تقنية صنع الوصلات الملحومة
- لا تسمح حواف القطع للخبث السائل بالتصريف على طول حواف الأسطوانة ؛
- يوجد خبث لكل وحدة مساحة من سطح معدن اللحام أكثر مما هو عليه عند لحام حبة على سطح مفتوح ؛
- بسبب الكمية الكبيرة من الخبث السائل ، فإنه يتدحرج على قوس اللحام ؛
- يتدفق الخبث المتدفق إلى أسفل القطع ويتدخل عملية اللحاممما يؤدي إلى عدم الانصهار والتشقق وفي هذه الحالة يجب أن يتم اللحام "بزاوية خلفية". عندما تخضع منتجات اللحام الحساسة لجميع أنواع التحكم ، يتم فرض متطلبات خاصة على اللحامات التناكبية عند إجراء جميع العمليات.
جذر التماس.
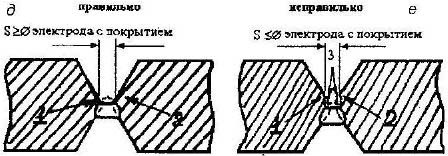
يتم فرض متطلبات خاصة على لحام جذر التماس ، والذي يتكون من الحبة الأولى - "اللحام في الفجوة" والثانية - "اللحام من الجانب الخلفي".
تعتمد جودة لحام الجذر على:
- من جودة أسطوانة الجذر الأولى المشكلة.
- من إعداد عالي الجودة للجانب العكسي لجذر التماس للحام الخرزة الثانية.
- من اللحام عالي الجودة لأسطوانة الجذر الثانية (الأسطوانة على الجانب الخلفي).
لحام أول حبة جذر في مفصل المؤخرة.
يعد لحام حبة الجذر الأولى في مفصل تناكبي هو الأصعب ويتطلب مهارات خاصة وكثيرًا من التدريب من عامل اللحام.
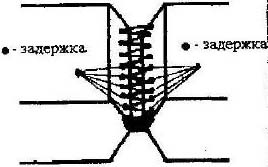
الصورة 1 .
يجب أن تكون الحبة المكتملة "طبيعية" أو "مقعرة" ، مع اختراق من كلا الحافتين ، بدون تقطيع ، مع تشكيل جيد على الجانب الخلفي. كل هذا يتحقق مع مجموعة معينة من الاختيار تيار اللحاموسرعة اللحام وطول القوس والإمالة ومعالجة القطب.
عند لحام أول حبة جذر في فجوة باستخدام V-groove (الشكل 1 أ) ، يتم استخدام قطب كهربائي بقطر 3 مم ، تيار لحام في حدود 85 ± 5 أمبير ، اعتمادًا على سمك المعدن ، فجوة وبليد.
عند اللحام على شكل V (الشكل 1 ب) والأخدود على شكل X (الشكل 1 ج) ، يتم استخدام أقطاب كهربائية بقطر 3-4 مم (يوصى باستخدام قطب كهربائي بقطر 4 مم). يبلغ طول حبة قطب كهربائي واحد بقطر 4 مم 2-3 مرات أكبر من طول الخرزة الملحومة بواسطة قطب كهربائي بقطر 3 مم. يتم تقليل عدد وصلات الإلكترود (بداية اللحام ونهايته) ، مما يقلل من احتمالية حدوث عيوب ويزيد الإنتاجية بشكل كبير. تيار اللحام لقطب كهربائي بقطر 3 مم - 90 أمبير ± 5 أ ، 4 مم - 140 أمبير ± 5 أ.
بعد اختيار قطر القطب الكهربائي وتيار اللحام ، اعتمادًا على التجميع والظروف المذكورة أعلاه ، يوصى بلحام فجوة الخرزة الأولى بثلاث طرق:
الطريقة الأولى - بدون معالجة (الشكل 2) ، هذه الطريقة ممكنة مع مزيج من الحد الأدنى للتيار الموصى به في الشكل V والحد الأدنى أو المتوسط في الأخدود على شكل X ، ومتوسط طول القوس مع فجوة معينة وتقليل الحواف وسماكة المعدن. مراقبة ذوبان كل من الحواف ونفخ قوس اللحام وملء الفجوة بمعدن القطب السائل ، من الضروري إجراء حركة انتقالية بسرعة معينة ، والتي لا تسمح بوجود فجوات في اتصال الحافة بسرعة عالية وحروق بسرعة منخفضة.

الشكل 2. اللحام المفاصل بعقبفي الموضع السفلي: لحام الحبة الأولى بدون معالجة.
يجب أن تظل زاوية ميل القطب بالنسبة لاتجاه اللحام عند 90 ± 10 °. لا يمكن اللحام بزاوية "قائمة" و "زاوية أمامية" في الأخدود إلا عند لحام الخرزة الأولى في الفجوة ، لأن يتدفق جزء من الخبث السائل الذي يمر في المقدمة إلى الفجوة ويحمي معدن اللحام السائل من الجزء الخلفي من المنتج.
في حالة وجود فجوة غير كافية (أثناء التجميع) أو روابط الحواف وأسباب أخرى أثناء عملية اللحام ، فإن الخبث الموجود في المقدمة ليس لديه وقت للتصريف في الفجوة ويتراكم بشكل مفرط أمام القطب ، مما قد يؤدي إلى نقص اختراق جذر اللحام.
في هذه الحالة ، من الضروري اللحام "بزاوية خلفية".
في حالة ما إذا كانت الفجوة ، بالاقتران مع المعلمات الأخرى ، كبيرة وكان الاختراق المفرط أو اللحام على وشك الاحتراق ، فمن الضروري استخدام اللحام بزاوية أمامية. في هذه الحالة ، لا يحدث التأثير على الصراحة والفجوة في شكل مباشر ("قوس مفتوح") ، مع أقصى اختراق ، ولكن من خلال المعدن السائل الذي يمضي قليلاً إلى الأمام. في الوقت نفسه ، لاحظ بعناية أن المعدن السائل يسير أمام القطب الكهربائي (اتضح ، كما كان ، من خلال الحركة الانتقالية للقطب الكهربي ، "نلف" المعدن السائل في المقدمة) ، يذوب كلا حافتي الصراحة ، وربطها بمعدن القطب. هذا ممكن عند سرعة لحام معينة ، والتي يجب أن يحددها عامل اللحام.
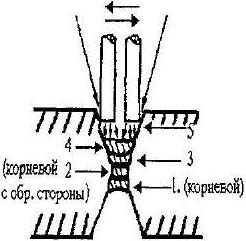
الطريقة الثانية - مع التلاعب بالقطب الكهربي - "ذهابًا وإيابًا". دون تغيير منحدر القطب ، لتجنب الاحتراق من خلال العمل "بقوس مفتوح" على حواف الفجوة ، قم بإجراء حركات ترددية. عند العودة إلى أسطوانة التبلور (8-12 مم) ، يبرد المكان الذي تمر فيه الحفرة إلى الفجوة. ثم تحرك للأمام مرة أخرى ، وقم بإذابة حافة الحفرة وحواف الصراخ في الفجوة بقوس مفتوح.
تعتمد مسافة مرور القوس المفتوح على الفجوة على جميع الشروط المذكورة أعلاه. لذلك ، يجب على عامل اللحام نفسه التنقل واختيار الخيار الأفضل.
الشكل 3
مفاصل اللحام في الموضع السفلي
مع التلاعب بالقطب الكهربي.
الطريقة الثالثة - مع التلاعب بالقطب الكهربي (الشكل 3) - "السلم" ، في حالة حدوث اختراق مفرط ، يوصى بإجراء حركات تذبذبية عرضية من حافة إلى أخرى. الانتقال عبر الفجوة مهم جدا. إذا لم تذوب حواف الصراحة ، فإن الانتقال يكون سريعًا جدًا وطول القوس طويل جدًا. عند المرور فوق الفجوة ، من الضروري تقليل طول القوس ، وعند الاقتراب من حافة القطع ، قم بتسلقه قليلاً وصنع قوسًا قصيرًا في مكان التأخير (كما لو كان يضغط على القطب ضد قطعة العمل). التأخير ضروري لإزالة الحرارة من الفجوة ، وتسخين الحافة ، وملء الحفرة بمعدن قطب كهربائي. يجب أن يتم الانتقال إلى الحافة الأخرى (بدون ضجة) بهدوء (لتجنب تقويض الحافة). اعتمادًا على تغلغل الحواف المتدنية ، قم بالمرور إما عبر الفجوة (كما لو كانت تنازلية) أو فوق الفجوة ، مع الحفاظ على الارتفاع المحدد للأسطوانة من الفجوة. ميل القطب بالنسبة لاتجاه اللحام 90 درجة ± 10 درجة
من الأهمية بمكان بالنسبة لجودة أسطوانة الجذر بداية اللحام ونهايته (عند استبدال القطب الكهربائي).
