cele mai puternice influențe pe procesul de sudare redă diametrul electrodului . Cu cât diametrul electrodului este mai mare, cu atât trebuie să adăugați mai mult curent. De asemenea, cu cât diametrul este mai mare, cu atât grosimea metalului pe care îl pot suda este mai mare. Practic, pentru sudarea standard, cel mai popular diametru al electrodului este de 2,5 milimetri, cu toate acestea, acest diametru este calculat pentru grosimea medie a metalului, adică aproximativ 3 - 4 milimetri.
Pe lângă cele mai populare grosimi de electrozi, există multe altele, dar cele mai populare și cele care pot fi cumpărate în aproape fiecare magazin de electrozi de sudură și echipamente de sudură.
aceasta astfel de diametre: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6.0.În aproape fiecare magazin specializat le puteți cumpăra pe toate. Cu toate acestea, dacă aveți nevoie de electrozi cu un diametru mai mare, atunci îi puteți comanda fără probleme.. În plus, trebuie să selectați corect diametrul electrodului în funcție de grosimea metalului. Alegerea diametrului electrodului ar trebui să depindă nu numai de grosimea metalului sudat, ci și de proprietățile metalului. Pentru a alege diametrul electrodului potrivit, folosiți forumuri, bloguri sau site-uri specializate.
Pe lângă baza - electrozii de sudare, este foarte important pentru procesul de sudare ca curentul de sudare să fie selectat corect, adică trebuie să corespundă diametrului acestor electrozi. Dacă ați depășit sau ați redus mult curentul, în primul caz, cel mai probabil veți arde prin metal, iar în al doilea, este puțin probabil să puteți lovi arcul deloc și, dacă o va face, nu va fi pentru mult timp.
Aflați valoarea corectă curent de sudare Puteți fie pe pachetul de electrozi, sau pe site-uri specializate pentru sudori. În acest caz, trebuie să vă amintiți că nu este necesar să ascultați sfaturile altora, deoarece, dacă, de exemplu, aveți de-a face cu metal subțire, un ușor exces al curentului de sudare vă poate strica produsul. Prin urmare, trebuie să știți exact care este curentul necesar pentru procesul de sudare. Rețineți că selectarea corectă a curentului afectează succesul procesului de sudare.
După cum puteți vedea, respectarea regulilor care necesită electrozi este foarte importantă. Selectarea corectă a diametrului electrodului în raport cu grosimea metalului și selectarea corectă a curentului de sudare vă vor permite să sudați piesele de care aveți nevoie fără a utiliza servicii. sudori profesionisti. Astfel, veți economisi mulți bani, efort și timp, accelerând astfel procesul de sudare de mai multe ori.
Dintre toată varietatea de electrozi care se găsesc pe piața modernă, diferențe se regăsesc nu numai în diferite mărci concepute pentru fiecare tip de metal, ci și în dimensiunea produselor. Aproape toate cele utilizate în mod activ în scopuri industriale și private sunt disponibile în mai multe versiuni. Lungimea electrodului, deși importantă, nu este la fel de semnificativă ca diametrul electrodului. Când sudorul s-a hotărât asupra mărcii, în ceea ce privește tipul de metal și alte nuanțe ale lucrărilor viitoare, este timpul să decideți asupra dimensiunilor.
La alegerea unui material consumabil, diametrul tijei electrodului devine unul dintre parametrii determinanți. Este selectat în funcție de dimensiunile metalului de bază, fie că este o foaie sau o altă formă. Totul depinde de puterea necesară pentru a topi materialul de umplutură și materialul de bază. Faptul este că, dacă luăm o astfel de opțiune, încât grosimea electrodului să fie vizibil mai mică decât grosimea foilor, atunci va fi necesară o astfel de putere pentru a topi metalul de bază, încât tija va fierbe pur și simplu și va stropi fără a crea o cusătură. . Cu o selecție corectă, temperatura de topire în ambele cazuri va fi aceeași, datorită căreia se formează o cusătură uniformă de înaltă calitate. Nu va avea cochilii și pori, fisuri fierbinți și deformații de temperatură. Suprafața înconjurătoare nu este stropită cu picături de metal topit.
