Să facem timbre. Ștanțare la rece la comandă. Producția de matrițe pentru ștanțarea metalelor la rece
Până în prezent, prelucrarea metalelor prin ștanțare la rece este cea mai progresivă metodă. Deci puteți obține detalii diferite dimensiuni, forme și configurații. Sunt imediat gata de utilizare și nu necesită expunere termică ulterioară, ceea ce simplifică foarte mult procesul și permite automatizarea acestuia. Luați în considerare toate caracteristicile unui astfel de tratament cu presiune.
1 Ce dă materialului deformare la rece?
Experții în metal și oamenii asociați cu producția știu ce este ștanțarea, dar totuși vom acorda puțină atenție și vom descifra acest termen. Acesta este procesul de deformare plastică a materialului, în urma căruia acesta din urmă capătă dimensiunile și formele specificate. Dacă există expunere la temperaturi ridicate, atunci vorbim de deformare la cald, dar ne vom opri mai detaliat asupra ștanțarii metalului la rece, care are loc fără influență termică.
Toate operațiunile în acest caz sunt efectuate în echipamente tehnologice speciale ( matrițe) și sunt însoțite în mod necesar de călire. Din acest motiv, produsul finit are o valoare crescută a acestei caracteristici. Dar proprietățile sale plastice, dimpotrivă, se deteriorează. Cu toate acestea, creșterea puterii are și ceva efecte secundare, de exemplu, materialul devine mai casant etc. Prin urmare, între operații, efectuați. Detaliile sunt de înaltă precizie și de calitate excelentă.
2 Ștanțarea tablei și forjarea matrițelor - care este diferența?
O caracteristică a forjarii la rece este temperatura pieselor de prelucrat, care nu trebuie să depășească temperatura de forjare.. Acest lucru contribuie la creșterea rezistenței metalului și, în consecință, fluiditatea acestuia scade. Această metodă produce elemente de precizie sporită. Avantajele includ absența diferitelor defecte, precum zgârieturi, fisuri fierbinți, riscuri, contracție. Cu toate acestea, din cauza rezistenței crescute în interiorul materialului, nu va fi posibilă realizarea unei piese dintr-o formă complexă, la care trebuie să recurgeți.

Următoarea vedere este. Caracteristica sa este forma piesei de prelucrat - foaie, bandă, bandă. Această metodă poate fi folosită pentru a obține o mare varietate de produse cu o greutate de la câteva grame la zeci de kilograme. Practic, grosimea peretelui pieselor obtinute este aceeasi cu cea a materialului original. Este posibil să se obțină elemente spațiale numai din metale suficient de plastice.
3 Ce cale face piesa?
Astăzi, există multe programe speciale de proiectare a matrițelor pentru ștanțare la rece, cu toate acestea, ele sunt neautonome și în cea mai mare parte sunt legate indisolubil de întregul sistem. Desenele pot fi atât bidimensionale, cât și moderne, realizate în format 3D. Și procesul în sine necesită anumite abilități, cunoștințe de calculator și se desfășoară în următoarea secvență:
- desenarea unei schițe;
- studiul modelului de tăiere și verificarea acestuia cu un program special;
- editare;
- reverificarea dimensiunilor;
- făcând găuri de lucru.

Acesta este urmat de un proces destul de dificil și responsabil de fabricare a matrițelor de ștanțare la rece. După pregătirea finală a desenului, produsul este împărțit în părți separate, acestea sunt studiate cu atenție. Asigurați-vă că acordați o atenție deosebită cerințelor tehnice pentru piesa finită. Apoi alcătuiesc o hartă rută-tehnologică pentru fiecare element, ținând cont de toate nuanțele, de la timpul petrecut la fabricație până la caracteristici. Trebuie remarcat faptul că nu pot exista fleacuri în acest proces, deoarece orice, chiar și cel mai nesemnificativ defect va duce la defecte. Ceea ce contează este succesiunea operațiilor, distribuția corectă a materialului, selecția echipamentelor și modurilor.
De asemenea, se impun cerințe foarte serioase asupra calității matrițelor pentru ștanțare la rece. La urma urmei, dimensiunea, forma și finisajul suprafeței produsului finit depind de acestea.

