Пб при сварочных работах. Безопасность сварочных работ
Фото с http://www.vvcti.ru/
Нарушение техники безопасности при проведении сварочных работ часто приводит к самым печальным последствиям - пожарам, взрывам и как следствие травмам и гибели людей.
Так же при сварке возможны следующие травмы - поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.
4.Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского (почти полное) поглощение вредных излучении, связанных с горением дуги. Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов (лазеров) так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, но при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 град. С. при которой одежда из любой ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке. Высокая температура дуги (6000- 8000° С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа вертикальной или наклонной панели равномерного всасывания стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов.
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2-3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика.
Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке: отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств; неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п., отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае: все указанные средства и инструменты следует периодически проверять; такелажные работы должны производить лица, прошедшие специальный инструктаж; от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Чтобы было удобно работать сварщикам нужно соблюдать следующие рекомендации
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.
5. При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.
Газопламенная обработка связана с использованием горючих взрывоопасных газов. Это требует строгого соблюдения следующих правил техники безопасности:
- Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керо син, стружка и др.
- Сварку внутри резервуаров и в плохо вентилируемых помещениях и емкостях следует вести с применением систем принудительной венти ляции и с перерывами в работе. Снаружи должен находиться второй че ловек, который способен оказать помощь в случае необходимости.
- При резке металлов больших толщин следует применять резаки с удлиненными трубками для уменьшения влияния высокой температуры на рабочего.
- Выполнение газопламенных работ и применение открытого огня допускается на расстоянии не менее 10м от перепускных рам и пере движных ацетиленовых генераторов и 5м от отдельно стоящих баллонов с горючими газами.
- При сварке можно применять только редукторы с исправными ма нометрами.
- Кислородные редукторы следует предохранять от попадания на них смазочных материалов.
- При пуске газа в редуктор нельзя стоять перед редуктором.
- Все соединения редуктора должны быть герметичны.
- Запрещается использование переходников, тройников для одновременного питания нескольких горелок.
Во время транспортировки баллонов с газом на них необходимо навернуть защитные колпачки для предотвращения от случайных повреждений и загрязнения. Переносить или передвигать их следует на специальных устройствах (тележках, носилках), во избежание их падения либо ударов друг о друга. Можно перемещать баллоны кантовкой, слегка наклоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны можно только при непосредственном проведении сварочных работ. На рабочем посту разрешается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные баллоны следует хранить только в вертикальном положении и закрытыми, чтобы избежать возможности их падения и механического повреждения. Пустые же баллоны разрешается хранить штабелями, но высотой не более 4 рядов. Баллоны, хранящиеся на строительных площадках, должны храниться во временном складе из огнеупорного материала.
Вентили кислородных баллонов следует предохранять от попадания на них масел, пленки которых могут самовоспламеняться при контакте со сжатым кислородом. Запрещается работать с баллонами, давление в которых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в красный цвет и эксплуатируют в соответствии с правилами обращения с баллонами со сжатым или сжиженным газом. В процессе хранения и эксплуатации нельзя подвергать баллоны с газами нагреву, так как это приводит к повышению давления в них и может привести к взрыву.
Техника безопасности при дуговой сварке
Поражение электрическим током . При дуговой сварке используют источники тока с напряжением холостого хода от 45 до 80 В, при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плазменной резке и сварке. Поэтому источники питания оборудуются автоматическими системами отключения тока в течение 0,5 ... 0,9 с при обрыве дуги. Человеческое тело обладает собственным сопротивлением и поэтому безопасным напряжением считают напряжение не выше 12 В.
При работе в непосредственном контакте с металлическими поверхностями следует соблюдать следующие правила техники безопасности:
- Надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги.
- Надежное заземление корпусов источников питания сварочной ду ги (рис. 1.1).
- Применение автоматических систем прерывания подачи высокого напряжения при холостом ходе.
- Надежная изоляция электрододержателя для предотвращения случай ного контакта с токоведущими частями электрододержателя с изделием.
- При работе в замкнутых помещениях (сосудах) кроме спецодежды следует применять резиновые коврики (калоши) и источники дополни тельного освещения.
- Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения.
- Каждый сварочный пост должен быть огорожен негорючими ма териалами по бокам, а вход - асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих.
- Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них.
Рис. 1.1. Схема заземления сварочного оборудования
Поражение лучами электрической дуги . Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 ... 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза. Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты.
