Неплавящиеся электроды. Виды неплавящихся электродов
Металлические электроды, предназначенные для дуговой сварки, наплавки и резки металлов, как правило, имеют специальные покрытия (обмазки). Назначение покрытий - повышение устойчивости или стабилизации сварочной дуги и улучшение качества наплавленного металла. Устойчивость дугового разряда повышают различные соединения щелочных и щелочно-земельных металлов, как-то: калиевая селитра, поташ, хромовокислый калий, кальцинированная сода, углекислый барий или кальций (мел) и пр.
Механические свойства сварных швов, полученных при сварке электродами с тонкими стабилизирующими покрытиями (электроды с меловым покрытием или марки К3) весьма низкие. Объясняется это тем, что незначительные количества стабилизирующих веществ, находящихся на электродах указанного типа, не предохраняют расплавленный металл электродного стержня от окисления и азотирования, поэтому эти электроды имеют весьма ограниченное применение.
Для повышения механических свойств наплавленного металла на электродные стержни наносят так называемые толстые, или качественные, покрытия. Характерной особенностью толстопокрытых электродов является наличие на их поверхности слоя толщиной от 0,5 до 2 мм на сторону, что составляет от 20 до 40% веса металла электрода.
Составляющие толстых электродных покрытий обычно делят на следующие группы: 1) шлакообразующие; 2) газообразующие; 3) раскислители; 4) легирующие, 5) клеящие или связующие. Шлакообразующие и клеящие вещества, а также раскислители входят почти во все качественные, или толстые, покрытия.
Шлакообразующие составляющие служат для защиты расплавленного металла от воздействия кислорода и азота воздуха, образуя шлаковые оболочки вокруг капель электродного металла, проходящих через дугу, а также шлаковый покров на поверхности наплавленного металла шва. Шлаковый покров служит также для замедления скорости остывания, что способствует выделению из шва неметаллических включений и улучшает условия кристаллизации металла сварного шва.
Шлакообразующая часть покрытия состоит в основном из окислов металлов и неметаллов, которые обычно вводятся в покрытие в виде титанового концентрата (ильменита), марганцевой руды (пирролюзита), полевого шпата, мрамора, мела, каолина, кварцевого песка, доломита и других компонентов. В состав шлакообразующей части покрытия входят также вещества, повышающие устойчивость горения сварочной дуги.
Газообразующие составляющие образуют при сгорании (плавлении) покрытия газовую защитную атмосферу, состоящую из окиси углерода и некоторых углеводородов, предохраняющую расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие вводятся в покрытия в виде органических соединений: древесной муки, хлопчатобумажной пряжи, крахмала, пищевой муки, декстрина, оксицеллюлозы и т. д.
Раскислителями служат элементы, обладающие большим сродством к кислороду, нежели железо. К ним относятся: марганец, кремний, титан, алюминий и др. Эти элементы, находясь в расплавленном металле сварного шва, легче вступают в химические соединения с кислородом, благодаря чему они отбирают кислород от окислов железа и, будучи сами нерастворимыми в стали или обладая ограниченной растворимостью, в виде окислов всплывают на поверхность сварочной ванны. Большинство раскислителей, как, например, марганец, кремний и титан, в электродные покрытия вводятся не в чистом виде, а в виде сплавов с железом, т. е. в виде ферросплавов. Алюминий применяется в виде металлического порошка или в виде ферроалюминия.
Наиболее дешевым и чаще всего применяемым раскислителем является ферромарганец. Легирующие элементы вводятся в покрытие для придания специальных свойств наплавленному металлу, т. е. для повышения механических свойств, износостойкости, жаростойкости, сопротивления коррозии и т. п. Часто применяются следующие легирующие элементы: марганец, молибден, хром, никель, вольфрам, титан и др.
Клеящие вещества (связующие) применяются для скрепления составляющих покрытия между собой и со стержнем электрода. В качестве клеящих веществ так же, как и при изготовлении тонкопокрытых электродов, применяют жидкое стекло, декстрин, желатин и др. Наибольшее применение имеет жидкое стекло.
