Как выглядит электрод для алюминиевой. Как нужно варить электроды по алюминию
Современные электроды для сварки алюминия представляют собой высокотехнологичный сплав, способный производить качественные, неразъемные и долговечные соединения, швы. Для сварки алюминия необходимы именно специальные электроды, поскольку рассматриваемый металл можно отнести к числу тяжело свариваемых.
Общие характеристики
На поверхность алюминия при контакте её с воздухом мгновенно образуется оксидная пленка. Для того чтобы окислы не имели место во время сварки, применяется защитный газ, среда которого служит вытесняющим фактором, отделяющим поверхность металла от воздуха. Электроды по алюминию могут быть различных марок,основные из которых, а также их предназначения заслуживают отдельного внимания.
Маркировки и предназначение:
- Электрод по алюминию ОЗА-1 – для сварки, а также плавки деталей, конструкций из алюминия технической частоты;
- Электрод по алюминию марки ОЗА-2 – для заваривания бракованных участков алюминия, наплавки деталей алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, А-11;
- Электроды для алюминия ОЗАНА-1 – для сварки и наплавки деталей, конструкций, выполненных из алюминия, технической чистоты;
- Сварочные электроды ОЗАНА-2 – для заваривания бракованных участков литья, наплавки деталей из алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, АЛ-11;
- Сварочные электроды марки УАНА-1 – для сварки сплавов марок АД, АД0, АД00, АД1;
- Электрод по алюминию марки УАНА-2 – для сварки сплавов марок АД31, АД33, АД35, АЛ9, АЛ11, АЛ34;
- Электроды УАНА-3 – для сварки сплавов марок АЛ-2, АЛ4, АЛ30;
- Алюминиевый электрод марки УАНА-4 – для сварки алюминия и сплавов марок АМЦ, АМцС, ММ;
- Электрод марки УАНА-5 – для сварки сплавов марок АМг2, АМгЗ, АМг4, АМг5;
- Электрод по алюминию марки УАНА-6 – для сварки алюминия и сплавов марок АМгЗ, АМг4, АМг5, АМг6.
 Прежде чем выполнять сварочные работы, должны обязательно следовать подготовительные работы, включающие в себя обезжиривание рабочих поверхностей, очистку, удаление оксидной пленки. Присадочные алюминиевые материалы, включая вольфрамовый электрод, должны обрабатываться аналогичным способом. Ниже приведен список основных шагов на этапе подготовки поверхностей к обработке.
Прежде чем выполнять сварочные работы, должны обязательно следовать подготовительные работы, включающие в себя обезжиривание рабочих поверхностей, очистку, удаление оксидной пленки. Присадочные алюминиевые материалы, включая вольфрамовый электрод, должны обрабатываться аналогичным способом. Ниже приведен список основных шагов на этапе подготовки поверхностей к обработке.
Этапы подготовки поверхностей к работе:
- Обезжиривание и травление деталей;
- Промывка посредством проточной воды;
- Осветление в растворе азотной кислоты;
- Промывка посредством проточной горячей воды;
- Сушка до полноценного удаления влаги.
Алюминиевые электроды плавятся в несколько раз быстрее, нежели стальные. Алюминиевые катоды обрабатывают детали практически непрерывно. Обработка деталей выполняется сварщиком, обладающим соответствующей квалификацией, имеющим специфические навыки, знания. Электроды для производства сварки рассматриваемого металла и его сплавов имеют неоспоримые положительные качества, среди которых особого внимания стоят невысокая цена, эксплуатационная простота.
Производство соединительных работ деталей из алюминия подойдет идеальным образом для полевых условий, а также для применения в частных мастерских. Вольфрамовые электроды способны разрушать оксидную пленку, которая образуется на поверхности данного цветного металла. Электрод должен быть качественным и надежным, так как от его качественных параметров и характеристик по окончании соединительных работ будет зависеть долговечность шва и соединения.
Присадочный материал - предмет повышенного внимания как профессионального сварщика, так и новичка данного ремесла, который оказывает влияние на пластичность шва, его аккуратность и долговечность. Если присадочный материал пользуется спросом на рынке электротехнических товаров - значит, он в большинстве случаев является проверенным и надежным.
О технологии
Технология сварки алюминия посредством катода сначала предполагает подготовку металла к работе. Таким образом, профилируются кромки деталей, после чего производится очистка поверхности материала от загрязнений, оксидных образований. Обработка материала выполняется посредством удаления в специальных щелочных ваннах. Для очистки и удаления поверхности металла и самого катода применяются специализированные растворители органического происхождения. От качества растворителя, которым осуществляется очистка рабочих поверхностей, также очень многое зависит, включая качество сопряжения материалов с присадочным припоем.