Техника безопасности при сварке электронным лучом
При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование.
Пожаробезопасность при проведении сварочных работ
При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель.
Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
Все сварочные работы должны выполняться в соответствии с требованиями «Правил безопасности при работе с инструментом и приспособлениями».
К электросварочным и газосварочным работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний по технике безопасности и имеющих удостоверение сварщиков. Все сварщики должны проходить проверку знаний инструкции по охране труда.
Проходы между источниками сварочного тока должны быть не менее 0,8 м. Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Запрещается установка сварочного трансформатора над регулятором тока.
Запрещается производство электросварочных работ во время дождя и снегопада, при отсутствии навесов на электросварочным оборудованием и рабочим местом. При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом ковре.
При любых отлучках с места работы сварщик обязан отключить сварочный аппарат. При электросварочных работах сварщик должен пользоваться индивидуальными средствами защиты: щиток, служащий для защиты лица и глаз, рукавицы для защиты рук. Одежда должна быть из несгораемого материала с низкой электропроводностью, кожаные ботинки.
При газосварочной работе запрещается хранить баллоны с кислородом в одном помещении с баллонами для горючих газов, а также с карбидом кальция, красками и маслами (жирами). Баллоны необходимо перемещать на специальных тележках, контейнерах и других устройствах, обеспечивающих устойчивое положение баллонов. Запрещается переноска баллонов на плечах и руках. Баллон с утечкой газа не должен применяться для работы или транспортирования.
Запрещается подогревать баллоны для увеличения давления. При проведении газосварочных работ запрещается курить и пользоваться открытым огнем на расстоянии менее 10 метров от баллонов с газом. Общая длинна шлангов должна быть не более 30 м. До присоединения шланга к горелке, его необходимо продуть рабочим газом. Каждые пять лет баллон для газа должен проходить освидетельствование. По окончанию работы вентили баллонов должны быть закрыты.
Охрана труда
Охрана труда на предприятии и промышленная санитария
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обуславливает повышенные требования к организации рабочих мест, обслуживанию аппаратуры и оборудования. Нарушение этих требований запрещено, чтобы избежать травматических случаев (отравлений газом, поражения электрическим током и др.). Сварщику при выполнении работ приходится работать при электрическом токе силой свыше 1000А и напряжении от 24 до 220/380В. Применяемые при газовой сварке, наплавке и резке металлов кислород и горючие газы подаются к месту работы в сжатом состоянии, чаще под высоким давлением. Горючие газы, смешиваясь с воздухом или кислородом, взрываются от искры любого происхождения, открытого пламени, нагретого тела и других тепловых импульсов. Широко используемый газ – ацетилен, даже если отсутствует кислород и воздух, взрывоопасен. Серьезная опасность возникает при получении ацетилена в специальных генераторах на месте производства работ.
Высокой химической активностью обладает кислород, находящийся под большим давлением в баллоне, особенно при соприкосновении с различными маслами и жирами – животными, минеральными и растительными. Резка металлов сопровождается выбросом из места резки большого количества расплавленного металла и шлака.
Все это делает место выполнения сварочных работ зоной повышенного риска.
Электробезопасность
При электросварочных работах проходы между однопостовыми источниками сварочного тока для сварки плавлением, резки, наплавки должны иметь ширину не менее 0,8 м., между многопостовыми источниками – не менее 1,5 м., расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Регулятор сварочного тока может размещаться рядом со сварочным трансформатором или над ним. Запрещается установка сварочного трансформатора над регулятором тока.
Запрещается производство электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом.
При электросварочных работах в производственных помещениях рабочие места сварщиков должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом ковре.
При электросварочных работах сварщик и его подручные должны пользоваться индивидуальными средствами защиты: защитной каской из токонепроводящих материалов, которая должна удобно сочетаться со щитком, служащим для защиты лица и глаз: защитными очками с бесцветными стеклами для предохранения глаз от осколков и горячего шлака при зачистках сварочных швов молотком или зубилом; рукавицами с крагами или перчатками, специальной одеждой из искростойких материалов с низкой электропроводностью, кожаными ботинками.
Пожаробезопасность
Причинами пожара при сварочных работах могут быть искры и капли расплавленного металла и шлака, неосторожное обращение с пламенем горелки при наличии горючих материалов вблизи рабочего места сварщика.
