Основные правила электродуговой сварки. Техника исполнения работ. Особенности существующих сварных материалов
- Виды сваривания металлических поверхностей
- Электродуговая сварка металлов и электроконтактная
- Работа электрической дуги
- Защита расплавленного металла и сплавление электрическим контактом
- Технология электродуговой сварки металлов
- Электроды для сваривания: виды и выбор
- Характеристики дуговой сварки: определение и значение
- Как выполняется дуговая сварка: технология
- Начало сварки: последовательность розжига дуги
- Перемещение электрода и сварная ванна
- Технология контактной, шовной и газовой сварки металлов
- Оборудование: выбор сварочного аппарата и средств защиты
Сварка — метод соединения деталей из однородного материала: пластика с пластиком, металла с металлом. При сваривании контактирующие поверхности расплавляются или плотно сжимаются. В зоне контакта происходит сплавление двух материалов в один. В результате образуется прочное плотное соединение двух поверхностей.

Сварка — это соединение деталей, сделанных из одинакового материала, для получение единой конструкции.
Сварка металлов расплавлением используется для качественного герметичного соединения ответственных деталей: элементы трубопровода, корпус автомобиля (автобуса, самолета), стенки металлического гаража и ворота, опоры спортивного турника, соединение арматуры внутри бетонной стены и многое другое. Какие виды сварки используют современные сварочные технологии? Как правильно выполняется сваривание металла?
Виды сваривания металлических поверхностей
Сварка металлов может осуществляться с расплавлением контактных поверхностей или с их сжатием. При этом процессы сваривания называются:
- сваривание плавлением (или расплавлением);
- сваривание пластическим деформированием.

Соединение деформированием может выполняться с применением подогрева или без него. Деформирование поверхностей без подогрева называется холодной сваркой. При плотном сжатии атомы различных материалов оказываются на близком расстоянии и образуют межатомные связи. Происходит соединение поверхностей.
При сваривании плавлением соединяемые поверхности локально нагреваются и расплавляются. Часто используется третий (присадочный) материал, который плавится и заполняет зазор между двумя металлами. При этом в жидком расплаве образуются межатомные связи между основным материалом и присадкой (расплавленным электродом). После остывания и затвердевания образуется сплошное сварное соединение.
Местный нагрев деталей для сваривания может осуществляться электрическим током или горящим газом. Соответственно, по способу локального нагрева сварка делится на два вида:
- электрическая (в том числе электрошлаковая, электролучевая, лазерная);
- газовая.
Наименования определяются используемым источником тепла. Электричество может работать как напрямую, так и косвенно. При прямом использовании электроэнергия нагревает металл и присадочный электрод благодаря прохождению по ним тока или возникновению дуги. В косвенном использовании работает различная энергия, полученная от воздействия электричества: энергия расплавленного шлака, через который проходит ток, энергия электронов в электрическом поле, луч лазера, возникающий при подаче электричества.
Сварка металлических поверхностей может выполняться в ручном или автоматическом режиме. Некоторые виды сварных соединений возможны только с применением автоматики (например, электрошлаковая или шовная), другие доступны для выполнения ручными сварочными устройствами.
Электрическая сварка представлена двумя методами:
- электродуговой;
- электроконтактный.
Разберем подробнее, как происходит соединение поверхностей при дуговом и контактном способе сваривания.
Вернуться к оглавлению
Электродуговая сварка металлов и электроконтактная
Вернуться к оглавлению
Работа электрической дуги
Данный вид сваривания использует для нагрева теплоту электрической дуги. Дуга, образующаяся между металлическими поверхностями, представляет собой плазму. Взаимодействие металлических поверхностей с плазмой вызывает их нагрев и расплавление.

Электродуговая сварка может выполняться с использованием плавящегося электрода или неплавящегося его вида (графитового, угольного, вольфрамового). Плавящийся электрод одновременно является возбудителем электродуги и поставщиком присадочного металла. При неплавящемся электроде для возбуждения дуги используется стержень, который не расплавляется. Присадочный материал вводят в зону сваривания отдельно. При горении дуги происходит плавление присадки и кромки деталей, образовавшаяся жидкая ванночка после затвердевания образует шов.
В некоторых технологических процессах соединение поверхностей происходит без подачи присадочного материала, только перемешиванием двух основных металлов. Так производят сваривание вольфрамовым электродом.