Formarea elementelor presupune o serie de operații. În primul rând, materialul intră în moară, unde părți ale piesei sunt tăiate sau extrudate. Apoi urmează operațiile de schimbare a formei. Acestea includ îndoirea, sertizarea, formarea și tragerea. În același timp, rolul proceselor auxiliare nu trebuie subestimat. Aceasta este recoacerea și decaparea, datorită cărora este dorită proprietăți mecanice. De asemenea, puteți crește rezistența la uzură cu straturi de protecție suplimentare. În plus, piesele sunt îndreptate, curățate și lubrifiate.
Procesul tehnologic de ștanțare volumetrică la rece este împărțit în două scheme principale. Prima constă din trei operații. Tratamentul termic al metalului este efectuat în prealabil pentru a-l înmuia. Apoi suprafața produsului laminat este pregătită și ștanțarea se efectuează direct. Dar puteți urma o schemă diferită, care include 4 etape. În acest caz, se pregătesc mai întâi semifabricatele dimensionale, iar apoi toate operațiunile sunt efectuate în mod similar cu prima schemă.
Forjarea la rece (CHS) este considerată cea mai avansată tehnică de formare a metalelor. Aplicația sa calificată permite obținerea de produse de diferite forme și dimensiuni. Ceea ce este important, produsele realizate folosind această tehnologie se remarcă prin acuratețea parametrilor lor geometrici și calitatea înaltă a suprafeței formate, astfel încât nu necesită o rafinare suplimentară. Procesul de formare la rece poate fi ușor automatizat, ceea ce face posibilă producerea de produse cu productivitate ridicată.
Subtilitățile tehnologiei
Ștanțarea sau ștanțarea, așa cum este adesea numită o astfel de operație tehnologică, este un proces în care o piesă de prelucrat metalică suferă o deformare plastică sub presiune. Ca urmare a unui astfel de impact, pentru care se utilizează echipamente speciale, din piesa de prelucrat se formează un produs finit de dimensiunea și forma necesară. Deformarea unei piese metalice poate fi efectuată cu preîncălzirea acesteia, atunci un astfel de proces se numește ștanțare la cald. Dacă nu există un efect termic preliminar asupra piesei de prelucrat, atunci se efectuează ștanțarea la rece a metalului.
La efectuarea frigului se utilizează echipamente tehnologice speciale. În acest caz, metalul din care este realizată piesa de prelucrat este supus unei căliri suplimentare. Între timp, atunci când se efectuează ștanțarea la rece a metalului, ductilitatea acestuia se deteriorează. O creștere a rezistenței piesei de prelucrat în timpul ștanțarii la rece duce la o creștere a fragilității metalului, care este un factor destul de negativ. Pentru a evita acest lucru, între operațiile tehnologice, din care constă în stare rece, se efectuează tratarea termică a piesei de prelucrat - recoacere de recristalizare. În produsele finite care au fost supuse unui astfel de tratament termic în timpul procesului de producție, parametrii de rezistență și ductilitate sunt combinați optim.
Tipuri de ștanțare la rece
Pentru a modifica parametrii geometrici inițiali ai unei foi de metal în mai multe direcții, se folosește forjarea la rece. Pentru a nu crește rezistența metalului și, în consecință, pentru a nu-i reduce fluiditatea, o astfel de operație tehnologică se realizează la o temperatură care nu depășește temperatura de forjare.

Folosind această tehnologie, care necesită utilizarea unor echipamente speciale, se fabrică produse cu o precizie sporită, fără astfel de defecte precum fisuri fierbinți, zgârieturi, bavuri și riscuri, zone supuse contracției metalice. Totuși, din cauza faptului că presa de ștanțare utilizată pentru efectuarea daltuirii volumetrice trebuie să învingă rezistența enormă a metalului neîncălzit, este problematică obținerea unor piese de configurație complexă cu aceasta. În astfel de cazuri, este mai bine să folosiți ștanțarea nu la rece, ci la cald.
Un alt tip de tratare a metalelor sub presiune, în care piesele de prelucrat nu sunt supuse preîncălzirii, este ștanțarea la rece a tablei. Atunci când se efectuează prelucrarea conform acestei metode, o foaie, bandă sau bandă din metal poate acționa ca semifabricate. Grosimea peretelui piesei de prelucrat la utilizarea acestei tehnologii practic nu se schimbă, iar produsele spațiale pot fi obținute numai din metale ductile.