Dacă diametrul electrozilor de sudare este mai mare decât grosimea piesei de prelucrat, atunci o poate arde. Într-adevăr, pentru a topi tija, va fi nevoie de mult mai multă putere, la care foile se vor topi și în ele se va forma o gaură. Dacă puterea este setată în raport cu dimensiunile metalului de bază, atunci materialul de umplutură se va lipi în mod constant și arc electric nu se poate aprinde. De asemenea, va strica calitatea îmbinării, deoarece nu va fi posibilă crearea unei cusături uniforme fără a întrerupe arcul. Astfel, alegerea diametrului electrodului va fi un parametru foarte important.
Lungimea nu este atât de importantă, dar are totuși greutatea ei. Depinde direct de grosime într-o relație direct proporțională. Sudorii preferă adesea să fie cât mai mare, pentru că atunci sunt mai puține întreruperi în timpul lucrului și cusături lungi se poate face continuu. Acest lucru face conexiunea mai bună și mai plăcută din punct de vedere estetic. Sunt utilizate și consumabile scurte, deoarece nu peste tot trebuie să creați cusături lungi. Electrozi subțiri sunt făcute mai scurte din motivul că, cu o lungime mare, ar fi incomod să le folosim și ar fi grabă să le îndoiți, iar acest lucru amenință să scape de acoperire. Fără acoperire, materialele devin nepotrivite pentru procedurile critice. Trebuie remarcat faptul că nu toate mărcile au o gamă completă de dimensiuni, deoarece unele dintre ele sunt prezentate într-o specializare restrânsă și nu sunt destinate, de exemplu, să lucreze cu materiale subțiri.
Dimensiunile tipurilor de electrozi de la diverși producători
Producătorii își creează propria gamă de dimensiuni care vor fi convenabile de utilizat. Prin urmare, în ciuda asemănării suficiente, fiecare marcă are propriile nuanțe ale raportului și, uneori, există o diferență de câțiva centimetri în lungime sau de câțiva milimetri în grosime. Mai precis, trebuie să te uiți la datele unui anumit model. Dimensiuni ale electrozilor pentru sudare de la diverși producători:

Electrod de sudare LB-52U

Electrozi de sudare ANO-21


Electrod pentru sudare UANI-13/45
Alegere
Diametrele electrozilor pentru sudare sunt selectate în funcție de grosimea pieselor cu care trebuie să lucrați. Cea mai asemănătoare compoziție a metalului este necesară nu numai pentru a crea o îmbinare omogenă, ci și pentru ca acestea să aibă același punct de topire. Totul aici se bazează pe legile elementare ale fizicii, deoarece pentru a topi un volum mai mare de metal este necesară o temperatură mare, care este creată. putere mai mare actual. Nu există mare diferență aici, ce lungime a electrodului este disponibilă, deoarece rezistența cauzată de diferența acestui parametru este nesemnificativă și poate să nu fie luată în considerare.
| Grosimea metalului, mm | Electrod, mm | curent, A |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Verificați întotdeauna starea stratului de acoperire înainte de utilizare pentru a vă asigura că nu este deteriorat sau că nu reține umezeala.
Lungime electrod de sudare va fi de valoare pentru acele îmbinări în care este foarte nedorit să se întrerupă în timpul procesului de sudare. Aceasta poate fi repararea unui container sigilat, lucruri care funcționează sub presiune și așa mai departe. În alte cazuri, acordați mai multă atenție grosimii. Uneori, materialele lungi și subțiri sunt produse special pentru astfel de scopuri. Materialele subțiri pot fi, de asemenea, folosite pentru a crea chinuri care să țină piesele de prelucrat în poziție înainte de sudarea principală. Utilizarea unor materiale mai puternice poate deteriora metalul de bază, altfel materialul nu va putea suda la o adâncime suficientă.
