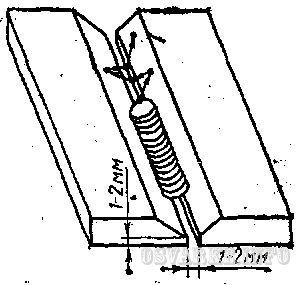
Tipuri de îmbinări și cusături sudate. Tehnologie pentru sudarea îmbinărilor fixe de țevi
Realizarea îmbinărilor cap la cap de-a lungul secțiunii.Îmbinările cap la cap sunt sudate pe una sau ambele părți. Căptușelile rămase sau detașabile sunt folosite pentru a combate arsurile. Garniturile rămase sunt realizate din benzi de oțel de 2-4 mm grosime cu o lățime de 30-40 mm. Căptușelile detașabile sunt realizate dintr-un material care nu se topește în timpul sudării, adică are conductivitate termică și capacitate termică bună; aceste cerințe sunt îndeplinite de cupru, precum și de ceramică sau grafit. Căptușelile detașabile în procesul de sudare sunt uneori răcite cu apă curentă.
Sudarea pe plăcuțe are următoarele avantaje: sudorul lucrează cu mai multă încredere, nu se teme de arsuri și căderi și poate crește curent de sudare cu 20-30%; elimină necesitatea sudării rădăcinii cusăturii pe partea din spate.
La sudarea îmbinărilor cap la cap cu caneluri, în funcție de grosimea foilor de sudat (de la 3 la 26 mm), de poziția sudurii în spațiu și de diametrul electrodului, sudarea se realizează în două sau mai multe straturi. Execuția cusăturii începe cu impunerea primului strat, format dintr-o rolă. Arcul este excitat pe teșirea marginii și apoi, deplasând arcul la mijlocul îmbinării, marginile teșirii marginilor sunt sudate (rădăcina cusăturii). Pe marginile teșite, mișcarea electrodului este încetinită pentru a îmbunătăți pătrunderea acestora, iar când capătul electrodului se deplasează de la o margine la alta, viteza de mișcare a acestuia este crescută pentru a evita arderea prin marginile tocite.
La sudarea primului strat se folosesc electrozi cu diametrul de 2, 3 sau 4 mm. Electrozii cu diametru mai mare nu asigură o penetrare sigură a rădăcinii de sudură. Înainte de aplicarea următorului strat, suprafața celui precedent este curățată de zgură și stropire. Formarea unei cusături se completează prin sudarea unei mărgele de 2-3 mm înălțime deasupra suprafeței metalului de bază. După umplerea întregii secțiuni a cusăturii din partea de tăiere a marginilor cu armarea necesară, produsul este rotit, apoi se taie sau se topește o canelură de 8-10 mm lățime și 3-4 mm adâncime. rădăcina cusăturii cu o daltă pneumatică sau un arc de aer, care este sudată într-o cusătură de trecere, dându-i o ușoară bombare. Mai exact, îmbinările cap la cap de-a lungul secțiunii pot fi realizate în unul sau mai multe straturi și în mai multe treceri și straturi - sudare cu mai multe treceri multistrat (Fig. 34). Când efectuați mai multe straturi și mai multe straturi cusături cu mai multe treceri Stratul de rădăcină este realizat așa cum se arată în Fig. 35. În acest caz, arcul de sudare se aprinde mai întâi fie pe o placă specială, fie pe una dintre marginile de sudat. Apoi electrodul trece rapid prin golul dintre margini, încetinind mișcarea electrodului pe marginile sudate. În același timp, topirea uniformă a marginilor este monitorizată îndeaproape.
Orez. 34. Schema de umplere a rosturilor de-a lungul secțiunii:
a - sudare într-o singură trecere, b - multistrat, c - multistrat multi-pass: I-VI straturi ale cusăturii, 1-8 - secvența de aplicare a rolelor
Orez. 35. Efectuarea primului strat la sudarea unei îmbinări cap la cap cu caneluri
Performanţă suduri cap la cap in pozitie jos. Pentru a preveni arderea marginilor sudate la rădăcina cusăturii, se folosesc diferite căptușeli și perne. Sudarea poate fi efectuată cu un electrod poziționat vertical, unghi înapoi și unghi înainte. Tehnica de sudare a îmbinării cap la cap în poziția inferioară este prezentată în fig. 36.
