طبقات اللحام كيف تطبخ. تقنية اللحام الكهربائي المناسبة
مرت عدة مئات من السنين منذ أن وصل الناس لأول مرة سطحين معدنيين معًا ، باستخدام عملية صهر قضيب معدني بتيار كهربائي. هذا القضيب هو القطب.
تكوين القطب الكهربي وأهميته
يتكون الغلاف ، أو سطحه ، من خليط من المعادن - النيكل والمنغنيز والحديد والمعادن - الألومينا والمغنيسيا والحجر الجيري ، والتي تكون في حالة مسحوق. تذوب المعادن ، والمعادن هي نوع من الحماية ضد عمل الأكسجين. هذه الحماية ضرورية لتعزيز الاتصال. يتم إضافة صبغة بالإضافة إلى هذا الخليط ، مما يسهل التعرف عليها من قبل الأنواع.
أساس الطلاء هو سلك معدني رفيع. يعتمد النوع على العمل الذي من المقرر استخدام المنتج من أجله. في الأساس ، يتم استخدام أسلاك الفولاذ المقاوم للصدأ أو سلك الكربون لهذا الغرض.
ينتقل تيار كهربائي من خلال المنتج ، مصمم لتسخين وصهر السطح المعدني.
يواجه كل شخص عاجلاً أم آجلاً في الحياة مثل هذا الموقف عندما يكون من الضروري لحام شيء ما في الحياة اليومية بمساعدة اللحام الكهربائي والأجهزة. بادئ ذي بدء ، لهذا تحتاج إلى آلة لحام ، وبالطبع مهارات العمل ، لأنك بالتأكيد بحاجة إلى معرفة كيفية الطهي باستخدام الأقطاب الكهربائية بشكل صحيح.
مبدأ عملية اللحام الكهربائي
إذا كنت تطبخ باللحام الكهربائي في المنزل ، فاستخدم أي جهاز للحام ، تبلغ طاقته القصوى 160 أمبير. أثناء العمل ، يتم إثارة قوس بين مستوى قطعة العمل والقطب الكهربائي. للعمل الناجح ، يجب مراعاة قواعد معينة:
- من الضروري إرفاق سلك واحد بمستوى الأجزاء التي تحتاج إلى لحام ، والتي تنطلق من المحول - الكتلة ، ويجب إحضار السلك الآخر ، الذي يتصل به القطب إلى الحامل ، إلى مستوى موقع اللحام ويقودها مع نهاية المنتج. هذا سيخلق قوس.
- من أجل اللحام بشكل صحيح ، من الضروري اللحام بشكل صحيح بمساعدة الأقطاب الكهربائية. يتم تحقيق ذلك عن طريق اختيار المسافة المطلوبة من سطح المفصل. المسافة المثلى من 2 إلى 6 ملم. نتيجة العمل درجة حرارة عاليةالقوس ، يذوب المعدن على سطح اللحام ويملأ الأخدود الذي تم تشكيله في وقت تأثير القوس على السطح المعدني. إذا تم توجيه القطب بشكل صحيح ودقيق على طول التقاطع ، فإن هذا الأخدود مملوء بالمعدن المنصهر.
- يعد اختيار الأقطاب الكهربائية نفسها ذا أهمية كبيرة للحصول على نتيجة فعالة وعالية الجودة. للعمل ، تستخدم أنواعه: الفولاذ والنحاس والحديد الزهر والمعدن والنحاس. وهي مقسمة أيضًا إلى علامات تجارية ، على سبيل المثال ، 332 و 350 وغيرها. للإشارة إلى علاماتها ، يتم استخدام نوع من الفهرس ، يشير إلى معامل اللزوجة للحام ، وتشير الأرقام الموجودة في الفهرس إلى مستوى صلابة المعدن. القاعدة الأساسية التي يجب استخدامها في اختيارهم هي حساب سمك المعدن.
- لكي يكون اللحام ناجحًا ، من الضروري أن تكون قادرًا على إمساك قطب اللحام بشكل صحيح. يجب أن يكون هناك منحدر بحوالي 80 درجة باتجاه القوس. يمكن تحقيق حدوث القوس بطريقتين: الخدش (يجب تثبيت المنتج مثل عود الثقاب أثناء الاشتعال) والرفع (يتم الضغط عليهما على السطح ورفعهما أثناء ظهور القوس).
التماس الأفقي
من المهم ليس فقط الإمساك بقطب اللحام بشكل صحيح ، ولكن أيضًا لتحديد قوة التيار المطلوبة. إذا كان صغيرًا جدًا ، فسيخرج القوس باستمرار.
