Lucrari generale de instalatii sanitare. Nit metalic. Nituri - cumpărați la un preț avantajos, nituri din aluminiu, oțel, metal și inox în Leroy Merlin
- aceasta este producerea îmbinărilor permanente cu ajutorul niturilor utilizate la fabricarea structurilor metalice (ferme, grinzi, diverse tipuri de containere și structuri de cadru). Nitul este o tijă cilindrică din metal ductil, la un capăt al căreia se află un cap, numit ipotecă. In timpul operatiei de nituire pe a doua latură a tijei, instalată în orificiile pieselor de îmbinat, se formează un al doilea cap de nit, care se numește cel de închidere. Capetele ipotecare și de închidere sunt în mare parte semicirculare și înfundate (Fig. 5.14). Necesitatea utilizării metalului ductil pentru fabricarea niturilor se datorează faptului că capetele sale sunt formate ca urmare a deformării plastice a tijei niturilor. La realizarea îmbinărilor nituite, niturile trebuie alese din același material din care sunt fabricate piesele care urmează să fie îmbinate. Acest lucru previne apariția cuplurilor galvanice, ducând la coroziune la punctul de contact dintre nit și piesă. Procesul de nituire constă din două etape - nituire pregătitoare și nituire reală.
Arhanghelul Mihail a fost demontat din grupul de sus. Restul au fost deschise și pot fi ocupate doar pentru schele. Aurirea stratului de cupru în foc este incredibil de păstrată în perioada expunerii sale, în ciuda tuturor neajunsurilor din rapoarte. La repararea conexiunilor de cocă din cupru crăpate, tehnologia originală nu poate fi utilizată - grav rănită, doar în legătură cu deteriorarea auririi originale. În timpul restaurării, curățarea auririi originale pare a fi o provocare care necesită instrucțiuni din partea organizațiilor de mediu.
Proces de pregătire pentru nituire include găurirea sau perforarea unei găuri pentru un nit și formarea unei adâncituri în acesta folosind o scufundare pentru o ipotecă și un cap de închidere, dacă este necesar. Nituirea în sine include instalarea unui nit într-o gaură pregătită, întinderea semifabricatelor nituite, formarea unui cap de închidere și curățarea după nituire. În funcție de natura îmbinării nituite, nituirea se efectuează la rece (fără încălzire) și la cald (cu preîncălzirea nitului la o temperatură de 1000 ... 1100 ° C). În practică, nituirea la cald este utilizată în cazurile în care nituri de otel peste 12 mm în diametru.
Pe baza recenziilor și analizelor realizate, pașii care conduc la identificarea parțială procese tehnologice lucrările de restaurare ulterioare au fost împărțite în următoarele etape. Etapa 5 - refacerea suprafeței aurite. Alegerea finisajului potrivit este întotdeauna cea mai discutată problemă despre care vor vorbi toată lumea, de la experți până la profan. Alternativ, aurirea cu aur, fie electrolitic într-o baie, fie local și local, fără utilizarea energiei, poate fi utilizată pentru a repara stratul de aur de pe plăcile de cupru expuse și expuse după o curățare mecanică și chimică ușoară.
Tipuri de nituri și cusături de nituri
Cel mai adesea când munca de instalare se folosesc tipuri de nituri cu cap semicircular și înfundat. Datorită faptului că niturile înfundate nu conectează în siguranță piesele la locul de nituire, utilizarea lor este limitată. Se folosește acest tip de nit numai în acele cazuri în care capetele lor, în funcție de condițiile de funcționare ale structurii, nu trebuie să iasă deasupra suprafeței sale. În funcție de scopul și condițiile de funcționare, este posibil să se utilizeze nituri cu alte forme de cap (Fig. 5.15).
Piggy on Fire, care a fost folosit ca tehnologie originală, poate fi folosit doar pentru piese mici, cum ar fi capete de șuruburi de cupru, petice etc. - lustruirea suprafeţei corectate cu aurire conservată - peterea punctelor de scoici de aur de trecere între suprafeţe cu aurire conservată suprafeţe de aurire puternic deteriorată - aurirea capetelor de cupru de şuruburi noi, unele petice etc. Etapa 6 - instalarea unui atelier de tratare a suprafețelor pe piesele de cupru reparate și suprafațate ale sculpturilor - retușarea rosturilor aurite.