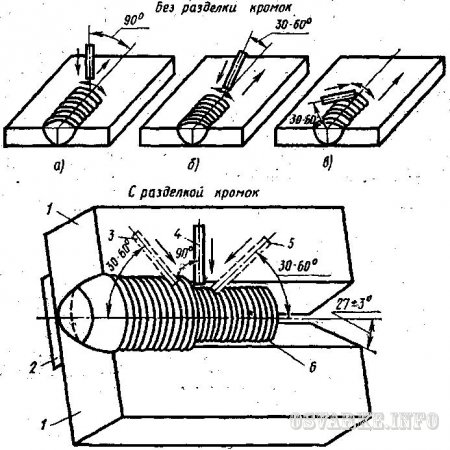
Orez. 36. Tehnica de sudare cap la cap:
a - electrod poziționat vertical, b - unghi înapoi, c - unghi înainte; 1 - plăci de sudat, 2 - căptușeală, 3 - unghiul de poziție a electrodului înainte, 4 - electrod vertical, 5 - unghiul de poziție a electrodului înapoi, 6 - sudare rădăcină
Realizarea de suduri cap la cap pozitie verticala. Cusăturile verticale sunt realizate în două moduri: de jos în sus și de sus în jos. La sudarea de jos în sus (Fig. 37), arcul este excitat în punctul de conectare inferior, iar după formarea unui bazin de metal topit, electrodul este luat ușor în sus și în lateral. Arcul în acest caz ar trebui să fie îndreptat către metalul de bază. Metalul topit, atunci când electrodul este retras în sus, se solidifică, formând un „raft”, pe care este depus și care reține picăturile ulterioare de metal când electrodul se mișcă în sus. Se recomandă înclinarea electrodului în sus la un unghi de 20-25º față de orizont.
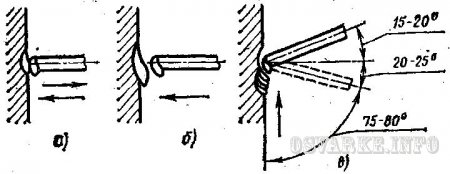
Orez. 37. Schema tehnicii de suprafață a mărgelelor și cusături verticaleîn creștere:
a - aprinderea arcului, b - formarea unui bazin de sudură, c - mișcarea în sus a electrodului
La sudarea de sus în jos (Fig. 38), arcul este excitat în punctul superior al cusăturii și electrodului i se dă mai întâi o perpendiculară, iar după formarea unui crater, o poziție înclinată. Metoda de sudare de sus în jos este recomandată în principal pentru îmbinare metal subțireși efectuarea primelor straturi în prezența muchiilor de tăiere.
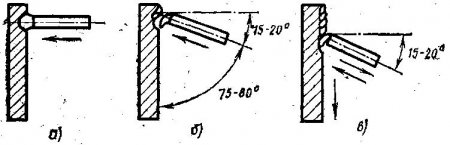
Orez. 38. Schema tehnicii de sudare (suprafață) la coborâre:
a - aprinderea arcului, b - formarea unui bazin de sudură, c - mișcarea în jos a electrodului
Cusăturile verticale sunt mult mai dificil de realizat decât cele inferioare, deoarece în primul caz metalul topit tinde să iasă din bazinul de sudură sub acțiunea gravitației. Cusăturile verticale trebuie efectuate cu un curent cu 10-15% mai mic decât la realizarea cusăturilor în poziția inferioară și cu un arc scurt. Electrozii folosiți pentru suturile verticale ar trebui să aibă zguri „scurte”. La realizarea cusăturilor verticale, precum și la realizarea cusăturilor în poziția inferioară, se obțin margele înguste și late. Mișcarea electrodului în timpul suprafeței bilelor înguste în poziție verticală este prezentată în Fig. 39, și lat - în fig. 40.
