Аргонная сварка (аргонодуговая) — технология и оборудование
Аргонодуговой сваркой называется процесс соединения металлических деталей в среде защитного газа (аргона), с использованием электрической дуги в качестве нагревательного источника.
Применение аргонодуговой сварки
Сварка аргоном – это технология формирования неразъемных соединений, используемая в настоящее время во многих отраслях промышленности, в коммунальном хозяйстве и быту. Результатом процесса являются высокопрочные, аккуратные и долговечные соединения металлических конструкций.
Аргоновая сварка применяется для соединения всех существующих металлов и сплавов, а том числе сталь, чугун, алюминий, титан.
С ее помощью создаются герметичные швы, практически не требующие дополнительной обработки. Метод применяется при монтаже трубопроводов, сборке металлических конструкций разного типа и назначения не только на крупных производственных предприятиях, но и в небольших частных мастерских, автосервисах.
Основные преимущества метода
- Аргонная сварка – это универсальный процесс, применяемый в различных сферах для соединения деталей из любых металлов и сплавов.
- Стоимость технологического процесса достаточно низкая. При этом и сварное оборудование, и набор расходных материалов, и обучение имеют сравнительно невысокую цену.
- Легкость и простота выполнения соединения является также преимуществом метода. Аргон создает облако вокруг сварочной ванны, нивелирующее возможные ошибки начинающего сварщика, путем уменьшения вероятности образования пустот, трещин и других дефектов в зоне шва.
Выполнять соединения при помощи аргонодуговой сварки может человек без специального образования. Важно иметь хороший глазомер, терпение и желание получить в итоге процесса качественное соединение.
Оборудование и материалы
Аргонная сварка своими руками требует наличия определенного оборудования и материалов для выполнения сварочных соединений.
- Аппарат для сварки в среде защитных газов, в данном случае аргона. Это должно быть устройство, которое может сгенерировать оптимальную разницу потенциалов между катодом и анодом, в результате чего появится электрическая дуга, обладающая необходимой силой тока.
- Баллоны, наполненные аргоном или гелиево-аргонной смесью. Следует знать, что инертный газ или смесь газов закачивается в емкость под давлением, потому что транспортировка газообразного флюса в зону образованной сварочной ванны посредством шланга, выполняется по инерции.Чем больше показатель давления внутри баллона, тем лучше для процесса.
- Горелка сварочная – это сложная конструкция, в состав которой входит токопроводящий узел, связанный с ним электрод, форсунка, обеспечивающая поступление аргона в зону сварочной ванны. Все детали размещены в сравнительно небольшом корпусе.
- Плавкие и неплавкие электроды. При этом плавкий электрод является сразу и анодом, и катодом, и присадочным материалом. А неплавкий электрод функционирует как анод и катод. В этом случае, присадочным материалом является вводимая в зону сварочной ванны проволока.
- Желательно иметь небольшой опыт работы со сварочным оборудованием.
В процессе аргонодуговой сварки происходит формирование электрической дуги между электродом и поверхностью соединяемых деталей. Образованная дуга генерирует температуру, превышающую 5 000 градусов, под воздействием которой оплавляется присадочный материал (электрод или проволока) и кромки свариваемых конструкций.
Сварочная ванна при этом смещается вдоль зоны стыка соединяемых деталей. В результате происходит объединение кристаллических решеток заготовок и присадочного материала. Зона нагрева, непрерывно обдувается аргоном, который вытесняет атмосферный воздух.
Технологический процесс сварки аргоном имеет особенности, которые необходимо учитывать в процессе выполнения сварочного шва.
Разновидности сварочных технологий
Существует несколько технологических процессов, с помощью которых осуществляется соединение металлов.
- РАД – сварка: процесс выполняется вручную с использованием неплавящегося электрода и присадочной проволоки.
- ААД – сварка: автоматический процесс, выполняемый неплавящимся электродом и автоматически транспортируемым присадочным материалом.
- ААДП – сварка: автоматический способ сваривания плавящимся электродом, выполняющим роль присадочного материала.
Конструкционные особенности аппарата и приемы напрямую зависят от выбранной технологии. Сварщикам, работающим ручной сваркой, сложно управлять автоматическим оборудованием. Поэтому специалисты советуют определяться с выбором технологии на первом этапе обучения.
