Переходная проволока для нержавейки и чернухи. Чем можно варить нержавеющую сталь
Чем варить нержавейку - вопрос довольно актуальный для современной промышленности. Стоит отметить, что данный тип стали - довольно прочный материал, поэтому его обработка имеет определенные нюансы. Выбор метода сварки зависит и от толщины заготовок, и от химического состава.
Нержавеющая сталь. Основные характеристики
Нержавеющая сталь - это сплав углерода и железа, легированный хромом. Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде. образовывают специальную защитную пленку, благодаря которой основной металл сохраняет свою стойкость. Дополнительно сталь легируют никелем, кобальтом, титаном. Главными преимуществами нержавейки является высока стойкость при контакте с агрессивной средой, высокая прочность, соответственно, и длительный период эксплуатации. К тому же сталь имеет хороший эстетический вид.
Особенности сварки стали, стойкой к коррозии
Данный материал имеет большое линейное расширение. Как следствие, при термическом воздействии заготовки могут деформироваться, изменять свои размеры. Чтобы избежать такой ситуации, необходимо четко придерживаться оптимального зазора между деталями, что соединяются. Действие высокой температуры может привести к тому, что легированная сталь несколько теряет свои свойства, стойкость к коррозии уменьшается. В этом случае сварной шов должен своевременно охлаждаться. Низкая теплопроводность стали требует снижения силы тока примерно на 25%. Стоит также правильно подбирать сварочные электроды, так как при большой длине возможен их перегрев. Еще одна сложность - появление тугоплавких карбидов на поверхности, межкристаллитная коррозия.
Способы варки нержавеющей стали
Существует немало методов сварки При небольшой толщине метала (1,5 мм) целесообразно использовать (в среде инертного газа). Чем варить нержавейку толщиной менее 0,8 мм? В данном случае используют импульсный дуговой способ. Тонкие металлы также соединяют дугой со струйным переносом материала. Все чаще используется плазменный метод сварки. Применять его можно для широкого диапазона толщины заготовок. Сечения более 10 мм варят под шаром флюса. Еще используют сварку токами высокой частоты, лазерный метод.
Аргонная сварка материала
Данный процесс происходит в защитной среде газа - аргона. Он защищает материал от воздействия кислорода. В специальном приспособлении образовывается дуга между деталью и электродом из вольфрама. В процессе нагрева кромки плавятся, возникает защищенная сварочная ванна. В дугу также постоянно подается специальная проволока для сварки нержавейки. Производится сам процесс соединения под углом 90°. Для наиболее качественной работы стоит исключить любые колебательные движения электрода. В результате получается шов, свободный от шлаков. Такое соединение отличается высоким качеством, прочностью, удовлетворяет все эстетические запросы. Сварка нержавейки газом используется во многих отраслях: химической, пищевой промышленности, автомобилестроении, авиации, теплоэнергетике. Среди недостатков можно выделить лишь большие затраты времени на сам процесс. Также технология требует специальных навыков и опыта у работников.
Оборудование для аргонодуговой сварки
Прежде всего, для данного типа соединения металлов необходим инвертор. Его модификаций и моделей довольно много: "Сварог", KEMPPI Master, BRIMA и др. Основными преимуществами аппарата является простота эксплуатации, небольшие размеры и вес, стабильная дуга. Инверторы можно применять для сварки практически любых металлов, при этом соединения будут высокого качества. Как варить нержавейку инвертором и что нужно учитывать? Прежде всего, необходимо правильно подобрать рабочий диапазон температуры. Некоторые модели не работают на открытом пространстве в холодное время. Также стоит учитывать мощность аппарата. Для бытового использования подойдет инвертор с током до 160 А (например, "Сварог TIG 200 P", PRO TIG 200 P) Детали перед соединением очищают, обезжиривают. Для сварки потребуется и газовый баллон с аргоном. Хотя на практике допускается использование разбавленного газа. К крепится горелка, в держатель которой вставляется вольфрамовый электрод. На ручке горелки имеются кнопки для подачи тока и газа. Необходима также и сварочная проволока из того же материала, что и соединяемые детали.