С ролью растворителя для очистки обрабатываемых поверхностей успешно справляется Уайт-спирит, либо технический ацетон. Также может использоваться растворитель РС-1, РС-2. Относительно щелочных ванн, то они состоят из 50 г технического тринатрийфосфата, 50 г кальцинированной соды, 30 г стекла в жидком состоянии из расчета на один литр. Стоит отметить, что температура ванны щелочи может равняться пределам 60-70 градусов. Обработка металла производится на протяжении 5 минут.
По окончании очистки алюминия следует удаление оксидной пленки, которую можно снять посредством металлической щетки. После проведения очистки кромок деталей, металл обезжиривается посредством растворителя снова. Прежде чем приступать к работе, понадобится тщательнейшим образом просушить катоды в условиях температуры 200 градусов на протяжении двух часов. Рассматриваемый материал и его сплавы обрабатывается сварочным инвертором, используя специальные электроды.
После подготовительного этапа приступают к соединительным работам, используя электрод, которые производятся в условиях постоянного тока с обратной полярностью. Рабочий параметр принимается из расчета 25-30 А на 1 мм диаметра, который имеет электрод. Для получения надежного, аккуратного и долговечного шва материал разогревается до температуры от 250 до 400 градусов Цельсия (показатель температурного нагрева выбирается, опираясь на диаметр обрабатываемого материала).
Способы
Электрод, применяемый для сварки алюминия, может быть графитовым, вольфрамовым, угольным. Выбор осуществляется, опираясь на диаметр обрабатываемых деталей. Применяются многие виды воздействия на рассматриваемый металл, среди которых ручной электродуговой, автоматический электродуговой, дуговой в среде защитных газов. Каждая методика имеет свои преимущественные стороны, а также недостатки, к тому же может быть использован исключительно при конкретных производственных необходимостях.
Ручная электродуговая сварка производится путем применения штучных катодов специальных марок при постоянном токе обратной полярности. Аргонодуговая обработка деталей выполняется посредством вольфрамового катода, и эта методика считается наиболее оправданной и популярной среди профессиональных рабочих. Распространением пользуется использование инверторных источников питания, с возможностью смены частоты напряжения.
Обработка алюминиевых деталей должна производиться на повышенной частоте, в то время как для заварки дефектов - при пониженной частоте. Полуавтоматический режим предпочтительнее аргонодугового ввиду повышенной степени производительности. Работа в полуавтоматическом режиме выполняется при постоянном токе с положительной полярностью на основном элементе.
Для получения высококачественных, долговечных, а также надежных соединений понадобится определенная квалификация, профессиональный уровень, навыки, с помощью которых удастся добиться аккуратности и долговечности швов. Стоит помнить, что электрод, а также все вспомогательные и основные рабочие элементы должны быть качественными. В противном случае, если пренебрегать общими наставлениями и рекомендациями опытных специалистов, Вы рискуете не получить желаемый итог стараний.
Комментариев:
- Сварка алюминия: что следует знать
- Легирующие элементы
- Химические свойства алюминия
- Механические свойства
- Основные методы сварки
- Защитный газ при сварке алюминия
- Особенности новых технологий
В последние годы использование алюминия все больше получает распространение в производстве благодаря характеристикам, которые делают его привлекательной альтернативой стали. Алюминий в три раза легче, чем сталь, тем не менее он имеет более высокую прочность при легировании. В 6 раз лучше стали проводит электрический ток (в 30 раз лучше нержавеющей стали). Кроме того, алюминий — немагнитный материал, обеспечивающий превосходную коррозионную стойкость.
Действительно, технология сварки алюминия менее энергоемка и, следовательно, легче сварки стали. В мировом производстве прирост объемов сварки этого металла ежегодно составляет 5,5 % в связи с тем, что алюминий все больше используется в автомобильной и других отраслях промышленности.
Однако могут возникнуть некоторые трудности при применении привычного оборудования, калиброванного под сварку стали. Да и привычные сварочные режимы стали не всегда применимы к алюминию. Например, высокая теплопроводность и низкая температура плавления алюминия могут легко привести к прожиганию и поводковым проблемам, если не соблюдаются надлежащие режимы.
Сварка алюминия: что следует знать
Вернуться к оглавлению
Легирующие элементы
![]()
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn.
Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.

Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью.
Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043.
Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Вернуться к оглавлению
Химические свойства алюминия

С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Вернуться к оглавлению
Механические свойства
Механические свойства сварного шва, такие как прочность на растяжение, упругость и удлинение, зависят от выбора вида сплава алюминия и наполнителя.
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:

- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Вернуться к оглавлению
Основные методы сварки
Существует несколько основных методов сварки алюминия:

- Электродуговая газовая сварка — выступает как процесс, включающий в себя беспрерывную подачу сплошного расплавляющегося электрода в защитном газе. Применяется для сварки большей части используемых в производстве металлов, включая алюминий и другие цветные металлы, для сваривания с электродом постоянного тока положительного потенциала. При работе с алюминием полуавтоматическая сварка отличается тем, что электродом служит алюминий, подаваемый с большей скоростью и при большем токе.
- Электродуговая сварка с вольфрамом в защитном газе. При этом в процессе сварки происходит коалесценция металла при нагревании его теплом электрической дуги, возникающей между вольфрамовой проволокой и заготовкой. Неплавящимися электродами из вольфрама в среде инертного газа обеспечивается сварочный шов высокого качества. Швы четкие и блестящие, фактически не требующие зачистки после сварки. Такой способ применим для сваривания подавляющего числа металлов, но при этом требует виртуозных навыков от сварщика, особенно на тонких и замысловатых деталях. Благодаря отличному результату сварки этот метод широко применяется в аэрокосмической отрасли, самолетостроении, энергетике и нефтехимической отрасли.
- Плазменная электродуговая сварка — вариация на тему электродуговой сварки с вольфрамом в экранирующем газе. Процесс использует ограниченную дугу, выдавливаемую посредством медной насадки, она короче и действует целенаправленно. Ход сужения дуги значительно увеличивает накал дуги и количество происходящей ионизации. По мере повышения температуры энергия области плазмы распространяется вниз к рабочей поверхности алюминия. Общий результат выражается в концентрации источника тепла при более высокой температуре, что существенно повышает эффективность передачи тепла, позволяя ускорять процесс сварки. Однако использование этого метода для сварки алюминия вручную требует высокого уровня квалификации сварщика.
- Сварка лазером — обычно это автоматизированный процесс, использующий тепло от насыщенного луча брэгговского (соотнесенного) света для сваривания материалов. Употребляется для сварки практически любых металлов, алюминия в том числе. Гарантирует высокие скорости сварки, прекрасные свойства шва (хорошую механику, низкие искажения, без шлака и брызг). Сварные швы при этом выполняют как с присадочным металлом, так и без него, применяя защиту области сваривания газом. Используемое при этом оборудование требует немалых затрат и настоящего мастерства оператора из-за очень высокой скорости сварки и малого размера участков, повреждаемых лазером.
- Экранированная сварка (также известная как ручная дуговая) — процесс, который производится за счет тепла от электродуги, возникающей между электродами (кончиком) с флюсовым покрытием и поверхностью основного материала. Электродом служит металлическая проволока, покрытая составом из смеси минералов с металлами. Формула этой смеси обусловливается разновидностью электрода и полярностью сварки. Одна из функций покрытия — защитная, то есть обеспечение флюсования с целью вывода примесей из сварного депозита и контролирования химии сварного шва, обеспечения желаемых механических свойств. По мере накладывания шва покрытие электрода распадается, давая пары, которые служат в качестве защитного газа, и предоставляя слой шлака. И пары, и шлаковый слой защищают область сваривания от атмосферного воздействия. Такая сварка может применяться в условиях ограниченного доступа. Из-за простоты используемого оборудования и его эксплуатации, а также универсальности процесса экранированная дуговая сварка доминирует над другими сварочными процессами в сфере обслуживания и ремонта, в том числе и в таком деле, как сварка алюминия.
Размеры вольфрамовой проволоки, служащей электродом, в зависимости от величины тока:
- 1/6 чистого вольфрама для тока от 30 до 80 А;
- 3/32 чистого вольфрама для 60-130 А;
- 1/8 чистого вольфрама для тока от 100 до 180 А.
При этом размер наполнителя стержня равен размеру вольфрама, длина дуги должна равняться диаметру вольфрама.
Важно! Когда не имеете представления о том, с каким именно сплавом алюминия имеете дело, воспользуйтесь универсальным электродом 4043.
Интересуетесь, какие существуют электроды по алюминию для электродуговой сварки и в среде защитных газов? Расскажем про промышленные и самодельные стержни!
Плавящиеся покрытые стержни:
- ОЗАНА-1 и ОЗАНА-2;
- ОЗА-1 — ОЗА-2;
- УАНА;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ALUMIN-351N;
- ZELLER 480;
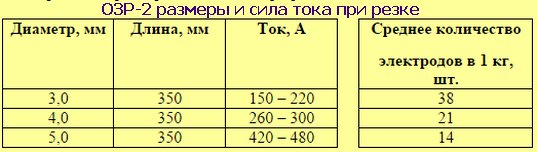
- ОЗР — ОЗР-2 использовать лучше для резки металла.
1) ОЗАНА-1, ОЗА-1, ESAB 96.10 применяются для наплавки и сварки чистых сплавов алюминия с предварительным нагревом металла. Процесс происходит на постоянном токе обратной полярности. Шов имеет коррозийную стойкость.
2) ОЗАНА-2, ОЗА-2, ESAB 96.50 сваривают сплавы кремнистые (силумин), АЛ4, АЛ9, АЛ11, пригодны для литья. Постоянный ток обратной полярности. Стержни нуждаются в прокалке, а металл в подогреве.