Для предупреждения пожаров необходимо соблюдать следующие противопожарные меры: нельзя хранить вблизи от места сварки огнеопасные или легковоспламеняющиеся материалы, а также производить сварочные работы в помещениях, загрязненных промасленной ветошью, бумагой, древесными отходами;
Запрещается пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей; нельзя выполнять сварку и резку свежевыкрашенных масляными красками конструкций до полного их высыхания;
Запрещается выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов, находящихся под давлением.
Нужно постоянно иметь противопожарные средства – огнетушители, ящики с песком, лопаты, ведра, пожарные рукава и следить за их исправным состоянием, а также содержать в исправности пожарную сигнализацию; после окончания сварочных работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии горящих или тлеющих предметов.
Экономическая часть
Структура предприятия
Начальник цеха несет ответственность за штатное расписание:
непосредственно обеспечивает руководство всей работы по выполнению планового задания, охране труда, техники безопасности, чтобы все рабочие места были укомплектованы рабочими единицами;
производит анализы безопасности производственного оборудования и трудовых процессов, применяет меры к повышению уровня их безопасности;
ежедневно в санитарном рапорте докладывает о нарушениях и устранении причин нарушений;
проверяет работу по охране труда и принимает меры дисциплинарного взыскания;
контролирует качество работы, проверяет состояние документации по инструкции рабочих в цехе;
контролирует наличие и систематическое обновление наглядной аппаратуры по охране труда на участке и рабочих местах.
Заместитель начальника цеха:
отвечает за выполнение заданий, запланированных работ по участкам, за технику безопасности, за исправность оборудования, следит за качеством и своевременным выполнением заданий.
Начальник участка:
следит за исправностью источников питания;
наблюдает за ходом сварки;
отвечает за технику безопасности на своем участке, несет ответственность за выполнение запланированных работ.
назначает разряд сварщикам;
следит за качеством выполняемой работы;
следит за техникой безопасности непосредственно при выполнении какой- либо работы на участке;
докладывает о проделанной в течение дня работе.
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в работоспособном состоянии;
- воевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- контролировать качество изготавливаемой продукции;
- поддерживать надлежащий порядок на рабочем месте.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. Для каждого рабочего устанавливают отдельную кабину размером 2 х 2,5 м. Ее стены могут быть выполнены из тонкого железа, фанеры или брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготавливают из трубы или угловой стали, пол - из огнестойкого материала (кирпич, бетон или цемент). Стены окрашивают в светлосерый цвет красками, хорошо поглощающими ультрафиолетовое излучение (цинковые или титановые белила, желтый крон). Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией (рис. 6.1) с подачей воздуха 40 м 3 /ч на каждого рабочего.
Рис. 6.1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 - воздухопровод; 2 - шибер; 3 - воздухоприемник; 4 - штампованная решетка; 5 - козырек
Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышку стола толщиной 20... 25 мм изготавливают из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис. 6.2).
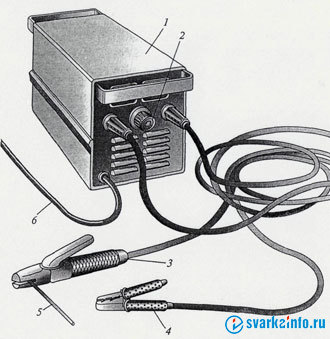
Рис. 6.2. Электросварочное оборудование:
1 - сварочный трансформатор; 2 - ручка регулировки тока; 3 - электродержатель; 4 - заземляющий зажим; 5 - электрод; 6 - сетевой шнур
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 6.1.
Таблица 6.1. Характеристики электродержателей
Электродержатели должны обеспечивать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом 115° и более к оси электродержателя. Необходимо, чтобы конструкция электродержателя позволяла производить замену электрода за время, не превышающее 4 с. Токоведущие части электродержателей должны иметь надежную изоляцию сопротивлением не менее 5 МОм для предотвращения их случайного непосредственного контакта со свариваемым изделием или руками сварщика.
Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500 В частотой 50 Гц в течение 1 мин.
Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55 °С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более 40 мм.
Электродержатели должны обладать достаточной механической прочностью. Схемы некоторых типов электродержателей показаны на рис. 6.3.