Как происходит сварка полуавтоматом
Чем варить нержавейку при ремонте автомобиля, в быту? В этом случае часто используют метод сварки полуавтоматом. Происходить он может как в защитной среде, так и без использования газа. Применяют полуавтоматы и на крупных автомобильных предприятиях, что говорит о высоком качестве сварного соединения. Электродом и присадочным материалом в данном случае выступает специальная проволока. Работать с оборудованием можно несколькими способами: короткой дугой, струйный перенос, импульсная сварка нержавейки. Технология предусматривает работу и без защитного газа, однако в этом случае следует выбирать специальные порошковые электроды. Данный способ подходит и для работы на воздухе. Нет необходимости покупать (а, соответственно, тратить дополнительные средства) газовый баллон. Это имеет свой недостаток - со временем сварное соединение может покрыться ржавчиной. Поэтому специалисты рекомендуют все же использовать специальные электроды по нержавейке и проводить сварку с использованием аргона. На сегодняшний день существует много разновидностей полуавтоматов как отечественного ("ФЕБ", "Сварог"), так и зарубежного производства (BRIMA, EWM, TRITON и др.). Выбор аппарата зависит от поставленных задач, объемов сварки и характеристик соединяемых материалов.
Использование электродной сварки
Чем варить нержавейку, если особых требований к качеству шва не предоставляется? Как правило, в бытовых условиях, при соединении всевозможных труб, в мелкосерийном производстве, а также для получения короткого шва применяется сварка электродом. Суть этого процесса заключается в образовании соединения из материала заготовки и металла электрода.  К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
Как выбрать электроды для сварки
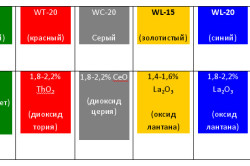
Электроды по нержавейке широко используются для соединения стойких к коррозии сплавов, которые работают при высоких температурах. Как правило, стержни изготавливаются на основе никеля, хрома. При можно использовать два типа электродов. Первые - работают в условиях постоянного тока. Основное покрытие чаще всего состоит из магния, карбонатов кальция. Сварочные электроды с рутиловым покрытием могут работать при переменном токе. При сварке с использованием аргона применяют различные вольфрамовые стержни. Благодаря высокой рабочей температуре они не плавятся. Существует немало их разновидностей. Зеленые электроды (WP) состоят из чистого вольфрама. Они обеспечивают достаточно высокую стойкость дуги. Белые - WZ-8 - легированы оксидом циркония. Оксид тория добавляют в красные электроды. Это наиболее распространенная группа, стержни обладают высокой стойкостью. Также в вольфрамовые электроды может входить лантан, церий.
Обработка сварных соединений
После окончания процесса соединения деталей необходимо очистить шов. Это следует сделать для того, чтобы улучшить внешний вид, продлить срок службы. В противном случае в этой области может возникнуть коррозия. Прежде всего, проводится механическая очистка сварного шва. Более эстетично место соединения смотрится после пескоструйной обработки. Следующий этап включает шлифовку поверхности. При этом не рекомендуется использовать абразивы на основе корунда, так как он может спровоцировать появление коррозии. Стоит отметить, что все эти манипуляции направлены на улучшение внешнего вида детали. Защитить сварной шов от разрушений поможет травление, пассивация. Травление - это обработка поверхности специальными химическими средствами, которые разрушают возникшую окалину. При пассивации на место соединения наносится особое вещество. Под его воздействием появляется защитная пленка (из оксида хрома).
Лазерный метод сварки сплавов
Один из наиболее современных и технологичных методов соединения - лазерная сварка нержавейки. Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток - оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.
Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток - оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.
Согласно принятой классификации, нержавеющие стали относятся к высоколегированным коррозионностойким сталям. Основным легирующим элементом в них является хром (Cr), содержание которого составляет от 12 до 20%. Кроме этого, нержавеющие стали содержат элементы, необходимые для придания им определенных физико-механических свойств и увеличения коррозионной стойкости: никель (Ni), молибден (Mo), марганец (Mn), титан (Ti) и другие.
Благодаря своим антикоррозионным и прочностным качествам, нержавеющие стали широко используются в промышленности и быту. Изделия, изготовленные из нержавейки, можно встретить везде, - начиная от цехов-гигантов химического производства и заканчивая кухней в каждой квартире.