ELECTROZI ÎNCĂVĂTIT METAL
PENTRU SUDAREA MANUALĂ CU ARC A OȚELURILOR ȘI A SUPRAFEȚEI
Clasificare după GOST 9466-75 se aplică electrozilor metalici acoperiți fabricați prin presare pentru sudarea manuală cu arc a oțelurilor și suprafața straturilor de suprafață ale oțelurilor și aliajelor. Standardul nu se aplică electrozilor pentru suprafața straturilor de metale neferoase și aliajele acestora.
Cu programare electrozii sunt împărțiți în:
Pentru sudarea oțelurilor structurale carbon și slab aliate cu rezistență temporară la tracțiune de până la 60 kgf/mm² - La(simbol);
- pentru sudarea otelurilor de structura aliate cu rezistenta temporara. ruptură peste 60 kgf/mm² - L;
- pentru sudarea otelurilor aliate rezistente la caldura - T;
- pentru sudarea otelurilor inalt aliate cu proprietati speciale - LA;
- pentru suprafața straturilor de suprafață cu proprietăți speciale - H.
Subdiviziunea electrozilor pe tipuri- pe GOST 9467-75, GOST 10051-75și GOST 10052-75.
Electrozi pentru sudarea manuală cu arc a oțelurilor structurale și rezistente la căldură;
- electrozi pentru manual sudare cu arc straturi de suprafață cu proprietăți speciale;
- electrozi pentru sudarea manuală cu arc a oțelurilor înalt aliate cu proprietăți deosebite.
Subdiviziunea electrozilor pe timbre- conform standardelor sau specificațiilor relevante. Fiecare tip de electrod poate corespunde uneia sau mai multor mărci.
Prin grosimea acopeririiîn funcție de raportul D/d (D este diametrul acoperirii, d este diametrul electrodului determinat de diametrul tijei), electrozii sunt subdivizați:
Strat subțire D/d ≤ 1,20 - M;
- cu o acoperire medie de 1,20 C;
- cu un strat gros de 1,45 D;
- cu strat extra gros D/d > 1,80 - G.
După tipul de acoperire electrozii sunt împărțiți în:
Acoperit cu acid - DAR;
- cu acoperire de bază - B;
- cu invelis de celuloza - C;
- cu acoperire rutil - R;
- cu o acoperire de tip mixt - simbolul dublu corespunzător;
- cu alte tipuri de acoperiri - P.
Notă. Dacă în compoziția acoperirii există pulbere de fier într-o cantitate mai mare de 20%, litera trebuie adăugată la denumirea tipului de acoperire cu electrod. ȘI.
Conform poziţiilor spaţiale admise electrozii de sudare sau de acoperire dur sunt împărțiți în:
Pentru toate pozițiile - 1;
- pentru toate pozițiile, cu excepția verticală de sus în jos - 2;
- pentru partea de jos, orizontală pe plan vertical și verticală de jos în sus - 3;
- pentru cei mai jos și mai jos în barcă - 4.
Dimensiunile electrozilor trebuie să corespundă cu cele indicate în desen și în tabel.
1 - tijă; 2 - secțiunea de tranziție, 3 - acoperire; 4 - capăt de contact neacoperit
|
Diametrul nominal al electrodului determinat de diametrul tijei, d |
Lungimea nominală a electrodului L (abatere limită ±3) cu arbore din fir de sudura |
Lungimea capătului îndepărtat de stratul l (abatere limită ±5) |
|
|
cu conținut scăzut de carbon sau aliaj |
foarte aliat |
||
Note:
