Cum se sudează cuprul? Conectarea metalului prin metoda argon-arc. Sudarea cuprului acasă folosind metoda gazului.
La domiciliu, de multe ori devine necesar să instalați sisteme sanitare și de încălzire. În cele mai multe cazuri, conductele de apă sunt realizate din cupru. Materialul are o bază netedă, nu se corodează, este capabil să ofere un flux bun de apă și nu conține substanțe nocive.
Sudarea este procesul de formare a îmbinărilor permanente între diferite elemente. Acest lucru se poate realiza prin încălzirea metalelor de sudat sau prin deformarea acestora. Pentru sudare se folosesc diverse surse de energie:
- flacără de gaz;
- arc electric;
- ecografie;
- radiații laser etc.
Procesul de sudare a cuprului este semnificativ diferit de oțelurile de sudare, deoarece metalele neferoase au un nivel ridicat de conductivitate termică, iar în stare topită vor reacționa cu gazele. Pentru a evita apariția consecințelor negative, va trebui să alegeți materialele potrivite pentru sudare, să pregătiți elementele de îmbinat și să urmați instrucțiunile de sudare.
Astăzi, sudarea se poate face nu numai la întreprinderi, ci și acasă. Trebuie să știți că procesul de sudare a cuprului are un număr mare de nuanțe. În multe feluri, sudarea va depinde de proprietățile fizice și chimice ale materialului.
Dificultățile la sudarea cuprului sunt asociate cu tendința materialului de a se oxida în starea topit, un nivel ridicat de conductivitate termică, un nivel ridicat de expansiune liniară a metalului în timpul încălzirii și fluiditate ridicată.
Sudabilitatea unui metal se poate deteriora dacă conține sulf, plumb și alte elemente. Plumbul va face un astfel de metal fragil.

În timpul sudării cuprului, oxigenul va fi absorbit din atmosferă, așa că acest lucru ar trebui să fie luat în considerare.
Până în prezent, există mai multe moduri diferite de sudare a acestui metal neferos.
Elemente care vor fi necesare pentru a produce în mod independent sudarea cuprului de înaltă calitate:
- Sticle de acetilenă.
- Arzătoare.
- foi de azbest.
- Sârmă.
- Apă.
- Distanțiere profilată.
- Lipituri.
- Fluxuri.
Ce trebuie să știți despre electrozii pentru sudarea cuprului?

Pentru a obține calitate înaltă și uniformă Sudură, ar trebui să utilizați un electrod care este acoperit cu o compoziție specială. Acoperirea este utilizată pentru a produce zgură care apare cu oxizi metalici. Compoziția va împiedica cordonul de sudură să intre în contact cu aerul. Acoperirea va umple pierderea care se formează în timpul procesului de sudare din cauza arderii elementelor și introduce elemente noi în cusătură. Datorită acoperirii, stabilitatea va crește arc electric. Învelișul de zgură care este produs de o astfel de acoperire va încetini răcirea cuprului topit, în urma căruia vor fi eliberate mai multe gaze din cusătură.
Electrozii care sunt utilizați în procesul de îmbinare a metalelor pot fi împărțiți în 2 tipuri:
- Topirea, care sunt realizate din fire de cupru, aluminiu, oțel sau fontă.
- Neconsumabile, care sunt fabricate din cărbune electric, grafit sintetic și alte elemente.
A ridica electrozi potriviți, va trebui să acordați atenție culorii lor:
- Se folosesc electrozi roșii pentru sudare cu arc cupru.
- Electrozii albaștri sunt utilizați pentru prelucrarea elementelor rezistente la căldură.
- electrozi Culoarea galbena sunt utilizate pentru piese de prelucrat din oțeluri rezistente la coroziune și la căldură.
- Electrozii gri pot fi utilizați pentru prelucrarea metalelor neferoase.
Metoda de sudare cu gaz de cupru

Dacă urmați tehnologia, atunci cuprul poate fi sudat cu ușurință cu cilindri de acetilenă. O îmbinare sudata de o calitate excelenta poate fi obtinuta prin forjarea cusaturii.