مع عدم كفاية المؤهلات للحام ، عند لحام حبة الجذر الأولى (في الفجوة) ، تتشكل "الدمامل" على الجانب الخلفي عند نقاط ربط الأقطاب أثناء تشكيل جذر اللحام ، أي عدم الانصهار العميق (الشكل 4). من الضروري إجراء اختيار ميكانيكي عميق للجانب العكسي لممر الجذر ، حتى في وجود حبة خلفية جيدة التكوين.
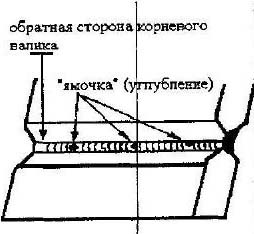
الشكل 4.
من أجل تجنب أخذ العينات ، من الضروري:
1. لم يتجاوز ارتفاع أسطوانة الجذر قطر القطب.
2. ظلت الحفرة في نهاية القطب الكهربائي مسطحة.
3. قبل إشعال قطب كهربائي جديد ، قم بتنظيف الحفرة بعناية وخاصة نهاية الحفرة التي تمر في الفجوة ، والفجوة نفسها من الخبث المتصلب. إذا لزم الأمر ، قم بتنظيف الحفرة ميكانيكيًا مع انتقال سلس إلى الفجوة.
4. أشعل القطب الجديد في الجزء العلوي من الحفرة عن طريق توصيل القشرة الأولى إلى آخر تقشر من حبة المجمدة (الشكل 5).

الشكل 5.
عند النزول إلى الحفرة من الموضع (1) إلى الفجوة ، من الضروري منع تسرب الخبث السائل تحت القوس إلى الفجوة (عن طريق اختيار الزاوية اليمنى للإلكترود وسرعة التقدم). قبل الوصول إلى نهاية الحفرة ، من الموضع 2 ، حرك القطب بسرعة (في نفس الوقت قم بمحاذاة منحدر القطب إلى 90 درجة في اتجاه اللحام) إلى الموضع 3 ، والعمل بقوس مفتوح ، قم بتأخير مركز القوس عند النقطة التي تمر فيها الحفرة في الفجوة بطول قوس قصير. يتم تحديد وقت التأخير على النحو التالي. في البداية ، يتم احتراق معظم القوس على الجانب الآخر من الفجوة ، أي على الجانب الخلفي ، مما يسمح لك بإذابة العبور على كلا الجانبين. وبعد أن يملأ القطب المعدني الفجوة في مكان التأخير وسيحترق القوس بشكل أساسي من جانب اللحام ، ابدأ الحركة الانتقالية بإحدى الطرق التي يختارها عامل اللحام. كل هذا سيجعل من الممكن تشكيل جذر التماس على الجانب الخلفي مع الحد الأدنى من الاختلافات في الأماكن التي يتم فيها استبدال الأقطاب الكهربائية وتجنب "الدمامل" العميقة. مع لفة عكسية جيدة التشكيل ، لا يلزم السحب ، مما يقلل من استهلاك المواد ويزيد من إنتاجية العمالة.
ملحوظة. من الممكن ، بدون تنجيد الخبث ، بدء قطب كهربائي جديد. يعد هذا خيارًا مثاليًا للالتحام عالي الجودة في نهاية اللحام وبداية اللحام ، ولكنه يتطلب مهارة عالية ومهارة في استبدال القطب بسرعة (ليس كل حامل لديه مثل هذه الفرصة) وعدد من العوامل الأخرى عندما لا تكون الحفرة غير متاحة لديك الوقت لتصلب والخبث لا يزال سائلاً (شبه سائل) وأحمر ، كل هذا يتيح الاشتعال السهل للقطب الكهربائي والاختراق الجيد في المفصل. هذا الاشتعال يزيل تشكيل مسام البداية. هذا ممكن ، نكرر ، فقط مع فوهة البركان غير المجمدة.
بهذه الطريقة ، من الممكن لحام جذر التماس مع اثنين من اللحامين في "التقاطع".
قبل التحضير للحام الجانب الخلفي من الأخدود ، من الضروري وضع 1-2 خرزات أخرى على حبة الجذر الأولى (اعتمادًا على سمك المعدن) لزيادة ارتفاع المقطع العرضي للحام. هذا مطلوب حتى في حالة أخذ عينات من الجانب العكسي ، لا يبقى قسم رفيع من بكرة الجذر الأولى. إذا سمح عرض الخرزة السابقة ، قم بالتبديل إلى قطر قطب أكبر. تيار اللحام - متوسط أو أقصى. يجب أن يتم اللحام بزاوية خلفية. زاوية ميل القطب حسب موقع الخبث. الحفاظ على سرعة اللحام بحيث تكون الحبيبات بدون تقوية ، بدون تقطيع على طول حواف التماس. قم بمعالجة القطب حسب عرض الخرز السابق والمؤدي ، مع تأخير إلزامي عند حافة القطع. يعد التأخير ضروريًا لتسخين الحواف ، مما يساهم في تكوين أفضل للخرز والقضاء على النتوءات السفلية على طول حواف التماس
II. تحضير الجانب العكسي من الجذر.
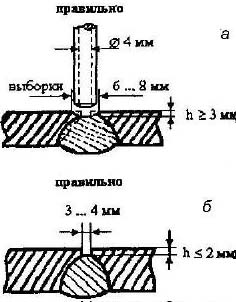
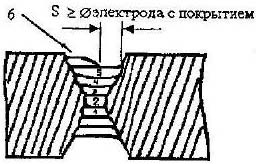
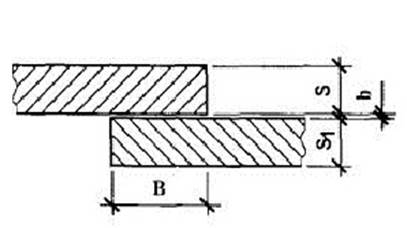
اعتمادًا على أشكال القطع وجودة الخرزة الأولى المشكلة على الجانب العكسي ، قم بأخذ عينات من الجانب العكسي للمعدن العاري بحيث تلامس نهاية القطب المطلي بطول كامل العينة "قاع" العينة. عرض العينة (S) يعتمد على عمق العينة. يعتمد العمق (ح) لأخذ العينات على جودة الأسطوانة العكسية المشكلة.
 |
|
 |
|
 |
الشكل 6.
أرز. 6 أ - مع قطع على شكل حرف V ، يوصى بإعداد عينة لقطب كهربائي بقطر 4 مم.
يتم اللحام في طبقة أو طبقتين بقطب كهربائي بقطر 4-5 مم.
أرز. 6 ب - في ساعة< 2 мм произвести выборку на ширину 3-4 мм. Сварку выполнить в один проход электродом диаметром 4-5 мм.
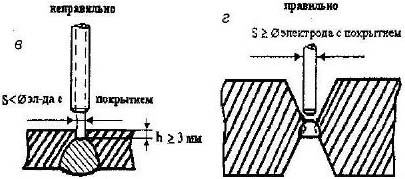
أرز. 6 ج - يمكن أن يؤدي أخذ العينات على عمق 3 مم أو أكثر ، و S أقل من قطر القطب المطلي إلى نقص الاختراق والخبث. لا ينصح.
أرز. 6 د - قطع على شكل X. مع وجود جذر لحام جيد التكوين على الجانب العكسي ، عندما يكون العرض S بطول الأخدود بالكامل مساويًا أو أكبر من قطر القطب الكهربائي المطلي ، لا يلزم أخذ العينات. هذه هي الحالة المثلى والأكثر إنتاجية.
في حالة الحاجة إلى عينة ، اجعلها كما هو موضح في الشكل. 6 د ، من المهم جدًا - توزيع الأماكن 1 و 2 (مقطوع).