تتيح القدرة على إمساك القطب أثناء اللحام ملء يدك والطهي على مستوى أعلى وبسرعة أكبر.
حركة بعقب القطب أثناء اللحام
اختيار الكمية المناسبة
عملية مهمة للتحضير للعمل هي حساب العدد المطلوب من الأقطاب الكهربائية. في هذه الحالة ، من الضروري مراعاة هذه العوامل: سمك وكتلة المعدن ، وطول التماس. يتيح لك هذا الإجراء العمل بكفاءة واقتصادية ، بينما يقود القطب في نفس الوقت بالتساوي. يتم استخدام عدة طرق لحساب عددهم. الأكثر شيوعًا هو حساب وزن المعدن المصهور. وحدة القياس التي يُحسب بها عددها هي الكيلوجرام. الشراء هو نفقة كبيرة جدا. من أجل توفير القليل على الأقل عند الشراء ، من الضروري مراعاة نوعها وقوتها الحالية اللحام الصحيحقطب كهربائي.
يمكنك أيضًا استخدام العرض التلقائي أو شبه التلقائي عملية اللحام. تتكون هذه الطرق من حقيقة أنه من الضروري قيادة القطب في دائرة ، فهي تجعل من الممكن تقليل عددها بشكل كبير ، وهو أمر ضروري من أجل لحام الطائرات من الأجزاء والمعادن.
تعليمات
امسك الملاءات لبعضها البعض.
يتم تنفيذ عمليات التثبيت بواسطة وصلات قصيرة من التماس (حوالي 5-10 مم) بمسافة 50-100 مم على طول المفصل بالكامل. قيادة اللحاممع الانقطاع الدوري - إطفاء القوس (سحب القطب) و سريعإشعاله مرة أخرى حتى لا يتوفر للمعدن الوقت ليبرد. يعتمد وقت الاحتراق المستمر للقوس على سمك الورقة وقوة التيار. بالنسبة للورقة التي يبلغ سمكها 1 مم وأرق ، يجب أن تكون من 1-3 ثوانٍ.
قم بلحام الأوراق بالكامل
قم بلحام المفصل بدرز متقطع ، وتحريك القطب من وقت لآخر إلى منطقة مفصل (باردة) جديدة. سيؤدي ذلك إلى تجنب الالتواء القوي للمعدن - خاصةً إذا كان طول المفصل كبيرًا نسبيًا (أكثر من 200-250 مم). كلما كان طول التماس المستمر أقصر ، كلما قل الالتواء. ابدأ اللحام من إحدى حواف التماس ، ثم انقل إلى الحافة الأخرى ، ثم انتقل إلى المنتصف ، وهكذا.
لحام بعقب من معدن رقيق
تحقيق أدنى فجوة بين حواف الصلب بطول الوصلة بالكامل. الحالة المثالية هي الغياب التام للفجوة. للحام التناكبي للمعدن الرقيق ، استخدم بطانة إضافية تناسبها تحت المفصل. من الصعب جدًا لحام بعقب فولاذي رفيع (1 مم وأرق) بدون بطانة ، على الرغم من وجود لحام العاكسوالأقطاب الكهربائية الجيدة (المستوردة) ممكنة تمامًا. تكنولوجيا اللحام نفسها (اختيار تيار اللحام، واستخدام المسامير ، والتقطع ، وخطوات اللحام) يظل هو نفسه تمامًا مثل اللحام المتداخل.
اللحام بدعامة فولاذية غير قابلة للسحب
إذا كان تصميم الجزء يسمح بوجود بطانة غير قابلة للسحب ، فضع شريطًا من الصلب أسفل مفصل له نفس سماكة الصفيحة الرئيسية بعرض 13-15 مم. تأكد من أن المعدن الذي يتم لحامه مرتبط بإحكام به. ستسمح لك هذه البطانة بلحام الجزء ، حتى لو كانت هناك فجوة بعدة ملليمترات عند المفصل. البطانة في هذه الحالة ملحومة بالجزء.
اللحام ببطانة نحاسية
إذا كان وجود بطانة غير قابلة للإزالة أمرًا غير مقبول ، فضع شريطًا من النحاس أسفل المفصل (كلما كان ذلك أكثر سمكًا ، انه أفضل). سوف يتحول النحاس بحرارةومنع احتراق الملاءات. بعد اللحام ، قم بإزالة البطانة.
اللحام بدعامة فولاذية قابلة للسحب
إذا كانت الدعامة غير القابلة للإزالة غير مقبولة وكان الشريط النحاسي غير متوفر ، فقم بلحام الجزء بالدعامة الفولاذية وقم بإزالته بعناية باستخدام مطحنة زاوية. آلة.