Выбор сварочной технологии зависит от того насколько часто и в каких объемах предполагается работать. Если в перспективе частые и объемные сварные работы, то лучше обучаться автоматической сварке. В другом случае удобнее будет ручной способ.
Подача присадочного материала
Аргонодуговая сварка предполагает автоматическую или ручную подачу присадочного материала в зону нагрева (сварочной ванны), зависит от метода выполнения соединений. Присадочным материалом могут быть плавящийся электрод или проволока. При этом очень важно соблюдать правильную очередность «дуга-проволока».
Проволока, расположенная перед дугой, даст в итоге высококачественное соединение. Шов получится прочным, надежным и аккуратным. Способ применяется при сварке тугоплавких и цветных металлов. Процесс заключается в введении присадочного материала перед электродом и зоной нагрева. Проволока смещается по ходу перемещения горелки.
При соединении стальных конструкций в ходе аргонодуговой сварки применяются разные способы введения присадочного материала. Сталь сравнительно легко плавится в отличие от цветных металлов и сплавов, имеющих оксидную пленку. В связи с этим при сварке стальных деталей проволока может располагаться перед электродом и сварочной ванной, и за горелкой.
При подаче присадочного материала не впереди сварочной ванны, а за горелкой, шов может получиться не аккуратным, с большим количеством дефектов.
- Основные принципы сварки
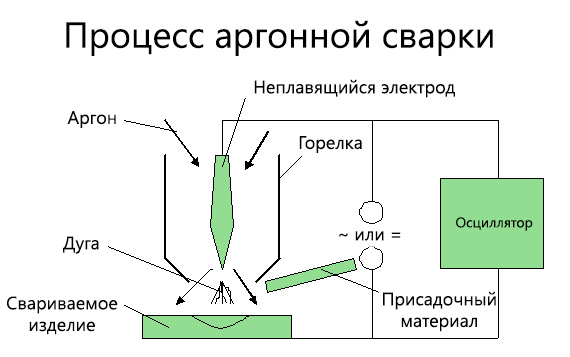
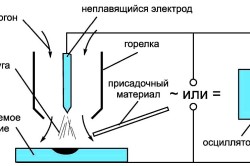
- Процесс аргоновой сварки
- Что требуется для сварки
- Сварка цветных металлов
Аргонная, аргонно-дуговая, сварка в среде, образуемой защитным газом — все это названия типов сварки. Сварка аргоном использовалась в Советском Союзе для изготовления космических аппаратов. Сегодня он доступен каждому желающему. Его применяют при ремонте автотехники, узлов лодок и самолетов, при ремонте и изготовлении алюминиевых конструкций. Ведь многим известно, что трудно в обычных условиях сварить нержавейку и медь, бронзу и алюминий, титановые детали и другие металлы. А в жизни часто случается такое, что нужно приварить нержавеющие трубы, алюминиевые автозапчасти, детали от статуэток. В этих случаях лучше воспользоваться аргонно-дуговым методом сварки. Работа эта будет стоить дорого. Если у вас есть опыт работы с применением сварочного оборудования, как варить аргоном — это не вопрос. Можно попробовать при удобном случае, навык появится.
Сварка аргоном достаточно распространен во всех сферах, где можно применить сварочный ремонт.
Основные принципы сварки
Что же такое представляет собой аргонная сварка? Это гибрид электрической и газосварки. При работе специалист-сварщик пользуется электрической дугой и присадочной проволокой. Источник нагрева — это дуга. Она плавит кромки заготовок. А газ тут для чего служит? Попробуем разобраться с этим вопросом.

Изображение 1. Аргонная горелка используется для соединения элементов.
Многие цветные металлы, которые взаимодействуют с кислородом воздуха, окисляются. Окисная пленка на их поверхности не дает возможности образовываться шву с заготовками из черного металла. Он получается наполненным пузырьками, это значительно снижает прочность готовой конструкции. Детали из алюминия могут просто сгореть в этих условиях. Инертный газ, в том числе и аргон, способен выеснить воздух из зоны горения дуги. Он имеет вес, на 38% превышающий вес воздуха. Это дает возможность ему надежно очистить ванну сварки, если начать подавать аргон чуть раньше, чем загорится электрическая дуга. Заканчивать процесс нужно через несколько секунд после угасания дуги. Сам аргон обычно не вступает с металлами в реакцию. Не зря он называется инертным газом. Но если варить при подключении обратной полярности, аргон способен превратиться в плазму.
