Cusătură în T. Tipuri de îmbinări și suduri sudate. Forma de sudare și teșire
Sudarea asigură conexiuni permanente ale metalelor datorită stabilirii unor legături interatomice puternice între elemente (în timpul deformării acestora). Ce sunt sudori expertii stiu. Cusăturile obținute cu ajutorul lor sunt capabile să conecteze aceleași metale și diferite, aliajele acestora, părțile cu adaosuri (grafit, ceramică, sticlă), plastic.
Tipuri de îmbinări sudate. Suduri
Dacă sunteți foarte interesat de subiectul sudării, atunci o diplomă în sudare poate fi potrivită. Ca bază, de exemplu, oferă o diplomă în inginerie mecanică, deoarece aici se predă deja o cunoaștere profundă a materialelor. Multe școli oferă cursuri care vă oferă fundația teoretică și practică. Orele de școlarizare variază de la școală la școală. În timp ce unele școli oferă doar cursuri de zi, vă puteți extinde cunoștințele la altele. institutii de invatamant chiar si dupa munca.
- Cu toate acestea, acest lucru este disponibil numai după cercetări tehnice de bază.
- Cu toate acestea, puteți învăța și sudarea fără pregătire sau studii.
Baza clasificării
Experții au elaborat o clasificare suduri dupa urmatorul principiu:
- modul în care sunt realizate;
- caracteristici externe;
- numărul de straturi;
- amplasarea în spațiu;
- lungime;
- programare;
- lăţime
- conditiile de functionare ale produselor sudate.
După modul de executare cusături de sudură sunt unilaterale sau bilaterale. Parametrii externi fac posibilă clasificarea lor în armate, plate și slăbite, pe care experții le numesc convexe, normale și concave. Primele tipuri sunt capabile să reziste mult timp la sarcini statice, dar nu sunt suficient de economice. Îmbinările concave și normale rezistă bine la sarcini dinamice sau alternative, deoarece trecerea de la metal la cusături este lină, iar riscul de concentrare a tensiunilor care le poate distruge este sub indicatorul 1.
Ce echipament de protecție trebuie purtat?
Cursurile de constructii conform certificatului de sudura sunt un maestru sudura, un specialist in sudura, un specialist in calitatea sudurii sau un sudor. Aceste cursuri de formare vă permit să îndepliniți sarcini mai bune în companie. Sudarea necesită multă protecție pentru a vă proteja sănătatea.
În cazul sudării cu oxiacetilenă, aceasta este de obicei suficientă, în timpul sudării gaz inert, pe de altă parte, este recomandat. Temperaturi de câteva sute de grade domină pe câțiva centimetri în jurul sudurii. Nu este necesar contactul direct cu flacăra deoarece scânteile fierbinți pot aprinde îmbrăcămintea.
- Arme: Căldură oferă calitate înaltă.
- Asigurați-vă că jacheta sau pantalonii sunt fabricați din material ignifug.
Sudarea, ținând cont de numărul de straturi, poate fi cu un singur strat sau cu mai multe straturi, iar în ceea ce privește numărul de treceri, poate fi cu o singură trecere și cu mai multe treceri. Joncțiunile multistrat sunt utilizate pentru a lucra cu metale groase și aliajele acestora și, dacă este necesar, pentru a reduce zona afectată de căldură. O trecere este o mișcare (1 dată) a unei surse de căldură în procesul de suprafață sau sudare a pieselor într-o singură direcție.
Tipuri de suduri și șireturi
Specificații tip conexiune
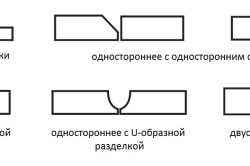
Sunt utilizate pe scară largă în toate metodele de sudare, deoarece produc un indice scăzut de efort și deformare atunci când sunt sudate. Îmbinările cap la cap sunt utilizate în mod obișnuit la construcția tablelor metalice. Aceste îmbinări oferă un consum mai mic de metal de bază și de umplutură și timpi de finalizare mai scurti. lucrari de sudare. Pot fi realizate cu o rezistență egală cu cea a metalului de bază. Cu toate acestea, pentru pregătirea îmbinărilor cap la cap este necesară o pregătire mai adecvată a pieselor.Granulul este partea din metal de sutură care poate fi depusă într-o singură trecere. Strat de sudura - jonctiune metalica cu mai multe margele situate la acelasi nivel al sectiunii transversale. Concentrându-se pe poziția lor în spațiu, cusăturile sunt împărțite în jos, orizontal, vertical, într-o „barcă”, semi-orizontal, semi-vertical, tavan, semi-tavan. Caracteristica discontinuității sau continuității vorbește despre lungime. Primele tipuri sunt folosite pentru sudurile cap la cap.