Etape de fabricație a ștampilei
Un rol important în asigurarea calității cerute a produsului finit îl joacă proiectarea matrițelor de ștanțare la rece, datorită cărora piesa este formată cu parametrii geometrici necesari. Desenele de lucru ale unor astfel de instrumente de lucru instalate pe presele de ștanțare pot fi realizate atât în format bidimensional, cât și tridimensional. Această sarcină necesită cunoștințe și abilități adecvate.
Dezvoltarea unui desen și fabricarea ulterioară a unei matrițe utilizate pentru ștanțarea la rece se realizează în mai multe etape:
- întocmirea unei schițe a viitoarei ștampile;
- studiul schemei după care se va efectua tăierea materialului, verificarea unei astfel de scheme prin intermediul unui program special de calculator;
- editarea schițelor, dacă este necesar;
- verificarea finală a dimensiunilor ștampilei dezvoltate;
- desemnarea poziţiei şi dimensiunilor exacte ale orificiilor care se vor face pe suprafaţa de lucru a ştampilei.
Când se dezvoltă matrițe pentru ștanțare la rece, este necesar să se rupă desenul produsului finit în părți separate și să le studieze cu atenție. După finalizarea unei astfel de proceduri, se efectuează producția de ștampile. În acest caz, este necesar să se acorde o atenție deosebită cerințelor care se aplică parametrilor produsului finit. Pentru fiecare etapă proces tehnologic forjarea la rece, se elaborează o hartă a traseului, care ține cont atât de timpul de efectuare a operațiunilor individuale, cât și de caracteristicile forjarilor la etapele individuale de prelucrare.

Într-o chestiune precum ștanțarea la rece a unui semifabricat metalic, sunt importanți mulți parametri, care includ, în special, succesiunea operațiilor tehnologice, distribuția materialului în cavitatea instrumentului de lucru, echipamentul utilizat și modurile de procesare.
De asemenea, se impun cerințe serioase procesului de fabricare a matrițelor pentru ștanțare la rece, deoarece calitatea produsului format depinde de precizia acestui instrument.
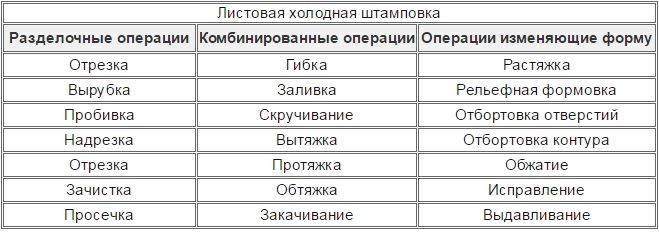
Ștanțarea pieselor, în care tabla este utilizată ca piesă de prelucrat, poate include o listă întreagă de operații mecanice. Astfel de operații sunt, în special, tăierea, ștanțarea, extrudarea, îndoirea, îndoirea la rece, formarea, sertizarea și trefilarea. În același timp, tăierea, ștanțarea și o serie de alte operații tehnologice sunt clasificate ca operații de separare, iar debitarea la rece, turnarea, îndoirea etc., sunt operații de modelare.

După ștanțare, produsul poate fi supus unui număr de operații auxiliare, care includ recoacere și decapare. Cu ajutorul unor astfel de operații, produsului finit se conferă caracteristicile mecanice necesare. Pentru a crește rezistența la uzură a produselor obținute prin ștanțare la rece, pe suprafața acestora se aplică diverse straturi de protecție.
Producția și modelarea pieselor prin ștanțare la rece cu diverse matrițe este o modalitate mai simplă și, prin urmare, mai puțin costisitoare de prelucrare a materialelor. Are unele dezavantaje, dar există și anumite avantaje față de utilizarea matrițelor. Înainte de producerea matrițelor de ștanțare la rece, se întocmește un plan de ciclu de producție și se iau în considerare o serie de prevederi și factori obligatorii în toate etapele acestuia. Din momentul proiectării și până la dezvoltarea tehnologică completă, specialiștii noștri în producția de scule monitorizează calitatea pieselor fabricate și momentul producerii acestora.

În funcție de scop, se pot distinge următoarele tipuri de matrițe de ștanțare la rece:
- consistent;
- carbură;
- tăiere, perforare și combinate (combinate);
- turnare și evacuare;
- îndoire;
- pentru întărire;
- pentru răsucire și ondulare;
- pentru asamblare si presare.