أرز. 6 هـ - إذا كان التحديد عميقًا ولم يتم قطع الأماكن 1 ، 2 ، يتم الحصول على حواف متوازية. وحتى إذا تم تضمين القطب المطلي في مثل هذا القطع ، فإن قوس اللحام يحترق في ظل ظروف مضغوطة ، مما يؤدي إلى عدم الاختراق والخبث في الأماكن "3" وعملية اللحام غير المستقرة.
ثالثا. لحام حبة الجذر الثانية.
حبة الجذر على الجانب العكسي هي نهاية لحام جذر التماس في الأخدود على شكل X وفي الشكل V (مع لحام الجذر على الجانب العكسي). في أغلب الأحيان ، لا تحدث عيوب في جذر اللحام عند لحام الحبة الأولى ، ولكن عند لحام حبة الجذر من الجانب العكسي ، أي بين بكرات الجذر الأولى والعكسية. ستساعدك النصائح أدناه على تجنب العيوب في قاعدة التماس.
بعد تحضير الجانب العكسي من حبة الجذر ، يجب أن يتحقق عامل اللحام من جودة التحديد (التحضير) للجانب العكسي عن طريق قياس الأخدود S بقطر القطب المحدد (الشكل 7 أ).
حدد تيار اللحام وفقًا لقطر القطب من المتوسط إلى القيمة القصوى ، اعتمادًا على الحالة المحددة. بعد التقاط تيار اللحام ، فإن زاوية ميل القطب الكهربائي لها أهمية كبيرة في جودة اللحام للخرزة الأولى على الجانب العكسي. يتم اللحام في أضيق مكان. وإذا ، عند اللحام في الفجوة ، فإن الخبث السائل يتدفق جزئيًا في الفجوة ، ففي هذه الحالة لا يوجد مكان لتصريفه ، بمجرد أن يكون تحت القطب. بالإضافة إلى ذلك ، فإن الكمية الزائدة لكل وحدة مساحة من معدن اللحام تضغط على قوس اللحام. يوجد خبث ونقص في الاختراق بين الجذر الأول والأسطوانة الملحومة الثانية. لتجنب الخبث وتحقيق أقصى قدر من إعادة الصهر باستخدام حبة الجذر الأولى ، من الضروري اللحام "بزاوية للخلف" من أجل دفع الخبث السائل إلى الخلف بقوة القوس. في بعض الأحيان ، من أجل الحصول على أسطوانة عالية الجودة ، من الضروري إمالة القطب الكهربائي بزاوية صغيرة جدًا للمنتج ، تقريبًا "مستلقية".

الشكل 7.
في الحالات التي ، مع ذلك ، يبدأ الخبث السائل في الظهور أمام القطب ، فمن الضروري زيادة: منحدر القطب ، وسرعة اللحام ، وطول القوس ، وجعل مسافة قصيرة من القطب للأمام قليلاً بمقدار 5-12 مم. في هذه الحالة ، يدفع القوس الخبث السائل للخلف. ثم رجوع صغير (لمحاذاة الأسطوانة) ، ثم تابع الحركة الانتقالية بسرعة معينة وزاوية ميل معينة للقطب.
تؤثر سرعة اللحام بشكل كبير على موقع الخبث السائل. من الضروري اختيار الحركة الانتقالية للإلكترود بحيث يكون ارتفاع الأسطوانة في حده الأدنى ، ويكون العرض كافياً لتوصيل حافتي الأخدود (العينة). يجب أن تكون الأسطوانة "عادية" أو "مقعرة" (الشكل 7 ب). مع السرعة والميل المختارين على النحو الأمثل للقطب الكهربي ، يكون هناك تأثير مباشر على "قاع" الأخدود ذي القوس المفتوح ، مما يساهم في أقصى اندماج للخرزة الثانية مع الأولى. عند أداء الأسطوانة "المحدبة" ، من الممكن أن يكون هناك نقص في الاختراق وخبث على طول حواف التماس. في هذه الحالة ، يلزم أخذ العينات - تجريد الكسب ، مما يستلزم استهلاكًا مفرطًا للمواد والأقطاب الكهربائية والوقت.
يوصى بأن يكون طول القوس عند لحام أول حبة جذر على الجانب العكسي لجذر اللحام متوسطًا أو بين متوسط وقصير. مع متوسط طول القوس ، يكون الحمام أوسع ويلتقط كلا الحافتين ، ويتراكم خبث سائل أقل أمام القطب.
ملء الخفض.
| الشكل 8.
|
الشكل 9.
|
ملء الأخدود - المرحلة 2 لحام الوصلات التناكبية والشرائح. بعد لحام جذر التماس ، قم بالتبديل إلى قطر قطب أكبر ، إذا كان عرض حبة الجذر يسمح بذلك. الخرزات الثالثة والرابعة اللاحقة على كلا الجانبين في X-groove والخرز الثاني والثالث في V-groove ، وكذلك عند اللحام "في القارب" في وصلات الزاوية، يوصى باللحام بحد أقصى أو قريب من الحد الأقصى لتيار اللحام (الشكل 8). يجب أن تكون البكرات ، المصنوعة في عرض الأخدود بالكامل ، "طبيعية". مع زيادة عرض الأخدود ، قم بالتبديل إلى اللحام بالتلاعب ، كما هو موضح في الأسطوانة الخامسة. لعمل لفات "عادية" بدون تقطيعات مع انتقال سلس إلى الحواف سيسمح بتأخير كل حافة. عند الاقتراب من جدار القطع ، اضغط على حافة القطب (الطلاء) بإحكام مقابل الحافة. بعد حدوث تأخير ، نقوم بتسخينه ، وترك القطب الكهربائي إلى جدار آخر ، يتشكل المعدن السائل جيدًا بالقرب من الجدار الساخن. يجب أن يتم الانتقال من جدار إلى آخر بعد ملء الحفرة بمعدن قطب كهربائي بسلاسة ، وتجنب تقويضها.
اللحام متعدد الطبقات ومتعدد الطبقات يمكن مقارنته بالصلب. عند ملء الأخاديد ذات السماكة الكبيرة ، عندما يتجاوز عرض الخرزة 3 أقطار قطب كهربائي (مغلفة) ، من الضروري التبديل إلى طبقات اللحام اللاحقة في عدة تمريرات. عند التبديل إلى بكرتين ، يوصى بوضع الأسطوانة الأولى (السادسة في الشكل 9) من الجانب غير الملائم لماكينة اللحام ، مع ترك مساحة للأسطوانة الثانية لا تقل عن قطر القطب المطلي. تيار اللحام - في أقصى مدى. يجب تقوية الحبة ، كما هو الحال في السطوح التقليدية ، ولكن مع انتقال سلس إلى الحافة والخرزة السفلية ، وبالنسبة للخرزة الثانية ، يتم الحصول على شكل كما في اللحام "القارب". يمكن إجراء ارتفاعها على قدم المساواة مع الأسطوانة السادسة ، أقل أو أعلى قليلاً. الطبقات اللاحقة عادية (لا ننسى ترك مسافة بين الأسطوانة قبل الأخيرة لكل طبقة وحافة مسافة لا تقل عن قطر القطب المطلي).
مع القطع على شكل X ، من الضروري تبديل اللحام على كلا الجانبين. كلما قمت بالتناوب في كثير من الأحيان ، كلما كانت مقاود المنتج أصغر. الحد الأدنى لعدد الحواف 3 مرات:
1) 1/3 قطع من جذر التماس على جانب واحد - الحافة الأولى.
2) قطع 1/2 على الجانب الآخر من جذر التماس - الحافة الثانية.
3) التعبئة النهائية للقطع من الجانب الأولي - الترقق الثالث.
4) التعبئة النهائية للجانب الثاني.
لحام الحافة الأمامية (طبقة).
لإكمال خط اللحام بالشكل الصحيح أو وفقًا لعملية فنية معينة ، من الضروري إنهاء الأسطوانة قبل الأخيرة (الشكل الرابع ، الشكل 10 أ و 11 ... 13 بكرة ، الشكل 10 ب) حتى تترك أخدودًا شاغرًا من 2 مم إلى -0.5 مم. هذا ضروري للتكوين النوعي للطبقة الأمامية.

الشكل 10. لحام مفاصل التناكب في الموضع السفلي: لحام الطبقة الأمامية.
إذا كانت الطبقة قبل الأخيرة مصنوعة من الصفر مع السطح ، فمن الصعب وضع الطبقة الأمامية على طول الحواف (لا يوجد خط توجيهي على طول الحافة) وقد يكون التماس غير متساوٍ عند الحواف ولا يتم الحفاظ عليه في الارتفاع.