Свариваемость нержавейки
На свариваемость нержавеющих сталей влияет ряд свойств, которыми они обладают:- Пониженная в 1,5-2 раза по сравнению с низкоуглеродистыми сталями теплопроводность, вызывающая концентрацию теплоты и увеличение проплавления металла в зоне сварки. Это свойство диктует необходимость уменьшения при сварке нержавейки силы тока на 15-20% в сравнении с током для обычных сталей.
- Большой коэффициент линейного расширения и обусловленная этим значительная литейная усадка увеличивают деформацию металла в процессе и после сварки. При отсутствии достаточного зазора между свариваемыми деталями, обладающими значительными толщинами, это может приводить даже к трещинам.
- Высокое электрическое сопротивление приводит к сильному нагреву электрода из высоколегированной стали. Для снижения отрицательного эффекта, электроды с хромоникелевыми стержнями выпускаются длиной не более 350 мм.
- Очень важным качеством является склонность высокохромистых сталей к утрате своих антикоррозийных свойств при неправильном термическом режиме. Явление это называется межкристаллитной коррозией. Физико-химическая природа его состоит в том, что при нагревании выше 500°С, по границам зерен происходит образование карбидов хрома и железа, которые становятся центрами коррозионного растрескивания и коррозии. С этим явлением борются разными методами, одним из которых является быстрое охлаждение места сварки (любым способом, вплоть до поливания водой), чтобы уменьшить степень потери коррозионной стойкости. Способ охлаждения водой подходит только для определенных сталей - хромоникелевых аустенитного класса.
Способы сварки нержавейки
Нержавеющие стали можно сваривать различными способами, но в основном используются три:- cварка покрытыми электродами (режим MMA);
- сварка вольфрамовым электродом в среде аргона (режим DC/AC TIG);
- полуавтоматическая аргонная сварка нержавеющей проволокой (режим MIG).
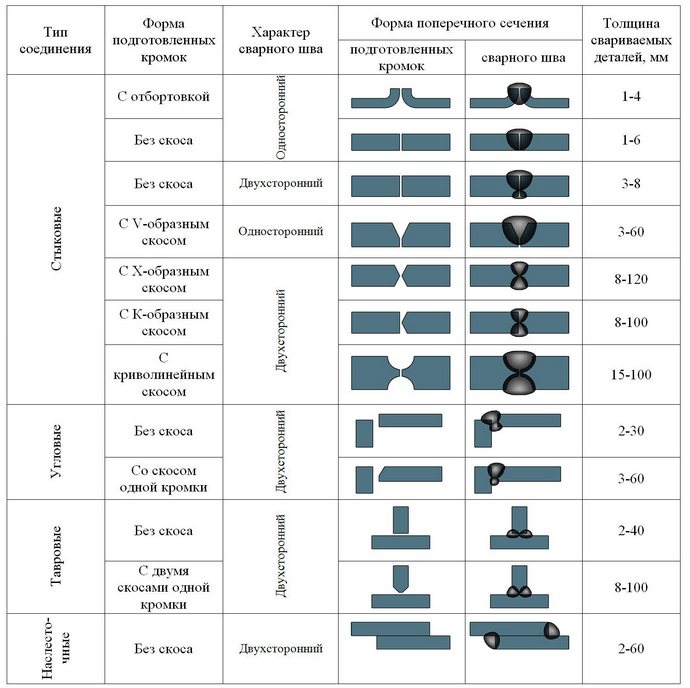
Подготовка металла к сварке
Подготовка кромок деталей из нержавеющей стали в основном не отличается от подготовки деталей из низкоуглеродистых сталей, кроме, пожалуй, одного нюанса - сварной стык должен иметь зазор (в разумных пределах), чтобы обеспечить свободную усадку шва.Перед сваркой, поверхности кромок зачищают до блеска стальной щеткой и промывают растворителем (например, ацетоном, авиационным бензином). Это делается для удаления жира, который может вызвать появление пор в шве и снижение устойчивости дуги.