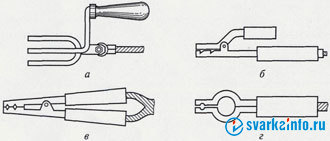
Рис. 6.3. Типы электродержателей: а - вилочный; б, в - щипцовый; г - с пружинящим кольцом
Таблица 6.2. Площади сечения сварочного провода в зависимости от силы сварочного тока
К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки - ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50...75 мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электродержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18...0,2 мм.
Безопасность электросварочных работ
К выполнению электросварочных работ допускаются лица, достигшие 18-летнего возраста, прошедшие специальное производственное обучение, имеющие удостоверение на право производства работ и получившие вторую квалификационную группу по электробезопасности.
Ежегодно комиссия под руководством главного инженера проводит проверку знаний электросварщиков для продления на год удостоверения, подтверждающего вторую квалификационную группу по электробезопасности. В состав комиссии должен входить энергетик с квалификационной группой по электробезопасности не ниже пятой.
При сварке на объектах, которые курирует Госгортехнадзор России, все сварщики должны быть аттестованы в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства и Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным Постановлением Госгортехнадзора России от 25 июня 2002 г. № 36.
Все работы по установке, ремонту и наблюдению за электросварочными аппаратами должен выполнять электромонтер, имеющий квалификационную группу по электробезопасности не ниже третьей. Подключать электросварочный аппарат к источнику питания, заменять предохранители и производить какой бы то ни было ремонт электросварочной установки сварщику запрещается.
Все электросварочное оборудование должно быть в защищенном исполнении, а вращающиеся части сварочных генераторов необходимо оборудовать ограждениями.
Передвижные сварочные аппараты с двигателем внутреннего сгорания должен обслуживать моторист, имеющий удостоверение о допуске к этой работе. Указанные аппараты заземляют металлическим штырем, забиваемым в землю и присоединенным к корпусу аппарата. Число штырей, их диаметр и длину определяют расчетным путем, исходя из того, что их сопротивление не должно превышать 4 Ом.
Если не представляется возможным обеспечить защитное заземление, то необходимо пользоваться устройством защитного отключения.
На каждом ящике рубильника включения (ЯРВ), к которому подключают сварочный аппарат, должен быть надежный замок. На ящике необходимо написать несмываемой краской: «Опасно для жизни. Напряжение 380 В. Ответственный.......». На внутренней стороне дверцы ящика помещают схему подключения трансформатора, указывают его мощность и допустимую силу тока плавких вставок.
Электросварочные установки регистрирует главный механик организации. У него находятся их паспорта и инструкции по эксплуатации. На всех сварочных трансформаторах, аппаратах и преобразователях должны быть заводские и инвентарные номера, под которыми они зарегистрированы в журнале главного механика.
Каждый электросварочный аппарат подключают к индивидуальному рубильнику проводом соответствующего сечения, при этом расстояние между аппаратом и стеной составляет не менее 0,5 м.
Присоединять аппарат к сети следует в соответствии с маркировкой выводов на зажимах.
Органы управления электросварочными аппаратами (рубильники, пакетные выключатели, кнопки, пускатели и др.) должны иметь надежные фиксаторы или ограждения, предотвращающие их самопроизвольное или случайное включение (отключение).
При одновременном использовании нескольких сварочных трансформаторов их необходимо размещать таким образом, чтобы расстояние между ними составляло не менее 0,35 м, а ширина проходов - не менее 0,8 м.
Производство электросварочных работ допускается при выполнении требований инструкции по противопожарной безопасности и с обязательным согласованием вида работ с представителем Государственного пожарного надзора. При работе в пожароопасных помещениях электросварщики проходят обучение правилам пожарной безопасности, по завершении которого органы пожарной инспекции выдают контрольный талон.
Запрещается производство электросварочных работ в местах, где имеются воспламеняющиеся вещества и материалы. Места огневых работ и размещения электрогенераторов должны быть очищены от горючих материалов в радиусе не менее 5 м. Электросварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов.
Сварочные аппараты должны иметь защитные устройства со стороны питающей сети.
Напряжение холостого хода сварочного трансформатора на низкой стороне не должно превышать 75... 110 В.
Корпус электросварочного аппарата, вторичную обмотку трансформатора и свариваемый предмет следует надежно заземлить до подключения их к сети, и это заземление не должно нарушиться до отключения аппарата от сети.
Для присоединения заземляющего провода на корпусе электросварочного аппарата, в доступном месте, необходимо установить болт диаметром 5... 8 мм, и снабдить его надписью: «Земля». Над клеммами сварочных трансформаторов должны быть козырьки и надписи: «Высокая сторона» и «Низкая сторона».