Dacă se sudează tablă Grosimea de 4-8 mm se face manual, marginile pot fi drepte. În acest caz, foile sunt așezate cu un spațiu de 1-2 mm. Putem suda cap la cap si pe de o parte, fara pregatirea marginilor, foi de pana la 3 mm grosime; pentru sudarea pe două fețe, această grosime poate fi de până la 8 mm. Plăcile cu o grosime de 4-26 mm, sunt conectate printr-un cap cu o teșire unilaterală a marginilor atunci când li se aplică procedura sudura manuala arc.
Aceste plăci nu necesită ca marginile lor să fie special proiectate. În timpul unor astfel de îmbinări, se recomandă sudarea pe ambele părți, deoarece dacă am făcut sudarea pe o parte, s-ar putea întâmpla ca între canelura pieselor să se scurgă umezeală, urmată de oxidarea metalului în acest loc.
Principii de clasificare
Conexiunile solide pot fi scurte, medii și lungi. Alocați cusături strânse, puternice și durabile (în funcție de scopul lor). Lățimea ajută la împărțirea lor în următoarele tipuri:
- lărgite, care se realizează cu mișcări transversale, oscilatorii ale electrodului;
- fir, a cărui lățime poate depăși ușor sau poate coincide cu diametrul electrodului.
Condițiile în care produsele sudate vor fi utilizate în viitor sugerează că joncțiunile pot fi funcționale și nefuncționale. Primele transportă bine sarcinile, în timp ce celelalte sunt folosite pentru a conecta părți ale unui produs sudat. Îmbinările sudate sunt clasificate în transversale (în care direcția este perpendiculară pe axa de sudură), longitudinale (în direcția paralelă cu axa), oblice (cu o direcție plasată în unghi față de axă) și combinate (folosirea transversală). și suduri longitudinale).
Simboluri ale cusăturilor îmbinărilor sudate
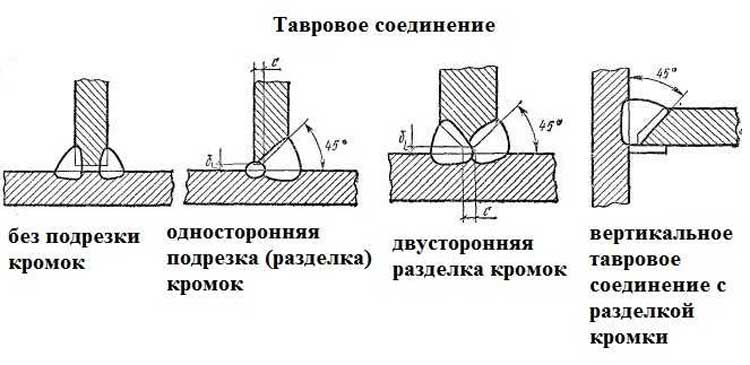
Sunt utilizate pe scară largă în sudarea cu arc și se execută cu sau fără pregătirea marginilor feței sau pe ambele părți. Placa verticală trebuie să aibă o margine de bază bine finisată. Când marginile plăcii verticale sunt teșite pe una sau ambele părți, se lasă un spațiu de 2-3 mm între părțile orizontale și verticale pentru a obține o bună penetrare prin toată grosimea părții verticale.
Sunt folosite pentru sudarea diferitelor plăci ale căror margini au fost pregătite în prealabil. Piesele de sudat sunt așezate în unghi drept sau într-un unghi diferit și sudate la margini. Astfel de îmbinări sunt utilizate în mod obișnuit în sudarea în depozit, care trebuie să fie supusă unor condiții de funcționare la o presiune necunoscută de gaz sau lichid. Uneori conexiuni de colt sudat si in interior.
Metoda de ținere a metalului fierbinte permite împărțirea în creat:
- pe restul și pe căptușelile de oțel detașabile;
- fără căptușeli suplimentare, perne;
- pe căptușeli din flux-cupru, cupru, azbest sau ceramică;
- pe tampoane de gaz și flux.