Cuprul are un nivel ridicat de conductivitate termică, astfel încât pentru sudarea lui veți avea nevoie de o flacără de mare putere, 150 l/h dacă există material cu grosimea mai mică de 10 mm, și 200 l/h dacă există material cu grosimea mai mare de 10 mm. Dacă sudați cupru gros, va trebui să utilizați două torțe. Unul dintre ele este pentru încălzire, iar celălalt este pentru sudarea pieselor.
Pentru a reduce disiparea căldurii, foile de azbest vor trebui așezate din partea de jos și de sus a elementului. În acest caz, se recomandă utilizarea unei flăcări reducătoare, al cărei miez este orientat spre marginile cuprului aproape în unghi drept. Pentru a reduce formarea de oxid metalic și a preveni apariția fisurilor la temperaturi ridicate, va fi necesară îmbinarea metalelor la viteză maximă, fără întreruperi. În acest proces, este necesar să se monitorizeze cu strictețe conservarea flăcării reducătoare.
Nu este necesar să aplicați chinuri înainte de a conecta elementele. Sudarea cuprului se realizează într-o structură specială de asamblare și sudare. Ca aditiv, puteți folosi un fir din metal durabil sau material cu dezoxidanți. Diametrul firului utilizat nu trebuie să depășească 8 mm.

În timpul procesului de sudare, căldura trebuie distribuită astfel încât sârma să se topească înainte de marginile metalului care este sudat. Materialul de umplutură trebuie să se sude pe margini. Marginile teșite pe foi cu o grosime mai mare de 3 mm se realizează la un unghi de 45 °. Înainte de îmbinare, marginile vor trebui curățate până la o nouă strălucire metalică. De asemenea, puteți grava marginile cu un amestec de acid azotic, apoi clătiți cu apă.
Pentru a rafina boabele de cupru depus și a crește densitatea sudurilor după îmbinare, materialul de până la 5 mm grosime trebuie să fie forjat la temperatură scăzută. Dacă se folosește cupru cu o grosime mai mare de 5 mm, atunci este necesar să se forjeze la o temperatură de 200-300 ° C.
Cusătura este supusă recoacerii după forjarea cusăturilor la o temperatură de 530-550°C, după care se răcește rapid cu apă. Pentru a preveni apariția fisurilor, nu este necesar să efectuați forjarea la o temperatură mai mare de 500 ° C, deoarece în acest caz metalul va deveni casant.
Îmbinarea metalului prin metoda arcului cu argon

Sudarea cu arc de fuziune este adesea folosită pentru a obține structuri sudate din cupru. Pentru a obține o cusătură de sudură Calitate superioară, va trebui să utilizați gaze protectoare, care sunt argon. Cel mai des se realizează sudarea cu arc cu arc electrod de wolfram.
Ca aditiv, va trebui să utilizați un distanțier profilat de lățime mică sau sârmă, care va trebui așezat cap la cap. Această metodă de sudare a cuprului are o bună stabilitate a arcului. Mecanic sudare cu arc utilizat în procesul de conectare a pieselor de grosime mică și în locurile în care accesul este dificil.
Sudarea cuprului cu un electrod de wolfram se realizează la DC. Electrodul trebuie să fie strict în planul articulației. Dacă cuprul cu o grosime mai mare de 5 mm este sudat, atunci va trebui să fie preîncălzit la o temperatură de 300-400 ° C. Se recomandă ca marginile metalului de îmbinat și firul electrodului să fie curățate mai întâi până la starea unui metal nou.
Materialul de până la 5 mm grosime poate fi sudat fără curățarea marginilor.
Dacă sunt conectate piese cu o grosime de 2-3 mm, atunci încălzirea metalului sudat nu este necesară. Tehnologia de sudare a unui astfel de metal cu o grosime mai mare de 4 mm presupune încălzirea metalului la 300-400 ° C. În acest caz, pot fi utilizați și electrozi consumabili.
Cum să lipiți singur cuprul?

Trebuie să știți că metalele neferoase sunt mult mai ușor de lipit decât de sudat. Acest lucru este valabil mai ales pentru țevile de cupru cu pereți subțiri, care sunt utilizate pentru sistemele de încălzire, instalații sanitare, conducte de gaz etc.