Alegerea dimensiunilor niturilor depinde de grosimea pieselor care urmează să fie îmbinate prin nituire. Diametrul nitului ar trebui, de regulă, să fie egal cu grosimea totală a pieselor care trebuie îmbinate. Lungimea tijei de nit este determinată ținând cont de formarea capului de închidere, de contracția tijei în timpul niturii și de necesitatea de a umple golul dintre tija de nit și perete sau orificiul pentru acesta.
Pasul nr. 7 - transport statui Olomouc - Pregătirea elementelor de fixare pentru montarea pe stâlpul sculpturii - fixarea treptată gata de montare - depozitarea documentelor - sicrie închiderea sculpturii și aranjarea umbririi plăcilor astfel încât să intre în statui de păsări - retușarea manipulărilor de aurire deteriorate și asamblare.
Restaurarea carcasei de cupru aurit. În timpul lucrărilor de restaurare a fost necesar să se considere că aceasta a fost o dovadă unică a măiestriei artistice și a măiestriei creatorilor baroc, și de aceea am căutat să păstrăm suprafața existentă acolo unde natura materială a lucrării nu a fost compromisă. Specificul acestor sculpturi constă în varietatea și complexitatea extremă a designului sculpturilor de scoici aurite, care reprezintă în practică o suprafață de aproximativ 40 m, ceea ce înseamnă că am păstrat placa de protecție care se formează pe secțiunile orizontale ale sculptură și îndepărtați treptat crustele nedorite, rezultând puncte de deducere și umbre de eroziune.

Luați în considerare procedura de determinare a lungimii tijei de nituri cu capete înfundate (vezi Fig. 5.14, a) și semicirculare (vezi Fig. 5.14, b). În ambele cazuri, lungimea nitului / se determină pe baza grosimii pieselor de nituit S și a lungimii /0 a părții tijei nitului care iese din orificiul de deasupra suprafeței pieselor de îmbinat. Lungimea părții proeminente a tijei depinde de diametrul nitului și de forma capului de închidere. Pentru nituri cu cap semicircular 10= (1,2… 1,5)d, pentru nituri cu cap înfundat 10 = (0,8….2)d.
Deoarece produsele de coroziune nedorite din cupru și patina de cupru au un caracter foarte asemănător, procesul de curățare a suprafeței a fost destul de dificil. În timpul restaurării s-a procedat de la Metoda de Curățare a Suprafeței Sculpturii din Cupru, elaborată de Ing. Refacerea învelișului de cupru placat cu aur a fost efectuată în conformitate cu procedura de curățare menționată mai sus în următoarele condiții: menținerea unui strat protector neporos. îndepărtarea stratului poros în locurile de precipitații umbrește renașterea auririi originale a auririi sculpturilor.
Procedurile recomandate care sunt potrivite pentru curățarea produselor corozive de pe suprafața afectată a materialelor plastice placate cu aur pot fi împărțite în funcție de natura substanței active, după cum urmează: metode de curățare mecanică - curățarea abrazivă chimică umedă nu sa bazat pe moliciunea aurului. suprafata folosind metode de curatare chimica - a fost ales un aspirator pentru indepartarea produselor corozive necesare si nu interfereaza cu stabilitatea suprafetei in imediata apropiere a zonei curatate; din motivele de mai sus, compușii activi sunt aplicați pe suprafață sub formă de pastă sau gel prin amestecarea unei soluții de hidroxid de sodiu cu un purtător inert poros dintr-o fracție foarte fină, de exemplu, cu piatră ponce; - s-a avut în vedere utilizarea unui inhibitor de coroziune la baza grinzii principale, dar în raport cu reacția gresiei și incapacitatea de a reaplica compoziția pe axul stâlpului, această metodă nu a fost utilizată. metode electrochimice – nu au fost folosite din cauza dimensiunii și stării obiectului. metode combinate - au fost utilizate în combinație cu o procedură mecanică foarte limitată cu curățare chimică alcalină pentru îndepărtarea crustelor grele, așa cum s-a indicat mai sus.
Pentru a asigura o instalare liberă, dar suficient de strânsă a nitului, diametrul găurii ar trebui să fie puțin mai mare decât diametrul nitului:
Diametrul nitului, mm 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Diametrul gaurii, mm:
asamblare buna... 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
asamblare bruta... 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
În cazurile în care este imposibil să se formeze un cap de închidere în îmbinare, se folosesc nituri explozive (Fig. 5.15, e). Un astfel de nit, umplut cu exploziv, este instalat în orificiul pieselor de îmbinat și precipitat cu lovituri ușoare de ciocan în stare rece. După aceea, este încălzit din partea capului încorporat de un dispozitiv de încălzire (de exemplu, un fier de lipit), în urma căruia are loc o explozie a substanței plasate în tija de nit și capătul său se extinde, formând o închidere. cap.