Схемы подключения сварочных трансформаторов к сети напряжением 380 и 220 В приведены на рис. 6.4 и 6.5.
Запрещается использовать технологическое оборудование, металлические конструкции зданий, коммуникации, сети заземления и зануления, железную арматуру, конструкции электроустановок, водопроводные, отопительные и канализационные стояки в качестве обратного нулевого провода.
Обратным проводом может служить стальная шина любого профиля, сварочная плита, стеллаж или сама сварочная конструкция в том случае, если их сечение обеспечивает безопасное, с точки зрения возможного нагрева, протекание сварочного тока.
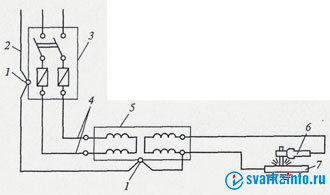
Рис. 6.4. Схема подключения сварочного трансформатора к сети напряжением 380 В:
1 - заземляющие болты; 2 - заземляющий провод сети; 3 - ЯРВ; 4 - питающие фазовые провода; 5- сварочный трансформатор; 6 - электродержатель; 7 - свариваемая деталь
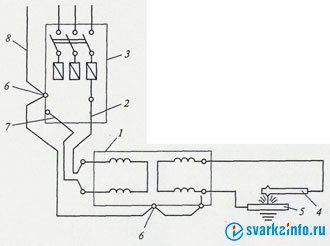
Рис. 6.5. Схема подключения однофазного сварочного трансформатора к сети напряжением 220 В:
1 - сварочный трансформатор; 2 - питающий фазовый провод; 3 - ЯРВ; 4 - электродержатель; 5 - свариваемая деталь; 6 - заземляющие болты; 7 - нулевой провод; 8 - заземляющий провод
Отдельные элементы обратного провода должны быть соединены друг с другом болтами, струбцинами или зажимами.
Электропроводка между сварочной установкой и электродержателем должна быть выполнена из провода в соответствии с государственным стандартом, с учетом силы тока и соблюдением условий безопасности.
Необходимо принимать меры против повреждения изоляции на проводах (кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами, шлангами с горючими газами и горячими трубопроводами. Применение электросварочных проводов с поврежденной оплеткой или изоляцией запрещается. Если нет возможности заменить поврежденный провод, то необходимо заключить его в резиновый шланг.
Длина проводов между питающей сетью и передвижными сварочными аппаратами не должна превышать 10 м, причем провода следует защищать от механического повреждения.
Сварочные провода следует соединять посредством горячей пайки, сварки, с помощью соединительных муфт, имеющих изолирующую оболочку, причем места паяных и сварных соединений проводов должны быть тщательно изолированы.
При перемещении сварочного аппарата его необходимо отключать от электрической сети.
Рукоятку электродержателя для ручной сварки изготавливают из теплоизолирующего диэлектрического материала. Электродержатель должен обеспечивать надежный зажим и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электродержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы.
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электродержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность соединений электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до легковоспламеняющихся предметов должно составлять не менее 10 м, а при ветре, направленном в сторону легковоспламеняющихся веществ, - не менее 20 м).
Для заземления сварочных преобразователей и сварочных трансформаторов необходимо:
- соединить заземляющий болт на корпусе сварочного преобразователя четырехжильным шланговым кабелем с заземляющей жилой;
- для питания однофазного сварочного трансформатора при менять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, а другим - к заземляющему болту на ЯРВ;
- заземлить низкую сторону сварочного трансформатора (со стороны провода, присоединяемого к свариваемой детали).
Повышенная опасность возникает при замене электрода, когда сварщик прикасается рукой к нему или оголенным частям электродержателя. Поэтому категорически запрещается дотрагиваться другой рукой до свариваемой детали.
Не разрешается производить электросварочные работы во время грозы, под дождем или снегом.
Электросварщик обязан тщательно заправлять спецодежду и обувь для обеспечения надежной защиты от брызг расплавленного металла (брезентовые куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами, ботинки плотно зашнуровывают).
При выполнении работ в особо опасных помещениях и резервуарах электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода в режиме холостого хода.