Сваривают металлы аргоном с помощью плавящегося электрода и неплавящегося. Неплавящийся электрод — это кусок тугоплавкого вольфрама. Диаметр его зависит от металла, который нужно варить. Сварщики различают следующие виды сварки:
- РАД — работа под слоем аргона с применением неплавящегося электрода (ручная);
- ААД — ;
- ААДП — автоматическая работа с применением плавящегося электрода.
Для работы с помощью вольфрамового электрода применяют аппараты TIG. TIG сваркой называют в производстве метод, при котором свариваемые металлические детали соединяются друг с другом методом сварки в среде аргона. Процесс этот ведется специальным пистолетом (изображение № 1). Электрод из вольфрама выступает за его пределы на расстояние 2-5 мм. Он может быть любого размера. Вокруг него — сопло из керамики, через которое поступает инертный газ. Диаметр присадочной проволоки и электрода подбирается по специальным таблицам.
Вернуться к оглавлению
Процесс аргоновой сварки

Сварку необходимо производить в специализированной маске.
Перед работой все детали очищают, с них удаляют окислы, следы жира, грязи. Делается это щеткой, различными химическими составами. На свариваемые элементы подается электрическая масса. Присадочная проволока в сеть не включается. В одной руке сварщик держит горелку, в другой — проволоку. На корпусе горелки есть кнопка включения подачи газа. Секунд за 20 до начала сварки ее нужно нажать. Силу тока можно подобрать, используя свой опыт.
Горелка опускается к поверхности деталей. Расстояние между ними в идеале составляет 2 мм. Электрическая дуга возникает между заготовками и электродом. Горелка равномерно подается вдоль шва. Сварщик подает проволоку. От сноровки его целиком зависит качество шва. Нельзя зажигать дугу, прикасаясь к рабочему столу. Для этого существует осциллятор. Он подает к электроду импульс, частота которого не менее 150 кГц, а напряжение — от 2000 В. Электрод от этого зажигается.
Вернуться к оглавлению
Что требуется для сварки
Для сварки аргоном нужно приготовить:
- Трансформатор.
- Контактор.
- Осциллятор.
- Устройство для регулировки времени обдува.
- Горелка.
- Баллон с газом и редуктором.
- Электроды и проволока.
- Вспомогательный трансформатор.
- Выпрямитель.
Трансформатор может быть обычным сварочным. Мощность этого устройства должна полностью соответствовать особенностям процесса работы.
Контактор — это приспособление для подачи напряжения на горелку.
Назначение осциллятора описано немного выше.
Устройство для регулировки нужно для подачи газа (аргона) к месту сварки заблаговременно и заканчивать подачу тоже вовремя.
Горелка нужна для доставки аргона к месту сварки от баллона.
Вспомогательный трансформатор необходим для питания некоторых дополнительных устройств.
Еще могут понадобиться реле для включения контактора и осциллятора, амперметр, очки.
Самодельная установка готова. Можно приобрести полный комплект аппарата для TIG сварки. Цена его начинается с цифры 250 у.е. Чем он будет стоить дороже, тем лучше.
В любом деле присутствует расход материалов. Расход аргона при сварке зависит от скорости, с которой подается горелка. На улице при боковом ветре применяют специальные устройства в виде сеточки, которая закрывает раструб горелки.
Аргонная сварка — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
Процесс аргонной сварки — схема
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Видео-урок:
Защитные газы, которые подаются через сопло, вытесняют воздух и защищают, таким образом, сварочную ванну и электрод.
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и . От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0-6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
Разновидности оборудования по видам
При ручной сварке , и перемещается горелка для аргонодуговой сварки, и подается сварочная проволока самим сварщиком, а сварные работы осуществляют, применяя вольфрамовые электроды (неплавящиеся).
При механизированном виде горелку держит сварщик, а вот проволоку — присадочные прутки для аргонодуговой сварки подают уже механизировано.
При автоматизированном виде , и перемещение горелки, и подача проволоки полностью механизирована. Здесь уже присутствует не сварщик, а оператор.