Refacerea deteriorării învelișului de cupru. Repararea învelișului de cupru Pentru repararea și completarea învelișului de cupru, cel mai bine este să utilizați tablă de cupru pur. Pentru conectarea mantalei și a mantalei interioare cu șuruburi de cupru. Pentru repararea îmbinărilor de carenă deteriorate, cea mai economică tehnologie de nituri pentru nituri de cupru cu îmbinare turnată în cupru a fost utilizată ca fiind cea mai potrivită și în ceea ce privește intervenția în aspect sculpturi baroc. În locurile în care atacul de coroziune al carcasei a fost mai extins și aceste zone nu au putut fi îndepărtate din punct de vedere al conservării cu noul material, s-a convenit în consultări periodice folosirea peticelor interne sau externe de cupru.
Pentru conectarea tablelor subțiri de metal și a pieselor din materiale nemetalice, se folosesc nituri tubulare (Fig. 5.15, g), al căror cap de închidere este format prin evazare.
Îmbinarea pieselor cu nituri se numește cusătură de nit. În funcție de natura conexiunii și scopul acesteia, îmbinările cu nituri sunt împărțite în trei tipuri: puternice, dense și durabile.
Prin urmare, restaurarea carcasei s-a efectuat „la rece” pentru a evita decolorarea suprafeței carcasei de cupru, iar autenticitatea descompunerii lente a suprafeței aurite în patina naturală a cuprului a rămas intactă. Nu a fost posibil să se folosească tehnologia originală de lipit al alamei sau lipirea cu argint, deoarece aceasta ar deteriora placarea cu aur și patina din banda largă adiacentă din cauza conductivității termice a cuprului.
În timpul lucrărilor de restaurare s-au folosit următoarele procedee pentru repararea defectelor carcasei: căptușeala și nituirea de tăiere și nituirea căptușelii căptușelii de cupru și nituirea pieselor lipsă au fost recent gravate și finalizate.
În cazuri se folosește o cusătură puternică când este necesar să se obţină o legătură de rezistenţă sporită. De regulă, acestea sunt conexiuni în diferite structuri portante: grinzi, stâlpi, structuri de ridicare și alte structuri similare.
Dacă raportul final ar cuprinde toate intervențiile făcute asupra zonelor deteriorate ale sculpturii, ar fi inutil. După cum se poate observa din dosarele de consultare, în timpul restaurării, toate defectele diferite au fost tratate diferit, adică. daune similare au fost tratate diferit în locuri diferite de pe sculptură. Prin urmare, vom menționa doar intervențiile care caracterizează cel mai bine o anumită procedură pentru fiecare procedură de recuperare.
Cea mai utilizată tehnică de restaurare a fost tehnica de reparare și etanșare a tecii de cupru. Foile de căptușeală au fost imprimate în relief pentru a reproduce interiorul carcasei în punctul de deteriorare. A fost folosit în locuri de fisuri, fisuri și deteriorarea îmbinărilor pieselor individuale de sculptură. De exemplu, putem descrie cum să reparați daunele din partea dreaptă a figurii lui Isus Hristos. Era o conexiune relaxată, originală din alamă lipită. De la subsuoară se deschidea o crăpătură spre siluetă.
Se folosește o cusătură strânsă la nituirea rezervoarelor si vaselor pentru lichide, racorduri de conducte pentru transportul gazelor si lichidelor sub presiune joasa.
Cusătură strânsă servește la conectarea pieselor în dispozitive și structuri care funcționează la presiune ridicată, de exemplu, în cazanele cu abur.