Запрещается производить сварку на сосудах, находящихся под давлением, а также внутри сосудов, которые не очищены от легковоспламеняющихся, взрывоопасных, горючих и токсичных материалов (после очистки такие емкости должны быть проверены на отсутствие опасных и вредных веществ). Кроме того, не разрешается производить сварку свежеокрашенных конструкций и трубопроводов до полного высыхания краски.
Диэлектрические перчатки, галоши и коврик электросварщик обязан применять при сварке в замкнутом пространстве и на улице после дождя или снегопада.
Электросварочный аппарат необходимо регулярно, не реже одного раза в месяц, проверять:
- на отсутствие замыкания на корпус;
- целостность заземляющего провода;
- исправность изоляции питающих проводов (сопротивление изоляции должно составлять не менее 0,5 МОм);
- отсутствие оголенных токоведущих частей;
- отсутствие замыкания между обмотками высокого и низкого напряжения.
По окончании сварочных работ необходимо навести порядок на рабочем месте. В случае обнаружения тлеющих предметов нужно залить их водой.
При передвижном сварочном посту должны быть углекислотный огнетушитель, войлок или кошма, лопата, лом и топор.
Работы с повышенной опасностью
Работами с повышенной опасностью являются работы, при выполнении которых на работника могут воздействовать опасные и (или) вредные производственные факторы.
К работам с повышенной опасностью относятся:
Огневые работы
Требования безопасности при проведении огневых работ
К огневым работам (ОР) относятся производственные операции, связанные с применением открытого огня, искрообразованием и нагреванием материалов и конструкций до температуры, способной вызвать воспламенение: электросварка, газосварка, бензорезка, керосинорезка, паяльные работы, механическая обработка металла с образованием искр и т.п.
На проведение всех видов ОР на временных местах (кроме строительных площадок и частных домовладений) руководитель объекта обязан оформить наряд - допуск в соответствие с требованиями Правилами пожарной безопасности (ППБ 01-03).
Общие требования безопасности при выполнении электросварочных и газопламенных работ
Требования безопасности при выполнении электросварочных и газосварочных работ изложены в Межотраслевых правилах по охране труда при электро- и газо - сварочных работах (ПОТ РМ-020-2001).
Места производства сварочных и газопламенных работ должны быть обеспечены средствами пожаротушения.
Рабочие места сварщиков в помещении при сварке открытой дугой должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе ограждения следует ставить в случае одновременной работы нескольких сварщиков вблизи друг от друга и на участках интенсивного движения людей.
Сварочные работы на открытом воздухе во время дождя и снегопада должны быть прекращены.
Места производства электросварочных и газопламенных работ на данном, а также на нижерасположенных ярусах (при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и оборудования (газогенераторов, газовых баллонов и т.п.) – в радиусе не менее 10 м.
В электросварочных аппаратах и источниках их питания элементы, находящиеся под напряжением, должны быть закрыты оградительными устройствами.
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов.
Электросварочная установка (преобразователь, сварочный трансформатор и т.п.) должна присоединяться к источнику питания через рубильник и предохранители или автоматический выключатель, а при напряжении холостого хода более 70 В необходимо применять автоматическое отключение сварочного трансформатора.
Электросварщики должны иметь группу по электробезопасности не ниже II.
Для дуговой сварки необходимо применять изолированные гибкие кабели, рассчитанные на максимальную электрическую нагрузку с учетом продолжительности цикла сварки. Соединение сварочных кабелей следует производить опрессовкой или пайкой с последующей изоляцией мест соединений.
Подключение кабелей к сварочному оборудованию должно осуществляться при помощи опрессованных или припаянных кабельных наконечников.
При прокладке или перемещении сварочных проводов необходимо принимать меры против повреждения их изоляции и соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, а с горючими газами - не менее 1 м.
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены, а у сварочного трансформатора, кроме того, заземляющий болт корпуса должен быть соединен с зажимом вторичной обмотки, к которому подключается обратный провод.
В качестве обратного провода или его элементов могут быть использованы стальные шины и конструкции, если их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока.
Соединение между собой отдельных элементов, применяемых в качестве обратного провода, должно быть надежным и выполняться на болтах, зажимах или сваркой.
Запрещается использовать в качестве обратного провода металлические части коммуникаций: водопровод, теплоснабжение, газопровод и др., а также металлические конструкции зданий и корпуса технологического оборудования.
Крепление газопроводящих рукавов на ниппелях горелок резаков и редукторов, а также в местах соединения рукавов необходимо осуществлять стяжными хомутами.