Последний не нужен, если применяется роботизированное оборудование для аргонодуговой сварки
Сварочные аппараты
Рассмотрим оборудование, а точнее сварочные аппараты для аргонодуговой сварки, которые используются при выполнении работ в инертных газах.
Их подразделяют на:
- специальное;
- универсальное;
- специализированное оснащение.
Если рассматривать универсальный сварочный аппарат для аргонной сварки, то он выпускается серийно и наиболее востребован потребителями.

Подобную сварку в большинстве случаев выполняют в производственных условиях на специально оснащенных рабочих местах, именуемых «сварочными постами».
Установки с применением вольфрамового неплавящегося электрода в среде аргона оборудуют такими элементами:
- источником тока - постоянного/переменного;
- горелкой либо комплектом последних, предназначенных для работы с разными токами;
- устройством, которое обеспечивает начальное возбуждение дуги либо стабилизирующим дугу тока (переменного);
- аппаратурой, управляющей сварочным циклом, а также его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
На сегодня, известны и новые методы аргонной сварки, которые создавались с целью расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений, а также для улучшения провара.
Инновационными считаются нынче работы пульсирующим током. При импульсе тока металл расплавляется, во время паузы кристаллизуясь.
Дуга с постоянной скоростью либо шагами перемещается, и эти перемещения синхронизируются с импульсами тока (сварочного).
Вместе с этим обеспечивается и действенное проплавление во всех без исключения положениях (пространственных), нечувствительность к небольшим недочетам, которые допустимы при сборке.
Такое снижение тока не допускает перегрева металла, и потому деформации в итоге практически исключаются.
Используется и подогрев проволоки (присадочной). Уточним, данная методика значимо влияет на производительность и потому купить аппарат аргонной сварки, использующий подобное усовершенствование — мечта многих.
Довольно эффективным способом получения швов без подреза при высоких скоростях сварки металла считают одновременное применение сразу нескольких электродов из вольфрама.
Ничего особенного для осуществления данных разновидностей процесса не нужно. Требуется всего лишь стандартное оборудование для аргонной сварки и так называемые дополнительные блоки.
Самым востребованным устройством для аргонной сварки, которое успешно применяется и на производстве, и в быту, выступает инверторный аппарат.
Отметим, что цена аппарата аргонной сварки относительно невелика, в отличие от услуг профессиональных сварщиков-аргонщиков.
Потому применение подобного инвертора — оптимальный вариант, т.к. разобраться с его принципом работы может и начинающий сварщик, а при необходимости часто проводить сварочные работы подобного типа гораздо выгоднее освоить все премудрости данного процесса своими силами.
Делаем своими руками
Чуть выше мы выяснили, что аргонная сварка своими руками – это выгодно и вполне возможно. Рассмотрим, что же представляет собой схема аргонной сварки своими руками.
Если приобретен инверторный сварочный аппарат либо трансформаторный аналог для аргонной сварки, то составить полный комплект можно посредством:
- горелки;
- баллона с аргоном;
- редуктора и клапана газа;
- сварочной маски.
Аргонная сварка своими силами предполагает, и знание основных правил, которые необходимо соблюдать при использовании инертного газа - аргона.
При применении неплавящегося электрода, его нужно держать по возможности ближе к поверхности конструкции, которая варится. Это позволяет получать дугу с минимальными параметрами.
Помните, что увеличение дуги, как правило, приводит к снижению глубины проплава и соответственно росту ширины шва. В свою очередь это приводит к значительному снижению качества соединений (сварных).
Выполняя аргонную сварку, нужно постараться совершить всего лишь одно единственное движение вдоль шва. Перпендикулярные шву перемещения в данном случае крайне нежелательны.
Если все выполняется верно, то в итоге получаем и эстетичное, и прочное соединение. В этом, собственно и кроется качественное отличие данной технологии от сварки электродами покрытыми.
Важным условием хорошей сварки является контроль за тем, чтобы сам электрод, а также присадочная проволока ни в коем случае не выходили за границы газовой защитной зоны.
Желательна плавная подача проволоки, в первую очередь, для того, чтобы избежать разбрызгивания металла.