1. Dimensiunile dintre paranteze nu sunt recomandate.
2. Se admite fabricarea electrozilor cu diametrul nominal de 3,15; 3,25; 6,3 și 12,5 mm.
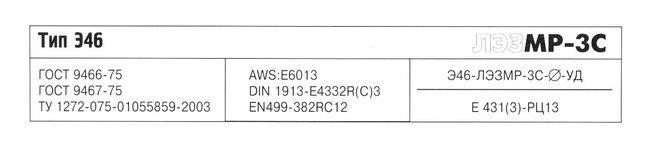
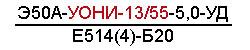
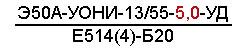
Simbol pentru electrozi
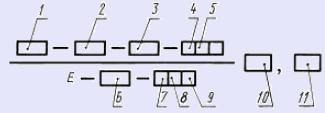
1 - tip; 2 - marca; 3 - diametru, mm; 4 - desemnarea scopului electrozilor;
5 - desemnarea grosimii acoperirii; 6 - grupa de indici; indicând caracteristicile metalului de sudare și metalului de sudură conform GOST 9467-75, GOST 10051-75 sau GOST 10052-75; 7 - desemnarea tipului de acoperire;
8 - desemnarea pozițiilor spațiale permise de sudare sau suprafață; 9 - desemnarea tipului de curent utilizat la sudare sau suprafață, polaritatea curentului continuu și tensiunea nominală în circuit deschis a sursei de alimentare pentru arcul de sudare de curent alternativ cu o frecvență de 50 Hz; 10 - desemnarea acestui standard; 11 - desemnarea standardului pentru tipurile de electrozi
Note:
1. Pentru electrozii mărcilor care nu au legătură cu tipurile conform GOST 9467-75, GOST 10051-75 sau GOST 10052-75, tipul de electrozi nu este indicat în simbol, ci în locul desemnării standardului pentru tipuri de electrozi, desemnarea standardului sau specificațiile tehnice pentru electrozii unei anumite ștampile.
2. În simbolul electrozilor pentru sudarea oțelurilor carbon și slab aliate cu o rezistență temporară la tracțiune de până la 60 kgf / mm & sup2, o liniuță nu este pusă după litera E.
În toate tipurile de documentație (cu excepția designului), simbolul electrozilor trebuie să fie format din marca, diametrul și denumirea acestui standard.
Electrozi de tip E42A conform GOST 9467-75, marca UONII-13/45, diametru 3,0 mm, pentru sudarea oțelurilor carbon și slab aliate U, cu un strat gros D, cu un grup de indici stabiliti în conformitate cu GOST 9467- 75, indicând caracteristicile metalului depus și metalului de sudură, 43 2(5), cu înveliș de bază B, pentru sudare în toate pozițiile spațiale 1 pe DC polaritate inversă 0:
pe etichete sau în marcarea cutiilor, pachetelor și cutiilor cu electrozi
în documentare
Electrozi UONII-13/45-3.0 GOST 9466-75
Proprietățile mecanice ale metalului de sudură, metalului depus și îmbinare sudata la temperatura normală (conform GOST 9467-75) puteți vedea.
Electrozii metalici acoperiți pentru suprafața manuală cu arc a straturilor de suprafață cu proprietăți speciale (conform GOST 10051-75) în formă tabelară pot fi vizualizați
Documente relatate:
CLASIFICAREA ELECTROZLOR
|
EXEMPLE DE MARCAREA:
DENUMIREA POZIȚIILOR SPAȚIALE PENTRU DIFERȚI ELECTROZI
|
MARCAREA ELECTROZLOR DE SUDARE

EXEMPLE DE MARCAREA:
DENUMIREA POZIȚIILOR SPAȚIALE PENTRU DIFERȚI ELECTROZI
Tip electrod

Pentru sudarea oțelurilor carbon și slab aliate, precum și a celor aliate cu rezistență crescută și ridicată, marcajul constă în:
index E
numerele care urmează indicelui, indicând valoarea rezistenței la tracțiune în kgf / mm 2;
index DAR, indicând faptul că metalul de sudură are proprietăți crescute în ceea ce privește ductilitatea și duritatea.
Pentru sudarea oțelurilor rezistente la căldură, înalt aliate și pentru suprafață, simbolul constă din:
numărul de după indice care indică conținutul mediu de carbon în sutimi de procent;
litere și cifre care determină conținutul de elemente chimice în procente. Ordinea de aranjare a denumirilor de litere ale elementelor chimice este determinată de scăderea conținutului mediu al elementelor corespunzătoare din metalul depus. Cu un conținut mediu al elementului chimic principal de mai puțin de 1,5%, numărul din spatele denumirii literei element chimic nespecificat. Cu un conținut mediu de siliciu în metalul depus până la 0,8% și mangan până la 1,0%, literele C și G nu sunt aplicate.