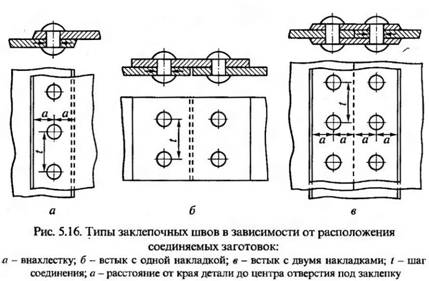
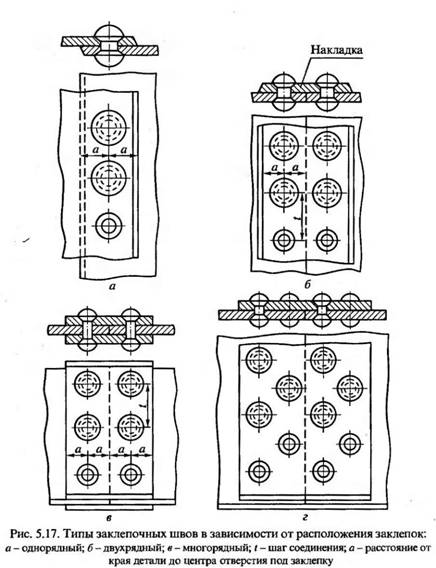
După poziţia relativă a pieselor de legătură există două tipuri de cusături: cap la cap și suprapunere (Fig. 5.16, a). Îmbinarea cap la cap se realizează folosind suprapuneri. Conexiunea utilizează una (Fig. 5.16, b) sau două (Fig. 5.16, c) suprapuneri. Niturile pentru orice tip de conexiune pot fi amplasate pe unul, doua, trei sau mai multe randuri. În funcție de numărul de rânduri de nituri din conexiune, se disting îmbinările cu nituri cu unul, două și mai multe rânduri (Fig. 5.17).
Marginile cusăturilor au fost adunate împreună și șaiba a fost găurită și cele două piese au fost nituite. Un alt exemplu al acestei tehnologii este intervenția la cotul stâng a Arhanghelului Mihail. Materialul original era evaziv la cot ca urmare a pulverizării, coroziunii și presiunii corozive, atât de mult încât o parte din el lipsea complet, iar marginile rămase au fost rupte. Datorită complexității și dimensiunii plasturelui interior, a fost necesar să se creeze o matriță pentru gofrarea ulterioară a zonei figurate. Matrița a fost imprimată în lut de modelat, transferată pe ipsos și turnată în plumb.
Distanța dintre nituri dintr-o îmbinare este selectat în funcție de tipul de conexiune (un rând sau dublu rând). La cusăturile cu un singur rând, distanța dintre axele niturilor (pasul) trebuie să fie egală cu trei diametre ale niturilor, iar distanța de la marginea pieselor care trebuie îmbinate la axa niturilor din îmbinare trebuie să fie de cel puțin un diametru și jumătate. Atunci când se efectuează cusături pe două rânduri, această distanță ar trebui, respectiv, să fie egală cu patru diametre de nit și unul și jumătate, ca într-o conexiune cu un singur rând. Distanța dintre rândurile de nituri în astfel de îmbinări ar trebui să fie de două diametre.
În forma astfel obţinută, forma dorită a fost distrusă. În ceea ce privește conservarea materialului baroc original, cotul nu a fost nici căptușit, nici închis la exterior cu un petic, ci este susținut în acest fel. Perna interioară întărește cotul și previne deteriorarea ulterioară a materialului original în zona deteriorată. Un exemplu de tehnologie de tăiere și nituire este plasturele din partea stângă a pieptului figurii lui Isus Hristos. Deteriorarea tecii de cupru a fost probabil cauzată de împușcătura. Gaura va fi acoperită cu un plasture exterior.
După îndepărtarea acestui plasture și curățarea împrejurimilor zonei deteriorate, s-a decis așezarea găurii. Aceasta a fost locația în care a fost descoperit și a dispărut o parte din materialul original, care a fost smuls. Situl a fost plantat cu o foaie de cupru care a umplut cu precizie gaura. Această foaie a fost gravată pe o foaie de cupru mai mare, care a fost susținută și îndoită sub carcasa de cupru deteriorată. Cu această tehnologie, gaura a fost umplută cu o foaie de cupru în același plan cu corpul aurit al sculpturii.
Un proces de prelucrare a metalelor în care două sau mai multe piese sunt unite împreună cu nituri. Nit- un produs cilindric cu cap la un capăt, din oțel moale. nituire metalica aplicat pentru imbinarea foilor subtiri si Părți metaliceși structuri în industrii precum construcțiile, producția de aeronave, producția de sisteme de ventilație etc. În plus, nituirea metalică vă permite să fixați produse metalice și alte materiale atunci când alte tipuri de prelucrare, cum ar fi sudarea metalelor, nu sunt posibile. În procesul de nituire a metalului apar îmbinări cu nituri sau cusături nituite.
După cum sa indicat în studiul de restaurare, pe suprafața sculpturilor au fost găsite un număr mare de pete exterioare de cupru, șuruburi și nituri din reparații anterioare. Pentru patch-urile individuale, deciziile individuale sunt luate dacă sunt lăsate sau acceptate. În cazul în care au fost îndepărtate, s-a decis dacă vor fi returnate la locul inițial și șuruburile de fier înlocuite cu nituri de cupru sau dacă vor fi înlocuite cu petice noi, externe sau interne. Pentru a păstra integritatea suprafeței aurite, majoritatea zonelor deteriorate au fost scufundate din interior.