Если электрическая дуга горит не свободно, а сжимается плазмотроном, при этом через нее продувается плазма ионизированного газа, то такой вид сваривания называется плазменным. Температура и мощность плазменной сварки выше, поскольку при сжатии дуги достигается более высокая температура ее горения, что позволяет выполнять сварку тугоплавких металлов (ниобий, молибден, тантал). Плазмообразующий газ является также защитной средой для соединяемых металлов.
Вернуться к оглавлению
Защита расплавленного металла и сплавление электрическим контактом

Если при горении дуги металлические поверхности защищают от окисления газом или вакуумом, то такое соединение называют сваркой в защитной среде. Защита необходима для сварки химически активных металлов (цирконий, алюминий), ответственных деталей из легированных сплавов. Возможна защита сварки другими веществами: флюсом, шлаком, порошковой проволокой. Соответственно, используемые методы сварки получили наименования: сваривание под флюсом, электрошлаковая сварка, вакуумная. Все это — разновидности электродугового метода, использующие различную защитную среду для предупреждения окисления расплава, изменения его химического состава и потери свойств сварного соединения.
Электроконтактная сварка использует тепло, выделяемое в месте соприкосновения двух свариваемых поверхностей. Так выполняется точечное сваривание: детали с усилием прижимают друг к другу до соприкосновения в нескольких точках. Точки соприкосновения будут являться местами максимального сопротивления и наибольшего разогрева поверхности. За счет этого нагрева и происходит оплавление и соединение металлических элементов в точках соприкосновения.
Вернуться к оглавлению
Технология электродуговой сварки металлов
Технология сварки металла с использованием электрической дуги состоит в последовательности действий по организации работы сварочного аппарата и непосредственном выполнении сварки.
Подготовка состоит в установке сварочного инвертора, и выполнении необходимого скоса кромки (подготовке поверхностей).
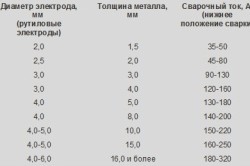
После установки сварочного аппарата в месте сварки контактный провод с помощью «крокодила» (конструкция присоединяющей клеммы) крепят на одной из контактных металлических поверхностей. Включают сварочный аппарат и выставляют регулятором тока его силу. Сила тока регламентируется размером электрода и толщиной свариваемых деталей. Для электрода диаметром 3 мм сила тока должна соответствовать 80-100 А.
Если поверхность металла окрашена или окислена с образованием слоя ржавчины, его необходимо поцарапать металлической щеткой для обеспечения полноценного контакта в соединении.
Определяется вид соединения контактных поверхностей:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- торцевое.
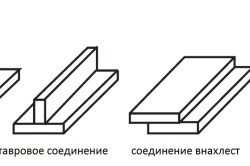
Рассмотрим подробнее особенности сваривания различных типов соединений. Стыковое соединение часто требует предварительной подготовки кромок свариваемых поверхностей: по их краям выполняются скосы. V-образные скосы делают по краям листов толщиной от 5 до 15 мм, Х-образные скосы — на листах толщиной больше 15 мм. Снятие V-образной кромки при стыке поверхностей позволяет получить углубление, по которому выполняется сварка. Х-образные кромки предполагают наличие углубления и выполнение сварных швов с двух сторон соединения.
Угловые и тавровые соединения тоже могут выполняться со скосом кромок (с разделкой поверхности) или без скосов и разделки (в зависимости от толщины сварного сечения).
Тавровое и угловое соединения позволяют соединять детали различной толщины. При этом положение электрода должно быть более вертикальным к той поверхности, у которой больше толщина.
