Lista de preturi pentru lucrari de sudare. Controlul calității sudării: etape, caracteristici
Momentul cel mai crucial în fabricarea țevilor, vaselor și aparatelor este controlul calității lucrari de sudare. Prin urmare, ne oprim mai în detaliu asupra nuanțelor și etapelor implementării sale.
Deci, se disting următoarele etape ale controlului calității lucrărilor de sudare:
- Etapa 1. Verificarea calificărilor sudorilor.
- Etapa 2. Controlul calitatii materialelor sudate
- Etapa 3. Verificarea operațională și controlul conformității cu tehnologia de sudare
- Etapa 4. Controlul comun al calității: teste vizuale, fizice și mecanice.
- Etapa 5 Incercari hidraulice si pneumatice.
Test de calificare sudor.
Înainte de efectuarea lucrărilor de sudare, se efectuează o verificare de calificare a sudorilor. În timpul verificării, fiecare sudor prezintă documente cu autorizație de sudare și efectuează o îmbinare de probă. Îmbinările de testare sunt sudate de fiecare sudor cu aceiași electrozi și același material care va fi folosit în timpul lucrării principale. Probele sudate sunt supuse inspecției externe și încercărilor mecanice. Dacă îmbinările de probă sunt de înaltă calitate, atunci sudorul are voie să efectueze principalele tipuri de lucrări!
Controlul calitatii materialelor sudate.
Articolele furnizate pentru sudare: conductele, vasele și aparatele trebuie să fie din material certificat. Controlul calității materialelor care urmează a fi sudate se reduce la o inspecție externă, ele dezvăluie conformitatea cu cerințele TU, GOST și SNiP.
Verificarea operațională și controlul conformității cu tehnologia de sudare.
În timpul controlului operațional, se efectuează următoarele verificări:
- asamblarea corectă a îmbinărilor pentru sudare;
- curent și tensiune de sudare;
- tehnologii pentru realizarea unor straturi individuale ale cusăturii
- calitatea curățării de calcar, zgură etc. înainte de aplicarea următorului strat de sudură.
Controlul comun al calității: teste vizuale, fizice și mecanice.
Inspecția vizuală se efectuează după curățarea produsului sudat de stropi și zgură. Criteriul pentru calitatea inspecției vizuale este acela că sudurile au o textură fin fulgioasă, cu o suprafață convexă și o tranziție lină la părțile metalului sudate. Înălțimea convexității sudurii nu trebuie să fie mai mare de 1-3 mm. În caz de nerespectare a tehnologiei de sudare sau calitate slabă consumabile de sudare apar defecte de sudura.
Inspecția vizuală relevă următoarele defecte:
- fisuri exterioare;
- porozitatea cusăturii;
- zgura cusăturii;
- forță excesivă a cusăturii;
- forță redusă de cusătură.
Testele fizice relevă următoarele defecte:
- lipsa pătrunderii rădăcinii, cu o adâncime mai mare de 10%;
- lipsa de penetrare de-a lungul secțiunii transversale a cusăturii;
- lipsa de penetrare laterală;
- ardere;
- fisuri interne de orice dimensiune și direcție.
O îmbinare cu un defect detectat este supusă tăierii sau tăierii unei părți mici (nefierte, zgură), dacă Sudură destul de mult.
Testele mecanice confirmă rezistența la tracțiune îmbinare sudatași un unghi de îndoire de cel puțin 120 de grade - cu sudare cu arcși nu mai puțin de 100 de grade - cu sudare cu gaz. Dacă la orice test sunt identificate deficiențe, se efectuează o nouă verificare pe un număr dublu de îmbinări. La primirea unor rezultate nesatisfăcătoare, sudorul este suspendat de la muncă și trimis la cursuri de perfecționare.
Metode gammagrafice, radiografice și ultrasonice de control al îmbinărilor sudate.
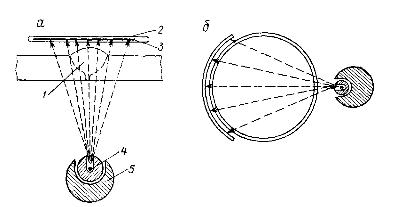
Gammagrafia este procesul de penetrare a radiațiilor gamma a izotopilor radioactivi prin grosimea materialelor. În cazul nostru, prin grosimea metalului. Radiația gamma va fi mai intensă dacă există defecte în interiorul grosimii metalului de sudură: fisuri, lipsă de penetrare etc. Diferența este fixată pe film cu raze X - RT, RM, ORVO. Pe filmul dezvoltat, se poate vedea natura defectelor, dimensiunea acestora etc.
Metoda magnetografică pentru verificarea lucrărilor de sudare.