In productie diverse produse din metal prin ștanțare la rece, ștampila este cel mai important instrument care determină calitatea produsului final. Prin urmare, cele mai stricte cerințe ale ciclului de producție sunt respectate în procesul de fabricație a matrițelor de ștanțare la rece.
Producătorii produse metalice, pentru care matrițele sunt principalul instrument de producție, le impun cerințe foarte mari, pe care le putem îndeplini. Principalele sunt:
- calitate înaltă a produselor obținute;
- performanta ridicata;
- fiabilitate ridicată;
- durată lungă de viață (până la 700.000 de curse).
Le garantăm clienților noștri caracteristici de înaltă calitate ale pieselor fabricate folosind matrițe.
Avantajele de producție ale forjării la rece
Ștampila trece prin plin mult mai repede ciclu de producție de la întocmirea unui desen până la primirea unui lot finit de produse. În același timp, producția prin ștanțare la rece este mult mai ieftină decât utilizarea altor metode de fabricare a pieselor. Și toate sunt interschimbabile - ștampilarea unei piese care a fost deja creată o dată este foarte simplă și nu necesită aproape niciun cost. În plus, pentru viitoare suduri, lipire sau prelucrare, este posibil să se creeze în avans semifabricate cu matrițe de ștanțare la rece. Există două tipuri de operații care se efectuează la fabricarea matrițelor de ștanțare la rece:
- separare - separarea fragmentelor inutile de piesa de prelucrat prin ștanțare la rece;
- schimbarea formei - modificarea formei piesei de prelucrat prin deformare plastică. Acest proces elimină distrugerea și încălzirea materialului.
Adesea, aceste operațiuni sunt combinate pentru a reduce timpul de producție și pentru a crește eficiența.
Producția de piese folosind ștanțare ocupă un loc de frunte în tehnologia de formare a metalelor și este utilizată în diverse industrii.
De o importanță deosebită este ștanțarea produselor metalice din tablă. Se bazează pe deformarea plastică a metalului fără a-l încălzi cu ajutorul ștampilelor speciale. Această metodă de deformare plastică a pieselor este utilizată pe scară largă pentru fabricarea pieselor de diferite dimensiuni și forme complexe cu mare precizie, ceea ce nu este posibil cu alte metode de prelucrare.
Ele sunt utilizate pentru asamblarea produselor de mari dimensiuni în industria ingineriei, în industria auto și a construcțiilor navale, precum și în industria de fabricare a instrumentelor și de uz casnic, unde sunt adesea necesare diverse piese miniaturale.
Ștanțarea este procesul de a da pieselor forma dorită și de a obține o anumită dimensiune prin documente prin acționarea mecanică asupra acestora prin presiune. Direcția principală de ștanțare este producția de piese din semifabricate, care sunt utilizate ca tablă. Sub acțiunea unei forțe de compresiune, piesa de prelucrat suferă o deformare și capătă configurația dorită.
Distingeți între forjarea la cald cu încălzirea piesei de prelucrat și forjarea la rece fără a o preîncălzi. Ștanțarea pieselor din tablă efectuate fără preîncălzire.
Deformarea sub presiune cu încălzirea țaglelor este utilizată la fabricarea pieselor metalice care nu au o ductilitate suficientă și este utilizată în principal la producerea de loturi mici de produse vrac dintr-o tablă cu grosimea de 5 milimetri.
Procesul tehnologic de ștanțare la cald a metalului coincide în mare măsură cu succesiunea operațiunilor pieselor de prelucrat la rece. Diferența constă în încălzirea prealabilă a pieselor inițiale de prelucrat în cuptoare la o temperatură care să asigure plasticitatea metalului. Acest lucru ia în considerare gradul de deformare a piesei în timpul răcirii, precum și strângerea acesteia în timpul procesării de deformare, care îi afectează dimensiunea. Pentru a evita abaterile de la dimensiunile cerute pentru piesele obtinute prin matritare la cald se realizeaza tolerante mari.
În producția de piese din tablă ștanțată, se utilizează în principal metoda de ștanțare la rece.
Tablă de ștanțare la rece
Tehnologia deformarii la rece a tablei cu ajutorul stampilelor presupune modificarea formei si dimensiunilor produsului, pastrandu-i in acelasi timp grosimea initiala.
Ca material pentru producerea produselor ștanțate la rece, benzile, foile sau benzile subțiri sunt utilizate în principal din oțeluri plastice cu conținut scăzut de carbon și aliate, precum și din cupru, alamă (conținând peste 60% cupru), aluminiu, magneziu, titan și alte aliaje din plastic. . Utilizarea aliajelor cu ductilitate bună pentru ștanțare se datorează faptului că sunt ușor de susceptibil la modificarea deformației.