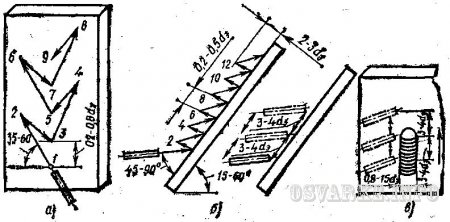
Orez. 39. Mișcarea electrodului în timpul suprafeței bilelor înguste într-o poziție înclinată:
a - de-a lungul traiectoriei unghi ascutit, b - cu o scară, alternând apropierea electrodului de suprafața plăcii cu retragerea sa ulterioară, c - mutarea electrodului cu 3-4 diametre în sus de-a lungul plăcii și apoi readucerea acestuia în bazinul de sudură (numerele indică puncte de schimbare în direcția electrodului)
Orez. 40. Schema mișcării electrodului la realizarea granulelor largi la sudarea îmbinărilor cap la cap în poziție verticală
La sudarea îmbinărilor cap la cap orizontale, pregătirea este necesară numai pentru marginea superioară. Arcul este excitat mai întâi pe marginea orizontală inferioară și apoi mutat la marginea teșită. Cusăturile orizontale sunt realizate cu un electrod amplasat vertical, unghi înapoi și unghi înainte. Mișcarea electrodului poate fi efectuată pe sine și departe de sine. Secvența de aplicare a straturilor 1-6 este prezentată în fig. 41. Unghiul de înclinare a electrodului față de planul vertical al piesei de sudat trebuie să fie de 75-80°.
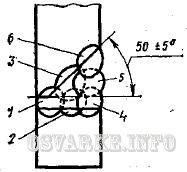
Fig.41. Secvența de aplicare a straturilor la realizarea unei cusături orizontale (1-6 - ordinea în care sunt făcute rolele)
Realizarea de suduri cap la cap poziție deasupra capului. Atunci când efectuați astfel de cusături, este necesar să aplicați role înguste și largi. Rolele înguste și late (în mare parte penultima) se potrivesc în canelura. Rolele decorative așezate pe suprafața metalică servesc la întărirea cusăturii. Rolele înguste sunt realizate după schemele prezentate în fig. 42. Esența impunerii rolelor în poziția tavanului cu o „scara” este că electrodul este plasat în plan la un unghi de 90-130 °. Apoi, din punctul 1, se transferă în produs și se aprinde, arcul în punctul 2. După formarea unei mici porțiuni de metal topit, electrodul este dus în punctul 3 la o distanță de 5-12 mm de tavan. Apoi se întoarce la punctul 4 etc.. La întoarcerea electrodului în punctele 2, 4, 6, 8, 10, 12 etc., metalul topit este aplicat pe porțiunea răcită a metalului pe o lungime de 1/2. sau 1/3.
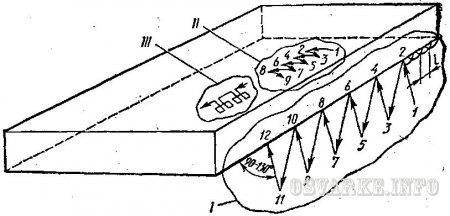
Orez. 42. Schema de impunere a rolelor înguste în poziția tavanului:
I - scara, II - semiluna, III - înapoi, l - diametrul picăturii de metal cristalizat
Esența sudării în semilună este că electrodul este plasat, ca în primul caz, la un unghi de 90-130 ° față de plan și, manipulând electrodul conform schemei semilunii, capătul electrodului este așezat continuu pe parte cristalizată a metalului și se depune o mărgele îngustă.
Metoda alternativă de suprafață a perlelor înguste în poziție deasupra capului constă în faptul că, odată cu capătul electrodului, sudorul electric revine în mod continuu înapoi la partea de cristalizare a metalului, dar prelungește constant cordonul în lungime. Când suprafața margele largi în diferite variații, toate cele trei opțiuni de mai sus sunt utilizate sau combinate împreună atunci când suprafața margele înguste.
Imbinari de tavan sunt cele mai dificil de realizat, deoarece metalul topit tinde întotdeauna să curgă în jos din bazinul de sudură. Metalul neîntărit este ținut în bazinul de sudură de forțele de tensiune superficială și presiunea arcului. Volumul bazinului de sudură trebuie menținut la minimum, astfel încât sudarea este posibilă doar cu un arc scurt. Curentul ar trebui să fie cu 15-20% mai mic decât la sudarea în poziția inferioară. Sudarea tavanului executate de sudori-lucratori de tavan care au urmat o pregatire speciala.
Depinzând de poziție relativă elementele care urmează a fi sudate se disting următoarele tipuri de îmbinări.