index E- electrod pentru sudare manuală cu arc și suprafață;
 Denumirea metalelor
Denumirea metalelor
Pentru sudarea oțelurilor carbon și slab aliate cu o rezistență la tracțiune de până la 490 MPa (50 kgf / mm 2), se folosesc 7 tipuri de electrozi: E38, E42, E46, E50, E42A, E46A, E50A. Pentru sudarea oțelurilor carbon și slab aliate cu o rezistență la tracțiune de 490 MPa (50 kgf / mm 2) până la 588 MPa (60 kgf / mm 2), se folosesc 2 tipuri de electrozi: E55, E60. Pentru sudarea oțelurilor aliate de rezistență crescută și mare cu o rezistență la tracțiune de peste 588 MPa (60 kgf / mm 2) se folosesc 5 tipuri de electrozi: E70, E85, E100, E125, E150.
Pentru sudarea otelurilor termorezistente - 9 tipuri: E-09M, E-09MH, E-09Kh1M, E-05Kh2M, E-09Kh2M1, E-09Kh1MF, E-10Kh1MNBF, E-10Kh3M1BF, E10Kh5MF. Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - 49 tipuri: E-12Kh13, E-06Kh13N, E-10Kh17T, E-12Kh11NMF, E-12Kh11NVMF etc. Pentru suprafața straturilor de suprafață cu proprietăți speciale - 44 tipuri: E-10G2, E- 10G3, E-12G4, E-15G5, E-16G2KhM, E-30G2KhM, etc.
Marca electrodului
Fiecare tip de electrod poate corespunde unuia sau mai multor grade.
Diametrul electrodului
Diametrul electrodului (mm) corespunde diametrului tijei metalice.
Scopul electrodului

Pentru sudarea oțelurilor carbon și slab aliate cu rezistență la tracțiune de până la 588 MPa (60 kgf / mm 2) - marcate cu litera La;
Pentru sudarea oțelurilor de structură aliate cu o rezistență la tracțiune peste 588 MPa (60 kgf / mm 2) - marcate cu litera L;
Pentru sudarea oțelurilor rezistente la căldură - marcate cu litera T;
Pentru sudarea oțelurilor înalt aliate cu proprietăți speciale - indicate prin literă LA;
Pentru suprafața straturilor de suprafață cu proprietăți speciale - marcate cu litera H.
Factor de grosime a stratului de acoperire

În funcție de raportul dintre diametrul acoperirii electrodului D la diametrul tijei metalice d, electrozii sunt împărțiți în următoarele grupuri:
cu un strat subțire (D/d≤1,2) - marcat cu litera M;
cu acoperire medie (1.2
acoperit gros (1,45
cu strat extra gros (D/d>1,8) - G.
Denumirea electrodului acoperit consumabil

Scrisoare E- denumirea internațională a electrodului acoperit consumabil.
Un grup de indici care indică caracteristicile metalului sudat sau metalului depus
Pentru electrozi utilizați pentru sudarea oțelurilor carbon și slab aliate cu rezistență la tracțiune de până la 588 MPa (60 kgf / mm 2).
http://elektrod-3g.ru
Pentru prima dată, un electrod de sudură a apărut în 1902. S-au schimbat multe de atunci noi tipuri și mărci. Electrodul de sudare este cel mai comun material. Fiecare marca de electrod are propriile sale proprietăți . Rețineți întotdeauna că pentru fiecare tip de material, ar trebui să alegeți un electrod special.
Cele mai populare mărci de electrozi proiectați pentru oțel carbon și slab aliat: UNI-13/NZh/12x13. Electrozii acestui brand sunt proiectați pentru sudarea oțelurilor rezistente la coroziune. Acest model a fost creat conform tuturor regulilor GOST 9466-75. Sudarea cu un astfel de electrod are loc la curent continuu.
ONUI 13/55. Acest electrod de sudare este utilizat pentru sudarea atât a oțelului slab aliat, cât și a oțelului carbon. Corespunde GOST 9466-75,GOST 9467-75,TU 1272002010558589 . Procesul de sudare are loc atât cu curent alternativ, cât și cu curent continuu de polaritate inversă.