Materialul care este utilizat în procesul de sudare a elementelor este clasificat în compuși de metale neferoase, oțel (aliat sau carbon), plastic vinil și bimetale.
Caracteristici tehnologice ale executării sudurilor
Se folosesc atunci când lungimea unui cablu normal făcut pentru suprapunere nu garantează o rezistență suficientă. Conexiunile la priză pot fi deschise sau închise. Fanta este de obicei realizată cu tăiere cu oxicombustibil. Plăcile sunt conectate prin suprafețele lor și sudate prin margini adiacente.
Aceste îmbinări necesită costuri suplimentare metalice, motiv pentru care sunt folosite în cazurile în care, din anumite motive, nu pot fi înlocuite cu îmbinări sau îmbinări. Cu ajutorul butoanelor se obțin conexiuni stabile, dar nu compacte. O gaură este găurită în placa de sus și apoi gaura este sudată astfel încât placa de jos să fie și sudată. Când se utilizează sudarea automată cu arc scufundat, nu este necesară găurirea plăcii superioare, deoarece aceasta este topită pe toată grosimea sa prin acțiunea arcului electric.
În funcție de amplasarea una față de alta a părților produselor care urmează a fi sudate, există joncțiuni în unghi drept, obtuz sau unghi ascutit si situat in acelasi plan.
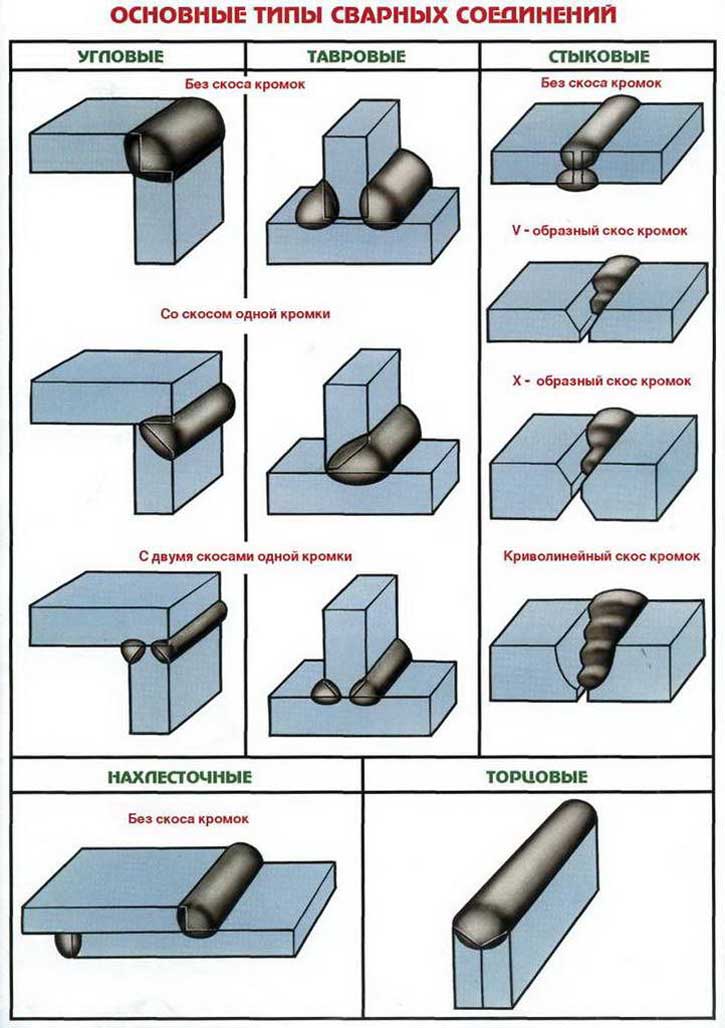
Conexiunile permanente care apar la utilizarea sudurii sunt:
- colţ;
- fund;
- tee;
- poală sau capăt.
Vederile de colț sunt utilizate în timpul lucrărilor de construcție. Ele implică o conexiune fiabilă a elementelor care sunt situate unul față de celălalt la un anumit unghi și sudate la joncțiunea marginilor.