Pentru a efectua ștanțarea la rece a tablei, se folosesc diverse operații, care depind de sarcina de a obține o anumită formă a piesei de prelucrat. Ele sunt împărțite în efecte de separare și de schimbare a formei.
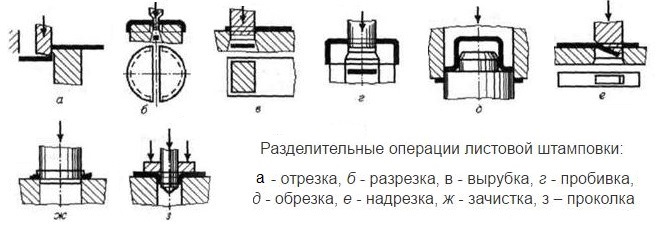
1. În timpul deformărilor de separare, materialul piesei de prelucrat este parțial separat de-a lungul unui contur dat. Separarea se realizează prin deplasarea unei părți a metalului în raport cu piesa principală de prelucrat. Astfel de operațiuni sunt tăierea, perforarea și altele.
Să luăm în considerare modul în care sunt efectuate unele operații de separare.
tăiere
La tăiere, o anumită parte este separată de piesă prin tăierea acesteia de-a lungul unei linii ondulate sau drepte. O astfel de operație de separare se realizează folosind o presă realizată sub formă de foarfece de diferite modele.
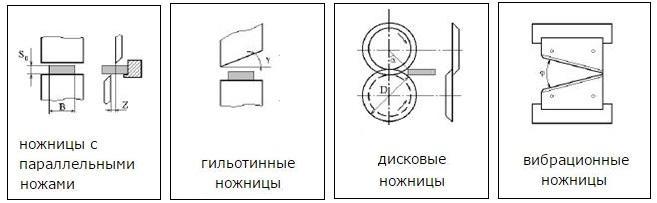
O astfel de operație este destinată în principal pregătirii piesei de prelucrat pentru alte metode de prelucrare.
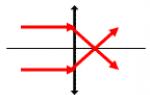
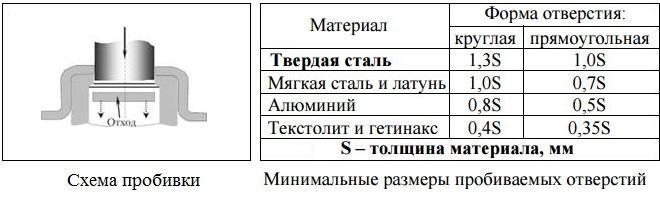
Lovitură de pumni
O operație numită perforare este utilizată pentru a crea o gaură în piesa de prelucrat. forme diferite. O parte din metal în timpul perforarii este complet îndepărtată din piesa de prelucrat, iar greutatea acestuia este redusă.
Figura prezintă o diagramă a procesului de perforare.
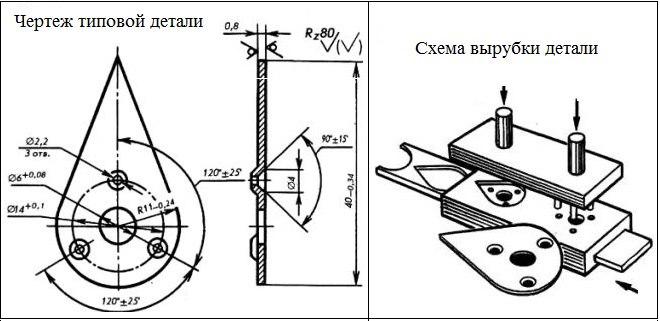
doborârea
Prin procesul de perforare piesa metalica dau aspectul finit al produsului avand un contur inchis.
Figura prezintă o schemă pentru fabricarea unei piese folosind perforarea.
2. Deformațiile de formare a formei includ o modificare a formei și dimensiunilor produsului atunci când zonele sale individuale sunt mutate, ceea ce nu duce la distrugerea sa generală. Acestea includ tragere, îndoire, gofrare, răsucire, sertizare și alte operațiuni.
Luați în considerare unele tipuri de operațiuni care nu duc la distrugerea fizică a formei.