Articulație la cap. Elemente de aceeași (Fig. 5-2, a) sau de grosimi diferite (Fig. 5-2, b) pot forma o îmbinare cap la cap. Grosimea metalului este nelimitată. Dacă sunt împerecheate foi de grosimi diferite, atunci pe cea mai groasă fac o teșire pe una sau ambele părți la grosimea foii mai mici. Dacă diferența de grosime a elementelor de împerechere nu depășește 2-5 mm (în funcție de grosimea metalului care se sudează), teșirea nu se execută. O variantă a îmbinării cap la cap este o îmbinare cu flanșă (Fig. 5-3), utilizată la sudarea metalului cu grosimea de până la 3 mm.
articulație în T. Unghiul dintre raft și perete poate fi drept (Fig. 5-4), acut sau obtuz. Combinația de grosimi poate fi variată.
Articulație poală (fig. 5-5). În mod convențional, un pachet de două elemente este denumit o îmbinare articulată (Fig. 5-6). Îmbinarea suprapusă este de obicei formată din metal cu o grosime de până la 20 mm.

Clin. Unghiul dintre părțile de împerechere poate fi drept (fig. 5-7), acut sau obtuz. Ocazional, se folosește o articulație cap la cap (Fig. 5-8).
Îmbinarea cap la cap este cea mai potrivită pentru specificul sudurii și oferă condiții optime pentru transferul forțelor de la un element la altul. Cu o articulație în poală, nu conditii favorabile pentru transmiterea forțelor, deoarece apare un moment încovoietor ca urmare a nealinierii aplicației sarcinii. În plus, consumul de metal și lungimea cusăturilor cresc. Articulația poală are o limită de anduranță foarte scăzută. Avantajele îmbinării prin suprapunere includ cerințe semnificativ mai mici pentru precizia piesei de prelucrat a elementelor, iar pentru metalul cu grosimea de până la 4 mm, de asemenea, posibilitatea de sudare fără prelucrare a marginilor prin îmbinarea tablelor în stare după rulare.
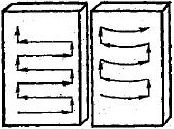
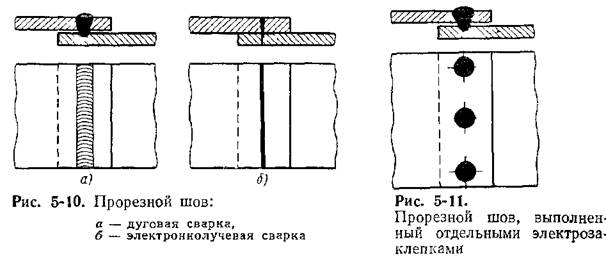
Cusătura care leagă piesele în articulația cap la cap, se numesc cap la cap, iar în articulațiile tee și lap - colț. Sudurile de filet pot fi continue sau intermitente. O cusătură intermitentă se realizează în segmente separate - dibluri sau puncte separate. Segmentele cusăturii intermitente pot fi amplasate unul față de celălalt sau într-un model de șah (Fig. 5-9). Cu o îmbinare suprapusă, se folosește așa-numita cusătură cu fante. Poate fi solid (Fig. 5-10, a, b), cu cheie sau poate fi format din puncte separate-nituri electrice (Fig. 5-11). O cusătură cu crestătură continuă este tipică pentru fascicul de electroni, cu cheie și nit electric - pentru sudare cu arc. În sudarea cu arc, se pot realiza cusături cu cheie și nituire electrică (în funcție de grosimea foii superioare) cu sau fără formarea unei orificii înainte de sudare.

Există cusături drepte, circulare și în spirală și cusături cu o configurație mai complexă.
În funcție de poziția cusăturii în spațiu și de amplasarea sursei de căldură în raport cu marginile de sudat, sudarea se distinge în pozițiile inferioare, verticală, orizontală, deasupra capului și înclinată. În sudarea cu arc a unei suduri cap la cap în poziția inferioară, piesele de îmbinat sunt așezate în plan orizontal (Fig. 5-12, a), iar în procesul de electrozgură și sudarea cu arc cu reținere forțată a unui bazin de lichid - în un plan vertical (Fig. 5-12, b). În timp ce face suduri de filetîn poziția inferioară în formă de arc, piesele sunt poziționate așa cum se arată în Fig. 5-12, în (sudură în barcă). Cu o grosime a tablei superioare de până la 12 mm, este posibilă sudarea cu fuziunea marginilor.