Для изготовления стальных электродов служит специальная сварочная проволока, которая согласно ГОСТ выпускается диаметром 0,3; 0,5; 0,8; 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10; 12 мм пятидесяти шести марок, отличающихся одна от другой химическим составом. Первые пять марок проволоки изготовляются из углеродистой стали, следующие двадцать три марки - из легированной и остальные двадцать восемь - из высоколегированной.
Проволока первых пяти марок имеет самое широкое применение при изготовлении электродов для ручной и в виде проволоки для автоматической сварки низко- и среднеуглеродистых и низколегированных сталей. Остальные марки проволоки, металл которых представляет собой различные легированные стали, применяют для специальных легированных и высоколегированных марок сталей.
Согласно ГОСТ, который распространяется только на электроды для дуговой сварки и наплавки сталей, стальные электроды по своему назначению подразделяются на три вида: а) электроды для сварки конструкционных сталей; 5) электроды для сварки легированных сталей с особыми свойствами; в) электроды для наплавки поверхностных слсев с особыми свойствами. Для сварки конструкционных сталей применяют 13 типов электродов: Э34; Э38; Э42; Э42А; Э50; Э50А; Э55; Э55А; Э60; Э60А; Э70; Э85 и Э100 (цифры 34, 38 и т. д. соответствуют гарантированной величине предела прочности, индекс А обозначает повышенные пластические свойства металла шва).
Электроды Э34; Э38; Э42; Э42А предназначены для сварки конструкционных низкоуглеродистых и низколегированных сталей; Э50; Э50А; Э55; Э55А; Э60; Э60А - конструкционных среднеуглеродистых и низколегированных сталей, а Э70; Э85 и Э100 - конструкционных сталей повышенной прочности.
Для сварки легированных сталей применяются электроды 15 типов: ЭП50, ЭП55, ЭП60, ЭП70 - для сварки перлитных жаропрочных сталей; ЭА1, ЭА1Б, ЭА1Г, ЭА1М, ЭА2, ЭА3, ЭА4 - для аустенитных жаропрочных и жаростойких нержавеющих сталей (ЭА1Г, ЭА2 и ЭА3 применяются также для сварки конструкционных специальных сталей) и электроды ЭФ13; ЭФ17, ЭФ25 и ЭФ30 - для сварки высокохромистых ферритных и феррито-мартенситных жаростойких и нержавеющих сталей.
Для наплавки поверхностных слоев с особыми свойствами применяют электроды 11 типов, в том числе электроды с индексом HP - наплавочные режущие (ЭНР62) для наплавки режущего инструмента; электроды с индексом НГ - наплавочные горячие (ЭНГ35; ЭНГ40; ЭНГ50) для наплавки износостойких поверхностей, работающих при повышенных температурах, электроды с индексом НХ - наплавочные холодные (ЭНХ20; ЭНХ25; ЭНХ30; ЭНХ45; ЭНХ50) для наплавки износостойких поверхностей, работающих при обычных температурах; электроды с индексом НЭ - наплавочные эрозиостойкие (ЭНЭ35; ЭНЭ45) для наплавки эрозиостойких поверхностей, работающих при высоких температурах в агрессивных средах.
Двузначные числа в обозначении электродов соответствуют гарантированной твердости по Роквеллу (HRC) наплавленного металла без термической обработки. Наиболее применимы электроды марок ОММ-5, ЦМ-7 и МЭ3-04, покрытия которых содержат ферромарганец, кислородосодержащие руды (марганцевую, железную, титановую) и органические составляющие, а также УОНИ-13/45; УП-1/45 и другие, основой покрытий которых является мрамор и плавиковый шпат, а в качестве раскислителей служат: ферротитан, ферросилиций и ферромарганец.