إذا تركت أخدودًا غير مملوء أعمق من 2 مم ، فقد يكون هناك جروح ونقص في الاختراق على طول الحواف ، وقد يتم التقليل من أهمية التماس الأمامي نفسه. الطبقة الأمامية مصنوعة حسب حجم القطع ويمكن عملها بتمريرة واحدة أو أكثر. يجب التقاط حافة الأخدود بواسطة قوس اللحام على مسافة لا تزيد عن نصف قطب كهربائي. باستخدام الأسطوانة الأخيرة (رقم 16) في الطبقة متعددة المسارات ، قم بتوصيل قمم البكرات الجانبية.
تعتبر مفاصل اللحام مهمة إشكالية إلى حد ما ، في غياب المعرفة اللازمة. لذلك ، يجب أن تعرف كيفية لحام هذه المفاصل بشكل صحيح. كقاعدة عامة ، يتم إجراء جميع مفاصل المؤخرة على أحد الجانبين أو كلاهما. للتخلص من الحروق ، استخدم ضمادات قابلة للإزالة أو إضافية تمنع هذه العملية. عادة ما تكون البطانات المتبقية مصنوعة من شرائح فولاذية ، سمكها يساوي تقريبًا 2-4 مم ، والعرض حوالي 30-40 مم. البطانات القابلة للإزالة مصنوعة من مواد لا تذوب أثناء اللحام ، وبالتالي ، تتمتع هذه المواد بخصائص ممتازة في التوصيل الحراري والتكاثف الحراري. على سبيل المثال ، يمكن أن يكون النحاس مادة من هذا القبيل. من المثير للاهتمام أيضًا أنه يمكن تبريد الحشوات القابلة للإزالة أثناء اللحام بالماء الجاري ، بالإضافة إلى أنها يمكن أن تكون مصنوعة من السيراميك أو الجرافيت. هذا اللحام له مزايا ، من بينها:
صسيكون عمل اللحام أكثر ثقة ، ولن يخاف من الحروق أو الترهل ، وهذا سيزيد من تيار اللحام بنسبة 20-30 ٪ أخرى ؛
ح ليست هناك حاجة إلى لحام جذر التماس على الجانب الخلفي.
عند وصلات اللحام أو المنتجات ذات الأخدود على شكل V ، يمكن إجراء اللحام على طبقتين أو أكثر ، إذا كان هذا يتوافق مع سماكة الألواح المراد لحامها (يجب أن تكون في حدود 3-26 مم) ، بالإضافة إلى الموضع من التماس وقطر القطب. يبدأ تنفيذ التماس ، كقاعدة عامة ، بتطبيق الطبقة الأولى ، التي تتكون من بكرة واحدة. لذلك ، على حافة الحواف المشطوفة ، يتم تحفيز قوس اللحام ، وبعد ذلك يجب نقله إلى أسفل التماس ، ويجب أيضًا لحام حواف الحواف المشطوفة. على هذه الحواف ، تتباطأ حركة القطب بحيث يتحسن الاختراق ، ولكن عند الانتقال من حافة إلى أخرى ، يجب زيادة سرعة القطب لتجنب الحروق.
يتم إجراء لحام الزاوية ، أو وصلات الإنطلاق واللف ، من طبقة واحدة أو طبقات متعددة. في نفس الوقت ، يتم إجراء اللحام أحادي الطبقة بسمك يصل إلى 10 مم. يمكن إجراء جميع الوصلات المذكورة أعلاه بدون اهتزازات للقطب الكهربي ، باستخدام أسطوانة ملولبة أو موسعة. يمكن إنتاج التذبذبات فقط عندما يكون من الضروري فرضها اللحاممع ساق كبيرة.
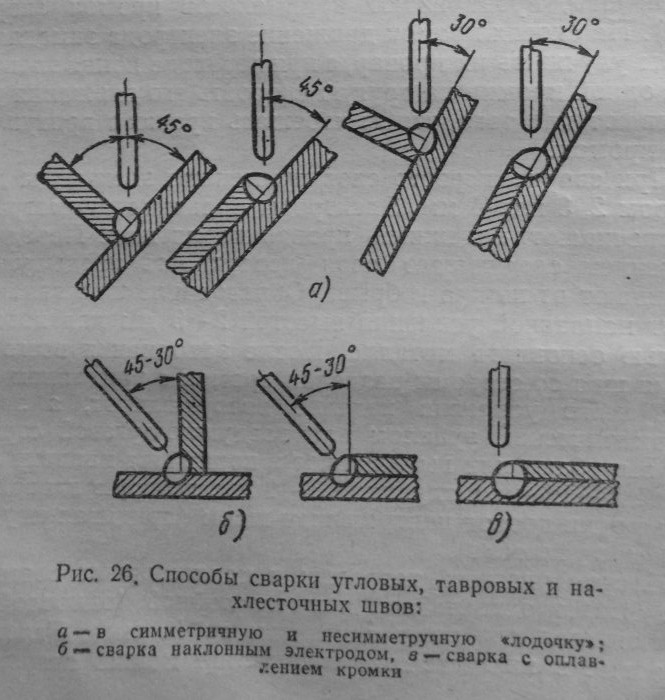
أثناء لحام هذه المفاصل ، يمكن تشكيل عدم اختراق على أحد الجانبين. لذلك ، من الأفضل اللحام في وضع "القارب". علاوة على ذلك ، أثناء اللحام بقطب كهربائي مائل ، من الأفضل توجيه القطب بزاوية للخلف.
في اللحام القوسي المغمور ، تلقت الوصلات التناكبية ذات اللحامات أحادية الجانب ومزدوجة الجانب مع وبدون أخاديد ، والممر الفردي والمتعدد الاستخدام الأكبر. للحصول على الجودة اللحاميجب استخدام شرائط الإدخال والإخراج. يجب إجراء اللحام الأوتوماتيكي من جانب واحد دون تحضير الحواف ذات الاختراق غير الكامل (اللحام بالوزن) في مثل هذا الوضع بحيث يمكن للطبقة غير المنصهرة من المعدن الأساسي أن تستوعب حوض اللحام. إذا كان مطلوبًا ضمان الاختراق الكامل أثناء اللحام أحادي الجانب ، فمن الضروري اتخاذ تدابير تكنولوجية حتى لا يتدفق المعدن السائل في الفجوة. لمنع الحروق ، يتم إجراء اللحام على البطانة الفولاذية المتبقية أو في القفل. يمكن أيضًا إجراء اللحام على بطانة نحاسية أو صهر ، على وسادة تدفق. في بعض الحالات ، يكون جذر التماس مسلوقًا مسبقًا اللحام الميكانيكي(الشكل 76).
أرز. 76. طرق اللحام القوسي المغمور الأوتوماتيكي من جانب واحد: أ - بدون قطع الحواف مع اختراق غير كامل. ب - اللحام على البطانة الفولاذية المتبقية ؛ في - اللحام في القفل ؛ ز - اللحام باللحام الأولي ؛ ه - اللحام على البطانة النحاسية ؛ ه - اللحام على بطانة نحاسية
اللحام الأوتوماتيكي على الوجهين هو الطريقة الرئيسية للحصول على طبقات عالية الجودة. في هذه الحالة ، يتم لحام مفصل المؤخرة أولاً اللحام الآليمن ناحية ، من ناحية الوزن بحيث يكون عمق الاختراق أكثر بقليل من نصف سماكة الأجزاء المراد لحامها. بعد إمالة (قلب) المنتج ، يتم إجراء اللحام من الجانب الآخر (الشكل.
نتيجة لبعض الصعوبات التكنولوجية ، ليس من الممكن دائمًا إكمال التمريرة الأولى دون تعطيل التكنولوجيا. من أجل ضمان جودة التماس أثناء التمرير الأول ، يتم استخدام اللحام على بطانات النحاس الصهور (الشكل 77 ، ج).
يتم لحام وصلات الإنطلاق والزاوية واللف مع اللحامات فيليه. اللحامات في "القارب" ملحومة قطب كهربائي عمودي، طبقات أخرى موقف أقل- قطب مائل. تتمثل الصعوبة الرئيسية في لحام القوارب في أن المعدن السائل يتدفق في الفجوات. في هذه الحالة ، يتم فرض متطلبات أكثر صرامة على مجموعة اللحام.