Вернуться к оглавлению
Электроды для сваривания: виды и выбор
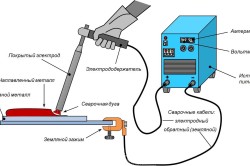
Электрод для сварки представляет собой металлический стержень, покрытый обмазкой. Состав обмазочного покрытия предназначен для защиты металла сварного шва от выгорания при окислении. Флюс вытесняет из расплавленного металла кислород, чем препятствует окислению, и выделяет защитный газ, чем также предупреждает окисление. В состав обмазки входят следующие компоненты:
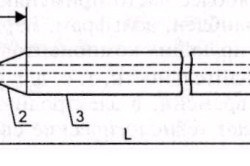
Схема электрода для сварки: 1 — стержень; 2 — участок перехода; 3 — покрытие; 4 — контактный торец без покрытия; L — длина электрода; D — диаметр покрытия; d — номинальный диаметр стержня; l — длина зачищенного от покрытия конца
- стабилизаторы зажигания и горения (калий, натрий, кальций);
- шлакообразующая защита (шпат, кремнезем);
- газообразующие (древесная мука и крахмал);
- рафинирующие соединения (для вывода и связывания серы и фосфора, вредных для сваривания металла примесей);
- легирующие элементы (если шву необходимы особые свойства);
- связующие (жидкое стекло).
Выпускаемые промышленностью электроды имеют диаметр от 2,5 до 12 мм, для ручной сварки наибольшее применение получили 3-миллиметровые электроды.
Выбор диаметра электрода определяется толщиной свариваемых поверхностей, требуемой глубиной проплавления. Существуют таблицы, приводящие рекомендованные значения диаметров электродов в зависимости от толщины проплавляемых поверхностей. Надо знать, что небольшое уменьшение диаметра электрода возможно, при этом увеличивается время выполнения процесса. Электрод меньшего диаметра дает возможность лучше контролировать процесс, что важно для начинающего сварщика. Более тонкий электрод можно передвигать медленнее, что важно в процессе обучения.
Вернуться к оглавлению
Характеристики дуговой сварки: определение и значение
Перед началом сварки определяются оптимальные характеристики процесса сваривания:
- Сила тока (регулируется на сварочном аппарате). Сила тока определяется диаметром электрода и материалом его покрытия, расположением шва (вертикально или горизонтально), толщиной материала. Чем толще материал, тем большая сила тока потребуется для его прогрева проплавления. Недостаточная сила тока не расплавляет сечение шва полностью, в результате присутствуют непровары. Слишком большой ток приведет к излишне быстрому расплавлению электрода, когда основной металл еще будет не расплавлен. Рекомендуемое значение тока указывается на упаковке электродов.
- Свойства тока (полярность и род). В большинстве сварочных приборов используется прямой ток, он преобразуется из тока встроенным в аппарат выпрямителем. При постоянном токе поток электронов двигается в одном (заданном полярностью) направлении. Полярность при сварке определяет направление движения потока электронов. Существующие полярности выражаются в подключении электрода и детали:
- прямая — деталь к «+», а электрод к «-»;
- обратная — деталь к «-», электрод к «+».Благодаря движению электронов от «минуса» к «плюсу» на положительном полюсе «+» выделяется больше тепла, чем на отрицательном «-». Поэтому положительный полюс располагают на элементе, требующим более значительного прогрева: чугун, сталь толщиной 5 мм и более. Таким образом, прямая полярность обеспечивает глубокое проплавление. При соединении тонкостенных деталей и листов применяется обратная полярность.
- Напряжение дуги (или длина сварочной дуги) — это расстояние, выдерживаемое между концом электрода и поверхностью металла. Для электрода диаметром 3 мм рекомендуемая длина дуги составляет 3,5 мм.
Вернуться к оглавлению
Как выполняется дуговая сварка: технология
Вернуться к оглавлению
Начало сварки: последовательность розжига дуги

Для возникновения дуги новый электрод вставляют в зажим и обстукивают о твердую поверхность для удаления обмазки на его рабочем конце. Под шлаком находится металлическая присадка, сам шлак служит изоляцией и закрывает присадку от розжига. После этого электродный стержень приближают к металлической поверхности на минимально возможное расстояние, 3-5 мм, не допуская прикосновения. При этом электрод держат под углом к поверхности свариваемого металла. Технология сварки металлов электродом регламентирует угол наклона электрода в размере 60-70ºC. Визуально такой угол воспринимается как почти вертикальный, с небольшим уклоном.
Для розжига дуги электродом чиркают о поверхность металла наподобие зажигания спички о коробок с серой.
Если электрод слишком приблизить к свариваемой поверхности металла, возникнет прилипание и короткое замыкание. У тех, кто начинает варить, электрод прилипает часто. По мере приобретения навыка правильного расположения электрода над металлом, поддержки оптимального расстояния прилипания происходить не должно. Прилипший электрод можно оторвать, наклонив его в другую сторону или выключив сварочный аппарат.