Chiar și o persoană fără experiență relevantă de lucru poate lipi metalul, dar nu va funcționa să sudați singur metalul. Structura de cupru a lipitului nu se va schimba. În acest caz, nu trebuie să utilizați niciun echipament scump.
Imbinarile de lipit, daca se respecta tehnologia si se folosesc materiale de buna calitate, vor fi rezistente, vor putea rezista la sarcini.
În procesul de lipire a unui astfel de material, va fi necesar să se utilizeze metode de îmbinare prin suprapunere, care să permită obținerea unei rezistențe ridicate a pieselor de prelucrat, chiar dacă au fost utilizate lipituri moi cu o rezistență relativ scăzută. Pentru a asigura un nivel acceptabil de rezistență al cusăturii de lipit, va trebui să vă suprapuneți cel puțin 5 mm. Cel mai adesea, valorile mai mari sunt utilizate pentru a asigura o marjă mare de siguranță.
Tipuri existente de lipituri
Aliajele de cupru pot fi îmbinate prin lipire la temperaturi înalte și joase. Până în prezent, puteți găsi un număr destul de mare de echipamente pentru sudarea unui astfel de metal și lipirea acestuia, precum și diverse lipituri dure și moi care pot oferi elemente de lipit de calitate excelentă. Pentru lipirea la temperaturi scăzute și ridicate, cel mai bine este să utilizați lipire și flux de la același producător.
Lipituri la temperaturi joase

Utilizarea lipiturilor la temperatură joasă face posibilă îmbinarea elementelor la o temperatură care are un efect redus asupra rezistenței metalului, dar oferă cusături cu caracteristici mecanice nu cele mai bune. Lipire pentru lipit temperatura ridicata este capabil să ofere o bună rezistență a cusăturilor și permite funcționarea sistemului la temperaturi ridicate. Cu toate acestea, în acest caz, poate apărea recoacerea metalului și, prin urmare, numai un specialist calificat poate efectua lucrarea.
Lipirea la temperatură scăzută este folosită cel mai adesea la instalarea unui sistem de încălzire. Ar trebui să știți că lipiturile la temperatură joasă pot oferi o rezistență excelentă a îmbinării, având în vedere suprafața mare de contact a elementelor conductei.
Până în prezent, există astfel de lipituri la temperatură joasă care garantează o calitate excelentă a lipirii cuprului: aliaje de staniu cu cupru, antimoniu, argint și alte elemente. Pentru lipirea la temperatură scăzută, pot fi folosite și lipituri cu plumb și staniu, totuși, dacă este necesară conectarea unei conducte de apă potabilă, acestea nu sunt permise din cauza proprietăți nocive conduce.
Lipituri la temperaturi ridicate

Lipiturile de acest tip pot fi folosite în cazul în care va fi necesară lipirea conductei la temperatură ridicată.
Dacă este necesară lipirea conductei din tevi metalice, trebuie folosită numai lipirea la temperatură ridicată, deoarece în acest caz se va putea obține o conexiune de rezistență excelentă. Trebuie să știți că lipirea la temperatură scăzută nu este utilizată în alimentarea cu gaz.
Lipiturile din cupru și fosfor nu necesită utilizarea obligatorie a fluxurilor în procesul de lipire. Caracteristicile de expansiune ale unui astfel de metal și lipire sunt aproape aceleași, ceea ce reprezintă un avantaj suplimentar. Lipiturile dure sunt produse sub formă de tijă.
Această conexiune este fragilă, prin urmare, astfel de lipituri nu trebuie niciodată utilizate pentru lipirea materialelor cu un conținut de nichel mai mare de 10%. Utilizarea unor astfel de lipituri nu este permisă pentru îmbinarea bronzului de aluminiu.
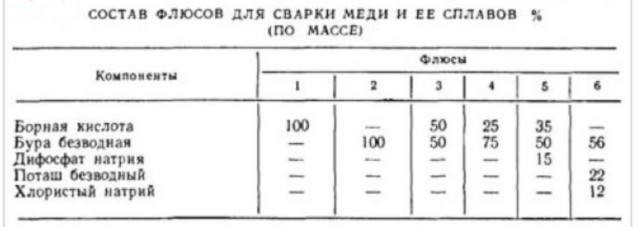
Fluxuri pentru îmbinarea semifabricatelor de cupru

În procesul de îmbinare a unor astfel de elemente, cel mai bine este să folosiți dispozitive speciale pentru sudarea elementelor metalice și a fluxurilor, care sunt capabile să protejeze cuprul topit de oxidare, să dizolve și să transforme oxizii rezultați în zgură. Acestea vor trebui aduse în baia de sudură. Fluxurile pot acoperi capetele marginilor pieselor și tijelor de îmbinat, precum și spatele piesei de sudat.