В 1954 г. Днепропетровским опытным электродным заводом по типу электродов УОНИ-13 разработана новая марка электродов СМ-11, хорошо зарекомендовавшая себя высокими технологическими свойствами. В 1956-1957 гг. для сварки трубопроводов ВНИИСТ разработал электроды марки ВСР-50 с покрытием основного типа, содержащим значительное количество рутила. Двуокись титана, составляющая свыше 90% состава рутила, сообщает электродам ряд ценных свойств, как-то: способствует более стабильному горению дуги, образует легко отделяемые шлаки, хорошо формирующие шов во всех пространственных положениях и т. п. Покрытие электродов ВСР-50 менее тугоплавко, чем у электродов УОНИ-13, что снижает склонность к образованию односторонних козырьков и улучшает качество сварных швов паи потолочной сварке.
В ЦНИИТМАШе для сварки малоуглеродистых сталей в 1953 г. разработаны рутиловые электроды марки ЦМ-Э. Единственной маркой электродов с газозащитным покрытием, которые имеют промышленное применение, являются электроды марки ОМА-2, используемые для сварки сталей малых толщин. Для сварки низкоуглеродистых и низколегированных сталей ВНИИСТ разработал электроды марок ВСП-16 и ВСП-16М с пластмассовым покрытием, в котором органическая смола играет роль газообразующего и связующего компонента. Покрытие этих электродов обладает малой чувствительностью к увлажнению и имеет высокую механическую прочность.
Для сварки среднеуглеродкстых и низколегированных сталей широко применяют электроды Уралмашзавода марки К-51, К-52, Челябинского тракторного завода марки У-55, Днепропетровского электродного завода марки ДСК-50, типа УОНИ-13/55 и др. Высокое качество наплавленного металла, в особенности ударной вязкости, доходящей до 37,5 кгм/смг, обеспечивают электроды Шанхай-57-1, разработанные в 1957 г. Шанхайским электродным заводом. Покрытие этих электродов построено на основе системы мрамор-плавиковый шпат.
Для сварки высокоуглеродистых и легированных сталей повышенной прочности используют электроды марок К-70; К-80; ЦЛ-18; У-340-85; ВИ-10-6; НИИ-3 и др., содержащие в покрытии также мрамор и плавиковый шпат. Некоторые марки этих электродов (НИИ-3) позволяют получать после соответствующей термообработки высокий предел прочности сварных швов, достигающий до 150 кг/мм2.
Для сварки легированных перлитных жаропрочных сталей ЦНИИТМАШем создано значительное число марок электродов, предназначенных для изготовления сварных конструкций, работающих в условиях высоких температур (до 600°). К этой группе относятся электроды: ЦУ-2М; ЦЛ-14; ЦУ-2М-Х; ЦЛ-12; ЦЛ-13; ЦЛ-17 и др.
Для сварки высоколегированных хромоникелевых аустенитных жаропрочных, окалиностойких и нержавеющих сталей широко применяются электроды марок ЦЛ-2-Б2; ЦЛ-2М; ЦЛ-2АЛ; КБ3-М; НИАТ-1; ЭНТУ-3; ЦЛ-24; ЦЛ-9; ЦЛ-11; ЦТ-7; ЦТ-13; ЦТ-14; ЦТ-15; КТИ-5; КТИ-6; КТИ-7; НИАТ-5; АЖ-13-15; АЖ-13-18 и др., разработанные ЦНИИТМАШем (электроды марок ЦЛ и ЦТ), киевским заводом «Большевик» (ЦЛ-2-Б2 и КБ3-М); МВТУ им. Баумана (электроды ЭНТУ-3), Центральным научно-исследовательским котлотурбинным институтом им. Ползунова (электроды марок КТИ) и другими организациями.