Ручная сварка покрытыми электродами (режим MMA)
Сварка нержавейки покрытыми электродами без особых проблем обеспечивает приемлемое качество шва, поэтому если к сварному соединению не предъявляется особых требований, нет резона искать какой-то иной способ сварки.ГОСТ 10052-75 "Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами" содержит типы электродов, подходящих для нержавеющих сталей определенного состава. Это, в частности, электроды ОЗЛ-8, ЦЛ-11, НИАТ-1, УОНИ-13/НЖ 12Х13 и пр. Если известна марка свариваемой нержавеющей стали, можно, обратившись к ГОСТу, подобрать тип электрода оптимального состава. Выбирать следует те электроды, которые обеспечивают основные эксплуатационные характеристики сварных соединений - механические свойства, коррозионную стойкость, а если необходимо, то и жаростойкость.
Сварка, как правило, производится постоянным током обратной полярности. Нужно стремиться к меньшему проплавлению шва, варить по возможности электродами небольшого диаметра при минимальной тепловой энергии. Как писалось выше, сила тока при сварке нержавеющей стали на 15-20% меньше чем для обычной стали.
Из-за низкой теплопроводности и высокого электросопротивления электродов, использование больших токов может приводить к перегреву их покрытия и даже отваливанию отдельных кусков. По этой же причине (низкая теплопроводность и высокое сопротивление) электроды для сварки нержавейки обладают более высокой скоростью плавления, чем обычные стальные. Приступая к сварке нержавеющей стали впервые, нужно быть готовым к этому.
Для сохранения коррозионных свойств шва, нужно обеспечивать его ускоренное охлаждение, используя для этого медные прокладки или обдувание воздухом. Если свариваемая сталь относится к хромоникелевым аустенитного класса, можно для охлаждения использовать воду.
Сварка вольфрамовым электродом в среде аргона (режим AC/DC TIG)
Сварку нержавейки методом TIG используют в тех случаях, когда свариваемый металл является очень тонким или к сварному соединению предъявляются повышенные требования в отношении качества. Нержавеющие трубы, используемые для транспортировки газов или жидкостей под давлением, лучше всего сваривать именно вольфрамовым электродом в инертном газе. Сварку ведут переменным или постоянным током прямой полярности в среде аргона. В качестве присадочной, желательно использовать проволоку, имеющую более высокую степень легирования, чем основной металл.
Сварка должна выполняться без колебательных движений электродом, иначе может нарушиться защита зоны варки, что приведет к окислению металла шва. Обратная сторона шва защищается от воздуха поддувом аргона (нержавейка не так критична к защите обратной стороны как титан).
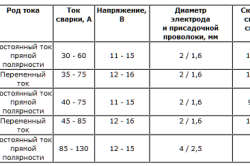
В таблице ниже приведены примерные режимы ручной сварки в аргоне вольфрамовым электродом нержавеющей и жаропрочной аустенитной стали.
| Толщина свариваемых листов, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | 30-60 | 11-15 | 2/1,6 | 12/28 | 2,5-3,0 | |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15/33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-13 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | - | 10,0 |
Нужно стараться исключить попадание вольфрама в сварочную ванну. Поэтому целесообразно использовать бесконтактный поджог дуги или зажигать дугу на угольной или графитовой пластине, перенося ее затем на основной металл.
Для аустенитов, с целью снижения обеднения хромом внешних участков, рекомендуется охлаждение шва водой.
С целью уменьшения расхода вольфрамового электрода, после окончания сварки желательно не выключать сразу защитный газ, делая это спустя некоторое время (10-15 сек.). Это исключает интенсивное окисление нагретого электрода и продлевает срок его службы.
Полуавтоматическая аргонная сварка (режим MIG)
Сварка нержавеющей стали полуавтоматами в среде аргона, обеспечивает высокую производительность и хорошее качество шва. Сварочная нержавеющая проволока выпускается по ГОСТ 2246-70, который предусматривает 41 марку сталей, в частности СВ-04Х19Н9, СВ-06Х19Н9Т, СВ-05Х19Н9Ф3С2 и др. Присутствие никеля в проволоке улучшает сваривание.При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.

На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.

Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к .
Видео: разделка трубы и сварка электродом 2 мм.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
Сварил своими руками печку в баньку . Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.
Сергей, любитель :
Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
- Особенности сварки нержавеющей стали
- Сварка покрытыми электродами
- Сварка нержавейки с помощью вольфрамовых электродов
- Профилактика дефектов
Перед тем как начать процедуру сварки нержавейки, необходимо изучить все возможные особенности такой сварки. — не самое простое занятие, сложность которого зависит от множества нюансов.