Până în prezent, compușii care conțin clorură de zinc sunt utilizați cel mai adesea ca fluxuri pentru a îmbina metalele la temperaturi scăzute. În procesul de achiziție a unui flux, este important să acordați atenție compoziției acestuia. Fluxurile pot consta din borax calcinat și alte elemente.
Până în prezent, puteți găsi un număr mare de fluxuri pentru lipirea unui astfel de metal. Trebuie doar să alegeți orice compoziție potrivită pentru acest tip de lucru.
Multumesc pentru feedback
Sudarea metalelor neferoase diferă semnificativ de sudarea oțelurilor. Materialele neferoase, de regulă, au o conductivitate termică mai mare; în stare topită, reacţionează activ cu gazele conţinute în aerul atmosferic.
Pentru a elimina consecințele negative, este necesar să pregătiți mai atent produsul pentru sudare, să selectați și să efectuați corect procesul de obținere a unei conexiuni permanente.
Echipamentele, tehnica și tehnologia pentru sudarea electrică a metalelor neferoase sunt destul de specifice și depind în mare măsură de proprietățile lor fizice și mecanice.
Partea tehnica lucrari de sudare
Proprietățile cuprului care afectează calitatea
Tehnologia de lucru cu cuprul este un proces destul de complicat. Dificultățile sunt cauzate de următoarele proprietăți ale materialului:
- oxidabilitate usoara in stare topita;
- rezistență redusă a metalului de sudură împotriva apariției porilor. Porii se formează ca urmare a eliberării de vapori de apă și eventual de hidrogen în timpul procesului de cristalizare;
- conductivitate termică ridicată Cu;
- coeficient ridicat de dilatare liniară Cu. Această cifră este de 1,5 ori mai mare decât cea a oțelului;
- fluiditate crescută.
Cu toate acestea, produsele din cupru sunt utilizate pe scară largă în multe industrii, astfel încât au fost dezvoltate mai multe metode pentru sudarea acestui material, inclusiv gaz și.
Sudarea cu gaz de cupru
La fel de gaz protector se folosește argon de calitate superioară (GOST 10157-79) sau un amestec de argon și heliu (50-75% argon).
Cel mai adesea, sudarea cuprului la domiciliu și în producție se realizează cu un electrod de wolfram (neconsumabil).
Ca aditiv, se folosește o sârmă sau un distanțier cu profil îngust, care este așezat în îmbinare, precum și utilizarea unui guler tehnologic pe una dintre piesele care urmează să fie sudate.
Sudarea TIG a cuprului cu argon este caracterizată de o bună stabilitate a arcului. Sudarea cu arc cu argon este utilizată la îmbinarea pieselor de grosime mică (până la 4 mm) și în locuri greu accesibile.
Tehnica sudării
1. Sudarea cu electrod de wolfram se realizează cu curent continuu de polaritate directă.
2. Electrodul trebuie să fie orientat strict în planul articulației, înclinându-l înapoi la un unghi de 60-80 de grade.
3. În cazul sudării cuprului cu o grosime mai mare de 4-5 mm, este necesară preîncălzirea la 300-400 grade Celsius.
4. Firul electrodului și marginile metalului de bază sunt curățate până la metalul proaspăt înainte de sudare. Cuprul de până la 5-6 mm grosime poate fi sudat fără margini tăietoare.
- Spații de margine în mm:
- Cu foi h egale cu 2 mm - până la 0,5;
- Cu foi h egale cu 3 mm - de la 0,5 la 1;
- Cu foi h egale cu 4 mm - de la 1 la 1,5;
- Curent, A:
- Cu h egal cu 2 mm - 100-120A;
- Cu h egal cu 3 mm - 200-230 A;
- Cu h egal cu 4 mm - 380-400 A.