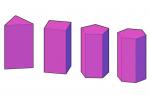
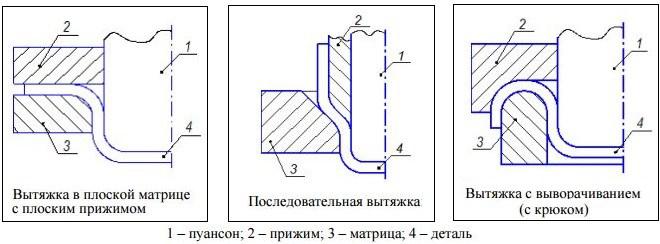
Capota
Cu ajutorul unui extract din semifabricate plate, se obțin produse volumetrice goale. De exemplu, piese care au forma unei emisfere, cilindru, con, cub și alte tipuri sunt realizate în acest fel. Figura prezintă diferite versiuni ale capotei.
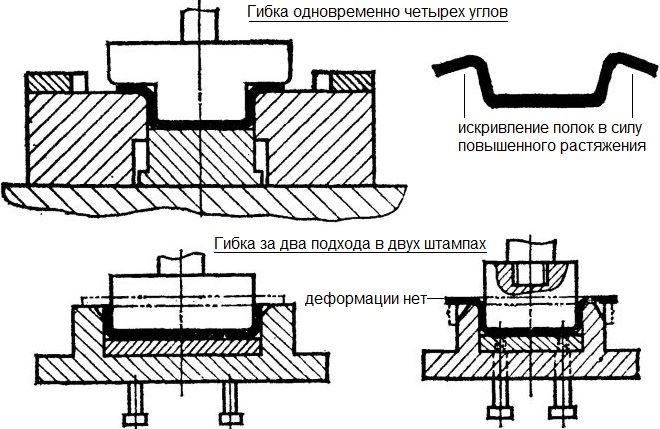
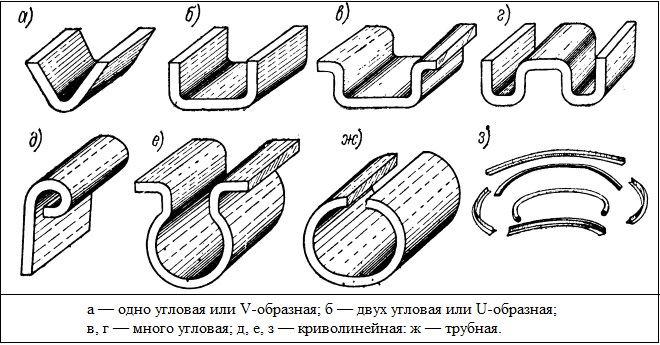
îndoire
Cu ajutorul operației, produsului i se dă o formă dată a îndoirii sale. În funcție de tipul de îndoire, această operație face posibilă obținerea de produse curbate de diverse configurații. Unele dintre ele sunt prezentate în figură.
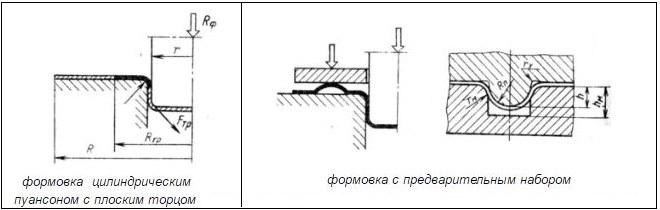
turnare în relief
Acest tip de operare presupune o modificare a părților locale ale produsului, configurația externă a acestuia rămânând neschimbată. Figura prezintă o diagramă a unor operații de turnare:
De asemenea, este posibil să se utilizeze operații combinate, inclusiv separarea și modelarea unei piese.
Procesul tehnologic de ștanțare la rece constă din etape care sunt asociate cu natura operației de deformare și depind de tipul echipamentului de ștanțare utilizat.
Dezvoltarea procesului tehnic se realizează în următoarea secvență:
- Este indicată structura operațiunilor principale, inclusiv natura, cantitatea și succesiunea executării acestora.
- Se efectuează calculul dimensiunilor inițiale, intermediare și finite ale piesei, precum și al forțelor de deformare necesare pentru a obține rezultatul dorit.
- Se realizează documentarea procesului tehnologic.
În procesul tehnologic pot fi introduse operații suplimentare, cu ajutorul cărora piesa de prelucrat este adusă într-o formă convenabilă pentru prelucrare. Acestea includ curățarea, îndreptarea foilor, lubrifierea și alte operațiuni.