Большинство указанных марок электродов, особенно разработанных за последние годы, обеспечивает в сварных швах некоторое количество феррита, противодействующего образованию горячих или так называемых кристаллизационных трещин. Однако созданы электроды марок НИ-5, АЖ-13-15 и АЖ-13-18, дающие полностью аустенитный наплавленный металл и обеспечивающие в то же время чрезвычайно высокую устойчивость против образования горячих трещин. Достаточная сопротивляемость наплавленного металла образованию горячих трещин при сварке, например электродами АЖ-13-15 и АЖ-13-8, достигается за счет исключения бора и легирования небольшими количествами углерода (0,14-0,18%) и ниобия (1,4-1,8%) при повышенной чистоте металла проволоки и компонентов покрытия (по вредным примесям).
Для наплавки режущего инструмента (резцы, червячные и дисковые фрезы, ножи и пр.) применяют электроды марок ЦИ-1М; ЦИ-1У; ЦИ-1Л; И-1; И-2; ЦН-5; Т-216; Т-293 и др., обеспечивающие твердость наплавленного металла после соответствующей термообработки в пределах HRC 57-65. Твердость указанной величины достигается за счет легирования металла наплавок через покрытие или электродные стержни вольфрамом, хромом, углеродом и ванадием.
Для наплавки штампов и другого кузнечно-прессового оборудования, требующего твердости наплавленного металла в пределах HRC 40-60, широко применяют электроды марок Т-540; Ш-7; Ш-16; ЦН-4; НЖ-2; ЦИ-1М; ЦС-1 и др. Легирование наплавленного металла при наплавке этими электродами осуществляется главным образом хромом, углеродом и марганцем.
Наплавку деталей, изготовленных из высокомарганцовистой стали Гадфильда производят электродами марок ОМГ и ОМГ-Н, разработанными Опытным электродным заводом МПС; 12АН/ЛИИВТ, разработанными Ленинградским институтом инженеров водного транспорта; МВТУ-1, разработанными Московским высшим техническим училищем им. Баумана и др. Особенно хорошие результаты получаются при наплавке электродами марок ОМГ-Н, обеспечивающими получение в наплавленном металле хромоникельмарганцовистого аустенита. Присадка в наплавленный металл никеля и хрома производится как через электродные стержни, так и через электродное покрытие.
Для наплавки износоустойчивых поверхностей типа железнодорожных рельсовых концов и крестовин, бандажей, деталей сельскохозяйственных машин, автотракторных деталей и других, требующих наплавленного металла средней твердости, находящейся в пределах НВ 250-400, широко применяют электроды марок О3Н-250; О3Н-300; О3Н-350; О3Н-400 Опытного электродного завода МПС; К-2-55 Киевского политехнического института и др. Необходимая твердость и определенные механические свойства наплавленного металла достигаются за счет его легирования марганцем или марганцем и хромом.
Быстроизнашивающиеся детали дробильно-размольного оборудования, землеройных и строительно-дорожных машин, оборудования электростанций и прочие, требующие при наплавке металла высокой твердости порядка HRC 58-64, наплавляются электродами инженера Конторова марок Т-590 и Т-620; электродами Ленинградского института инженеров водного транспорта марки 13КН/ЛИИВТ, а также электродами марок БХ-2; ХР-1У и др. Высокая твердость наплавок в этом случае обеспечивается присадкой в наплавленный металл хрома, углерода и бора.
Для наплавки уплотнительных поверхностей пароводяной арматуры, работающей при высоких параметрах пара ЦНИИТМАШем разработаны электроды марок ЦН-1; ЦН-2 и ЦН-3. Наилучшие результаты при наплавке указанных деталей дают электроды марки ЦН-2, стержень которых представляет собой кобальтовый сплав типа ВЗК-ЦЭ.
Наибольшее применение для горячей и полугорячей сварки чугуна получили чугунные электроды марки ОМЧ-1. Для холодной сварки чугуна используются стальные электроды с покрытием типа УОНИ-13, медностальные разных марок, особенно марки О3Ч-1, в покрытии которых содержится железный порошок, железо-никелевые электроды марки ЦЧ-3А, стальные ЦЧ-4 и др.