- Viteza de sudare manuală cu arc:
- Cu metal de bază h 2 și 4 mm - de la 25 la 30 m / h;
- Cu metal de bază h 4 mm - de la 30 la 35 m / h.
- Consumul de argon:
- Cu h egal cu 2 mm - de la 10 la 12 l / min;
- Cu h egal cu 3 și 4 mm - de la 12 la 14 l / min.
La conectarea pieselor cu o grosime de 2 până la 3 mm, nu este necesară încălzirea metalului de bază. Tehnica de sudare electrică a cuprului cu o grosime de 4 mm asigură încălzirea până la 300-400C.
Tehnologia de lucru cu metale și aliaje neferoase permite utilizarea electrozilor consumabili.
La sudarea cuprului cu un electrod de acest tip în argon (ca și în alte gaze de protecție), picăturile de metal se supraîncălzi pe măsură ce trec prin spațiul arcului. Ca urmare, materialul este supus unei oxidări mai puternice din cauza aerului care pătrunde în jetul de gaz de protecție.
Prin urmare, aliajele de cupru de gradele BrKMts3-1 și MNZhKT5-0.2-0.2 sunt utilizate ca material pentru electrozi. În acest caz, metalul de sudură va diferi în compoziție de cuprul pur, dar, cu toate acestea, proprietăți mecaniceîmbinările sudate sunt satisfăcătoare. De remarcat că în cazul lucrărilor la cald cu un electrod consumabil în argon arcul nu este stabil.
Cuprul poate fi fiert diverse suduri, dar utilizarea în acest scop gaze protectoare, inertă față de cupru, face îmbinările sudate mai fiabile și mai rezistente la coroziune. Gazele folosite sunt argonul, azotul și heliul. Aceste gaze nu interacționează cu cuprul.
Deoarece heliul este un gaz scump, argonul și azotul sunt cele mai utilizate pe scară largă. Se recomandă utilizarea unei combinații a acestor gaze într-un raport de 3: 1. Sudarea cuprului cu argon se realizează fie cu electrozi consumabili, fie neconsumabile (tungsten). Este de preferat să folosiți electrozi de wolfram, deoarece cusăturile ies mai curate și mai puternice.
Acest tip de sudare vă permite să lucrați chiar și cu o grosime ușoară a produsului de cupru. Niciun alt tip de sudare nu poate conecta în mod fiabil produse cu o grosime de 0,5 mm.
Sârmă de umplere
Pentru sudarea produselor din cupru de diferite grosimi, se folosește un fir de umplutură din cupru sau aliajele acestuia. Compoziția aditivului trebuie să se potrivească cu compoziția metalului de bază.
Sârma de umplutură protejează parțial locul de sudare de oxigen. Pentru a face acest lucru, în compoziția firului sunt introduși diverși dezoxidanți, de exemplu, mangan, care este capabil să lege oxigenul.
Puteți folosi, desigur, un fir care conține impurități de pământuri rare. Un astfel de aditiv neutralizează perfect oxigenul și este complet îndepărtat din cusătură. Dar utilizarea sa este prea scumpă.
Pregătirea suprafeței înainte de sudarea cu argon
Sudarea pieselor de cupru cu argon necesită munca pregatitoare. Acest lucru se aplică marginilor produselor sudate. Dacă grosimea cuprului depășește 5 mm, atunci fără  pregătire, va fi foarte dificil să încălziți întreaga grosime a metalului. Procesul de pregătire a marginilor se numește tăiere. În plus, dacă grosimea metalului nu depășește 12 mm, atunci se efectuează tăierea pe o singură parte. Cu o grosime mai mare, este necesară tăierea pe două fețe. Pentru a tăia marginile, folosiți o pilă, șmirghel sau o râșniță.
pregătire, va fi foarte dificil să încălziți întreaga grosime a metalului. Procesul de pregătire a marginilor se numește tăiere. În plus, dacă grosimea metalului nu depășește 12 mm, atunci se efectuează tăierea pe o singură parte. Cu o grosime mai mare, este necesară tăierea pe două fețe. Pentru a tăia marginile, folosiți o pilă, șmirghel sau o râșniță.