اللحام هو عملية تكوين مفاصل دائمة بسبب حدوث روابط بين الذرات بين المواد التي يتم لحامها أثناء تسخينها أو تشوهها. لا يمكن اللحام فقط فلزق ، ولكن أيضا من البلاستيك. في أغلب الأحيان ، يتعين على المرء أن يتعامل مع اللحام الكهربائي للفولاذ واللحام الحراري للبلاستيك.
سوف تحتاج
- - آلة لحام لحام القوس الكهربائي ؛
- - اللحام بالغاز؛
- - اسلاك اللحام؛
- - آلة لحام الأنابيب البلاستيكية.
- - جهاز تسخين (مكواة ، موقد كهربائي ، إلخ).
تعليمات
أنت بحاجة إلى معرفة أنه لا يُسمح إلا بالملحقات المخصصة لتصنيع المنتجات المدلفنة بالفولاذ المقاوم للصدأ. هذا هو طحن عجلاتوأشرطة ، فرش من الفولاذ المقاوم للصدأ ، طلقات لتفجير الرصاص. يرجى ملاحظة أنه في بعض الأحيان لا يمكن معالجة اللقطات الفولاذية والزجاجية الأخرى الموادمثل الفولاذ الكربوني.
واحدة من أكثر طرق فعالةيعتبر التخليل بعد معالجة اللحامات. عند استخدامه بشكل صحيح ، يمكن للتخليل أن يزيل طبقة الأكسيد الضارة وكذلك منطقة الكروم المستنفدة.
اعتمادًا على الظروف المحددة ، يتم إجراء النقش عن طريق الغمس أو التطبيق على السطح أو طلاء المنتجات بعجينة. في أغلب الأحيان ، يتم استخدام حمض مختلط مع الماء. يعتمد وقت تخليل الفولاذ المقاوم للصدأ على تركيز الأحماض وسمك المقياس ودرجة الحرارة و أصنافالفولاذ المقاوم للصدأ.
المرحلة الأخيرة من المعالجة عند لحام "الفولاذ المقاوم للصدأ" - رفع درجة الخشونة اللحامإلى المؤشر المقابل للورقة الرئيسية. يتم تحقيق ذلك عن طريق الطحن والتلميع بعد النقش. يعزز هذا العلاج عادة مقاومة الهيكل للتآكل.
مصادر:
- لحام الفولاذ المقاوم للصدأ ، ميزات اللحام.
من أجل معرفة كيفية لحام المعدن بشكل صحيح عن طريق اللحام الكهربائي ، عليك أن تفهم أننا نتحدث عن اللحام ، وليس عن عملية صهر المعادن ، ولماذا هذه المعرفة مطلوبة. رئيس إنتاج اللحاممع الكمية الحالية من المواد التعليمية ، فمن الممكن في المنزل ، ولكن فقط للاحتياجات المنزلية الخاصة بك. إذا كنا نتحدث عن تقديم الخدمات ، فهذا يستلزم مسؤولية معينة عن جودة العمل ، وبالتالي فمن الأفضل اكتساب المعرفة والخبرة في المؤسسات التعليمية المتخصصة.
يسمى لحام الأشياء في الحالة الصلبة عن طريق التسخين والصهر باستخدام الطاقة الانتقائية باللحام الكهربائي.
تتم العملية تحت تأثير مباشر لقوس كهربائي ، تتجاوز درجة حرارته درجة انصهار أي من المعادن المعروفة وسبائكها وتبلغ 7000 درجة مئوية.
يتطلب لحام الفولاذ المقاوم للصدأ باللحام الكهربائي أقطابًا كهربائية خاصة
يتكون القوس من إمداد الطاقة الكهربائية للجهد المباشر أو المتناوب من محول اللحامللقطب والكائن الملحوم. تحت تأثير درجة الحرارة المرتفعة الناتجة ، تذوب المعادن وتشكل حوض لحام ، تختلط فيه ، وتطفو الشوائب الموجودة فيها على شكل خبث على السطح وتشكل طبقة واقية. تبرد المعادن وتتصلب وتتشكل وصلة ملحومةأو التماس. يتم إزالة الخبث المجمد. للحام والمستهلكات و أقطاب كهربائية غير قابلة للاستهلاك، وكذلك أسلاك الحشو و الغازات الواقيةوالمخاليط.
حسب درجة الميكنة ينقسم اللحام إلى:
القوس الكهربائييمكن أن تترك حروقًا في الجسم والعينين- كتيب؛
- شبه آلي.
- تلقائي.