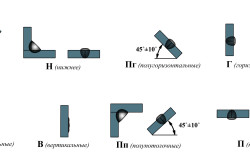
Îmbinările la care ne-am referit sunt tipice pentru manual sudare cu arc. Dacă se utilizează sudarea oxiacetilenă, sudarea cu arc scufundat, sudarea metalelor neferoase etc. Forma marginilor poate fi diferită. Sudurile sunt împărțite în următoarele grupuri. Pentru poziția sa în spațiu: orizontal, plat, vertical și deasupra capului. Cele mai simple șireturi de lucrat sunt orizontale, în timp ce cele mai complexe sunt deasupra capului. Cordarea suprafeței poate fi efectuată de acei sudori care au dobândit o mare pricepere în aplicarea procedurii de sudare specificate.
Sudarea cablului superior arc electric mai dificilă decât sudarea în această poziţie cu procedeul oxiacetilenic. Sudarea verticală puțin mai dificilă decât sudarea plată. În ceea ce privește forțele care acționează: laterale, frontale, combinate și oblice. Extindere într-o formă continuă sau intermitentă. Snururile discontinue sunt proiectate acolo unde nu este necesar ca cablul sa fie compact si in care, conform calculului de rezistenta, nu este necesara dezvoltarea unui cablu continuu. După gradul de convexitate: în normal, întărit și gol.
Tipurile de cap la cap și-au găsit aplicație în sudarea rezervoarelor sau conductelor. Cu ajutorul lor, piesele sunt sudate cu capete situate pe aceeași suprafață sau în același plan. Grosimea suprafețelor nu trebuie să se potrivească.
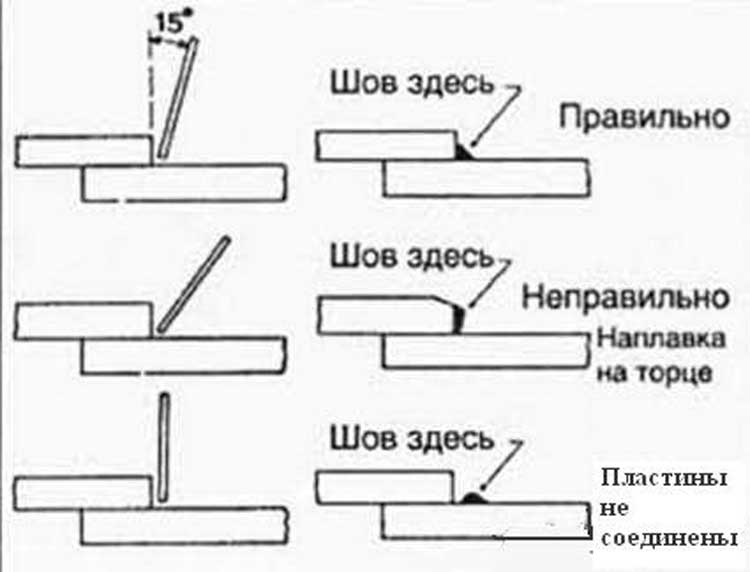
Tipurile lap sunt utilizate la fabricarea recipientelor metalice, în lucrari de constructii iar la sudarea rezervoarelor. Acest tip presupune că un element este suprapus peste altul situat într-un plan similar, suprapunându-se parțial unul pe celălalt.
După tipul de asociere, puteți: să vă opriți în unghi. Subiecte legate de sudarea puternică pentru a vă ajuta să învățați și să înțelegeți aspectele tehnice ale lipirii, cum funcționează, de ce funcționează și sfaturi de ajutor si sugestii. Instruirea personalului la fața locului.
Două tipuri de îmbinări de lipit: îmbinare cap la cap și îmbinare jumper
Program convenabil și personalizabil, cu funcții potrivite nevoilor dumneavoastră. Ce tip de îmbinare de lipit ar trebui să proiectați? Dar problema noastră este simplificată de faptul că există doar două tipuri de bază - cusătură și suprapunere. Restul sunt în mare parte modificări ale acestor două. Să vedem mai întâi articulația cap la cap, atât pentru părțile plate, cât și pentru cele tubulare.
Calitatea îmbinării sudate depinde direct de tipul cusăturii selectate, de electrod și de modul de funcționare al aparatului. Pentru a face acest lucru, se recomandă să vă ghidați de reglementările actuale, și în special - GOST 5264-80. Acesta detaliază caracteristicile și tipurile îmbinări sudate si tipuri de suduri. Potrivit GOST, există cerințe speciale pentru efectuarea muncii.