La sudarea în poziția inferioară, metalul electrodului este transferat în bazinul de sudură de sus în jos (în direcția gravitației) pe măsură ce se topește, iar suprafața bazinului de sudură
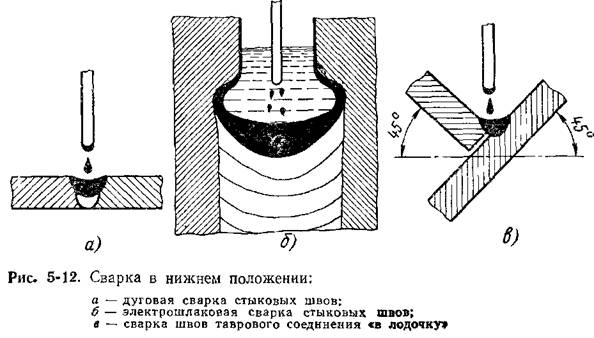
ocupa o pozitie orizontala. În acest caz, sunt create condițiile cele mai favorabile pentru formarea cusăturii. Sudarea în poziție inferioară poate fi efectuată prin toate metodele de sudare prin fuziune. La sudarea în poziția inferioară a arcului scufundat, înclinarea axei longitudinale a sudurii față de planul orizontal nu trebuie să depășească 4 °, cu alte metode de sudare cu arc, înclinarea poate ajunge la 8-10 °.
Pentru nivelul actual de dezvoltare tehnologie de sudare caracteristică este executarea majorității cusăturilor din fabrică în poziția inferioară. Ego-ul se realizează prin design rațional structuri și utilizarea manipulatoarelor sau a altor dispozitive care vă permit să instalați piese pentru sudarea tuturor cusăturilor într-o poziție convenabilă. În condițiile de instalare, ar trebui să depuneți eforturi pentru a realiza numărul maxim de cusături în poziția inferioară, folosind un ansamblu mărit și manipulatoare de sudură pentru aceasta.
La sudarea in pozitie verticala, marginile elementelor de imbinat sunt asezate vertical pe un plan vertical. Transfer metal suplimentarîn bazinul de sudură se efectuează de obicei într-o direcție perpendiculară pe gravitație (Fig. 5-13, a). În legătură cu aceste caracteristici, formarea satisfăcătoare a cusăturii se realizează numai cu un volum mic al bazinului de sudură. În aceste condiții, forțele de tensiune superficială împiedică scurgerea metalului lichid. Sudarea în poziție verticală poate fi efectuată cu electrozi acoperiți manual sau mecanic în gaz de protecție în moduri care asigură un volum mic al bazinului de sudură. Sudarea se efectuează, de regulă, de jos în sus. Se folosește și sudarea de sus în jos.
Prin manipularea electrodului, este posibil să se aproximeze natura transferului de metal în timpul sudării în poziție verticală la sudarea într-o poziție inferioară (Fig. 5-13, b). La sudarea in pozitie verticala, sursa de caldura este asezata perpendicular intr-un plan vertical sau cu usoare abateri de la o astfel de pozitie.
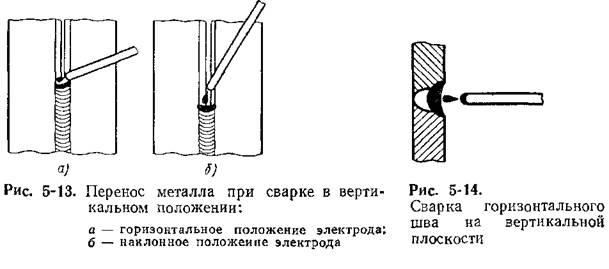
La sudarea sudurilor cap la cap orizontale, marginile pieselor care trebuie sudate sunt amplasate așa cum se arată în Fig. 5-14. Transferul metalului în bazinul de sudură se efectuează perpendicular pe direcția gravitației. Prin manipularea capătului electrodului și tăierea adecvată a marginilor, în acest caz, se încearcă, de asemenea, să aducă natura transferului de metal cât mai aproape de transferul în poziția inferioară.