Один из важнейших — это хорошая свариваемость, иными словами, первостепенная возможность металла создавать сварное соединение.
Первостепенные особенности, которые в обязательном порядке могут повлиять на качество сварки:

- Линейное расширение и литейная усадка. Если усадка высокая, то шанс возможной деформации металла во время работы со сварочными электродами и после увеличивается. А если детали, которые нужно сварить, достаточно широкие и между ними нет зазора, то увеличивается возможность возникновения больших трещин.
- Теплопроводность — в нержавейке она снижена практически в два раза, по сравнению с другими металлами, поэтому при ее сваривании необходимо уменьшать силу тока на 15-20%.
- Электрическое сопротивление достаточно высокое, поэтому сварка обычными электродами невозможна из-за их чрезмерного нагрева. Поэтому изготавливают особые электроды на основе хромоникелевых стержней, длиной не более 3,5 см для сварки нержавейки.
- Межкристаллитная коррозия — нержавейке присуща возможность терять антикоррозийные свойства, если термический режим сварки будет неправильным или же будет подобран не тот аппарат. Суть данного процесса заключается в том, что при достижении температуры более чем 500 градусов Цельсия на металле по краю возникает карбид хрома и железа, что ведет к коррозии металла. Однако существуют методы борьбы с этим, например, быстрое охлаждение разнообразными способами.
Особенности сварки нержавеющей стали

Для того чтобы правильно и качественно сварить нержавеющую сталь, необходимо также учесть тот факт, что некоторые ее физические свойства отличаются от обычной стали:
- удельное электрическое сопротивление — в 6 раз выше;
- точка плавления — ниже на 100 градусов Цельсия;
- теплопроводность — меньше на 2/3;
- тепловое расширение — вполовину выше.
Существуют совершенно разнообразные методы сваривания стали своими руками. К примеру, дуговую сварку с использованием особых вольфрамовых электродов, проводящуюся в инертной среде, используют, если толщина металла превышает 1,5 мм. Если нужно сварить тонкую сталь или трубы, то лучше всего прибегнуть к свариванию с помощью плавящихся электродов в среде инертного газа.
Дуговая импульсивная сварка должна быть применима сугубо для листов стали, толщина которых составляет 0,8 мм. Короткой дугой с использованием плавящихся электродов варить стоит сталь толщиной от 0,8 до 3,0 мм, а струйным переносом металла — сталь с толщиной листов свыше 3,0 мм.
Если же рассматривать плазменную сварку, то можно сделать вывод, что она подойдет для очень широкого разброса толщины, поэтому и применяется гораздо чаще. Сварка дуговая под флюсом используется для толщины металла, превышающей 10 мм. Но самые популярные методы сварки — это сварка с помощью покрытых электродов, вольфрамовых электродов в аргоновой среде и полуавтоматическая аргоновая сварка нержавеющей проволокой.
Вернуться к оглавлению
Сварка покрытыми электродами
Если вам не принципиально, какими электродами проводить сварку и у вас нет каких-либо особенных требований к сварочному соединению, то самым приемлемым способом будет сварка покрытыми электродами (к ним относятся электроды ОЗЛ-8, НИАТ-1, ЦЛ-11). Из всех электродов лучше всего выбирать те, которые обеспечат после сварки стойкость к коррозии, жаростойкость и хорошие механические свойства.
Сварка должна производиться при постоянном токе с обязательной обратной полярностью. Необходимо следить за тем, чтобы шов был проплавлен по минимуму, поскольку при сварке нержавейки используемые электроды обладают небольшим диаметром и им необходим минимум тепловой энергии. Сила тока в процессе сваривания нержавеющей стали должна быть строго отрегулирована на 15-20% ниже, чем при сварке обычного металла. При большом токе в связи с невысокой теплопроводностью и при высоком сопротивлении электродов с покрытием может случиться значительный перегрев и даже отслоение кусочков. Именно из-за этого у таких электродов высокая скорость плавления, поэтому если вы впервые ими пользуетесь, то поначалу это может быть непривычно.