MR-3S .Electrodul de sudare al acestui brand este conceput pentru sudarea produselor din oțel carbon și slab aliat.. Sudarea se realizează folosind curent continuu și alternativ.
MR-3T. Acest electrod este destinat pentru sudarea produselor din oțel carbonic, slab aliat. Sudarea poate fi efectuată atât cu curent continuu, cât și cu curent alternativ. Polaritatea DC este inversată. Dar pentru astfel de electrozi există o avertizare, conținutul de carbon trebuie să fie de cel puțin 0,25%, iar rezistența la tracțiune nu trebuie să depășească 490 MPa. Astfel de electrozi corespund GOST 9466-75, GOST 9467-75.
OZS-12. Acești electrozi sunt, de asemenea, proiectați pentru oțel carbon și slab aliat. Rezistența la tracțiune este de 490 MPa. Electrozi de sudare din carbon : VDK VDP SK. Cele mai populare mărci electrozi de tungsten neconsumabile care se întâlnesc GOST23949-80: EHF EVL EVI-1 EVI-2 EVT-15 Există, de asemenea, electrozi speciali pentru sudarea cuprului și aliajelor de cupru: OZB-2M OZB-3 ANTs / OZM2 Komsomolets 100 ANTs/OZM3 Pentru sudarea unor materiale precum nichelul și aliajele acestuia, se folosesc electrozi: OZL-32, B-56U. Dacă intenționați să lucrați cu materiale precum aluminiul și aliajele sale, atunci ar trebui să alegeți electrozi: OZANA-1, OZA-1, OZANA-2, OZANA-2.
Electrozii joacă un rol important în procesul de sudare. De regulă, sudarea cu electrozi va fi mai fiabilă, mai durabilă, mai rapidă, mai economică.
Nu este un secret că în timpul sudării metalului se realizează mișcarea electrozilor. Aceste mișcări sunt adesea denumite oscilatorii. Există multe abordări tehnologice ale performanței sudării metalelor. Electrodîn timpul procesului de sudare, indiferent de metoda utilizată, se raportează mișcarea în trei directii diferite.
Prima mișcare se numește translație, în care mișcarea este de-a lungul axei electrodului. Depinde de viteza topire, mișcarea de translație menține o lungime constantă arcuri, care nu trebuie să depășească 0,5-1,2 din diametrul electrodului. Lungimea arcului depinde de marca electrodului si conditiile de sudare. Formarea cusăturii se deteriorează odată cu scăderea lungimii arcului și există și posibilitatea unui scurtcircuit (scurtcircuit abreviat). O creștere a arcului este cauza unei creșteri a stropirii metalului electrodului și o scădere a calității sudurii din punct de vedere al formei și al proprietăților acesteia (mecanice).
a doua mișcare este deplasarea electrodului de-a lungul axei pentru a forma o cusătură. Diametrul electrodului, puterea curentului ( permanent sau variabile) iar viteza de topire a electrodului determină viteza de mișcare a electrodului. În absența deplasărilor transversale ale electrodului, cusătura este îngustă (filetată), a cărei lățime este de aproximativ 1,5 din diametrul electrodului utilizat. Această cusătură este folosită pentru sudare subţire table metalice.
Ultima mutare este deplasarea electrodului pentru a regla lățimea cusăturii și adâncimea de topire a metalului. Aceste mișcări oscilatorii necesită o înaltă calificare a sudorului și a abilităților sale și sunt determinate și de caracteristicile materialului de sudat, de poziția și dimensiunea sudurii. Lățimea cusăturii, când se utilizează mișcări oscilatorii transversale, variază cu 1,5-5 din diametrul electrodului utilizat.