Tăierea se realizează pe metal „proaspăt”. Sârma de umplere este supusă aceluiași tratament. Dacă suprafețele pieselor au fost contaminate, atunci înainte de prelucrare, acestea trebuie curățate cu o cârpă înmuiată în acetonă sau alt solvent.
Procedura de efectuare a lucrărilor de sudare
Sudarea cu cupru cu argon electrozi neconsumabile produs de curent continuu, cu polaritate directă. Electrodul este plasat în planul cusăturii, cu o pantă înapoi de aproximativ 70 de grade. Când grosimea produselor de sudat depășește 5 mm, se folosește preîncălzirea produselor la o temperatură de aproximativ 300-500 de grade pentru a îmbunătăți calitatea sudurii.
Cu cât produsele au mai multă masă, cu atât au nevoie de mai multă încălzire.
Luați în considerare conductivitatea termică ridicată a cuprului. Metalul degajă căldură foarte repede, așa că munca ar trebui să fie suficient de rapidă.
Dacă grosimea piesei este mai mică de 4 mm, atunci puteți face fără sârmă de umplere prin flanșarea piesei. Dacă se folosește sârmă de umplutură, este de dorit ca punctul său de topire să fie puțin mai mic decât punctul de topire al pieselor care urmează să fie sudate.
Deoarece rezistența și ductilitatea cuprului scad pe măsură ce temperatura crește peste 200 de grade, pot apărea fisuri pe suprafața sudurilor. Prin urmare, produsele din cupru nu se recomandă să fie fixate rigid. De asemenea, experții nu sfătuiesc să fierbeți cusăturile în 2 treceri, ceea ce poate înrăutăți calitatea cusăturii inițiale.
Sudarea cuprului cu argon. Videoclipul de la sfârșitul articolului propus este o instrucțiune detaliată pentru efectuarea lucrărilor de utilizare sudare cu arc cu argon. O astfel de sudare asigură formarea unei cusături de înaltă calitate și fiabile. Cantitatea de diverse impurități conținute în materialul sudat, adică cuprul, determină metoda directă de îmbinare a structurii. De exemplu, pentru sudarea cuprului pur, se folosesc un fir de umplutură și electrozi de wolfram. argon mediu protector face posibilă reducerea descărcării arcului, iar acest lucru este extrem de important pentru structurile subțiri.
Cum este sudat cuprul cu argon - regulile de bază.
Sudarea cu arc cu argon este utilizată pe scară largă pentru fabricarea structurilor sudate din cupru. Pentru a obține o cusătură de înaltă calitate, este de dorit să folosiți gaze de protecție, printre care cele mai bune proprietăți sunt argonul de înaltă calitate sau un amestec de heliu și argon (cel din urmă este de cel puțin 50-75 la sută). Acasă, cuprul este adesea sudat folosind un electrod de wolfram. Un distanțier profilat, îngust sau un fir așezat cap la cap acționează perfect ca aditiv. Sudarea cuprului cu argon cu electrod de tungsten neconsumabil se caracterizează printr-o stabilitate excelentă a arcului. Acest tip de sudare este utilizat la conectarea elementelor subțiri (până la patru milimetri) sau în locuri greu accesibile.
Piesele de cupru cu grosimea de până la șase milimetri pot fi sudate fără margini de tăiere. Dacă grosimea semifabricatelor de cupru este de doi până la trei milimetri, atunci metalul de bază nu trebuie încălzit. Tehnică sudare cu argon cuprul, a cărui grosime depășește patru milimetri, trebuie încălzit până la 400C. Tehnologia de sudare a metalelor neferoase (inclusiv cuprului) permite utilizarea electrozilor consumabili.
Cum se sudează cuprul acasă - principiul sudării.
De obicei, acasă, este nevoie de sudarea pieselor de cupru la instalarea conductelor de apă sau a sistemelor de încălzire. Cuprul este un material excelent pentru conductele de apă, deoarece materialul are o suprafață plană, netedă, nu este susceptibil la coroziune, oferă un flux suficient de apă, nu conține substanțe nocive, nu crește cu diverse depuneri și are, de asemenea, proprietăți bactericide excelente. . Instalațiile din cupru pot dura mai mult de cincizeci de ani. Cu toate acestea, tehnologia de sudare a cuprului este un proces extrem de complex.