إذا كانت الفجوة أكبر من 1.0-1.5 مم ، فمن الضروري اتخاذ تدابير لمنع تدفق المعدن السائل (كما هو الحال عند اللحام اللحامات بعقب). يظهر مخطط اللحامات فيليه في الشكل.
يتم إعطاء الأنماط التقريبية للحام القوسي المغمور لأكثر أنواع اللحامات شيوعًا في الجدول. 38. يتم تجميع أجزاء اللحام وفقًا للوثائق التنظيمية الحالية.
|
معلمات وضع اللحام |
أرز. 78. مخطط اللحامات فيليه اللحام
|
رسم تخطيطي للفراغات باستثناء] -: |
يتم لحام المعدن GPLSHCHNBY |
الانسداد - أثناء التجميع. مم |
نيبرياني. ( في " |
طلب |
|||||
|
من جانب واحد |
لحام بعقب SB CE على وسادة تدفق مع فجوة إلزامية |
||||||||
|
ثنائي |
|||||||||
|
من جانب واحد |
|||||||||
|
ثنائي |
|||||||||
|
من جانب واحد |
|||||||||
|
ثنائي |
|||||||||
|
لحام تناكبي متعدد الطبقات |
|||||||||
|
اللحامات الثانية واللاحقة |
|||||||||
|
اللحامات فيليه اللحام "IN POLOTO1" |
|||||||||
|
الموثوقية التشغيلية مفاصل ملحومةيعتمد على امتثالهم للوثائق التنظيمية والتقنية التي تنظم أبعاد بناءةوشكل اللحامات النهائية والقوة والليونة ومقاومة التآكل وخصائص الوصلات الملحومة. جعلت المفاصل الملحومة ... لمنع الحرائق ، يجب مراعاة ما يلي تدابير مكافحة الحرائق. راقب باستمرار توفر معدات مكافحة الحرائق وحالتها الجيدة (طفايات الحريق ، وصناديق الرمل الجافة ، والمجارف ، وخراطيم الحريق ، وبطانيات الأسبستوس ، وما إلى ذلك). ... |
لحام حبة
التسطيح هو عملية تطبيق المعدن المنصهر على سطح المعدن المنصهر مع تبلوره اللاحق لإنشاء طبقة ذات الخصائص المطلوبة والمعلمات الهندسية. يتم تنفيذه من أجل استعادة الأجزاء التالفة أو تصنيع أجزاء جديدة. في معظم طرق التسطيح ، كما هو الحال في اللحام ، يتم تشكيل حوض متحرك يتكون من قطب كهربائي وقاعدة معادن منصهرة.
في الجزء العلوي من الحمام ، يتم صهر المعدن الأساسي وخلطه مع معدن القطب ، وفي الجزء الخلفي ، على مسافة ما من مصدر الحرارة ، يتبلور المعدن المنصهر وتتشكل حبة مترسبة.
لإنشاء طبقة واحدة من عدة خرزات ملحومة بجانب بعضها البعض ، يجب أن تتداخل الخرزات اللاحقة مع الحبيبات السابقة بمقدار يساوي 0.2-0.4 من عرض حبة واحدة (الشكل 1). تتميز الطبقة المودعة بسطح أكثر نعومة عندما يكون التداخل المذكور قريبًا من عرض 0.4 حبة.
1 – حبات الطبقات المودعة 2 – حدود المنطقة المتأثرة بالحرارة ؛ 3 – المعادن الأساسية
الصورة 1 – مخطط المقاطع العرضيةالطبقات المودعة
من الممكن لحام طبقات من المعدن متطابقة في التركيب والهيكل والخصائص مع المعدن الأساسي أو تختلف اختلافًا كبيرًا ، على سبيل المثال ، مع زيادة مقاومة التآكل ومقاومة التآكل ومقاومة الحرارة ومقاومة الحرارة ، مع انخفاض التوصيل الحراري أو زيادة التوصيل الكهربائي وخصائص أخرى. عادةً ما يكون للطبقة الأولى المترسبة ، بسبب انحلال وخلط المعادن المنصهرة الأساسية والإلكترود ، تركيبة وخصائص متوسطة بينهما. مع زيادة عدد الطبقات المودعة واحدة فوق الأخرى ، يقترب تكوين المعدن المترسب بشكل متزايد من تكوين القطب الكهربائي (حشو) المعدن. بالفعل في الطبقة الثالثة ، يكون المعدن المترسب قريبًا جدًا من حيث التكوين والخصائص للمعدن الكهربائي (الحشو).
وفقًا لشكل الأجزاء ، يتم تنفيذ التسطيح على الأسطح المسطحة والمنحنية (الأسطوانية والمخروطية وغيرها).
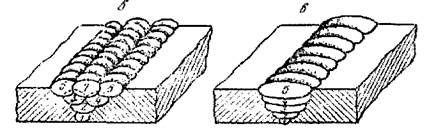
يمكن عمل الصلابة على الأسطح المستوية بطريقتين: أ) بواسطة حبات منفصلة و ب) بواسطة المكوك. عند التسطيح بخرز منفصل ، يتم تثبيت كل منها على الطول بأكمله على مسافة معينة من بعضها البعض ، ثم يتم ملء الفجوات بينهما عن طريق تداخل حبة مع أخرى (الشكل 2 ، أ). قبل التداخل مع البكرات اللاحقة ، يجب تنظيف الخبث من البكرات السابقة. إذا لم يتم تنظيف الخبث ، فقد تبقى شوائب الخبث عند حدود الاندماج بين الخرزات المجاورة داخل الطبقة المترسبة.
يتم أيضًا استخدام طرق أخرى للتغطية بخرز منفصل. على سبيل المثال ، يمكن إجراء عملية التسطيح وفقًا للمخطط ، حيث تتداخل الحبة الثانية مباشرة مع الحبة الأولى ، وما إلى ذلك (الشكل 2 ، ب). يتم لحام شريط بعرض 40-80 مم بشكل مستمر باستخدام طريقة المكوك (الشكل 2 ، ج).
يتم التسطيح على الأسطح المنحنية لأجسام الثورة بثلاث طرق: أ) على طول الأجيال ؛ ب) في دوائر ؛ ج) على طول خط حلزوني.
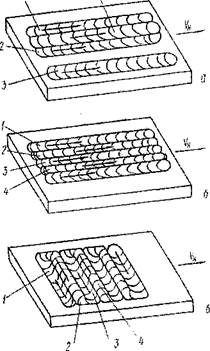
أ ، ب - بكرات منفصلة ؛ في - طريقة المكوك ؛ واحد – 4 – إجراء تطبيق البكرات ؛ الخامس – الاتجاه الرئيسي للحام.
الشكل 2 – مخطط تسطيح الأسطح المسطحة
يتم تنفيذ تركيبة التسطيح باستخدام بكرات منفصلة بنفس الطريقة كما هو الحال عند السطح على الأسطح المستوية. بشكل دوري ، عندما يتم تطبيق الخرزات ، يتم تدوير الجزء الملحوم إلى موضع يمنع المعدن المنصهر من الانطلاق والتسبب في حدوث تشوهات.
يتم تنفيذ التسطيح على طول المحيط بخرز منفصل. بعد تطبيق الأسطوانة ، يتم الإزاحة القوس الكهربائيعلى مسافة 40-60 مم على طول المولد ويتم تطبيق الأسطوانة التالية. خلال هذا الوقت ، يكون للحبة المودعة مسبقًا وقت لتبرد ، ويتم إزالة الخبث منها وتغطيتها بعرض 0.2 - 0.4 مع الخرزة التالية ، إلخ. كما يتضح مما سبق ، تستمر العملية بشكل متقطع. يمكن التسطيح على طول الدوائر باستخدام قوس كهربائي يقابله خطوة تساوي 0.8 - 0.6 من عرض الخرزة المترسبة. ثم ستتداخل الأسطوانة الأولى مباشرة مع الأسطوانة الثانية بمقدار 0.2 - 0.4 من عرضها ، إلخ.
إذا تم تنفيذ تسطيح الأجزاء التي هي أجسام ثورة ، فمن الضروري مراعاة إمكانية تدفق المعدن المنصهر في اتجاه دوران الجزء. في هذه الحالة ، يُنصح بتحويل القوس الكهربائي (مصدر الحرارة) من "ذروة" في الاتجاه المعاكس لاتجاه الدوران (الشكل 3).