Metoda magnetografică este o metodă care se bazează pe capacitatea unui flux de forță magnetică de a se abate de la defectele de sudură. Astfel de linii magnetice de forță apar pe suprafața metalului și creează câmpuri de flux magnetic rătăcit. Câmpurile parazite sunt înregistrate pe o peliculă feromagnetică și apoi analizate de specialiști. Fiecare defect are propria sa imagine caracteristică a câmpului rătăcit. Controlul calității lucrărilor sudate prin această metodă se realizează prin dispozitive de reproducere: dispozitivul de magnetizare PNU sau detectorul de defecte magnetografice MGK-1 și MDU-2U.
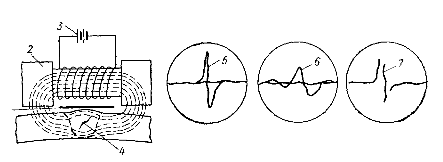
Dispozitivul de magnetizare este un electromagnet cu o sursă de tensiune constantă (3 - 12 V). Cu ajutorul acestuia, se creează un flux de forță magnetică sudură urmată de fixarea pe o peliculă feromagnetică.
Toate metodele de control al sudării de mai sus sunt cele mai populare metode de verificare și oferă o verificare a calității lucrărilor de sudare.
După efectuarea controlului calității lucrărilor de sudare, rezultatele verificărilor sunt înregistrate în jurnalele de sudură și pe diagramele de sudare ale desenelor.
Lucrari de sudare
Lucrari de sudare - aceasta este o metoda de imbinare a pieselor din metal laminat, prin sudare. Astfel, se obține laminarea metalică dintr-o singură bucată. Productie de sudare necesare in constructia de baraje si poduri, in inginerie si inginerie civila ( sudarea conductelor, de exemplu, poate fi folosit pentru a crea sisteme de drenaj). In afara de asta, sudarea oțelului vă va permite să creați cadre pentru clădiri.
Productie lucrari de sudare
Productie lucrari de sudare cel mai bine lăsat profesioniștilor. Acasă, este dificil să faci o muncă de calitate. Mai mult, echipamentele speciale pentru o sarcină atât de simplă, cum ar fi sudarea oțelului inoxidabil, pot fi foarte costisitoare. Desigur, cumpărarea de dispozitive profesionale nu are întotdeauna sens (mai ales când ai nevoie de ele ocazional).
Costul sudării structurilor metalice poate varia între companii. Dar merită să ne concentrăm pe calitatea muncii. Un factor important este sudarea oțelului conform GOST. Este important ca produsele metalice laminate rezultate să aibă un grad ridicat de fiabilitate.
Lucrări de sudare la Moscova: Atlant Metal alege calitatea!
 Compania „Atlant Metal” asigură toate serviciile de sudare la propria bază de producție, care este dotată cu toate echipamentele necesare și este dotată cu 4 statii de sudare, inclusiv echipamente pentru sudarea cu arc semiautomată și manuală.
Compania „Atlant Metal” asigură toate serviciile de sudare la propria bază de producție, care este dotată cu toate echipamentele necesare și este dotată cu 4 statii de sudare, inclusiv echipamente pentru sudarea cu arc semiautomată și manuală.
Sudarea metalelor poate fi, de asemenea, variată. De exemplu, lucrari de sudare pentru metal feros, necesită sudare cu gaz. Dar pentru metale neferoase se folosește argon. Sudarea se realizează la Atlant Metall din oțel inoxidabil, oțel negru etc. Avem o vastă experiență în efectuarea unor astfel de lucrări, precum și mulți clienți recunoscători!
Toți angajații autorizați să efectueze servicii de sudare au o educație specială, urmează o pregătire specială și îndeplinesc toate măsurile de siguranță necesare.
Costul sudurii
Vă interesează prețul sudării oțelului? Mai întâi, stabilește ce anume vrei să primești și în ce volum. La urma urmelor preturi pentru serviciile de sudare variază, în funcție de complexitatea lucrării, volumul acesteia, precum și de materialul și metoda de sudare. Desigur, se practică o abordare individuală, deoarece fiecare caz de preț pentru lucrările de sudare depinde de mulți factori. Sună-ne oricând, iar specialiștii noștri vor putea calcula pentru tine costul comenzii planificate.
Compania „Atlant Metal” asigură toate serviciile de sudare la propria bază de producție, care este dotată cu toate echipamentele necesare
Și bineînțeles, vă sfătuim nu numai să vă interesați de articolul „rata de lucru de sudare”. Atunci când alegeți o companie parteneră, asigurați-vă că aflați calitatea muncii efectuate. Nepăsător executat lucrari de sudare a structurilor metalice poate duce la rupere și alte consecințe neplăcute.