3) УАНА (солевое покрытие) для алюминиевых литейных сплавов АД00, АД0, АД1, АД, АМц.
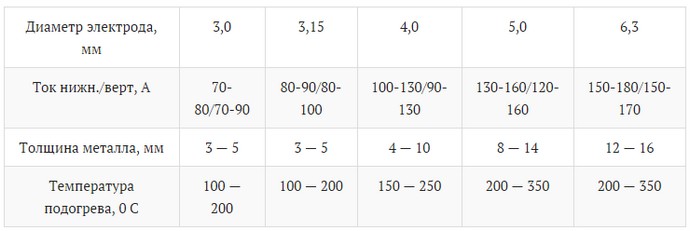
Режимы эксплуатации УАНА
4) Capilla ALU 60/12 Si спецпокрытие для соединения алюминиево-кремниевых сплавов (Al-Si, Al-Mg-Si, Al-Si-Mg-Cu). Цена 2 350 рублей за упаковку 2 кг, диаметр стержней 2,5 мм.

Capilla ALU 60/12 Si
5) Электроды для алюминия Aluminil Si 12 со специальным белым покрытием для соединения деталей, где требуется совпадение цвета. Ремонтируют трубы, окна, мебель, детали автомобилей. Литые сплавы с содержанием Si-а до 12% — AlSi 12 (Cu), AlSi 10 Mg (Cu), AlSi 6 Cu 4. Металл толще 15 мм подогревают перед сваркой от 150 °C до 250 °C.

Характеристики Aluminil Si 12
6) EAL 4047 для соединения алюминиевых сплавов:
- Al Si 12 (алюминий-кремний);
- Al Si 12 (Cu);
- Al Si 10 Mg (алюминий-магний-кремний);
- Al Si 10 Mg (Cu);
- Al Si 6 Cu 4.

7) ALUMIN-351N для восстановления турбин, штреков, крышек, поршней, труб толщиной более 2 мм. Свариваемые материалы:
- Al Si 5 Mg (3.2341);
- Al Si 10 Mg (3.2381);
- Al Si 10 Mg (Cu) (3.2381);
- Al Si 12 (3.2581);
- Al Si 12 (Cu) (3.2583);
- Al Si 11;
- Al Si 9 M g;
- Al Si 9 Cu 3;
- Al Si 7 M g;
- Al Si 6 Cu 4.