Проволоку при работе с вольфрамовым электродом подают впереди горелки. Напомним, поперечные колебания не допустимы.
Заварку кратера при окончании работы производят при понижении силы тока посредством реостата. Не допустимо завершать процесс сварки обрывом дуги, попросту отводя горелку.
Такой прием снизит защиту шва. Подача газа может быть прекращена лишь через 10 секунд после завершения сварочных работ.
Если говорить о начале подаче газа, то временной период составляет, как минимум 20 секунд до начала выполнения работ.
Следует помнить и о том, что перед началом работ, все поверхности свариваемых конструкций обязательно очищают и от жира, и от грязи посредством механических (химических) методов, а также проводят обезжиривание.
Цены на услуги и оборудование
Услуги аргонной сварки (профессиональные) сегодня совсем не дешевы. Что говорить, если цена за сантиметр аргонной сварки колеблется в диапазоне от 25 и до 100 рублей (все зависит от мастерства сварщика, качества оборудования и нюансов предполагаемой работы).
Потому, такое решение, как купить аргонную сварку — вполне объяснимо. Тем паче, если человек настроен решительно и многое в этой жизни делает собственными руками…
Цена аргонной сварки, само собой, зависит от того, по какой именно технологии она будет производиться, и какому именно мастеру вы доверите, несомненно, ответственное мероприятие.
Так, к примеру, для того чтобы максимально удешевить данный процесс наиболее рациональным решением будет купить аргонную сварку для алюминия.
Хотя, справедливости ради, стоит заметить, что с экономической точки зрения подобный выбор оправдан лишь в одном случае — если необходимость производить сварку у вас возникает действительно часто.
В противном случае цена аргонодуговой сварки для вас более доступной будет (при единоразовой необходимости), если вы поручите ее профессионалу.
Как известно, детали из таких материалов, как нержавейка, бронза, медь, титан, алюминий, нелегко сварить между собой. Что делать, когда надо соединить алюминиевые детали машины или трубы из нержавейки? Выход есть — нужно воспользоваться аргонодуговой сваркой. Правда, услуги специалиста обойдутся недешево. Поэтому если вы уверены, что подобные работы вам понадобятся еще не раз, то есть смысл в самостоятельном освоении технологии такого метода сварки.
Аргоновая сварка применяется при сварке деталей разных металлов.
Аргонодуговая сварка является чем-то средним между двумя другими видами сварки — электрической и газовой. С первой ее роднит использование электрической дуги, со второй — применение газа и сходная технология работы.

Процесс аргонодуговой сварки.
Процесс соединения материалов происходит благодаря воздействию электрической дуги, которая расплавляет края металла. А аргоновый газ в данной технологии используется для того, чтобы придать прочности шву. Ведь нержавейка и цветные металлы в процессе сварки окисляются из-за кислорода или примесей, содержащихся в воздухе, а если речь идет об алюминии, то он и вовсе загорается в кислороде. Благодаря тому, что аргон имеет больший вес, чем у воздуха, его использование позволяет оградить зону сварки от влияния внешних факторов.
Данный вид сварки может проводиться с использованием как плавящегося, так и неплавящегося (вольфрамового) электрода. В связи с этим выделяют три способа сварки аргоном:
- автоматическая аргоновая сварка при использовании вольфрамового электрода (ААД);
- автоматическая сварка аргоном с применением плавящегося электрода (АААД);
- ручная аргоновая сварка при помощи неплавящегося электрода (РАД).
Величина используемого электрода будет определяться материалами, для которых требуется сварка.
Инструменты для аргоновой сварки
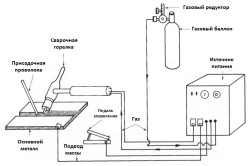
Схема аппарата TIG для аргонодуговой сварки
Для выполнения аргоновой технологии сварки будет вполне достаточно сварочного аппарата для электросварки, дополненного специализированными элементами.