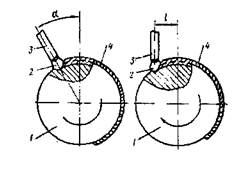
1 - الجزء الملحوم ، 2 - القوس الكهربائي ، 3 - سلك القطب ، 4 - الخرزة الملحومة
الشكل 3 – مخططات انحياز القوس الكهربائي
في كثير من الأحيان ، يتم استخدام المعالجة الحرارية (التلدين) بعد التسطيح لتقليل الصلابة قبل المعالجة اللاحقة. على سبيل المثال ، يتم تعريض فولاذ الأدوات المصنوعة من سبائك الكروم عالي الصلابة والمتانة لتصلب متساوي الحرارة ، مما يقلل من الصلابة بشكل كبير. يتكون من تسخين المعدن إلى درجة حرارة ISO - 1150 ° K مع الاحتفاظ عند درجة الحرارة هذه لمدة 14 10³ ثانية. ثم يتم التبريد بفرن بدرجة حرارة 970-990 ° كلفن بمعدل لا يزيد عن 0.014 ° في الثانية (507 ساعات) والتعرض عند درجة الحرارة هذه لمدة 21 10³ - 28 10³ ثانية. بعد ذلك ، يتم تبريد المعدن بفرن لدرجة حرارة 920 درجة مئوية بالمعدل الموضح أعلاه. يمكن إجراء مزيد من التبريد بالفرن أو بالهواء.
عند اختيار طريقة التسطيح الأكثر عقلانية ، ينبغي للمرء أن يأخذ في الاعتبار ظروف التشغيل للطبقة المودعة (المعدن) و الكفاءة الاقتصاديةعملية استعادة المنتجات البالية أو تصنيع منتجات جديدة ثنائية المعدن. يجب أن تكون الخصائص الميكانيكية والخواص الأخرى للطبقة المودعة أعلى من خصائص المعدن الأساسي ، ويجب أن تكون تكاليف الإيداع أقل من تكلفة منتج جديد.
تقنية اللحام التناكبي
مفصل تناكبي بدون شطبة من الحواف ، مع شطبة من حافة واحدة أو حافتين ملحومة بطبقة واحدة أو طبقات متعددة الطبقات. يتم إجراء لحام مفاصل التناكب بسمك معدني يصل إلى 6 مم في مسار واحد ، لمراقبة ثبات الفجوة في جميع أنحاء اللحام. اللحام مشابه للحام بالخرز ، من المهم فقط أن يكون ذوبان كلا الحافتين موحدًا. تتمثل الصعوبة الرئيسية في لحام مفصل التداخل في التكوين الصحيح للجانب العكسي للخط.
عند الانحراف عن وضع اللحام العادي ، قد تحدث العيوب التالية: 1) نقص الانصهار - عند اللحام بتيار منخفض وفجوة صغيرة ؛ 2) الحروق - عند اللحام بالتيار العالي وبوجود فجوة كبيرة.
عند اللحام المفصل على كلا الجانبين ، من الضروري ، بعد عمل التماس الأول ، تنظيف جذر التماس بعناية من تدفقات الخبث والحجم ، ثم لحام التماس على الجانب الخلفي.
يتم إجراء اللحام للدرزات القصيرة (حتى 300 مم) من خلال التماس. يتم لحام اللحامات ذات الطول المتوسط (300 ... 1000 مم) من المنتصف إلى نهايات التماس أو بطريقة متدرجة عكسية. للحام طبقات طويلة(أكثر من 1000 مم) قم بتطبيق طريقة الخطوة العكسية من الوسط إلى حواف التماس.
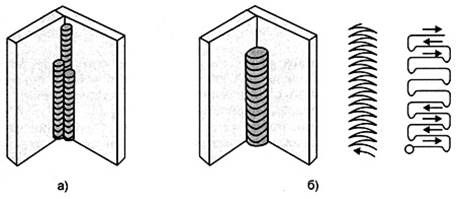
يكمن جوهر الطريقة في حقيقة أن التماس بأكمله مقسم إلى أقسام بطول 100 ... 350 مم بحيث يمكن لحام كل قسم بعدد صحيح من الأقطاب الكهربائية (اثنان ، ثلاثة ، إلخ). يتم الجمع بين الانتقال من موقع إلى موقع مع تغيير القطب. تُستخدم هذه الطريقة في اللحام أحادي الطبقة لمفاصل التناكب مع شطبة من جانب واحد من حافتين ، ويتم تحفيز القوس عند حافة شطبة الحافة ، ثم تحريك القطب لأسفل ، ولحام جذر التماس . على الحواف المشطوفة ، يتم إبطاء حركة القطب من أجل لحامها بشكل أفضل. عندما يمر القوس من حافة إلى أخرى ، تزداد سرعة حركة القطب لتجنب الاحتراق في الفجوة بين الحواف. في اللحام متعدد الطبقات (الشكل 4 ، ب ، ج) من اللحامات التناكبية ، يتم لحام جذر اللحام تمامًا بأقطاب كهربائية بقطر 2 ... 3 مم ، والطبقات اللاحقة بأقطاب كهربائية بقطر 5 مم. قبل تطبيق الطبقات اللاحقة ، يتم تنظيف سطح الطبقات السابقة تمامًا من الخبث ، نظرًا لعدم كفاية التنظيف ، قد تظهر شوائب الخبث بين الطبقات.
يمكن إجراء اللحام باستخدام طبقات ضيقة متعددة الطبقات (الشكل 4 ، ب) ومتعددة الطبقات (الشكل 4 ، ج). الممرات الأخيرة تخلق انتفاخًا (تقوية) فوق سطح المعدن الأساسي.
ب - خيوط ضيقة متعددة الطبقات ، ج - متعددة الطبقات (تشير الأرقام إلى تسلسل الخياطة)
الشكل 4 – بعقب اللحام
في كثير من الأحيان ، يتم توسيع التماس الأخير ويتداخل مع التداخلات الأساسية. يتم لحام اللحامات ذات الحواف على شكل X بطريقة مماثلة ، مع إيلاء اهتمام خاص لاختراق جذر اللحام بأقطاب كهربائية بقطر لا يزيد عن 2 ...
عند لحام المعدن السميك ، من غير المرغوب فيه إجراء كل طبقة في مسار ، لأن هذا يمكن أن يؤدي إلى تشوهات كبيرة ، وكذلك إلى تكوين تشققات في الطبقات الأولى. تحدث التشققات بسبب حقيقة أن الطبقة الأولى من اللحام لديها وقت لتبرد تمامًا (أو جزئيًا) قبل تطبيق الثانية ، وأيضًا بسبب الاختلاف الكبير في المقطع العرضي للطبقة المودعة والمعدن الذي يتم لحامه.
لمنع ذلك ، عند لحام المعدن السميك ، يجب ملء الأخدود بطريقة يتم فيها تثبيت كل طبقة لاحقة على الطبقة السابقة التي لم يتم تبريدها بعد. للقيام بذلك ، من الضروري ضمان فترة زمنية قصيرة بين تطبيق الطبقات الفردية ، والتي يتم تحقيقها من خلال طريقة التعاقب لملء الأخدود ، وملء الشريحة ، واستخدام طريقة الكتلة.
اللحام المنزلق هو نوع من طرق التتالي ويتم تنفيذه بواسطة عاملين في نفس الوقت ، من المنتصف إلى الحواف.
هاتان الطريقتان لعمل التماس هما اللحام بخطوة عكسية ، ليس فقط بطول الطول ، ولكن أيضًا على طول المقطع العرضي للخط ،
تتكون طريقة الكتلة من حقيقة أن التماس بأكمله على طول الطول مقسم إلى أقسام متساوية يبلغ طولها حوالي 1 متر ؛ يتم تنفيذ كل مقطع مقطع بواسطة عامل لحام محدد ، ويبدأ اللحام من الكتلة الوسطى. مباشرة بعد اكتمال المرور الأول ، يبدأ عاملان آخران في اللحام في القسم الأول ، وهكذا ، حتى يتم اللحام بالكامل
لن يتم تخصيص أقسام بطول التماس إلى عمال اللحام. هذا التنفيذ المتزامن لحام متعدد التمريراتيوفر التوزيع الأكثر اتساقًا لدرجة الحرارة على طول الطول والمقطع العرضي ، مما يقلل بشكل كبير من التشوهات الكلية المتبقية في مستوى الألواح الملحومة وخارجها. تم استخدام طريقة البلوك بنجاح في لحام الصفائح الفولاذية المصلدة.