Avantajele și dezavantajele articulațiilor cap la cap
După cum puteți vedea, îmbinarea cap la cap vă oferă avantajul unei grosimi la îmbinare. Pregătirea acestui tip de îmbinare este de obicei simplă, iar îmbinarea are o rezistență suficientă la tracțiune pentru multe aplicații bune. Cu toate acestea, rezistență articulația cap la cap are limitări. În funcție de cantitatea de suprafață de îmbinare și de îmbinare cap la cap, zona de legătură nu poate fi mai mare decât secțiunea transversală a elementului mai subțire.
Proiecte comune puternice
Acum comparați acest lucru cu suprapunerea, atât pentru părțile plate, cât și pentru cele tubulare. Primul lucru pe care îl veți observa este că, pentru o grosime dată de metal de bază, aria de lipire a unei îmbinări cap la cap poate fi mai mare decât articulația cap la cap, și în general este. Cu zone de legare mai mari, legăturile încrucișate pot suporta de obicei mai multe sarcini.
la fund
Cel mai popular tip de conexiune, deoarece se caracterizează prin stres minim pe metal, ușurință de execuție și fiabilitate. În funcție de grosimea muchiei sudate, aceasta poate fi tăiată în unghi drept sau oblic. De asemenea, este posibil să utilizați o teșire cu o singură față.
Avantajele sudurilor cap la cap:
Îmbinarea suprapusă oferă o grosime dublă la îmbinare, dar în multe aplicații grosimea dublă nu este inacceptabilă. Și îmbinarea de suprapunere este de obicei ținută separată în timpul procesului de lipire. Rezemarea pe un element plat în altul este de obicei suficientă pentru a menține o gaură uniformă de conectare. Și în conexiunile tubulare, un tub imbricat în celălalt le ține pozitia corecta pentru lipire. Totuși, să presupunem că doriți ca un sindicat să aibă ambele tipuri de beneficii; grosimea individuală a îmbinării combinată cu rezistența maximă la tracțiune.
- consumul minim al principalului şi metal de sudare;
- timp optim de sudare;
- conexiuni de buna calitate.
Acesta din urmă se realizează numai cu respectarea tehnologiei. Unghiul de teșire poate varia de la 45° la 60°. Depinde de grosimea metalului. O geometrie similară este utilizată pentru foi de 20 mm sau mai mult. Se iau în considerare și caracteristicile materialelor.
Obțineți cele mai bune beneficii ale ambelor tipuri de conexiuni cu o conexiune cap la cap
Această combinație poate fi realizată prin crearea unei conexiuni sub forma unei îmbinări cap la cap și suprapunere. Adevărul să fie spus, conectarea la un etaj superior necesită de obicei puțin mai multă pregătire decât o îmbinare dreaptă sau o suprapunere, dar munca suplimentară compensează mai mult. În final, veți obține o conexiune de grosime individuală cu rezistență maximă. Și îmbinarea de obicei ține de la sine atunci când este asamblată pentru lipire.
Determinarea lungimii corecte de suprapunere
Evident, nu trebuie să calculați aria de legătură a articulației cap la cap. Asta va sectiune transversala cel mai subțire membru și atât. Dar tranzițiile care se suprapun sunt de obicei variabile. Lungimea sa poate crește sau scădea. Cât de lungă ar trebui să fie uniunea de suprapunere? Regula generala este de a proiecta balamaua suprapusă astfel încât să aibă o lungime echivalentă cu de trei ori grosimea celui mai subțire element de legătură.
Poala
Formarea unei îmbinări prin așezarea foilor una peste alta este relevantă pentru grosimea metalului cuprinsă între 8-12 mm. În același timp, în contrast cu sudare cap la cap nu este nevoie să procesați suprafața - este suficient să tăiați uniform piesa de prelucrat. Este important să se calculeze corect cantitatea de suprapunere.
Obțineți cea mai bună rezistență de uniune în partea superioară a suprapunerii cu „Regula celor trei”
Suprapunerea mai lungă poate fi pierderea umpluturii lipite și utilizarea mai multor materiale metalice de bază decât este necesar fără o creștere corespunzătoare a rezistenței îmbinării. O suprapunere mai scurtă va reduce rezistența aderării. Pentru majoritatea aplicațiilor, cea mai sigură cale este să urmați „regula de trei”. Mai precis, dacă cunoașteți rezistențele aproximative la tracțiune ale elementelor de bază, lungimea de suprapunere necesară pentru rezistența optică a unei îmbinări într-o îmbinare a plăcii de lipit este după cum urmează.