8) ZELLER 480 с улучшенным покрытием для электродуговой сварки и наплавки алюминия, силумина, дюралюминия. Применяется для устранения дефектов и ремонта блоков двигателей, картеров и т.п.
9) ОЗР-1 и ОЗР-2 для резки на повышенных режимах с наклоном стержня в противоположную сторону. Движения электрода возвратно-поступательные: сверху-вниз или вперед-обратно. Прокалка изделий 1 час, при температуре 170 градусов.
Электроды алюминиевые быстро поглощают влагу, хранить их лучше в сухих местах.
Вольфрамовые электроды для сварки алюминия (неплавящиеся):
- WP с зеленным наконечником;
- WZ-8 с белой маркировкой;
- WL-15 (цвет золотистый);
- WL-20 (маркировка синяя),
Для полуавтоматов применяют проволоку MAL 4047, ER 4043, ER 5183, ER 5356.
Цена на стержни описанные выше приличная и домашние «кулибины» делают самодельные электроды для сварки алюминия. В домашних условиях, сделать своими руками стержни — не сложно. Рецепт изготовления прост:
- взять алюминиевую проволоку 3-4 мм, порезать на куски 300-350 мм, зачистить шкуркой;
- измельчить мел, соединить с жидким стеклом (силикатный клей), перемешать до состояния пасты;
- нанести смесь на приготовленные куски слоем 2 мм, просушить.
Проволока погружается в раствор обмазки вертикально, с оставленным чистым концом длиной 30 мм. Самодельные стержни подвешиваются для просушки.
Как варить алюминий электродом
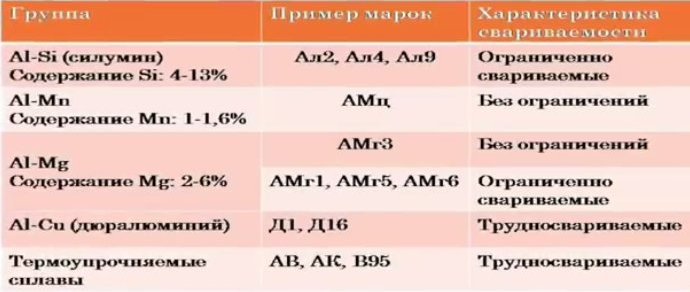
Алюминиевые сплавы имеют различную свариваемость, из-за присутствия в них легирующих элементов разной концентрации. Таблица поможет определить легко и трудносвариваемые группы материалов.
При толщине металла более 5 мм, сварка алюминия электродом выполняется с разделкой кромок. V-образная канавка делается со скосом 45-60 градусов, а технологический зазор между заготовками 1-2.5 мм, исходя от толщины свариваемых элементов.

Изделия подвергаемые сварке нуждаются в просушке (подстраховка от пористости шва), а электроды в прокалке по инструкции завода-изготовителя.
Подготовленные кромки обезжириваются ацетоном или растворителем.
Электросварка алюминия электродом выполняется под прямым углом (без наклона стержня), короткой дугой.

У толстого металла, место соединения подогревается до температуры 150-200 градусов.
Технология выполняется на постоянном токе обратной полярности (положительный полюс на электроде, отрицательный на детали).
Необходимые сварочные принадлежности:
- источник тока для ручной дуговой сварки;
- металлическая щетка для очистки оксидной пленки;
- молоток для удаления шлаковой корки;
- сварочный щеток;
- электроды;
Если у кого нет, чего-либо из описанного оборудования, то поспешите в магазин за покупками.
Описание процесса
Возьмем для примера, материал толщиной 10 мм. Нарезаем кромки под углом 45 градусов. Газовой горелкой делаем просушку и подогрев кромок деталей, предварительно обезжирив их.