Допускается обвязывать рукава мягкой отожженной стальной (вязальной) проволокой не менее чем в двух местах по длине ниппеля.
Не допускается применять бензорезы при выполнении газопламенных работ в резервуарах, колодцах и других замкнутых ёмкостях.
Одновременное производство электросварочных и газопламенных работ внутри емкостей не допускается.
При выполнении электросварочных и газопламенных работ внутри емкостей или полостей конструкций рабочие места надлежит обеспечивать вытяжной вентиляцией.
В случаях выполнения сварочных работ с применением сжиженных газов (пропана, бутана, аргона и углекислоты) вытяжная вентиляция должна иметь отсос снизу.
Сварочный трансформатор, ацетиленовый генератор, баллоны со сжиженным газом должны размещаться вне емкостей, в которых производится сварка.
При производстве сварочных работ в плохо проветриваемых помещениях малого объема, в закрытых емкостях, колодцах и т.п. необходимо применение средств индивидуальной защиты глаз и органов дыхания.
Освещение при производстве сварочных или газопламенных работ внутри металлических емкостей должно осуществляться с помощью светильников, установленных снаружи, или ручных переносных ламп напряжением не более 12В.
Подготовка и проведение огневых работ на взрывоопасных и взрывопожароопасных объектах.
Общие требования
Огневые работы на действующих взрывоопасных и взрывопожароопасных объектах (РД 09-364-00) допускаются в исключительных случаях, когда эти работы невозможно провести в специально отведённых для этой цели постоянных местах.
Не разрешается размещать постоянные места для проведения огневых работ в пожароопасных и взрывопожароопасных помещениях.
Огневые работы на взрывоопасных и взрывопожароопасных объектах должны проводиться только в дневное время (за исключением аварийных случаев).
Подготовка и проведение огневых работ включает следующие мероприятия:
1. Оформление работ нарядом-допуском. На проведение всех видов огневых работ на временных местах (кроме строительных площадок и частных домовладений) руководитель объекта обязан оформить наряд - допуск.
Наряд - допуск – это задание на производство огневых работ, оформленное на специальном бланке установленной формы, которое определяет место огневых работ, время их начала и окончания, объём и содержание подготовительных работ, последовательность их выполнения, меры безопасности при проведении огневых работ, порядок контроля воздушной среды и средства защиты лиц, ответственных за подготовку и проведение огневых работ, состав бригады.
Наряд - допуск оформляется, заполняется и ведётся по специальной процедуре. Согласование наряда - допуска проводится в соответствии с РД 09-364-00, п.п. 2.6 и 2.7.
2. Разработка инструкции по безопасному ведению огневых работ.
Требования инструкции по безопасному ведению огневых работ в организации должны быть не ниже, установленных типовой инструкцией.
3. Разработка мероприятий по безопасному проведению огневых работ.
4. Назначение лиц, ответственных за подготовку и проведение огневых работ.
Руководитель подразделения, где проводятся огневые работы, назначает лиц, ответственных за их подготовку и проведение. Перечень лиц, назначаемых ответственными за подготовку огневых работ, утверждается руководителем организации.
5. Проведение подготовительных работ (технических мероприятий).
6. Допуск к работе, инструктаж исполнителей.
Допуск к выполнению огневых работ осуществляет лицо, ответственное за их проведение, после приёмки оборудования и проверки состояния воздушной среды. Перед началом огневых работ лицо, ответственное за их проведение, проводит целевой инструктаж с исполнителями по соблюдению мер безопасности.
7. Контроль за выполнением требований, предъявляемых к персоналу.
К проведению огневых работ допускаются лица, прошедшие специальную подготовку, имеющие квалификационное удостоверение и талон по технике пожарной безопасности. Лица, допущенные к проведению огневых работ, должны один раз в год проходить проверку знаний по охране труда и ежегодно проходить медицинское освидетельствование. К самостоятельной работе не допускаются лица моложе 18 лет и ученики.
8. Контроль во время ведения огневых работ.
Руководитель структурного подразделения обеспечивает контроль за соблюдением требований инструкции по безопасному ведению огневых работ. Контроль воздушной среды осуществляет лицо, ответственное за подготовку огневых работ.
9. Наблюдение за местом производства огневых работ по их окончании.
Начальник смены проверяет место, где выполнялись огневые работы, и обеспечивает наблюдение за ним в течение 3-х часов в целях исключения возможности загорания.