Caracteristici ale îmbinării sudate prin suprapunere:
- consum crescut de bază și material depus;
- se formează o cusătură între suprafața unei foi și capătul alteia;
- domeniul de aplicare — sudare prin puncte, cu role și prin rezistență.
Înainte de a începe lucrul, foile trebuie nivelate pentru a asigura o prindere strânsă.
Dacă aveți multe ansambluri identice care sunt sudate prin lipire sau dacă rezistența îmbinării este critică, acest lucru vă va ajuta să determinați lungimea suprapunerii cu mai multă precizie pentru a obține o rezistență maximă cu utilizarea minimă a materialelor lipite.
Să vedem cum funcționează această formulă
Calculul lungimii de suprapunere pentru îmbinările plane. Problemă: Ce lungime de suprapunere este necesară pentru a atașa tabla Monel 050 întărită pe metal egală cu sau putere mai mare? Problema metrică: Cât de multă suprapunere este necesară pentru a atașa 27 mm de tablă Monel pe metal cu o rezistență egală sau mai mare?
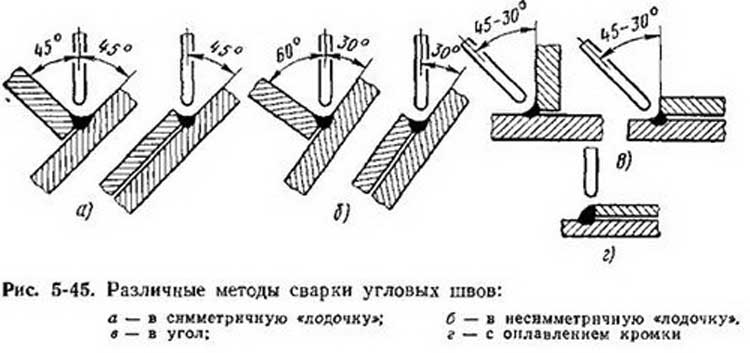
în formă de T
Aceasta este o conexiune în formă de T, în care capătul uneia dintre foi este sudat pe planul celeilalte. Pentru fiabilitate, pe primul se pot face teșituri cu una sau două fețe. Cu ajutorul lor, volumul de metal depus este crescut. Domeniul de aplicare - structuri metalice de formă complexă.
Înainte de a începe lucrul, trebuie să luați în considerare următorii factori:
Configurația teșiturii este standard, unghiul depinde de grosimea metalului.
colţ
Sunt folosite pentru a conecta două elemente structurale la un anumit unghi. Spre deosebire de conexiune tee decalajul este inacceptabil. Fiabilitatea este asigurată de teșituri și un volum mare de metal direcțional.
Specificații sudării în filet:
- este necesară pregătirea suprafeței - formarea de teșituri de configurație simplă sau complexă;
- pentru piesele de prelucrat cu pereți subțiri, este permisă conexiunea unilaterală;
- se ia în considerare geometria sudurii.
O metodă similară este folosită cel mai adesea pentru fabricarea rezervoarelor sau a structurilor asemănătoare lor ca formă.
Suduri auxiliare
În plus față de principalele metode descrise mai sus pentru conectarea elementelor din oțel, GOST prevede și altele auxiliare. Ele pot fi folosite pentru a forma o cusătură fiabilă, ținând cont de performanța necesară a produsului.
În funcție de specificul cusăturii, se folosesc următoarele metode de formare îmbinare sudata:
- Crestat. Necesar pentru a obține fiabilitatea maximă. Într-unul dintre materiale se face o adâncitură pentru a monta o altă foaie.
- Sfârşit. Aparține categoriei laterale. Foile sunt suprapuse una peste alta, cusăturile sunt realizate la capetele structurii.
- Cu suprapuneri. Recomandat pentru structuri cu configurație complexă de suprafață. O suprapunere specială este utilizată pentru a conecta cele două componente.
- Cu nituri electrice. Procesul de formare a conexiunii este similar cu nituirea tradițională. Diferența este că gaura este umplută cu metal de sudură.
Alegerea uneia sau alteia suduri depinde de rezultatul final - fiabilitatea și durabilitatea conexiunii.