Лучшими электродами для холодной сварки чугуна являются желе-зоникелевые электроды с фтористо-карбонатным покрытием марки ЦЧ-3А, разработанные ЦНИИТМАШем и аустенитно-медные электроды марки АН-1, разработанные институтом Электросварки им. акад. Е. О. Патона. Электроды марки АН-1 имеют хромоникелевый стержень в медной оболочке, на которой находится покрытие типа УОНИ-13.
Для сварки меди и медноникелевых сплавов служат электроды марок 3Т; КОМ-1; ММ3-1 и ММ3-2. В состав покрытий указанных марок электродов входят различные раскислители (ферромарганец, ферросилиций, алюминий, углерод и пр.) и шлакообразующие компоненты.
Сварка бронз производится электродами, имеющими покрытия марок ММ3-2; БР-1/ЛИИВТ; Бр-2/ЛИИВТ и др. В качестве материала для электродов используют бронзовые прутки, на которые наносят покрытия, содержащие мрамор, плавиковый шпат и различные раскислители (ферросилиций, ферротитан и др.). Покрытия других марок электродов состоят из криолита, хлористого калия, хлористого натрия и древесного угля.
Электроды для сварки латуни имеют электродные стержни примерно того же состава, что и основной металл. В состав покрытия данного типа электродов так же, как и в покрытия электродов, предназначенных для сварки меди или сварки бронзы, входят различные шлакообразующие компоненты и раскислители.
Дуговая сварка алюминия металлическими электродами (ВАМИ; АФ1; МАТИ и др.) дает хорошие результаты только с применением хлористых и фтористых соединений лития, калия или натрия. Поэтому основой покрытия всех марок электродов, применяемых для сварки алюминия является криолит, хорошо растворяющий тугоплавкие окислы алюминия.
Сварку никеля, нихрома и никельмолибденового сплава выполняют электродами, разработанными НИИХИММАШем. Для дуговой, воздушно-дуговой и кислородно-дуговой резки сталей и чугуна применяют стальные стержневые электроды, большинство покрытий которых содержит марганцовую руду. При высокой температуре дуги марганцовая руда разлагается и из нее выделяется свободный кислород, который значительно улучшает процесс дуговой резки.
В покрытия других марок электродов, например марки АНР, дополнительно вводят декстрин. При сгорании декстрина в сварочной дуге возрастает газовое дутье, которое еще больше усиливает процесс дуговой резки металла.
Для подводной сварки электроды могут иметь такой же состав покрытия, как и электроды, применяемые для сварки в обычных условиях (электроды марки УОНИ-13/45П; ЦН-П и др.). В состав покрытий некоторых других марок электродов дополнительно вводятся сильно действующие стабилизирующие вещества, такие, как красная кровяная соль (электроды 27-09; ЛПС-3; ЛПС-4), двуокись титана и повышенное количество жидкого стекла (электроды ЛПС-5) и т. п.
Для сохранения электродного покрытия в воде от разрушения электроды после прокалки покрываются водонепроницаемым слоем. Лучшим водонепроницаемым покрытием, обладающим достаточной прочностью при хранении и транспортировке, а также стойкостью в морской и речной воде, является кузбасслак. Покрытие кузбасслаком производится методом окунания электродов с последующей сушкой на воздухе.
Для подводной кислородной дуговой резки металла используются трубчатые стальные электроды, имеющие наружный диаметр 7-8 мм и диаметр отверстия трубки 2-3 мм. На трубчатые электроды наносятся покрытия, основным назначением которых является создание устойчивого горения дуги и сохранения водонепроницаемости. Лучшим покрытием для этой цели служит крафт-бумага, наклеенная на электродные стержни при помощи жидкого стекла. Последнее выполняет роль не только клеящего вещества, оно одновременно создает хорошую устойчивость дугового разряда. Для электрокислородной резки металла в морской и речной воде на различных глубинах хорошо зарекомендовали себя также электроды марки ПРТ.
Неплавящиеся электроды
К атегория:
Электроды для дуговой сварки
Неплавящиеся электроды
Неплавящийся электрод или совсем не плавится в процессе дуговой сварки, или, если и плавится, то незначительно, и его материал не принимает существенного участия в образовании наплавленного металла и сварного шва.