تقنية اللحام فيليه
تُستخدم لحامات شرائح اللحام عند وصلات اللحام ، وصلات الإنطلاق واللف. يبدأ لحام اللحام الحشو من شفة أفقية ، مما يؤدي إلى إشعال القوس عند النقطة A (الشكل 6 ، أ) ، ثم ينتقل إلى أعلى اللحام ، حيث يتم تأخيره إلى حد ما من أجل اختراق أفضل لدرز التغذية ، ثم رفعه ، لحام الشفة العمودية.
يظهر مسار حركة نهاية القطب في الشكل 5 ، أ.
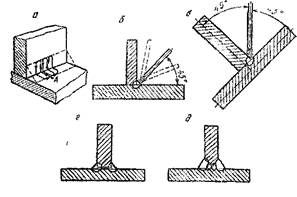
الشكل 5– لحام فيليه
أمسك القطب بزاوية 0.78 راد (45 درجة) على سطح الألواح ، وقم بإمالتها قليلاً (كما هو موضح بالخط المنقط) في عملية اللحام إما إلى رف واحد أو رف آخر ، اعتمادًا على الرف في هذه اللحظةيحترق القوس (الشكل 5 ، ب). لا تبدأ اللحام على الرف الرأسي ، حيث سيتدفق المعدن المنصهر عليه معدن باردالرف الأفقي ، ونتيجة لذلك يتشكل نقص اختراق الرف الأفقي ، وستكون هناك شقوق على الرف الرأسي. في اللحام متعدد الطبقات ، يتم تبخير جذر اللحام بتيار عالٍ بقطر أقطاب كهربائية 2–3 مم بدون اهتزازات عرضية.
يمكن عمل لحام شرائح اللحام "في القارب" (الشكل 5 ، ج) إذا كان من الممكن تدوير المنتج بسرعة ووضعه في وضع مناسب للحام.
تُستخدم لحامات فيليه بدون اختراق كامل للجدار (الشكل 5 د) وبتغلغل كامل (عند لحام الهياكل الحرجة) (الشكل 5 ، هـ).
تقنية اللحام في الموضع السفلي.
هو - هي موقف سلوك(الشكل 6) يسمح لك بالحصول على معظم اللحامات الملحومة جودة عالية، لأنه يسهل شروط إطلاق الشوائب غير المعدنية والغازات من المعدن المنصهر لحوض اللحام. في هذه الحالة ، تكون شروط تكوين معدن اللحام هي أيضًا الأكثر ملاءمة ، حيث يتم منع المعدن المنصهر لحوض اللحام من التدفق من خلال الجزء غير المصهور من الحواف. عند اللحام للخلف ، صعودًا (أ ، ج) ، يتم تحقيق اختراق أعمق. عند اللحام بزاوية للأمام ، انحدار (ب ، هـ) - أوسع.
يتم لحام اللحامات التناكبية بدون حواف مائلة أو على شكل حرف V و X و U. يتم لحام اللحامات التناكبية بدون حواف مشطوفة ، اعتمادًا على السماكة ، على أحد الجانبين أو كلاهما. في هذه الحالة ، تقوم نهاية القطب بعمل تذبذبات عرضية بسعة محددة بالعرض المطلوب للدرز. من الضروري مراقبة الانصهار المنتظم لكلا الحافتين بعناية حتى يتم لحامهما بكامل سمكهما وخاصة المفصل بينهما في الجزء السفلي (جذر اللحام).
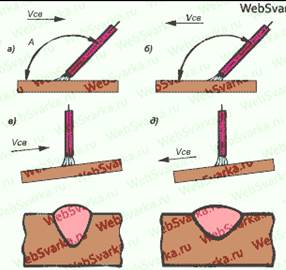
أ ، ج - اللحام الخلفي ، في الارتفاع ، على التوالي ؛ ب ، ه - اللحام للأمام ، والمنحدر
الشكل 6– طرق اللحام
عادةً ما يتم إجراء اللحام أحادي التمرير مع شطبة على شكل V مع اهتزازات عرضية للقطب على كامل عرض الأخدود لملئه بحيث يخرج القوس من الشطبة إلى سطح المعدن الخام. ومع ذلك ، في هذه الحالة ، من الصعب جدًا ضمان تغلغل موحد لجذر اللحام على طول طوله بالكامل ، خاصة عند تغيير مقدار تقليل الحواف والفجوة بينهما.
عند لحام التماس بشطبة على شكل حرف V في عدة تمريرات ، يكون من الأسهل بكثير ضمان الاختراق الجيد للطبقة الأولى عند جذر الأخدود. لهذا ، عادة ما تستخدم أقطاب كهربائية بقطر 3-4 مم ويتم اللحام بدون اهتزازات عرضية. يتم تنفيذ الطبقات اللاحقة اعتمادًا على سمك المعدن مع قطب كهربائي بقطر أكبر مع اهتزازات عرضية. لضمان تغلغل جيد بين الطبقات ، يجب تنظيف اللحامات والحواف السابقة تمامًا من الخبث وبقع المعادن.
يمكنك ملء الأخاديد بالدرزات بعرض للأخدود بأكمله أو بكرات منفصلة. في طبقات متعددة التمريراتالأسطوانة الأخيرة لتحسينها مظهر خارجيفي بعض الأحيان يمكنك تنفيذ العرض الكامل للقص (الطبقة الزخرفية).
يتم إجراء اللحامات مع شطبة على شكل X أو U بشكل عام بنفس الطريقة كما هو الحال مع شطبة على شكل V. ومع ذلك ، لتقليل التشوهات والضغوط المتبقية ، إذا أمكن ، يتم إجراء اللحام عن طريق تطبيق كل حبة أو طبقة بالتناوب على كل جانب. تتميز اللحامات ذات الحواف المائلة على شكل X أو U بمزايا أكثر من اللحامات على شكل حرف V ، لأنه في الحالة الأولى ينخفض حجم المعدن المودع بمقدار 1.6-1.7 مرة (تزيد إنتاجية اللحام). بالإضافة إلى ذلك ، يتم تقليل التشوهات الزاوية ، ويتم تشكيل نقص محتمل في اختراق جذر اللحام في قسم محايد فيما يتعلق بلحظة الانحناء. عيب الحواف المائلة على شكل حرف U هو زيادة تعقيد إنتاجها.
يمكن عمل اللحام التناكبي بعدة طرق. عند اللحام بالوزن ، يكون من الأصعب ضمان تغلغل جذر اللحام وتشكيل حبة خلفية جيدة بطول المفصل بالكامل. في هذا الصدد ، يكون اللحام على النحاس القابل للإزالة أو دعامة الصلب المتبقية أكثر ملاءمة. يتم عمل أخدود تشكيل في البطانة النحاسية لتشكيل الأسطوانة العكسية. ومع ذلك ، لمنع تسرب المعدن المنصهر من حوض اللحام ، من الضروري الضغط بإحكام على البطانات إلى الحواف ليتم لحامها. بالإضافة إلى ذلك ، فإن البطانات المتبقية تزيد من استهلاك المعدن وليست دائمًا متقدمة تقنيًا. عند استخدام الوسادات النحاسية ، من الصعب ضبط الحواف بدقة على طول أخدود التشكيل.
إذا كان من الممكن الاقتراب من جذر التماس من الجانب العكسي وكان من الممكن تقوية الجانب العكسي للدرز ، فمن المستحسن لحام الجذر بغرز جزء صغير ، متبوعًا بوضع خط التماس الرئيسي. في بعض الحالات ، عندما يتشكل نقص الاختراق في جذر اللحام بعد لحام اللحام الرئيسي ، يتم قطع الخلل في الجذر بواسطة الغاز أو تلاعب القوس الهوائي أو الطرق الميكانيكية ، متبوعًا بتنفيذ اللحام الخلفي.
يمكن إجراء لحام شرائح اللحام في الموضع السفلي على خطوتين. يوفر اللحام بقطب كهربائي عمودي في القارب أكثر ما يمكن الظروف المواتيةلاختراق جذر التماس وتشكيل تقويته. في جوهرها ، تشبه هذه التقنية لحام اللحامات التناكبية مع شطبة على شكل حرف V من الحواف ، حيث يتم تشكيل التماس بين الأسطح المراد لحامها. ومع ذلك ، تتطلب هذه الطريقة تجميعًا دقيقًا لمفصل اللحام مع وجود فجوة دنيا في المفصل لمنع تسرب المعدن المنصهر إليه.