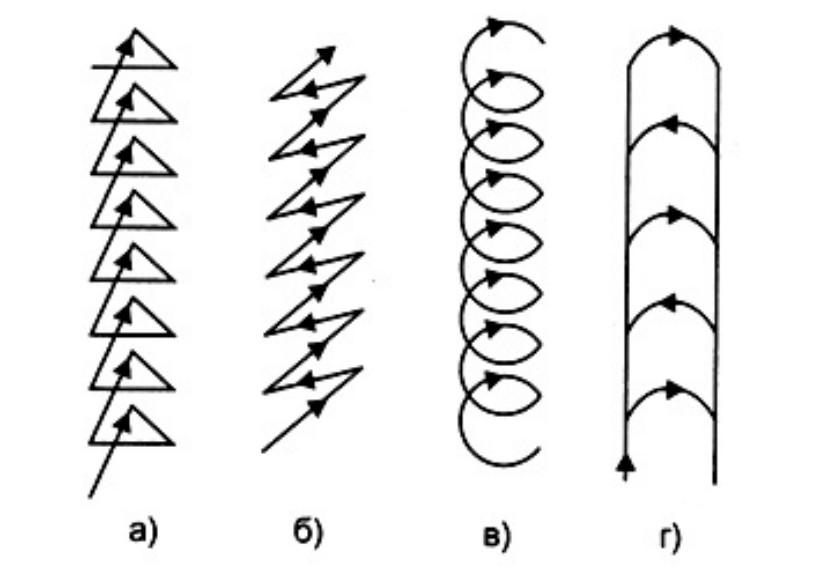
Mișcarea competentă și corectă din punct de vedere tehnic a electrodului este sarcina și condiția principală pentru obținerea unei cusături de înaltă calitate atunci când se efectuează lucrări de sudare. Este importantă o anumită tehnică pentru efectuarea mișcărilor oscilatorii ale electrodului, precum și raționalitatea mișcării acestuia. Există mai multe moduri comune de a realiza o cusătură de calitate. aplicat în orice situaţie cu care sudorul efectuează mișcări în timpul sudării. Acestea sunt mișcările „osului de pește” (a), unghiului (b), „mișcării în spirală” (c), „mișcării semilunii” (d). Fig.1
Când sudați o sudură verticală, este cel mai convenabil să afișați toate modalitățile mișcări oscilatorii ale electrodului, in plus, aceasta este o operatie foarte des folosita in sudarea produselor laminate. În același timp, vom omite toate problemele legate de tăierea muchiilor și pregătirea suprafețelor înainte de sudare.
Cu ajutorul mișcărilor oscilatorii ale electrodului în semilună sau în spirală, raftul este depus inițial pe margini cu electrodul, iar apoi metalul este depus în porțiuni mici fără goluri și ruperi, se recomandă sudarea continuă. Sudarea ulterioară a metalului se efectuează treptat, cu electrodul deplasat mai sus, lăsând în urmă sudura finită. O altă schemă a mișcării oscilatorii în timpul sudării - la un unghi, prevede mișcarea oscilativă a electrodului folosind o deplasare alternativă în sus și în jos, metalul este depus pe margini fără întreruperi cu o mișcare uniformă a electrodului în sus.
Metodologie" os de hering» caracterizat deplasând electrodul în sus, apoi spre dreapta, apoi coborâți la stânga pe o potecă scurtă. Este de dorit ca picătura de metal să se solidifice la fiecare etapă individuală de sudare între margini. După aceea, electrodul părăsit este mutat în sus la stânga și din nou coborât din punctul de urcare, dar acum în jos spre dreapta. Cu astfel de mișcări graduale cu porțiuni individuale continue, se realizează cusătura de sudură.
Electrozii pentru sudarea oțelurilor carbon și slab aliate se caracterizează și prin nivelul de sudare și proprietăți tehnologice, inclusiv. posibilitatea sudării în toate pozițiile spațiale, tipul de curent de sudare, productivitatea procesului, tendința de a forma pori, iar în unele cazuri conținutul de hidrogen din metalul depus și tendința îmbinărilor sudate de a forma fisuri. Caracteristicile enumerate, care trebuie luate în considerare la alegerea unei anumite mărci de electrod, sunt în mare măsură determinate de tipul de acoperire.
Acoperirea poate fi:
Rutilov,
principal,
celuloză,
Amestecat.
Electrozi acoperiți cu acid.