Сварка ненлавящимся угольным электродом является старейшим способом дуговой сварки, первым изобретением Н. Н. Бенардоса. Известно несколько видов неплавящихся электродов, пригодных для использования в дуговой сварке. Угольные электроды представляют собой стержни из электротехнического угля, изготовляемого прессованием порошкообразной смеси из кокса и сажи, замешанных на каменноугольной смоле. После прессования стержни длительно обжигают в специальных печах без доступа воздуха. Они матово-черного цвета, твердые.
Длительным обжигом при очень высоких температурах уголь может быть превращен в кристаллическую разновидность - графит. Электроды из графита значительно лучше угольных, у графита выше электро- и теплопроводность, и он окисляется на воздухе медленнее, чем уголь, поэтому во всех случаях графитные электроды, производимые нашей промышленностью, следует предпочитать угольным. Графит темно-серого цвета с металлическим отблеском, мягок, оставляет следы на бумаге, как мягкий карандаш.
Уголь или графит - это единственный настоящий неплавящийся электрод. Уголь может быть расплавлен только при очень высоком давлении; под атмосферным давлением при нагревании До температуры 4800° С уголь не плавится, и испаряясь, переходит из твердого состояния непосредственно в газообразное. Проводились многократные опыты создания неплавящихся электродов из тугоплавких соединений, например карбидов; пока такие опыты не дали существенных результатов. Широко применяются электроды из вольфрама, самого тугоплавкого металла; темпе-Ратура его плавления 3370 °С, кипения - около 6000 °С.
Неплавящийся электрод может быть создан из такого легкоплавкого металла, как медь (температура плавления 1080 °С). В данном случае используется высокая теплопроводность меди. Медный стержень диаметром 15-20 мм с концом, заточенным на конус, может служить неплавящимся катодом дуги на токах до 15-20 а. Незначительное местное оплавление электрода далее не распространяется; охлаждаемый проточной водой он стоек на токах до 50-60 а. Совершенно исключительную стойкость в дуге, горящей на воздухе, имеет водоохлаждаемый медный электрод, снабженный на рабочем конце вставкой из металла циркония; здесь возможны токи до 300-600 а, дающие совершенно незначительный износ электрода. Цирконий не является особенно тугоплавким металлом (температура плавления 1930 °С, кипения 2900 °С); возможно, что его исключительная стойкость в качестве водоохлаждаемого катода дуги объясняется образованием поверхностной пленки окислов и нитридов циркония, защищающей электрод от воздействия воздуха и достаточно электропроводной для прохождения тока дуги.
Неплавящийся электрод применяется для сварки в основном металлов малых толщин, менее 1 мм, на воздухе без особой защиты и в различных защитных газах, а также для резки металлов, пайки, термообработки. Неплавящийся электрод широко используется в плазмотронах и горелках для получения плазмы для сварки и других целей.
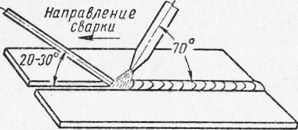
Рис. 1. Сварка угольной дугой
Неплавящиеся электродные стержни изготовляются дз чистого вольфрама, из вольфрама с присадками окислов тория, лантана или иттрия, электротехнического угля и прессованного графита.
Вольфрам - тугоплавкий металл (температура плавления 3410 °С), имеет достаточно высокую электропроводность и теплопроводность. При сварке вольфрамовым электродом на постоянном токе применяется прямая полярность.
Для электродов применяют стержни следующих марок: ЭВЧ - электродный вольфрам чистый; ЭВЛ -10 и ЭВД -20 - электродный вольфрам с присадкой 1-2% окиси лантана; ЭВТ -15 -- электродный вольфрам с окисыо тория; ЭВИ -30 - электродный вольфрам с 1,5-2% окиси иттрия. Присадки к вольфраму понижают потенциал ионизации и способствуют устойчивому гор нию дуги, а также позволяют увеличивать плотность тока на электроде. Для избежания окисления вольфрамового электрода сварка производится в инертном газе. Диаметр вольфрамовых электродов составляет 2-10 мм в зависимости от силы сварочного тока.