Итак, для аргоновой сварки потребуются следующие материалы и инструменты:
- основной трансформатор (60-70 В);
- дополнительный трансформатор, который понадобится для подпитки коммутирующих устройств;
- индуктивно-емкостный фильтр;
- осциллятор;
- силовой контактор для подачи напряжения в горелку;
- горелка, которой будет осуществляться сварка;
- устройство, регулирующее продолжительность обдува газом;
- электроды из вольфрама;
- присадочные прутки необходимого размера;
- клапан электрогазовый для переменного или постоянного тока;
- выпрямитель (24 В);
- реле включения/выключения контактора и осциллятора;
- амперметр;
- баллон, наполненный аргоном и непременно имеющий редуктор;
- автомобильный аккумулятор, причем неважно, в рабочем он находится состоянии или нет, аккумулятор нужен для последовательного включения в электрическую цепь с целью снижения постоянной составляющей тока;
- сварочные очки.
Аппараты с обозначением TIG, то есть аппараты для работ по сварке с неплавящимся электродом и использованием инертного газа, можно купить уже в готовой комплектации. К подобному прибору остается только подключить несколько устройств. Это будет заземление, горелка, кнопки управления горелкой и включения газа и емкость с аргоном.
Процесс аргонодуговой сварки
Перед началом сварки аргоном поверхность деталей обязательно нужно почистить от загрязнений и жира. Осуществляется это либо механическим, либо химическим методом. Затем стоит надежно закрепить между собой элементы сварки. Делается при помощи различных прижимных устройств. Расстояние между свариваемыми поверхностями должно быть минимальным. Обратная сторона шва, как правило, защищается специальными прокладками из меди или стали.
Горелка при выполнении ручной сварки должна находиться в правой руке, присадочная проволока — в левой. Сварка ведется с правой стороны в левую. За 20 секунд перед началом непосредственного процесса сварки следует включить подачу газа. Сила тока определяется материалом, из которого сделаны детали, подлежащие сварке. Со сталью и основными сплавами нужно работать на постоянном токе прямой полярности. Элементы из цветных металлов потребуется обрабатывать на переменном токе, это поспособствует наиболее эффективному исчезновению оксидной пленки.
Если выбирается сварка аргоном на переменном токе, то после зажигания дуги осциллятор должен перейти на режим стабилизатора.
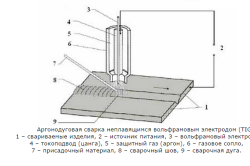
Схема аргоновой сварки вольфрамовым электродом.
Затем горелка подносится к деталям. Между концом электрода и металлом появляется электрическая дуга, которая плавит края материала и присадочную проволоку. При этом нужно не забывать, что чем больше увеличивается размер дуги, тем сильнее уменьшается глубина проплавления материла и, соответственно, больше и ненадежнее шов. Поэтому неплавящийся электрод и подносят наиболее близко к поверхности деталей, желательно — на расстояние 2 мм. При аргоновой сварке с использованием неплавящегося электрода нельзя проводить работу, касаясь поверхности металла. При касании вольфрамом металл будет разлетаться, расстояние между деталями, подлежащими сварке, и электродом будет плохо ионизироваться из-за искры.
Медленно ведя горелку по шву, мастер последовательно аккуратно подает присадочную проволоку. Проволока должна быть из того же вещества, что и свариваемые элементы. Технология аргоновой сварки исключает поперечные движения, потому как при них велик риск попадания кислорода и последующего окисления металла. Качество шва обусловливается только опытом и сноровкой сварщика. Стоит помнить, что резкость движений при подаче проволоки приведет к тому, что материал будет разлетаться. Лучше держать присадочную проволоку перед горелкой и не прямо, а под углом к металлу. При соединении цветных металлов, имеющих небольшую толщину, использование присадочной проволоки можно исключить.
Преимущества и недостатки дугового сваривания.
Расход аргонового газа будет определяться скоростью подачи газа и воздушных потоков. В случаях когда сварка проводится в закрытом пространстве без сквозняка, издержки газа будут минимальными. При ведении работ на открытом воздухе в условиях значительного ветра придется использовать специальные сопла с сетками, потому что порывы воздуха, скорее всего, будут сносить аргон и оставлять без защиты поверхности металлов. Подача аргона прекращается через минуту-полторы после окончания сваривания деталей, когда конец электрода успеет охладиться.