Если электрод прилипает слишком часто, возможно, что сила тока недостаточно велика, ее необходимо увеличить.
При оптимальной правильной удаленности электрода от места сварки (около 3 мм), происходит образование дуги с температурой порядка 5000-6000ºC. После возгорания дуги электрод можно слегка приподнять от рабочей поверхности, на несколько миллиметров.
Апрель 12, 2017
Как правильно варить ручной дуговой сваркой?
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.
Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали - «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется , состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром - отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, - это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение - большая ширина, меньшее напряжение - меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
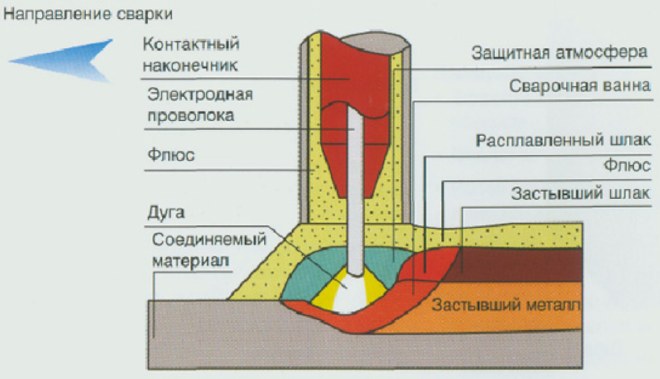
Дуговая сварка под флюсом - ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
Комментариев:
- Предварительная подготовка
- Особенности процесса сварки
- Начало электродуговой сварки
- Характеристики сварки трубопровода
Соединение деталей сварочным путем является одним из самых практичных и надежных. Его применяют и в промышленных целях, и в домашнем хозяйстве.
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Как правильно варить? Такой вопрос обычно задают начинающие мастера.
Предлагаем разобраться с азами процедуры и некоторыми нюансами сварки.
Предварительная подготовка
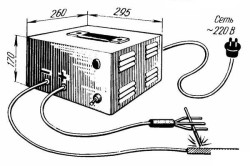
Как правильно варить? Первым делом нужно приготовить все необходимое. Стандартный набор – электроды, аппарат для сваривания, молоток для шлаковой отбивки, щетка. Размеры электрода подбирают в соответствии с толщиной металлического листа. Подумать о защите следует также своевременно. Для чего подготавливают маску со специальным светофильтром, костюм из уплотненной ткани и перчатки, предпочтительнее из замши. Еще нужны будут инвертор (трансформатор) – прибор для преобразования переменного тока, сварочный выпрямитель.
Вернуться к оглавлению
Особенности процесса сварки
Сварка – это процесс, который проводится при высоких температурах. Она осуществляется посредством электрической дуги, идущей от электрода к свариваемой поверхности. Дуга плавит материал основы и металлический материал электрода. Появляется так называемая сварная ванна. Ее назначение – смешивание основного металла с электродным. Размеры появляющейся ванны обусловлены выбранным режимом, расположением в пространстве, скоростью дугового передвижения, формой и величиной кромки и пр. Средняя ширина ванны – 0,8-1,5 см, длина – 1,0-3,0 см, глубина порядка 0,6 см.
Обмазка, которой покрыт электрод, расплавляясь, создает особую газовую область в зоне дуги, а также над верхом ванны. Ею вытесняется вся воздушная масса из района сварки, исключая контактирование плавящегося металла с кислородом. Помимо прочего, в ней располагаются пары металлов (от электрода и основного). На шве происходит образование шлака, препятствующего слиянию расплавленного состава с воздухом, а это негативно отражается на качестве процесса. Исчезновение электрической дуги предшествует образованию шва, объединяющего свариваемые элементы. Поверх шва накладывается защита из шлака, которую в последующем убирают.
Вернуться к оглавлению
Начало электродуговой сварки
Чтобы правильно варить, сварка требует повышенного внимания в самом начале. Приветствуется получение начального опыта сварки под руководством наставника, который вовремя укажет на возможные ошибки и даст ценную подсказку. К работе приступают, надежно прикрепив деталь. Ведро с водой нужно готовить заранее и держать около себя в целях безопасности. Эта же причина не допускает небрежного отношения к различным остаткам употребленного электрода и выполнения работ на основе из дерева.