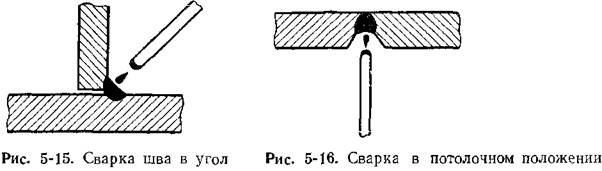
Atunci când sudați suduri de filet ale îmbinărilor în formă de T și articulate într-o poziție fără barcă, transferul metalului în bazinul de sudură se efectuează la un unghi de 45 ° față de direcția gravitației (Fig. 5-15), adică sudarea în acest cazul se desfășoară, în esență, într-o poziție semi-orizontală. Această tehnică de realizare a unei cusături se numește sudare într-un colț sau un electrod înclinat.
Sudarea sudurilor cap la cap și filet în poziție orizontală se realizează în principal cu electrozi acoperiți manual sau mecanic în gaze protectoare. Sudarea sudurilor de filet într-o poziție care nu este în barcă se realizează cu o secțiune transversală a sudurii (sau stratului) de cel mult 40 mm2. La secțiune mai mare are loc o scurgere de metal pe un element situat orizontal. Sudarea sudurilor cap la cap într-o poziție orizontală arc scufundat este în mod fundamental posibilă, dar este încă de utilizare limitată din cauza dificultății de îndepărtare a crustei de zgură și a formării slabe. straturi de suprafață metal asociat cu dificultatea de a reține zgura și metalul lichid.
Crearea unei metode de înaltă performanță de sudare cap la cap cusături orizontale este o problemă serioasă în tehnologia sudării. Prezența unor astfel de cusături este inevitabilă atunci când se instalează structuri mari de tablă.
La sudarea în poziție deasupra capului, marginile care trebuie sudate sunt poziționate așa cum se arată în Fig. 5-16. Transferul metalului de la electrod la bazinul de sudură se realizează de jos în sus, adică împotriva gravitației, ceea ce împiedică formarea normală a cusăturii. Datorită complexității sudării în poziție deasupra capului (cusătura este situată deasupra capului sudorului) și deteriorării condițiilor de degazare ale băii (bule de gaz, plutire în sus, cădere în rădăcina de sudură), calitatea metalului de sudură este redus. Sudarea în poziție deasupra capului se realizează în principal cu electrozi acoperiți manual, arc scurt. Este posibilă sudarea unor astfel de cusături în gaze de protecție. Sudarea 6 poziție de tavan, de regulă, este utilizată numai la instalarea structurilor mari, la sudare îmbinări fixe conducte şi în timpul lucrărilor de reparaţii.
Pe lângă pozițiile inferioare, orizontale și verticale, este posibilă o poziție înclinată a cusăturilor. În funcție de amplasarea marginilor, cusăturile înclinate pot fi semi-tavane, semi-verticale și semi-orizontale. Cusăturile înclinate de toate tipurile sunt sudate manual cu electrozi acoperiți și prin metode mecanizate în gaze protectoare. Cusăturile situate la un unghi de 45 până la 80° față de planul orizontal pot fi sudate folosind metoda electrozgură. Sudarea cu arc scufundat cu o poziție înclinată a cusăturii nu este utilizată.
Cu metodele de sudare cu grinzi, este posibil să se facă cusături în toate poziții spațiale, dar aplicația practică este în principal sudarea în poziția inferioară.
La sudarea cusăturilor fără margini teșite, cordonul se aplică cu o ușoară lărgire pe una sau ambele părți ale îmbinării. Pentru a evita lipsa pătrunderii, este necesar să se asigure topirea metalului ambelor margini pe toată grosimea.
Pătrunderea metalului cu o grosime de până la 6 mm pe toată secțiunea transversală a sudurii în timpul sudării cap la cap fără margini teșite depinde de alegerea corectă a curentului și a diametrului electrodului. Cu diametre adecvate ale electrozilor și valori ale curentului, se asigură penetrarea completă și productivitatea ridicată a sudării fără teșire a marginilor metalice cu o grosime de 4 până la 8 mm. Se recomandă selectarea empiric a valorii curente (benzi de probă de sudură).