يمكن تشكيل قوس كهربائي باستخدام التيار المباشرقطبية مباشرة ، عندما يكون القطب السالب متصلاً بالقطب الكهربي ، و عكس القطبية- القطب الموجب على القطب. يمكن أيضًا أن تتولد عن طريق التيار المتردد. يمكن أن يتشكل القوس ليس فقط بين المنتج والإلكترود ، ولكن أيضًا بين الأقطاب الكهربائية. يسمى هذا القوس العمل غير المباشر أو المستقل. يمكن أن يكون القوس أثناء اللحام مفتوحًا للمراقبة ، مغلقًا ونصف مفتوح. هذا الاختلاف مهم بشكل خاص في الاعتبار عند مراعاة لوائح السلامة وحماية أعضاء الرؤية باستخدام مرشحات خاصة من حروق الأشعة فوق البنفسجية.
يجب الانتباه أيضًا إلى الحماية من الهواء المحيط في منطقة اللحام. يمكن أن تنطلق الحماية من الخبث أثناء الصهر والغاز والتدفق.
التدفق هو مادة خاصة أو خليط من مواد متعددة، وهو محمي من تأثير الغلاف الجوي ، لتثبيت احتراق القوس وإعطاءه خط اللحامخصائص إضافية. عادة ، يتم تطبيق هذا الخليط على القطب.
التكنولوجيا والتدريب
 وزرة لحام
وزرة لحام تبدأ عملية اللحام المعدني ، باللحام الكهربائي وبطرق أخرى ، باختيار ملابس ومعدات العمل. للحام الكهربائي تحتاج:
- قناع أو نظارات واقية لحماية العينين باستخدام مرشح ضوء خاص ؛
- القفازات ، ويفضل الجلد المدبوغ ؛
- ملابس بأكمام طويلة
- أحذية مغلقة.
من المعدات:
- آلة لحام؛
- محول للتحويل التيار المتناوبإلى دائم
- وشملت الأقطاب الكهربائية.
- مطرقة وأداة أخرى لطرق الخبث وتنظيف التماس.
 مجموعة اللحام: قناع واقي وجهاز وأقطاب كهربائية
مجموعة اللحام: قناع واقي وجهاز وأقطاب كهربائية يعتمد تعلم ولحام المعدن بشكل صحيح عن طريق اللحام الكهربائي فقط على اختيار المعدات ، وقبل كل شيء ، الأقطاب الكهربائية. تعتمد جودة اللحام على الطلاء أو الطلاء. تحت تأثير درجة الحرارة ، يتحول الطلاء إلى منطقة غاز فوق حمام المعادن المنصهرة للقاعدة والإلكترود ، مما يمنع الهواء من التأثير على عملية اندماجها.
خبرة أعمال اللحاممن الأفضل أن تتلقى تحت إشراف مرشد محترف ، لأنه غالبًا ما يحدث اختيار المعدات وطريقة عملها والمواد الاستهلاكية ووضع العناصر المتصلة وسرعة حركة القوس وما إلى ذلك بشكل تجريبي ، أي ، عن طريق المحاكمة. مع الخبرة والمهارات وتوحيد الحركة وجودة الحافة والتماس ستأتي.
ميزات العمل بمعدن رقيق
 يتطلب لحام المعدن الرقيق خبرة
يتطلب لحام المعدن الرقيق خبرة معدن يصل سمكه إلى 3 مم. أو رقيقًا جدًا لإنتاج المنتجات المستخدمة في الحياة اليومية. لذلك ، فإن إصلاحها ، بما في ذلك اللحام ، هو سؤال يُطرح في كثير من الأحيان ، وبكل المقاييس ، لا يتطلب الاتصال بالمتخصصين ، ولكن يمكن إجراؤه في المنزل. ومع ذلك ، فإن الأمر ليس بهذه البساطة كما يبدو للوهلة الأولى.
إذا كنت بحاجة إلى اللحام باللحام الكهربائي معدن رقيق، فإن اختيار المعدات وقوتها ونوع القطب الكهربائي واللحام يتطلب نهجًا مع معرفة بالموضوع والخبرة.
هناك العديد من ميزات اللحام. الشيء الرئيسي الذي هو واضح تماما هو سمكها. مع أي حركة غير مبالية ، قد يظهر ثقب محترق جديد وغير ضروري تمامًا في المنتج. من ناحية أخرى ، "الحساسية" المفرطة لن تخلق اللحام الضروري وسوف ينهار المفصل.