Надежно устанавливают зажим «заземление». Контролируют кабельную изоляцию и заправку в держатель. На аппарате для сварки задают расчетный показатель мощности тока, соответствующий подобранному диаметру электрода. Производят зажигание дуги: электрод устанавливают относительно изделия под углом в 60 градусов, небыстро проводят им. После появления искр выполняют прикасание электрода к металлу, приподнимают его не выше 0,5 см.
При правильном проведении процедуры зажигается дуга. Зазор в 0,5 см необходимо соблюдать в течение всего хода работ. Нужно учесть: если правильно варить, сварка приведет к постепенному выгоранию электрода, для чего его понемногу приближают к металлу. Перемещают электрод медленно, при его залипании выполняют качание в сторону. В ситуации незажигания дуги проверяют (и увеличивают) силу тока.
После зажигания и поддержания дуги начинают наплавлять валик. Дугу зажигают, плавно и небыстро перемещают электрод в горизонтальном направлении, совершая им легкие поступательные движения. Металл, который расплавляется, словно поступает к центру дуги. В итоге должен образоваться крепкий шов с волнами средних размеров.
При полном выгорании электрода и незавершенном шве работу приостанавливают на время. Употребленный элемент меняют на новый, удаляют шлак. Процесс возобновляют. Отступив 1,2 см от образовавшегося заглубления (кратера) в окончании шва, зажигают дугу. К кратеру электрод приближают таким образом, чтобы сплавлялся металл прежнего и нового электрода, и после этого сварку шва продолжают.
Разнонаправленное передвижение электрической дуги может выражаться в 3-х типах траектории:
- Поступательная – дуговое движение по направлению оси электрода. Выдерживать стабильную длину дуги легко.
- Продольная формирует ниточный ролик. Высота последнего зависит от скорости перемещения электрода, его толщины. Шов это обычный, но тонкий. Для его закрепления прибегают к продольным движениям электрода.
- Поперечная – создается заданная ширина шва. Обеспечена движениями колебательного характера, ширину которых подбирают исходя из положения и величины шва, формы разделки и пр.
На деле все 3 движения участвуют одновременно, накладываясь и образуя определенное направление. Есть классические варианты, но каждый мастер имеет свой неповторимый «почерк». Суть в другом – в качестве шва заданной формы.
Вернуться к оглавлению
Характеристики сварки трубопровода
Электросваркой дугой выполняют шов по вертикали, располагаемый сбоку на трубе, а горизонтальный шов – по кругу трубы. Потолочный и нижний швы располагаются (соответственно) вверху и внизу. Наиболее удобным для исполнения признан последний тип шва. Стальные трубы сваривают встык с непременным привариванием кромок. Для уменьшения наплывов внутри трубы выбирают угол наклона электрода не больше 45 градусов относительно горизонтали. Высота шва – 0,2-0,3 см, ширина – 0,6-0,8 см. При сваривании внахлест высота шва достигает порядка 0,3 см, а ширина – 0,6-0,8 см.
Перед свариванием труб электросваркой производят ряд подготовительных мероприятий:
- деталь основательно зачищают;
- деформированные концы трубы отрезают или исправляют;
- до появления блеска металла чистят кромки. 1,0 см минимум – величина очищаемой кромки от ее края.
После этого приступают к сварке. Если правильно варить, сварка стыков ведется непрерывно, пока они окончательно не приварятся. Поворотную и неповоротную состыковку труб с шириной стенки 0,6 см осуществляют в 2 слоя минимум. При ширине стенки 0,6-1,2 см выполняют 3 слоя, более 1,9 см – 4 слоя.
Особенность сварки труб состоит в следующем: каждый накладываемый на стык шов должен быть очищен от шлака, и только потом выполняют следующий. Первое соединение самое ответственное. При нем должны полностью расплавиться имеющиеся кромки. Он подлежит обязательному исследованию с целью поиска трещин. При их обнаружении трещины выплавляют (вырубают), потом данное место заплавляют обратно.
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому - катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы - электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия - параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
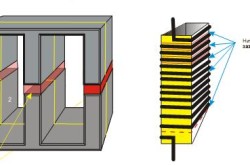
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.

Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.