В применении всякого метода имеются свои плюсы и минусы, и аргонодуговая технология сварки, конечно, не исключение. К преимуществам данного метода соединения цветных металлов и нержавейки можно отнести следующие характеристики:
- надежное скрепление, исключающее возникновение пор или примесей благодаря ограждению шва аргоном;
- равная глубина плавления металла;
- осуществление сварки материалов, не имеющих другой способ соединения;
- допустимость сварки деталей сложной конструкции без изменения их формы, так как области нагрева металла крайне невелики;
- сравнительно быстрый процесс работы.
К сожалению, при обработке аргоном на деталях появляется пористый слой оксида хрома, что негативно влияет на устойчивость к коррозии. Среди недостатков можно назвать и довольно сложное оборудование, требующее предварительной настройки, а также определенной сноровки. Поэтому если у вас нет опыта даже в проведении обычной электросварки, то для соединения материалов при помощи аргона лучше все же обратиться к профессионалу. Если имеются хотя бы минимальные практические знания по осуществлению подобных работ — нужно просто запастись терпением и постараться максимально аккуратно выполнять работу, тогда со временем шов при аргоновой сварке начнет получаться ровный, узкий и очень прочный.
На сегодняшний день имеется непрерывный рост требований к качеству изготовляемой продукции. Аргонная сварка применяется для удовлетворения практически всех запросов заказчиков в производстве разнообразных металлоконструкций, которые носят строительное и бытовое назначение.
Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.
Вы извлечете много пользы, из приручения аргонодуговой сварки
Настройка аппарата для аргонодуговой сварки
Перед тем, как перейти к выполнению сварочных работ, необходимо настроить аппарат для дуговой сварки аргоном.
- Подключаете кабель питания к однофазному источнику питания 230В, при этом следует убедиться, что розетка заземлена;
- Устанавливаете баллон с газом на устойчивую поверхность. Нужно убедиться, что он хорошо закреплен;
- Подсоединяете одной стороной газовый шланг к редуктору с манометром на баллоне, согласно инструкции, прилагаемой к редуктору. Другой конец шланги следует подсоединить к штуцеру горелки для аргонно-дуговой сварки с ручным клапаном.
- Подсоединяете массы к положительной клемме « + »;
- Подсоединяете провод горелки аргонно-дуговой сварки к отрицательной клемме « — »;
- Включаете аппарат при помощи клавиши на задней панели;
- Открываете газовый клапан на рукоятке сварочной горелки и зажигаете дугу. Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
Как осуществлять сварку в среде аргона, вольфрамовым электродом?
- Предварительно следует нагреть начальную точку на обрабатываемом изделии. Для этого нужно сделать пару круговых движений сварочным пистолетом. В итоге образуется наплавленный валик.
- Вольфрамовый электрод должен находиться на расстоянии 6 мм от поверхности металла. После того, как образовался наплавленный валик, нужно продолжать работу медленно и с постоянной скоростью. Таким образом, швы получаться одинаковыми по ширине и глубине провара.
- Как только сварочная ванна стала жидкой, следует отдалить сварочный пистолет и добавить материал, касаясь ванны присадочным прутком.
- Убираете пруток и опять подносите сварочный пистолет к сварочному шву.
- Повторять данную операцию необходимо с одинаковой скоростью для получения однородного сварочного шва.
Параметры режимов аргонодуговой сварки
Для осуществления дуговой сварки аргоном на высоком уровне, необходимо выбирать оптимальные режимы, благодаря которым будет обеспечиваться наиболее эффективное проведение процесса.
Технология сварки аргоном предполагает, что полярность и направление тока необходимо выбирать с учетом свойств свариваемого металла. Как правило, при работе с основными сталями и сплавами используется постоянный ток прямой полярности. При сварке магния, алюминия и бериллия необходимо устанавливать обратную полярность, так как достигается быстрое разрушение оксидной пленки.
Сварочный ток необходимо устанавливать в зависимости от марки и состава материалов, а также от полярности тока и диаметра вольфрамового электрода. Точные данные режимов для решения определенной задачи, выбираются из справочников.
Напряжение дуги находится в зависимости от ее длины, следовательно, работы нужно осуществлять при минимальной дуге и пониженном напряжении. Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Расход инертного газа устанавливается так, чтобы образованный ламинарный поток полностью защищал провариваемые поверхности от окисления. Подробнее об установке необходимых режимов для проведения дуговой сварки в среде аргона можно узнать из специального видео.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.

Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.

Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.