Tipuri de nituri și îmbinări cu nituri
Diametrul și lungimea nitului depind pe grosimea pieselor de îmbinat. Niturile au diametre de la 2 la 8 mm. Tipuri de nituri: Nituri cu cap buton, Nituri cu cap cilindric, Nituri cu cap confundat, Nituri tubulare, Nituri pentru sablare, Nituri cu cap semi-înfundat
Un exemplu de abordare diferențiată este restaurarea capului figurii lui Isus Hristos. Pe părul ei avea trei pete vechi. Unul dintre ele a fost înșurubat cu șuruburi metalice și sudură cu cupru, altul mai mic a fost înșurubat doar cu șuruburi cu șurub, iar al treilea a fost înșurubat în spatele capului cu șuruburi de cupru. Un petic mare, înșurubat și sudat, a fost sudat, sudurișlefuită, o nouă șuviță de păr a fost vopsită din tablă de cupru, care a fost aurită cu foc și înșurubat cu șuruburi de alamă în zona deteriorată.
Cu un mic petic, doar șuruburile de fier au fost înlocuite cu alamă, în timp ce al treilea petic a rămas neschimbat. Tehnologia de lipire cu argint a fost folosită exclusiv în repararea razelor solare mari. Acestea sunt stâlpi forjați din cupru, care se termină cu un fir de prindere. Acest flux a fost întrerupt de mai multe rafturi. Sculpturile nu aveau multe piese lipsă. Aceasta a fost, în special, adăugarea capetelor sparte lipsă ale razelor tuturor celor trei sori și a unei raze a soarelui mic din nord. După turnarea matriței corespunzătoare, piesele individuale au fost conectate prin nituire printr-o punte de cupru.
Cusături de nituri după natura conexiunilor pot fi: cusătură puternică - folosit cand este necesara obtinerea unei conexiuni puternice in transportatori structuri metalice. Cusătură strânsă cu nituri folosit la asamblarea containerelor pentru transportul lichidelor si gazelor. Cusătură strânsă utilizat la fixarea structurilor care trebuie să reziste la sarcini sau presiuni mari.
Conexiunile cu nituri sunt: suprapunere, când una dintre părțile prinse se suprapune pe cealaltă, și capăt, când părțile sunt rezemate una de cealaltă, iar fixarea are loc cu plăci metalice. Se formează cusături de nituri din rânduri de nituri și pot fi pe un rând, cu două rânduri sau pe mai multe rânduri, iar în acest din urmă caz, niturile sunt aranjate într-un model de șah.
Fapt interesant
Pentru conectare produse metalice se folosesc nituri din același metal. La fixarea metalului pe o piesă din lemn, se folosesc nituri metalice; o șaibă este plasată sub capul de nituire, astfel încât suprafața din lemn să nu se șifoneze.
proces de nituire a metalelor
Procesul de nituire a metalului constă în următoarele etape: după marcarea viitoarelor găuri pentru nituire, tablele metalice sunt găurite astfel încât găurile să fie cu 0,1 mm mai mari decât diametrul niturii. Un nit este introdus în orificiul finit, după care, ținând capul de jos, capătul liber al nitului este sertizat cu o întindere. În etapa finală, capătul liber al nitului este nituit cu un ciocan, capul este modelat prin sertizare.
Scoaterea conexiunii de nituire posibil în cazul tăierii capului nitului sau găuririi nitului.
Echipament de nituire metal
Are loc nituirea metalului manuala si mecanica. Nituirea manuală se face acasă folosind următoarele trusa de scule: un baros sau un ciocan-pilot cu cap pătrat, întindere și sertizare pentru a efectua aceleași operații, suport pentru capul nitului. La nituirea mecanică a metalului se folosesc nituitoare sau ciocane pneumatice.
În cazul în care aveți nevoie proces de nituire a metalelor sau trebuie să achiziționați tablă sau feronerie pentru nituire, sunați sau scrieți companiei Promkomplekt: specialiștii companiei vă vor recomanda o metodă adecvată de îmbinare a metalului și o vor oferi la prețuri mici. Consultați note utile suplimentare despre feronerie, burghie pentru metal, care vă pot fi utile în procesul de nituire a metalului.