Для сохранения коррозионных характеристик сварочного шва нужно устроить ускоренное охлаждение при сварке. Для этого можно использовать медные прокладки или определенное воздушное обдувание. Если сталь хромоникелевая, можно охлаждать ее водой.
Вернуться к оглавлению
Сварка нержавейки с помощью вольфрамовых электродов
Сварка вольфрамовыми электродами в инертной среде подходит, когда металл, который нужно сварить, весьма тонкий или же если требования к качеству сварного соединения очень высоки. Например, если нужно варить трубы, которые в дальнейшем будут использоваться для транспортировки газов или жидкости под высоким давлением, такой способ сварки подойдет идеально. Процедура проводится в аргонной среде, ток может быть как постоянным, так и переменным, но прямой полярности. В роли присадочного вещества рекомендуется брать проволоку с более высоким уровнем легирования, чем у металла. При работе следует избегать колебательных движений с электродами во избежание нарушения защиты зоны варки, что может привести к окислению шва и увеличить стоимость самого процесса.
С обратной стороны от воздуха шов должен быть защищен поддувом аргона, но все-таки нержавеющая сталь не очень критична к подобной защите, но устранить даже малейшую возможность попадания частиц вольфрама в сварочную ванну нужно в любом случае. В этом случае поможет бесконтактное поджигание сварочной дуги, также можно пользоваться угольной или графитовой пластиной в тех же целях.
После того как работа будет закончена, чтобы не расходовать чрезмерно вольфрамовый электрод, газ следует выключать не сразу, а через некоторое время (обычно секунд 10-15). Это помогает для избежания сильного окисления нагретых электродов, что увеличивает срок их использования.
Нержавеющую сталь в соответствии с классификацией принадлежит к высоколегированным сталям, стойким к коррозии. Главной легирующей составляющей в них служит хром. Помимо него в химическом составе нержавейки присутствуют другие элементы, также способные влиять на ее физические и механические характеристики. Чаще всего это никель, марганец, молибден и титан. Благодаря хорошим показателям прочности и антикоррозионной стойкости данных сплавов сварка нержавейки массово применяется при изготовлении бытовых предметов и промышленного оборудования.
На показатели свариваемости у нержавеющих сталей оказывают влияние многие ее свойства. Так, пониженная теплопроводность из-за концентрированной теплоты увеличивает степень проплавления свариваемого металла. Высокие коэффициенты линейного расширения оказывают влияние на литейную усадку, что значительно усиливает деформацию материала во время и по завершении сварки нержавейки инвертором. При этом могут образовываться трещины, когда между соединяемыми заготовками большой толщины нет должных зазоров.
При повышенном электрическом сопротивлении усиленно нагреваются стальные электроды, а те, что содержат хромоникелевый стержень, во избежание негативного эффекта должны быть не длиннее 35 см. Следует также учитывать склонность нержавеющих сталей с высоким содержанием хрома утрачивать свою антикоррозионную стойкость при неподходящем режиме термообработки. Во избежание этого применяют быстрое охлаждение места сварки нержавейки электродом для достижения меньших потерь коррозионной стойкости. Выбор способа охлаждения зависит от видов сталей.
Сварка нержавейки полуавтоматом
Из различных способов сваривания нержавеющих сталей чаще всего применяют три. Это сварка нержавейки полуавтоматом с помощью такой же электродной проволоки, способ сварки электродами с покрытием, а также выполняемая в защитной аргоновой среде сварка электродом из вольфрама.
Выбор способа и режимов сварки для каждого конкретного случая происходит с учетом марки, механических свойств и коррозионных качеств стали. Причем следует принимать во внимание склонность к растрескиванию, как основного металла, так и используемого для сварки, поскольку в ходе нагрева в них происходят структурные изменения, влияющие на формирование соединения. Эти преобразования не только осуществляются в ходе плавления при сварке нержавейки с черным металлом, но и продолжаются во время охлаждения и застывания металла шва. Выбор режимов термической обработки должен обеспечивать необходимую устойчивость к коррозии, ожидаемую от соединения.