Presă de ștanțat metal
Toate operațiunile de ștanțare la rece pot fi efectuate cu echipamente speciale, principala dintre acestea fiind o presă de ștanțare. Dispozitivul său poate fi bazat pe mecanică, sau folosind hidraulic.

Tipurile mecanice includ:
- prese excentrice;
- prese folosind un mecanism cu manivelă.
O presă de stantare de tip manivelă este utilizată pentru a efectua operațiuni de stantare, stantare și tragere.
Dispozitivul și principiul de funcționare al presei de tip manivelă
Orice presă concepută pentru ștanțarea produselor include componentele principale, care includ: un mecanism care o antrenează și un dispozitiv care realizează ștanțarea directă.
Mecanismul de acționare este un arbore cotit, care este antrenat de o acționare electrică. Pentru a face acest lucru, motorul electric, în timpul rotației volantului, transmite rotația către mecanismul manivelei folosind un tren de viteze.
Efectuând acțiuni alternative, glisorul manivelei activează dispozitivul de ștanțare, care, cu o forță de presiune, realizează deformarea plastică.
Principalele părți ale unei astfel de prese sunt realizate din oțeluri de înaltă rezistență și sunt întărite suplimentar pentru a oferi rigiditatea necesară.
Dispozitiv de presare hidraulica
Presa de ștanțare a metalelor de tip hidraulic este utilizată pentru a crea forme tridimensionale prin perforarea metalului.
Principiul de funcționare a unui astfel de mecanism se bazează pe presiunea unui lichid plasat în două rezervoare, care sunt echipate cu pistoane. Rezervoarele sunt conectate printr-o conductă. Ca urmare a presiunii din lichid care apare în momentul în care este injectat în cilindru dintr-un alt rezervor, acesta este transferat pe glisor și îl pune în mișcare. Când se deplasează, glisorul împinge piesa de prelucrat cu mare efort.
Producția de matrițe pentru ștanțarea metalelor la rece
Dispozitivul de lucru al oricărei mașini de presare este ștampila în sine. Include două părți de lucru, numite matrice și poanson. În timpul funcționării, numai partea superioară a ștampilei este mobilă - un pumn fixat pe un glisor. Matricea este situată mai jos și rămâne nemișcată.
Deformarea foii se efectuează în timp ce apăsați poansonul pe matrice cu piesa de prelucrat amplasată pe aceasta.
Elaborarea desenelor și fabricarea matrițelor pentru presă sunt supuse unor cerințe sporite, deoarece corectitudinea formării produsului depinde de precizia acestora.
O astfel de muncă se desfășoară în etape în următoarea secvență:
- se întocmește o schiță a ștampilei;
- cu ajutorul unei scheme computerizate a ștampilei, întocmită după un program special, se face verificarea tăierii raționale a materialului;
Ștanțare la rece la comandă
Oferim servicii metal ștanțat la receși prelucrarea mecanică a metalului pentru producerea de produse ștanțate de orice complexitate: de la simple elemente de fixare plate până la piese complexe pentru industrie. Ștanțare la rece vă permite să obțineți un număr mare de piese de același tip prin deformarea plastică a metalului folosind o ștampilă. Piesele ștanțate sunt utilizate în industrii precum auto, instrumente, construcții, industria de apărare, bunuri de larg consum etc. Ștanțarea metalelor este adesea comandată de la noi din orașe precum Chelyabinsk, Moscova, Sankt Petersburg (SPb), Ekaterinburg, Kazan, Novosibirsk , Perm, Ufa, Krasnodar, Tula, Saransk și multe altele din întreaga țară.Preturi si conditii:
Costul pieselor de ștanțare constă din două părți:
- Preț matriță de ștanțare la rece. O ștampilă simplă cu o singură operație pentru o presă cu manivela poate costa 50.000 de ruble. În timp ce o ștampilă complexă cu mai multe operații poate costa mai mult de un milion de ruble. Prețul unei ștampile poate fi repartizat pe un lot de produse. De exemplu, o ștampilă costă 100.000 de ruble, un lot de produse - 25.000 de bucăți, când ștampila este explodata, prețul produselor iese la 4 ruble. asupra produsului.
- Preț piese de ștanțare. Include costul materialelor, manopera si logistica. Munca presei costă de la 50 de copeici. pentru o lovitură.