Baza acestui tip de acoperire este oxizii de fier, mangan și siliciu. Metalul sudat realizat cu electrozi acoperiți cu acid are o tendință crescută de a forma fisuri fierbinți. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinării sudate, electrozii aparțin tipurilor E38 și E42.
Electrozii acoperiți cu acid nu sunt predispuși la formarea de pori la sudarea metalului acoperit cu sol sau rugină, precum și în timpul prelungirii arcului. Sudarea se poate realiza cu curent continuu și alternativ.
Electrozi acoperiți cu rutil.
Acoperirea unor astfel de electrozi se bazează pe concentrat de rutil (dioxid de titan natural). Metalul de sudură, realizat cu electrozi acoperiți cu rutil, corespunde oțelului calm sau semi-liniștit. Rezistența metalului de sudură la fisurare este mai mare pentru electrozii acoperiți cu rutil decât pentru electrozii acoperiți cu acid. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinării sudate, majoritatea mărcilor de electrozi rutil aparțin electrozilor de tip E42 și E46.
Electrozii rutil au o serie de avantaje în comparație cu alte tipuri de electrozi, și anume, asigură o ardere stabilă și puternică a arcului la sudarea cu curent alternativ, pierderi reduse de metal din cauza stropilor, desprindere ușoară a crustei de zgură și formare excelentă a sudurii. Electrozii nu sunt foarte sensibili la formarea porilor la modificarea lungimii arcului, la sudarea metalului umed si ruginit si pe o suprafata oxidata.
Electrozii din grupul luat în considerare includ și electrozi cu un strat de ilmenit, care ocupă o poziție intermediară între electrozii cu acoperiri acide și rutil. Compoziția acoperirii acestor electrozi ca componentă principală include concentrat de ilmenit (un compus natural de dioxizi de titan și fier).
Electrozi acoperiți de bază.
Baza acestui tip de acoperire este carbonații și compușii cu fluor. Metalul depus cu electrozii acoperiți cu bazin corespunde ca compoziție chimică cu oțelul calm. Datorită conținutului scăzut de gaze, incluziuni nemetalice și impurități nocive, metalul de sudură realizat de acești electrozi se caracterizează prin ductilitate ridicată și rezistență la impact la temperaturi normale și scăzute și are, de asemenea, rezistență crescută la fisurarea la cald. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinărilor sudate, electrozii cu acoperirea principală aparțin electrozilor de tip E42A, E46A, E50A, E55 și E60.
În același timp, în ceea ce privește caracteristicile tehnologice, electrozii cu un strat de bază sunt inferiori altor tipuri de electrozi. Ele sunt foarte sensibile la formarea porilor în prezența depunerilor, ruginii și uleiului pe marginile pieselor care trebuie sudate, precum și atunci când stratul de acoperire este umezit și arcul se prelungește. Sudarea, de regulă, se efectuează cu curent continuu de polaritate inversă. Înainte de sudare, electrozii trebuie calcinați la temperaturi ridicate (250-420 0 С).
Electrozi acoperiți cu celulozic.
Acest tip de acoperire conține o cantitate mare (până la 50%) de componente organice, de obicei celuloză. Metalul depus cu electrozi de celuloză, din punct de vedere al compoziției chimice, corespunde oțelului semi-liniștit sau calm. În același timp, conține o cantitate crescută de hidrogen. În funcție de proprietățile mecanice ale metalului de sudură și ale îmbinărilor sudate, electrozii cu acoperire de celuloză corespund electrozilor E42, E46 și E50. Electrozii de celuloză se caracterizează prin formarea unei mărgele uniforme din spate a cusăturii în timpul sudării unilaterale pe greutate, posibilitatea sudării cusăturilor verticale de sus în jos.
Toți electrozii descriși mai sus, destinați sudării oțelurilor carbon și slab aliate, cu orice tip de acoperire, trebuie să îndeplinească cerințele GOST 9466-75 și GOST 9467-75, precum și cerințele specificațiilor pentru electrozi.
Specificațiile pot conține cerințe suplimentare care sunt necesare pentru o funcționare mai eficientă a procesului și/sau obținerea îmbinărilor sudate cu caracteristici speciale și fiabilitate în exploatare sporită.