 لوح من الفولاذ المقاوم للصدأ يصل سمكه إلى 3 مم
لوح من الفولاذ المقاوم للصدأ يصل سمكه إلى 3 مم للعمل بمعدن رقيق ، يتم استخدام تيارات "صغيرة" ، لذلك يجب إبقاء القطب بالقرب من المنتج قدر الإمكان ، وإلا سيختفي القوس الملحوم وسيتوقف الذوبان. بالإضافة إلى ذلك ، لكل معدن ، من الضروري تحضير الحواف الملحومة بشكل خاص نوع مختلفوموقع اللحامات وهلم جرا.
قبل البدء في العمل ، من الضروري اختيار القطب الصحيح. قطرها يعتمد بشكل مباشر على سمك المعدن الملحوم. أرق المعدن ، أصغر قطر. يجب أن يتوافق التيار المستخدم في اللحام مع معلمات المعدن والإلكترود. على سبيل المثال ، سمك الصفيحة 3 مم ، وقطر القطب 3 مم ، وقوة التيار من 140 إلى 180 أ. كلما كان العرض والقطر أصغر ، قلت قوة التيار. استخدام التيارات "المنخفضة" لا يجعل من الممكن استخدام الأقطاب الكهربائية مع أي نوع من الطلاء. من الضروري تحديد فقط تلك التي ستوفر الإثارة السهلة والحرق المستقر للقوس ، وستكون أيضًا ذات ذوبان بطيء بمعدن سائل.
 ماكينة لحام شبه اوتوماتيكية
ماكينة لحام شبه اوتوماتيكية إذا كانت لديك معرفة ، فيمكنك تعويض الخبرة غير الكافية أو نقصها باستخدام المعدات المستخدمة. من الأسهل والأكثر إنتاجية العمل مع آلة اللحام شبه الأوتوماتيكية مقارنة بالآلة اليدوية. بادئ ذي بدء ، إنه يؤثر على جودة اللحام. يمكن تطبيقه بعدة طرق ، والتي من خلالها يتضح أنها صلبة أو منقطة أو متداخلة. من أجل التماس المستمر ، من الضروري تحديد القوة الحالية بشكل صحيح. يوصى بالبدء بـ 40-60 A. ثم تحديد سرعة اللحام. إذا كان سريعًا جدًا ، فلن يغلي التماس ولن يكون هناك اتصال ، وإذا كان بطيئًا ، فقد تحدث حروق وثقوب.
- على سبيل المثال ، لحام ورقة بسمك 0.5 مم ، يتم استخدام أقطاب كهربائية بقطر 1 مم وتيار 10-20 أ.
- يتم لحام المعدن الذي يبلغ قطره 1.2 مم بقطب كهربائي من 1.6 - 2 مم عند تيار 30-35 أ.
- للحصول على سمك 2 مم ، يلزم وجود أقطاب كهربائية 2.5 مم وتيار يصل إلى 65 أمبير.
- بالنسبة للدرزات المتداخلة ، يوصى بزيادة القوة الحالية بنسبة 15٪ وللحامات الصلبة ذات اتصال نقطة الإنطلاقبنسبة 20٪.
قد يختلف الطلاء بشكل كبير في تكوين العناصر المكونة له. عادة ما يعتمد على تركيز التيتانيوم. خلاف ذلك ، تختلف التراكيب بشكل كبير. قد تحتوي على:
- المنغنيز.
- نترات البوتاسيوم؛
- الفلسبار.
- الدكسترين ، إلخ.
يمكنك تطبيق خط اللحام في اتجاه مناسب للعامل أو بناءً على موقع الأسطح المراد لحامها.
اللحام شبه الأوتوماتيكيأسهل بكثير للعمل مع المعادن الرقيقةومع ذلك ، فقد أظهرت الممارسة أن اللحام في الاتجاه "من أعلى إلى أسفل" يعطي أفضل نتيجة ممكنة.
تتم أعمال اللحام باستخدام أقطاب الجرافيت المستهلكة وغير الاستهلاكية. يتم الاتصال باستخدام الجرافيت عن طريق إذابة حواف الأجزاء أو باستخدام سلك حشو.
يعتمد عمل اللحام على تأثير العديد من العوامل والظروف. تتطلب كل حالة محددة نهجها وطريقتها ومعداتها وموادها الاستهلاكية. يتم اختيار كل ما هو ضروري بشكل تجريبي. من خلال الخبرة ، سيقل وقت إجراء التوصيلات التجريبية ، وسيقل اختيار المعدات والمواد ، وستتحسن جودة التماس وتوحيده.