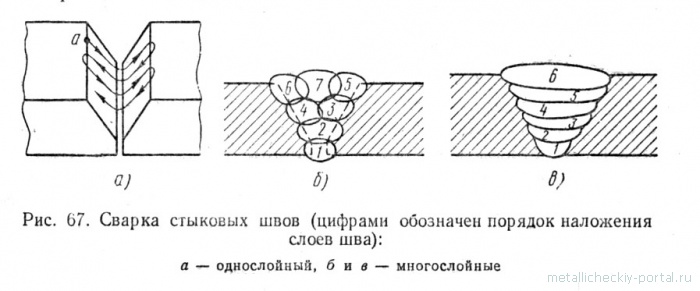
Îmbinările cap la cap cu pregătirea marginilor în formă de V, în funcție de grosimea metalului, sunt sudate cu cusături monostrat sau multistrat. La sudarea într-un singur strat, arcul este excitat în punctul a (Fig. 67, a) de pe marginea teșiturii, apoi electrodul este deplasat în jos, rădăcina de sudură este sudată și arcul este adus la a doua margine. Pe marginile teșite, mișcarea electrodului este încetinită pentru a asigura o pătrundere suficientă, iar la rădăcina cusăturii, pentru a evita prin burn-through, aceasta este accelerată.
Pe reversul îmbinării se recomandă aplicarea unei cusături de sudură, curățând în prealabil rădăcina cusăturii de depunerile de metal și zgură. Uneori, o căptușeală de oțel de 2-3 mm grosime este plasată pe reversul cusăturii. În acest caz, este posibilă creșterea curentului de sudare cu 20-30% față de valoarea normală, fără teama de pătrundere. Căptușeala din oțel, atunci când se aplică un cordon de cusătură, este sudată și lăsată dacă designul și scopul produsului o permit.
În structurile critice, rădăcina cusăturii este fiartă din spate; metalul rădăcinii sudurii înainte de sudare este tăiat în prealabil cu o daltă sau curăţat cu un tăietor pentru tăierea suprafeţei pentru a înlătura eventualele defecte (lipsă de topire, fisuri).
La sudarea sudurilor cap la cap cu mai multe straturi, rădăcina sudurii este mai întâi bine sudată cu un electrod cu diametrul de 4-5 mm, apoi straturile ulterioare sunt sudate cu role lărgite cu electrozi cu un diametru mai mare (Fig. 67, b. c. ). Înainte de aplicarea straturilor ulterioare, suprafața celor anterioare este curățată de zgură și depuneri. Este necesar să se topească și să fierbe marginile, să sudeze bine craterele și să prevină straturile de zgură în cusătură.
Dacă nu este posibilă sudarea cusăturii de grămadă din spate, atunci pentru a asigura o penetrare completă, Institutul de Cercetare a Podurilor recomandă sudarea primei cusături (rădăcină de sudură) în poziție verticală, cu un unghi de deschidere a marginii de 60 °, tocire. 1,5 mm, un spațiu de 3-4 mm, un electrod cu diametrul de 4 mm cu acoperire ANO-4, curent 160 a. În acest caz, trebuie evitate schimbările bruște ale spațiului dintre margini. Modificările ușoare ale dimensiunii golului în interval de 2-4 mm nu contează. Sudarea se realizează în direcția de jos în sus. Se aplică și altele acoperiri rutilice, dând zguri relativ fluide, de exemplu, acoperirea OZS-Z. A doua cusătură și următoarele sunt sudate în poziția inferioară manual, semi-automat sau sudare automată. Puteți continua sudarea în poziție verticală, dacă este rațional din punct de vedere tehnologic. Pentru a asigura penetrarea ulterioară în punctul de terminare a sudurii (la schimbarea electrodului și din alte motive), înainte de întreruperea așteptată a procesului de sudare, cusătura este „sudată”, adică topirea locală a marginilor este realizată de electrod. , formând o gaură la rădăcina cusăturii. Reluarea sudurii începe de la fundul găurii. Datorită volumului mic al băii în acest moment, metalul se cristalizează rapid și nu curge din baie; se asigură pătrunderea completă a marginilor și buna formare a cordonului pe reversul rădăcinii sudurii.
Cusăturile cu pregătirea marginilor în formă de X sunt sudate în același mod ca și cusăturile cu pregătirea marginilor în formă de V. În toate cazurile, este necesar să se ia măsuri care să contribuie la reducerea și alinierea deformațiilor și tensiunilor de sudură.