Companiile care aplică PROMKASCAD produc cu succes produsele necesare și economisesc mulți bani:
|
O companie care vinde suporturi pentru țevi a decis să înlocuiască suporturile Samsung importate cu un analog autohton; a apelat la PROMKASCADE, unde au fost proiectate și fabricate piese identice cu cele originale. Pretul de achizitie al produselor a scăzut de la 180 la 40 de ruble calitatea ramane neschimbata. Se pregătește producția următoarelor produse.
Organizația a achiziționat încuietori importate pentru banda transportoare de la American Flexco la 195 de ruble pe bucată. PROMKASCADE a efectuat reproiectarea dispozitivelor de blocare a benzilor transportoare și a început producția lor în masă. Pretul de achizitie al produselor a scăzut de la 195 la 54 de ruble calitatea ramane neschimbata. |

Vrei la fel? Trimiteți o cerere și vom calcula cu promptitudine costul pieselor.
Aflați costul ștampilării
Particularitatea ștanțarii prin presare automată este lungă munca pregatitoare. Este exact cazul când „se înhamă mult timp și merg repede”. În medie, din momentul lansării proiectului și până la primirea piesei finite, este nevoie 2 -3 luni - cea mai mare parte a timpului este cheltuită cu producția de timbre. După ce totul este gata pentru ștanțare, puteți ștampila loturi mari de produse pentru timp scurt(mai mult de 100 de mii de bucăți pe schimb).
Principalele etape de ștanțare a pieselor:
- Primirea unei cereri;
- Calculul costului de fabricație a unei ștampile și a produselor;
- Coordonarea costurilor si termenilor de productie;
- Proiectare și fabricare de matrițe pentru ștanțarea metalelor la rece;
- Testarea matrițelor, trimiterea mostrelor primite către client;
- Ștampilarea primului lot de produse.
Despre companie
 PROMKASKAD implementează cu succes proiecte pentru înlocuirea importurilor și localizarea pieselor ștanțate de mai bine de 9 ani. Multumesc invariabil calitate superioară produse, PROMKASCAD este un furnizor de prim nivel pentru astfel de întreprinderi mari precum Rosatom, Emerson (Metran), VSMPO-AVISMA, Transneft, Fabrica de materiale de carbon și compozite, Stankomash, Uralnefmash.
PROMKASKAD implementează cu succes proiecte pentru înlocuirea importurilor și localizarea pieselor ștanțate de mai bine de 9 ani. Multumesc invariabil calitate superioară produse, PROMKASCAD este un furnizor de prim nivel pentru astfel de întreprinderi mari precum Rosatom, Emerson (Metran), VSMPO-AVISMA, Transneft, Fabrica de materiale de carbon și compozite, Stankomash, Uralnefmash.
Baza de producție a întreprinderii PROMKASKAD în atelierul de ștanțare include mai mult de 30 de echipamente - prese electromecanice, hidraulice, cu manivela și automate cu o forță de 2 până la 100 de tone, ceea ce face posibilă fabricarea produselor la timp.
Producerea matrițelor de ștanțare pentru ștanțarea tablei
Datorită magazinului nostru de scule și departamentului de proiectare, putem oferi servicii de proiectare și fabricare a matrițelor pentru ștanțarea metalelor. Maxim dimensiunile ștampilei fabricate - 600 * 600 * 600 mm. Fabricarea matrițelor se realizează în locurile noastre de producție proprii, care sunt prevăzute cu echipamente electroerozive, de găurit, de frezare, de șlefuire jig de producție internă și străină. Atelierul de scule menține, de asemenea, matrițele în stare de funcționare pe parcursul întregului ciclu de viață, la costuri minime.
Oferim si urmatoarele servicii:
- Proiectare, dezvoltare documentație de proiectare;
- Prelucrarea mecanică universală a metalelor (lucrări de strunjire, frezare, alezare, șlefuire, tăiere dintate etc.);
- Asamblare, sudura, metalurgie;
- Producția complexă de produse prefabricate complexe;
- Fabricarea produselor hardware de orice complexitate.
Noi acceptam comenzi nu numai pe baza desenelor gata făcute, ci și sub formă de schițe sau mostre de produs. Volumul unui lot de produse trebuie să fie de cel puțin 1000 de bucăți (ștanțarea la rece devine oportună doar cu un astfel de număr de produse).