ستانلس ستيل
 تتطلب سبائك الصلب أقطابًا خاصة لـ لحام القوس
تتطلب سبائك الصلب أقطابًا خاصة لـ لحام القوس هناك أيضًا بعض الخصائص المميزة عند لحام سبائك الفولاذ. إذا كان يحتوي على من 12 إلى 20 ٪ من الكروم ، فإن هذا الفولاذ يسمى الفولاذ المقاوم للصدأ. إلى جانب الكروم ، يحتوي هذا الفولاذ على مواد أخرى تشكل خواصه الفيزيائية والكيميائية المحددة. يعتمد عليهم قدرتها على اللحام والطريقة التي يمكن بها توصيل العناصر المصنوعة منها.
لحام الأرجون واحد من طرق أفضلربط الفولاذ المقاوم للصدأفي "الفولاذ المقاوم للصدأ" يتم تقليل التوصيل الحراري بمقدار 1.5 - 2 مرة. لماذا تذوب بسهولة أكبر ، مما يعني أنه عند اللحام ، من الضروري استخدام تيارات أقل قوة. للغرض نفسه ، حتى لا ترتفع درجة حرارة الأقطاب الكهربائية ذات قضبان الكروم والنيكل ، لا يزيد طولها عن 350 سم.هذا الفولاذ ، بسبب معامل التمدد الخطي العالي ، يمكن أن يتشقق بعد اللحام عند التبريد ، إذا لم تكن الفجوة الكافية يتم الحفاظ عليها عند الانضمام إلى الحواف. يجب أن يؤخذ في الاعتبار أنه بعد المعالجة الحرارية ، قد يفقد الفولاذ المحتوي على الكروم خصائصه المضادة للتآكل. من أجل تجنب مثل هذا التأثير "غير السار" ، يجب تبريد مكان التسخين بسرعة.
يمكن لحام اللحام الكهربائي "الفولاذ المقاوم للصدأ" بعدة طرق. هناك ثلاث طرق:
- أقطاب كهربائية مغلفة
- في بيئة غاز الأرجون ؛
- باستخدام سلك غير قابل للصدأ.
على أي حال ، قبل اللحام ، يجب معالجة حواف الأسطح المخططة للتوصيل: تنظيفها وغسلها بمذيب.
يتم اختيار طريقة اللحام اعتمادًا على سمك المعدن ، ومتطلبات جودة التماس والمعدات المتاحة ، بالإضافة إلى الاعتبار الإلزامي لخصائص الفولاذ المخلوط.
اللحام الفولاذ المقاوم للصدأوالمعدن "الحديدية" ممكن باستخدام سلك حشو خاص وأقطاب كهربائية.
الأوقات عند أصحابها معدات لحامفي ورش العمل المنزلية ، يمكنك الاعتماد على الأصابع ، مرت. اليوم ، يقدم المصنعون للمستهلكين أنواعًا مختلفة من آلات اللحام. هذه الأجهزة تجعل الحياة أسهل للحرفيين الهواة. لقد أتقن الكثير منهم بالفعل علم اللحام الكهربائي عن طريق التجربة والخطأ ، لكن لا يزال يتعين على البعض السير على هذا النحو. بالطبع ، لكي يتم إجراء اللحام على مستوى احترافي عالٍ ، فأنت بحاجة إلى الدراسة لأكثر من شهر واكتساب خبرة عملية على مر السنين. لكن معرفة كيفية الطهي باستخدام الأقطاب الكهربائية بشكل صحيح سيساعدك على القيام بمعظم أعمال اللحام في المنزل أو في المرآب أو في البلد ، دون اللجوء إلى خدمات أخصائي معتمد. يمكنك بالتأكيد بناء حفلة شواء وبوابة وسياج وشرفة والمزيد بنفسك بعد بضعة أسابيع من التدريب.
الشكل 1. مخطط جهاز اللحام الكهربائي.
أنواع الأقطاب الكهربائية وهيكلها وتكوينها
لا يهتم معظم عمال اللحام المنزليين بهيكل القطب الكهربائي وتكوين المواد الموجودة فيه. يقسمون الأقطاب الكهربائية إلى "أسود" و "صلب لا يصدأ". حسنًا ، يقوم المصنعون بتسمية منتجاتهم ، وتتم كتابة الصناديق التي تحتوي على أقطاب كهربائية بالتفصيل حول المعادن المخصصة لها. حتى أن هناك صبغًا لطلائها من أجل التمييز بين الأقطاب الكهربائية للغرض المقصود منها. ومع ذلك ، من أجل إتقان مهارة العمل مع القطب في المستقبل ، من الضروري أن تتعرف على أنواعها:
- لحام الكربون وسبائك الفولاذ المنخفض ؛
- لحام الفولاذ عالي السبائك ؛
- لحام سبائك الفولاذ المقاوم للحرارة.
- لحام الحديد الزهر.
- لحام المعادن غير الحديدية.