Sudarea cuprului acasă folosind metoda gazului.
Dacă urmați totul, atunci cuprul este perfect sudat folosind butelii de gaz umplut cu acetilena. După ce a făcut sudura corectași forjând cusătura, se obține o conexiune de înaltă calitate. Rezistență la tracțiune sudurăîn timp ce este egală cu 17-22 kgf pe milimetru pătrat. Deoarece cuprul are o conductivitate termică destul de mare (de cinci ori mai mare decât conductivitatea fierului), este necesar să se folosească o flacără de putere crescută pentru a-l suda. Agregatele prea groase trebuie gătite folosind două arzătoare.
Pentru a reduce eliminarea căldurii inferioare și superioare, este de dorit să se așeze materialul care urmează să fie sudat cu foi de azbest. Când sudați cuprul acasă, se recomandă utilizarea unei flacări reducătoare, deoarece miezul său este orientat spre marginile metalice într-un unghi aproape drept. Pentru a reduce formarea de oxid de cupru, și pentru a preveni formarea fisurilor fierbinți, este necesar să intrați în sudare cât mai repede posibil, fără întreruperi. Nu uitați să mențineți flacăra în timpul lucrului.
Este necesar să se distribuie căldura în timpul sudării, astfel încât sârma să se topească înaintea marginilor de cupru. În acest caz, materialul de umplutură va fi direcționat către marginile de topire. Teșirea marginii de pe foi, mai mare de trei milimetri grosime, trebuie efectuată la 45 de grade. Imediat înainte de sudare, marginile trebuie curățate până la o strălucire puternică sau murate cu o soluție de azot și clătite cu apă.
"Aurora 180" - invertor semi-automat. Sudarea aluminiului-cuprului folosind această mașină.
Dispozitivul "Aurora 180" este destinat pentru arc, sudura mecanizata prin intermediul unui electrod (sau fir) electric consumabil într-un gaz protector activ sau inert. În acest caz, firul de umplere este alimentat automat. Se execută dispozitivul semiautomat pe cele mai moderne tehnologii inverter. The aparat de sudura caracterizat prin funcționare fiabilă, stabilă și extrem de eficientă, la sudare, produce nivel scăzut zgomot. Puteți folosi „Aurora 180” pentru sudare:
- oțel inoxidabil și carbon,
- diferite aliaje de oțel
- aluminiu și cupru
Sudarea cu argon a cuprului este cea mai eficientă îmbinare a aliajelor de cupru.
Fiecare iubitor de prelucrarea metalelor trebuie să se ocupe de lipirea și sudarea produselor din cupru. Astăzi ne vom uita la cum să sudăm cuprul cu argon!
Cuprul și aliajul său (bronz și nichel) sunt folosite în multe industrii datorită conductivității electrice și termice, anticorozive. Punctul de topire al materialului este de 1083°C. Conductivitatea termică a cuprului pur este de 2 ori mai mare decât cea a aluminiului, prin urmare, la sudarea cu argon, este necesară o încălzire bună a metalului.
Dar conductivitatea termică aliaj de cupru deja mai mic, ceea ce înseamnă că nu este nevoie de încălzire crescută.
Cuprul și aliajele sunt împărțite în mai multe grade. Pentru a obține calitate îmbinare sudata, este mai bine să folosiți cupru dezoxidat sau fără oxigen, au puțin oxigen.
Principalele compoziții de umplutură pentru sudarea cuprului cu argon sunt prezentate în tabel.