Для подготовки деталей из нержавеющих сталей под сварку, их кромки обрабатывают почти так же, как и изделия, выполненные из низкоуглеродистых сталей. Отличие только одно: стыковые зазоры в соединениях должны способствовать хорошей усадке производимых швов. Области кромок, подлежащих свариванию, качественно зачищаются металлическими щетками с последующим их промыванием ацетоновым либо бензиновым составом. Это поможет исключить жир, способный содействовать порообразованию в швах и влиять на стойкость горения дуги.
Сварка нержавейки с использованием электродов
Технология сварки нержавейки с помощью покрытых электродов ручным способом способствует получению швов должного качества. Когда образование сварного соединения не требует специальных условий, то этот метод наиболее оптимальный для сваривания нержавеющих сталей. С учетом марки стали согласно ГОСТу выбирают тип электродов с наиболее оптимальным химическим составом. Выбранный электрод должен соответствовать основным рабочим показателям свариваемой конструкции в части механических характеристик, стойкости к коррозии, а в отдельных случаях и жаростойкости.
Чаще всего сварка нержавейки газом ведется с помощью постоянных токов на обратной полярности. При наличии возможности пользоваться нужно электродами наименьшего диаметра с минимумом энергии тепла, чтобы снизить степень проплавления шва. Причем сила сварочных токов для работ с нержавеющими сталями должна быть на порядок ниже, чем для сталей обыкновенных. Это связано с тем, что от действия большего тока нержавейка, обладающая низкой теплопроводностью, при высоком электрическом сопротивлении электродов может перегреваться и даже распадаться на отдельные куски. Те же причины объясняют более высокую скорость проплавления электродами из этого сплава, в отличие от традиционных стальных.

С целью сохранения антикоррозионных свойств швов необходимо быстрое их охлаждение. При его проведении пользуются обдуванием с помощью атмосферного воздуха либо особыми медными прокладками. Сварка нержавеющих сталей класса аустенитных, относящихся к хромоникелевым, требует применения для этой цели воды, что позволит избежать обеднения хромом наружных участков соединения.
Аргоновая сварка нержавейки
Сварку нержавейки аргоном посредством вольфрамовых электродов следует использовать для случаев, когда предъявляются высокие требования к надежности сварных соединений. Также этот метод актуален для особенно тонких листов подлежащих сварке нержавеющих сталей. Процесс ведется в аргонной среде на токах прямой полярности, постоянных либо переменных. В виде присадочного материала требуется применение проволок для сварки нержавейки, обладающих большим, чем у основного сплава, уровнем легирования.

Техника сварки не должна допускать совершения электродом движений колебательного характера. Из-за них может быть разрушена защита сварочной зоны, вследствие чего подвергнется окислению расплав металла шва. Еще стоит защитить от воздействия воздуха оборотную сторону шва, хотя нержавейка не настолько нуждается в этом, как, к примеру, титан. Обеспечивают данную защиту методом поддува аргона.

Чаще всего вольфрамовые электроды используют при сварке труб из нержавейки, необходимых для транспортирования жидких составов под давлением либо газов. Их варят тоже в защитных средах инертных газов. Во избежание попадания вольфрамовых частиц в расплав сварочной ванны, применяют поджог дуги без непосредственного контакта. Также можно зажечь дугу на поверхности пластины из угля или графита, а потом уже перенести ее пламя на основную поверхность металла. Для сокращения расходования вольфрамовых электродов по окончании сварочных работ подачу инертного газа прекращают не сразу. Целесообразно сделать это спустя несколько секунд, когда закончится активное окисление разогретого электрода. Таким образом продляется время его эксплуатации.

Применение аргонной сварки нержавейки полуавтоматами способно обеспечить высокую производительность работ при хороших характеристиках швов. А использование при этом электродных проволок с содержанием никеля улучшает свариваемость.
По завершении процесса сварки полученный шов необходимо подвергнуть последующей обработке. Для повышения коррозионной стойкости с его поверхности удаляется пористый слой окислов посредством термической обработки либо травлением. Первый способ позволяет под действием температуры выше 100 ºС нивелировать различия физико-химических свойств присадочных металлов. А метод травления, более результативный в сравнении с термообработкой, предполагает погружение сварного соединения в ванну со специальным составом или нанесение на его поверхность особой пасты. Для обеспечения максимальной устойчивость к коррозии швы подвергают шлифовке и полировке.