- لسبائك اللحام والفولاذ غير المتجانس ؛
- للظهور
- لقطع المعادن.

الشكل 2. مخطط موقع القطب أثناء اللحام.
بغض النظر عن الغرض ، فإن الأقطاب الكهربائية لها هيكل مشترك. وهي تتكون من قضيب وطبقة واقية (طلاء) ، مما يضمن احتراق القوس وحماية التماس الملحوم من تأثيرات الغلاف الجوي. على جانب واحد ، يكون القضيب عاريًا بمقدار 2-5 سم للتوصيل بالحامل ؛ وفي الطرف المقابل ، يتم تنظيف القطب الكهربائي من الطلاء لخلق اتصال مع السطح المراد لحامه (الشكل 1).
يتكون السلك الأساسي من الكربون أو السبائك أو الفولاذ عالي السبائك ، ويتكون الطلاء من 3 أنواع من الطلاءات:
- حمض الخام
- الروتيل.
- فلوريد الكالسيوم.
تحدد المواد المستخدمة في تصنيع الأقطاب الكهربائية نطاق تطبيقها.
كيفية اختيار قضيب القطب الصحيح وقوة التيار؟
من أجل اللحام بالأقطاب الكهربائية بشكل صحيح ، يجب أن تكون قادرًا على اختيارها اعتمادًا على سمك المنتجات المراد لحامها ، لأنه يمكن حرق المعدن الرقيق إذا تم استخدام قضيب لحام سميك. يبدو اختيار قسمها كما يلي:
- إذا كان سمك المعدن من 1.1 إلى 2 مم ، فإن قطر السلك هو 1.5-2 مم ؛
- 3 مم معدن - 2.5 و 3 مم قضيب ؛
- غليان بسمك 4-5 مم بأقطاب 3 و 4 مم ؛
- يتم غلي الفولاذ الذي يتراوح سمكه من 6 إلى 8 مم في "أربع" ؛
- من 9 إلى 12 مم - أقطاب كهربائية 4 و 5 مم ؛
- بسماكة 13 إلى 15 مم ، يجب أن تكون قضبان 5 مم قادرة بالفعل على التعامل.

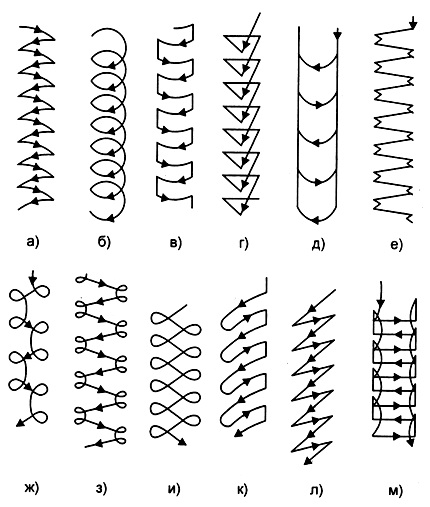
الشكل 3. مخططات حركة القطب أثناء اللحام.
السؤال هنا هو لماذا يستحيل استخدام ، على سبيل المثال ، "أربعة" أو "خمسة" لحام الصفائح الرقيقة؟ الحقيقة هي أن الاحتراق الموثوق به للقوس أثناء تشغيل قضبان الأقسام المختلفة يمكن ضمانه من خلال قوى التيار المختلفة. قطب 2 مم عند تيار 50-60 أمبير سوف يقوم بعمل ممتاز ، وقطب 5 مم ، إذا لم يلتصق ، سوف يقوم ببساطة "بقطع الشرر". من ناحية أخرى ، يعمل "الخمسة" بشكل جيد عند 160 أ ، ولكن بسبب القوس القوي جدًا ، سيتحول المعدن الرقيق ببساطة إلى قطرات. يوضح ما يلي نطاقات القوة الحالية للعمل مع أقطاب كهربائية بأقطار مقطعية مختلفة:
- 1.6 مم - 35-60 أ ؛
- 2 مم - 30-80 أ ؛
- 2.5 مم - 50-110 أ ؛
- 3 مم - 70-130 أ ؛
- 4 مم - 110-170 أ ؛
- 5 مم - 150-220 أ.
إنها تقريبية إلى حد ما ، حيث أن كل آلة لحام "فريدة". بالإضافة إلى ذلك ، فهي تعتمد على الجهد في الشبكة. ويرجع انتشار القيم إلى حقيقة أن المعدن يتم لحامه عند أدنى تيار ، ويتم قطعه على أعلى مستوى. وتجدر الإشارة إلى أن معظم أعمال اللحام في الحياة اليومية تتم باستخدام أقطاب 2 و 3 مم ، ونادرًا ما يتم استخدام "الخمسات" على المستوى غير الاحترافي. لذلك ، لا يجب أن تدفع مبالغ زائدة عند الشراء آلة لحامللتيار الزائد ، والذي من غير المرجح أن يتم ضبطه عند الضرورة. ستكون المعدات التي تدعم 160 أ كافية تمامًا لظروف المنزل.