11.2. Неплавящиеся электроды
Неплавящиеся электроды применяют главным образом для сварки в защитном газе и плазменной сварки и резки. Неплавящнмися электродами служат вольфрамовая проволока - прутки. Вольфрам - тугоплавкий металл, температура его плавления достигает 4500 °С, поэтому при сварке его расход незначителен. Применение вольфрамовых электродов позволяет осуществлять аргонодуговую сварку раз* личных высоколегированных сталей и цветных ме« таллов без присадочного или с присадочным материалом, обеспечивая при этом хорошую защиту зоны сварки инертным газом. ГОСТ 23949-80 преду-, сматривает несколько марок вольфрамовых электродов:
ЭВЧ, которые изготовляют из вольфрама без легирующих примесей и поставляют в виде прутков длиной 77, 150, 200 и 300 мм при диаметре 1-10 мм и в мотках при диаметре проволоки 0,5 мм;
лантанированные ЭВЛ с присадкой 1-1,4 % оксида лантана - выпускают только в прутках. Они улучшают стабильность горения дуги и уменьшают расход электродов при сварке;
иттрированные ЭВИ-1 с присадкой 1,5-2,3% оксида иттрия обеспечивают более легкое зажигание дуги и малый расход электродного металла. Вольфрамовые электроды применяют также для плазменной резки, когда плазмообразующий газ не содержит кислорода. В качестве материала для электродов, работающих в кислородсодержащих средах, используют гафний и цирконий. Хотя теплофизические свойства этих материалов значительно ниже чем у вольфрама (теплопроводность и температура плавления), они менее подвержены окислению в кислородсодержащих средах.
Для улучшения теплоотвода и повышения термической стойкости при высокой температуре электроды из гафния или циркония заключают в специальные медные державки, укрепленные в плазмотронах. Кроме вольфрама, гафния и циркония неплавящимися электродами служат угольные и графитизированные стержни, применяемые для воздушно-дуговой резки стали и сварки меди. Угольные электроды изготовляют путем прессования и последующей термической обработки угольного порошка. Их изготовляют в виде стержней круглого и прямоугольного сечения. Для воздушно-дуговой резки изготовляют стержни круглого сечения марки ВДК, диаметром б, 8, 10, 12 мм и длиной 300 мм, а также плоские стержни марки ВДП, сечением 5x12 и 5X18 мм и длиной 350 мм. Для сварки изготовляют круглые стержни диаметром 4-18 мм и длиной 250 мм. Для улучшения теплофизических свойств и большей стойкости угольные стержни подвергают графитизации путем термической обработки при температуре 2600 °С. Графитизация уменьшает омическое сопротивление электродов в 4 раза, поэтому они меньше нагреваются, меньше окисляются (сгорают) и применяются при токе большей величины. Для этой же цели применяют омеднение поверхности электродов. При эксплуатации неплавящихся электродов следует придерживаться технологических правил, обеспечивающих качественное выполнение сварки или резки, а также меньший износ электрода в процессе работы, В частности, при сварке алюминия и его сплавов вольфрамовым электродом необходимо применять переменный ток и электроды ЭВЛ или ЭВИ. Сварка и резка угольным электродом, а также плазменная резка возможны только постоянным током прямой полярности. Сварка цветных металлов (кроме алюминия) вольфрамовым электродом должна выполняться постоянным током прямой полярности. Необходимо ткаже выполнять технологические рекомендации по заточке конца электрода и его закреплению.
С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в , а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка - это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали - в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность - кабель горелки ставят на минус, а массу на плюс, обратная - держатель на плюсе, а масса на минусе.
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной - широкий поверхностный провар, а с переменным - овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.