Производства СпецЭлектрод. Ручную сварку покрытыми алюминиевыми спецэлектродами по алюминию применяют в основном при изготовлении и ремонте малонагруженных конструкций и деталей с толщиной элементов не менее 3 мм из технического алюминия, деформированных и литейных алюминиевых сплавов.
На протяжении многих лет в промышленных масштабах используют электроды по алюминию марок ОЗА-1 и ОЗА-2 производства "СпецЭлектрод" (Москва). Электроды ОЗА-1 со стержнем из проволоки Св-А1 предназначены для сварки технического алюминия, электроды ОЗА-2 со стержнем из сплава Св-АК5 - для сварки и наплавки, а также заварки брака литья на литых сплавах, например Ал2, Ал4 . Однако из-за низкой прочности и высокой гигроскопичности покрытия, сильного разбрызгивания металла при сварке, плохой отделяемости шлаковой корки, невысокого качества швов и необходимости высокотемпературного подогрева свариваемого металла они не удовлетворяют современным требованиям.
В ИЭС им. Е.О.Патона в 2001 году разработаны новые электроды для сварки алюминия серии УАНА и освоено их производство. Они предназначены для дуговой сварки и наплавки конструкций и деталей из деформируемых литейных алюминиевых сплавов. Одновременно на "СпецЭлектроде" были разработаны и освоены электроды по алюминию и для сварки алюминия ОЗАНА-1, ОЗАНА-2 - новые спецэлектроды.
Коэффициент наплавки электродов по алюминию группы ОЗАНА 8г./Ач. Расход электродов на 1 кг наплавленного металла 2,0-2,2 кг. перед употреблением электроды необходимо прокалить при температуре 150° С в течении 0,5ч. После прокалки должны храниться в герметичной упаковке. Время между прокалкой и сваркой не должно превышать24 ч.
Кромки свариваемого металла рекомендуют подогреть газовым пламенем или в печи. Температуру предварительного подогрева выбирают в зависимости от марки и толщины свариваемых деталей. Следует учитывать, что для алюминиевых сплавов режимы сварки и температура предварительного подогрева приведены ориентировочно, так как вследствие большой теплопроводности на выбор параметров сварки, кроме толщины металла и химического состава, значительно влияют конфигурация и размеры изделия. Сварку по алюминию выполняют на постоянном токе обратной полярности. В качестве источника питания следует использовать инверторный сварочный выпрямитель типа ВД-200сэи производства СпецЭлектрод с круто подающей вольт-амперной характеристикой и плавной регулировкой напряжения на дуге. При двухсторонней сварке металла толщиной до 10 мм разделку свариваемых кромок обычно не производят. Наиболее приемлемым типом сва рного соединения является стыковое. Сварку внахлёст и тавровых соединений обычно избегают, так как в этих случаях возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию. Шлак, как правило, удаляют при помощи щёток и горячей воды. Электроды для сварки алюминия ОЗАНА обеспечивают высокую стабильность горения дуги, хорошее формирование шва, в том числе и в вертикальном положении, лёгкую отделяемость шлаковой корки и высокие механические свойства металла шва. Сварочные электроды по алюминию или электроды для сварки алюминия и алюминиевых сплавов, спецэлектроды ОЗАНА-1 ; ОЗАНА-2 отлично зарекомендовали себя во многих отраслях.
Режимы сварки сварочными электродами по алюминию ОЗАНА-1;ОЗАНА2 производства СпецЭлектрод.
| Параметр | Диаметр электрода, мм | |||
| 3,0 | 4,0 | 5,0 | ||
| Рекомендуемые значения тока,А. | 60-90 | 90-125 | 120-150 | |
| Толщина свариваемого металла, мм. | до 10 | до 10 | до 10 | |
| Рекомендуемая температура свариваемого металла, С° . | 200 | 200 | 200 | |
|
Скрепление (раскрой) металлов производится различными способами. Наиболее эффективная технология – с помощью сварочного аппарата. Применительно к алюминию эта работа существенно осложняется, и в первую очередь, из-за быстрого образования толстого слоя оксида на поверхностях деталей. Процесс этот происходит беспрерывно, что и затрудняет сплавление образцов. Какие электроды следует использовать для дуговой сварки алюминия, как добиться качественного шва, что учесть – об этом и не только подробно расскажет предлагаемая статья. Типы электродовВольфрамовые
УгольныеОб их особенностях и специфике ведения сварки . ГрафитовыеДля сваривания алюминия и сплавов из него они используются гораздо реже, и в основном специалистами. Они нашли более широкое применение в промышленности, а для ручной дуговой сварки – лишь при работе с медными проводами.
Он зависит в основном от силы тока, и приведенными данными можно руководствоваться при ручной аргонодуговой сварке. Для нее целесообразно выбирать вольфрамовые электроды или их лантанируемую модификацию сечением от 0,8 до 8 мм, в зависимости от силы тока (А).
Более толстыми электродами работают лишь профессионалы.
В статье изложена общая (ознакомительная) информация по электродам по алюминию. Дуговая сварка ведется по нескольким технологиям – при помощи автомата или вручную, в облаке инертного газа (аргон или его смесь с гелием). Как разновидность последнего способа – сварка плазменная. Только зная и учитывая все нюансы предстоящей работы, можно правильно подобрать оптимальный тип электрода и его диаметр. | ||||