عند اللحام بقطب كهربائي مائل ، من الصعب ضمان تغلغل التماس على طول المستوى السفلي (بسبب تسرب المعدن المنصهر عليه) ومنع تقويض المستوى الرأسي (بسبب تدفق المعدن المنصهر). لذلك ، بهذه الطريقة ، عادةً ما يتم لحام اللحامات التي يصل طول ساقها إلى 6-8 مم. عند لحام شرائح اللحام بقطب مائل ، من الصعب أيضًا توفير اختراق عميق في جذر اللحام ، وبالتالي ، في اللحامات أحادية الجانب أو على الوجهين بدون حواف مشطوفة ، قد يتشكل نقص الاختراق ، والذي يحدث عند اللحام محمل ، سيكون بمثابة بداية تطوير الكراك. لمنع ذلك ، في المفاصل الحرجة التي يبلغ سمكها المعدني 4 مم أو أكثر ، يلزم وجود شطبة من جانب واحد ، وبسمك 12 مم أو أكثر ، شطبة ذات وجهين من الحواف.
عند اللحام بقطب كهربائي مائل من اللحامات متعددة التمريرات ، يتم إجراء اللحام الأول على مستوى أفقي. يحدث تكوين الخرزة اللاحقة مع الاحتفاظ الجزئي بالمعدن المنصهر لحوض اللحام بواسطة الخرزة الأساسية. عند لحام شرائح اللحام ، يتم استخدام التذبذبات المستعرضة للقطب الكهربائي. من المهم بشكل خاص الاختيار الصحيح لمسارها عند اللحام بقطب كهربائي مائل من أجل منع حدوث العيوب المذكورة أعلاه.
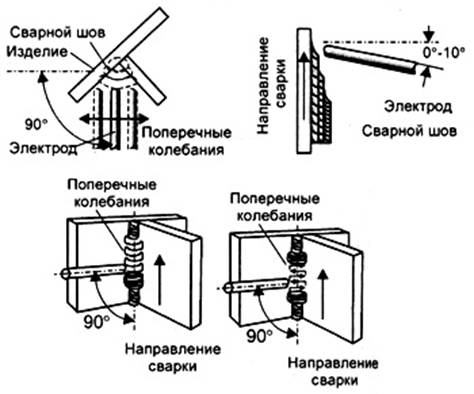
اللحام اتصال نقطة الإنطلاقفي الوضع الرأسيمسار واحد لحام شرائح
غالبًا ما يوجد لحام هذا المفصل في الممارسة الصناعية. غالبًا ما يتم إجراء اللحام الرأسي من الأسفل إلى الأعلى ، على الرغم من وجود حالات يكون فيها من الضروري اللحام من أعلى إلى أسفل. يتم تحديد اختيار عدد التمريرات من خلال الغرض من هذا الاتصال ، وكذلك سماكة الألواح المراد لحامها.
عند لحام وصلة تي في الوضع الرأسي مع لحام شرائح أحادي المرور بدون حركات عرضية للقطب الكهربي ، يجب أن يكون تيار اللحام كبيرًا بما يكفي لضمان الاختراق الجيد في جذر المفصل ، وكذلك مع أسطح الصفائح . يجب أن يتوافق موضع القطب الكهربائي تقريبًا مع الوضع الموضح في الشكل 7.

الشكل 7
يتم اللحام على عكس القطبيةمع تقلبات القطب لأعلى ولأسفل. في لحظة نقل معدن القطب ، من الضروري الحفاظ على قوس قصير ؛ عند تحريك القطب لأعلى ، يجب شد القوس ، ولكن في نفس الوقت ، لا ينبغي كسر القوس. من الضروري إزالة القطب بشكل دوري من حوض اللحام لتجنب ارتفاع درجة حرارة المعدن الذي يتم لحامه وتكسيره أو تسربه لاحقًا في حوض اللحام. في الوقت نفسه ، من الضروري الحفاظ على حوض اللحام في مكان واحد ، حتى يتم الحصول على الاختراق المطلوب ، والانصهار مع الحواف المراد لحامها وتشكيل اللحام بالكونتور المطلوب بدون قطع ناقص.
يمكن أيضًا إجراء لحام مفصل نقطة الإنطلاق في وضع عمودي باستخدام لحام شرائح أحادي التمرير مع اهتزازات عرضية للقطب الكهربي. يجب أن يتوافق موضع القطب ومسار حركة القطب مع تلك الموضحة في الشكل 8. تشبه تقنية اللحام المسار الثاني في اللحام متعدد المسارات.
![]()
أ - مع الحركات العرضية للقطب الكهربائي ؛ ب - مسار حركة القطب
الشكل 8- موضع القطب الكهربي عند لحام مفصل على شكل حرف T في وضع رأسي بلحام شريحة واحدة
لحام وصلة تي في وضع رأسي مع لحام شرائح متعدد الأشواط
يتم إجراء لحام هذا الاتصال من الأسفل إلى الأعلى ، عادةً على قطبية عكسية ، ولكن في بعض الأحيان يتم استخدام القطبية المباشرة أيضًا لهذه الأغراض. يمكن إجراء اللحام بخرز ضيق ، بدون اهتزازات عرضية (الشكل 9 ، أ) ، ولكن في كثير من الأحيان يتم إجراؤه بحركات عرضية للقطب الكهربي (الشكل 9 ، ب).
أ - خط التماس مصنوع بدون اهتزازات عرضية للقطب الكهربي ؛ ب - مع الاهتزازات المستعرضة
الشكل 9- التماس متعدد التمريرات مصنوع من الخرز الضيق
عند لحام اللحام متعدد التمريرات مع التذبذبات العرضية ، يكون التمرير الأول مشابهًا لتنفيذ اللحام أحادي التمرير ، الذي يتم إجراؤه بدون حركات عرضية للقطب الكهربي أو في بعض الحالات مع التذبذبات المستعرضة الصغيرة (الشكل 9 ، ب). من القطب خلال التمرير الثاني يجب أن يتوافق مع ذلك الموضح في الشكل 10. يجب أن يكون تيار اللحام كافيًا لضمان الاختراق المضمون في الجزء الجذر من المفصل والانصهار مع الحواف.
أثناء اللحام ، من الضروري إبقاء القطب فوق سطح حوض اللحام ، وتحريك حوض اللحام لأعلى ، وفي نفس الوقت نقله إلى الجانبين ، بالتناوب إلى اليسار ، ثم إلى اليمين. تتيح الحركات المنتظمة لحوض اللحام ، التي يتم إجراؤها أثناء عملية اللحام ، الحصول على سطح أملس من اللحام بتحدب صغير ، كما أن التوقفات قصيرة المدى للإلكترود عند النقاط القصوى للحركات العرضية ستمنع ظهور التجاعيد . أثناء اللحام ، من الضروري الحفاظ على قوس قصير ، ولكن تجنب لمس القطب الكهربائي بالمعدن المنصهر لحوض اللحام.
عند استخدام قطب كهربائي ذو قطر كبير ، من الضروري زيادة تيار اللحام. يشبه موضع القطب الكهربي أثناء اللحام بالمرور الثالث الممر الثاني. عند استخدام قطب كهربائي بقطر كبير ومع زيادة تيار اللحام ، من المستحسن تسريع حركة القطب لأعلى عندما يصل حوض اللحام إلى أقصى نقطة في مسار الاهتزازات المستعرضة. في هذه الحالة ، من الضروري الانتباه إلى استمرار احتراق القوس خلال كل هذه الحركات. عند تحريك القوس لأعلى ، يجب شده. بعد التبريد الكافي لحوض اللحام ، يعود القطب إلى الحفرة ، ويتم ترسيب معدن إضافي.
الشكل 10- موضع القطب عند لحام وصلة على شكل حرف T في وضع عمودي متعدد التمريرات
طرق حساب اللحام
GOST 5264-80-H1-∆5-50 / 250
سمك المعدن δ = 4 مم ، طول التماس L = 5 م ،
08X22H6T الصلب
يدوي لحام القوس. مفصل اللف بدون حواف مشطوفة مع خط متقطع من جانب واحد.
رسم مشترك اللحام

الشكل 11- مخطط التماس الملحوم GOST 5264-80 H1