كيف تمسك القطب؟

لا يعني الاختيار الصحيح للقطب الكهربي وتنظيم القوة الحالية في الجهاز أنه يمكنك لحام زاويتين أو صفائح فولاذية معًا بجودة عالية. بالطبع لم تنسى توصيل كتلة بأحدهم ، ولكن عليك أيضًا أن تكون قادرًا على إمساك القطب بالزاوية المطلوبة للأسطح المراد لحامها وتوجيهها بشكل صحيح لمنع ارتفاع درجة الحرارة أو الاحتراق أو نقص لحام الحواف.
أولاً ، يجب أن تشبه اللمسة الأولية لقضيب الإلكترود للمعدن لمسة خفيفة من تطابق على طلاء علبة الثقاب. ثانيًا ، يمكنك إغلاق الدائرة عن طريق النقر على القطب. اختيار الطريقة متروك لك ، ولكن بمجرد تكوين القوس ، لن تحتاج إلى الضغط على السلك إلى موقع اللحام ، ما لم ترغب بالطبع في إذابة القطب أو الفولاذ المتداول. مع القليل من الممارسة ، ستتعلم ، بعد ظهور القوس ، إبقاء نهاية القضيب 2-5 مم من خط اللحام. يجب وضع القطب نفسه عموديًا على مستوى خط اللحام (الشكل 2 أ) ، ولكن بميل 105 درجة إلى المنطقة الملحومة بالفعل (الشكل 2 ب). ليس من الضروري قيادة القطب على طول اللحام ، مثل قلم رصاص على طول المسطرة. قم بإرخاء الفرشاة وتأكد من أن طرف القضيب يقوم بحركات مكوكية (الشكل 3.).
مع مثل هذه الحركة ، فإن جسم السلك ، الذوبان ، سيربط بشكل أفضل حواف قطع العمل المراد لحامها. في البداية ، ستكون قادرًا على إتقان أبسط حركة متعرجة للإلكترود ، وفي المستقبل ستتمكن من استخدام طبقات أكثر تعقيدًا ولكن موثوقة. سوف يتم وضعهم بشكل أكثر جمالًا ، وستزيد سرعة اللحام بشكل ملحوظ.
الخبز في الفرن
ومع ذلك ، يجب ذكر عامل ، بسببه لن تتمكن من بدء الطهي بشكل صحيح ، حتى باستخدام اليد المحشوة ، واختيار الأقطاب الكهربائية المناسبة وضبط قوة التيار المطلوبة. هذا العامل هو رطوبة الطلاء. عند إنتاج الأقطاب الكهربائية ، يقوم المصنعون بتجفيفها تمامًا ، لكن شروط التخزين الإضافي لا تفي دائمًا بالمتطلبات. هذا ينطبق على تجار الجملة والمحلات التجارية والورش المنزلية. يقوم المصنعون أحيانًا بتعبئة منتجاتهم في عبوات بلاستيكية ، ولكن بعد الفتح لم يعد بإمكانهم توفير الحماية من الرطوبة للطلاء المرطب. عند استخدام أقطاب كهربائية رطبة ، فإنك تواجه المشكلات التالية:
- إلتصاق القضيب وزيادة وقت اللحام ؛
- تشكيل الناسور في المعدن الملحوم ؛
- تشكيل المسام (قذائف) في التماس نفسه.
ومع ذلك ، هناك طرق للتعامل مع الرطوبة الزائدة في الطلاء الواقي للأقطاب الكهربائية. يجب أن يتم تحميصها لبعض الوقت في الفرن. في كثير من الأحيان ، يكتب المصنعون على عبوات مع منتجاتهم عن وقت ودرجة حرارة التكليس. اعتمادًا على نوع المنتج ، يمكن أن يستغرق التجفيف من 1 إلى 5 ساعات عند درجة حرارة من 250 إلى 350 درجة.
بعد التكليس ، يفقد الطلاء الرطوبة ، لكنه يظل كما هو مسترطب ، لذلك من الأفضل تخزين الأقطاب الكهربائية المتبقية بعد العملية في مكان جاف ، أو الأفضل وضعها في البولي إيثيلين.
ربما ، هناك ما يكفي من المعلومات لبدء إتقان العمل الرائع ، وهو اللحام بالأقطاب الكهربائية.