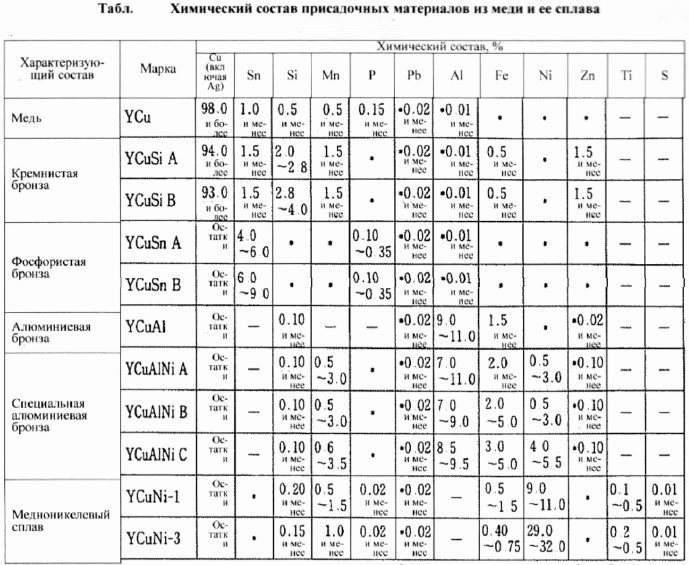
Dar, în practică, se folosesc de obicei metale similare în compoziție (care pot fi găsite într-un atelier de acasă).
De asemenea, pentru o mai bună topire și topire a metalului, se folosesc tije cu o acoperire subțire a stratului de flux.
Pregătirea materialului (curățare)
Sudarea cuprului cu argon nu poate fi efectuată fără curățarea temeinică a materialului. Orice unealtă abrazivă este luată și zona sudată este curățată până la strălucire. În plus, cu ajutorul oricărui solvent, materialul este degresat.

Pregătirea materialului este o procedură importantă
Luați o abordare responsabilă pentru curățarea produselor din cupru - acest lucru afectează calitatea conexiunii.
Pentru a evita defectele (netopire, incluziuni de zgură), preîncălziți materialul la o temperatură de 350-600°C. Diferența de temperatură depinde de metalul de bază, material de umplutură și canal. Determinat de experiență.
Video: cum să pregătiți o fisură într-un radiator de cupru cu gaz pentru sudare.
sudare cu argon (mod TIG)
Această tehnologie, potrivit sudorilor, este cea mai bună, cusăturile sunt îngrijite și durabile. Sudarea cuprului cu argon se realizează cu un electrod de tungsten de curent continuu. Dar, cu un aliaj de bronz de aluminiu, este mai bine să faceți o conexiune pe curent alternativ.
Setările curente ale dispozitivului sunt selectate în funcție de grosimea produsului și de diametrul electrodului. Tabel de ajutor:
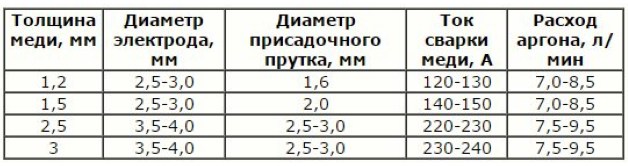
Pe lângă argon, azotul, heliul și amestecurile acestora pot fi utilizate în compoziția gazelor protectoare. Toate aceste gaze au avantajele și dezavantajele lor. Dar argonul este încă mai solicitat pentru sudare.
Tijele de umplutură sunt selectate în funcție de compoziția materialului. Dar de obicei, într-un atelier de acasă, se folosesc fire de cupru, extrase din cabluri electrice sau un transformator. Anterior, filonul de cupru este curățat de lac cu șmirghel și degresat cu un solvent.
Este bine dacă firul de umplutură extras va avea un punct de topire mai mic decât produsul pregătit pentru sudare.
Câteva sfaturi de la sudori experimentați:
- conduceți întotdeauna aditivul în fața arzătorului;
- sudarea cu argon pentru cupru gros se poate realiza fără fir de umplutură;
- se recomanda ca arzatorul sa fie actionat in zig-zag pentru a asigura o mai buna aderenta a metalului;
- material subțire, astfel încât să nu existe arsuri, este necesar să se gătească cu cusături scurte cu întreruperi;
- dacă dispozitivul nu are funcția de „umplere crater”, atunci arzătorul trebuie retras treptat (prelungind arcul);
- sudarea cu argon se realizează în poziția verticală și orizontală a cusăturii.
Video:încălzire și lipire de cupru.
Sudarea conductelor de cupru
Când conectați țevi de cupru cu argon, curentul este setat la o valoare mică. Sudarea se efectuează lent, în bucăți separate ale cusăturii, cu o suprapunere de cel puțin 1/3. Firul de umplere este împins la o parte de mișcările laterale ale pistoletului. Principiul este simplu.