Сварка деталей горизонтальным швом. Угловой шов с разным количеством наплавленного металла
Сварка угловых швов
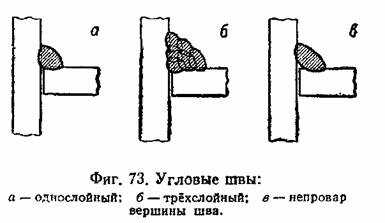
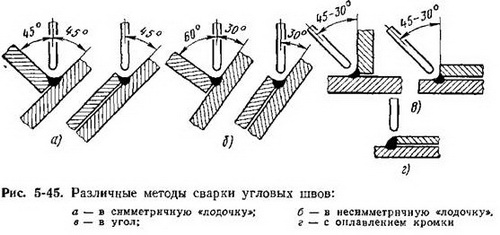
Кроме стыкового шва, являющегося основной формой для всех видов сварки плавлением, дуговая электросварка даёт возможность удобно выполнять угловые швы, образующие такие важные формы соединений, как нахлёсточное и тавровое. Угловые швы показаны на фиг. 73.
Объём шва для заполнения наплавленным металлом предстаз-ляет собой двугранный угол, образованный поверхностями соединяемых элементов; величина угла в большинстве случаев равна 90°. Кромки углового шва несимметричны в отношении отвода тепла. Одна из кромок, где сзарной шов расположен далеко от края листа, отводит тепло примерно в два раза интенсивнее, чем являющаяся краем листа другая кромка, которая нагревается и плавится значительно быстрее. Кроме того, кромки шва часто занимают различное пространственное положение, например одна находится в нижнем, а другая в вертикальном положении, что существенно затрудняет работу сварщика.

Это затруднение устраняется наклоном изделия таким образом, чтобы средняя плоскость шва заняла вертикальное положение, а обе кромки шва были наклонены к горизонтальной плоскости симметрично на 45° (фиг. 74). Такое так называемое положение углового шва в лодочку даёт значительные преимущества при сварке и рекомендуется к применению везде, где только возможно, для чего на заводах применяются специальные приспособления, позволяющие быстро поворачивать изделие и устанавливать его в нужном положении.
При сварке углового шва электрод ведут в средней плоскости угла раскрытия и сообщают концу электрода поперечное колебательное движение для расплавления металла обеих кромок.
Наибольшие трудности представляет выполнение первого слоя, особенно получение полного провара, т. е. расплавления вершины угла. Непровар в этом случае не может быть исправлен подваркой обратной стороны и плохо обнаруживается последующим контролем.
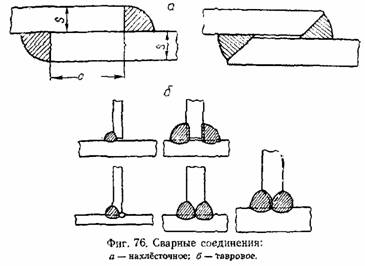
Угловые швы значительного сечения выполняются в несколько слоев. Размер сечения шва определяют размером прямоугольника вписанного в очертание сечения шва (фиг. 75). Катет такого треугольника определяет размер шва. Обычно применяются швы с равными катетами; неравные катеты применяются реже, в специальных случаях. Обычно принимают, что полная прочность шва достигается при катете шва, равном толщине металла, и дальнейшее увеличение сечения шва считают бесполезным.

По очертанию наружной поверхности углового шва различают швы с выпуклой поверхностью, или усиленные, швы с плоской поверхностью или нормальные, и швы с вогнутой поверхностью, или ослабленные. Усиленные швы рекомендуются для изделий, работающих при статической нагрузке. Как показывает опыт при переменной или ударной нагрузке, а также при усталостных испытаниях лучше работают ослабленные швы с вогнутой поверхностью. Нормальные швы с плоской поверхностью занимают среднее положение и являются, таким образом, наиболее универсальными, поэтому и применяются чаще всего на практике.
Форма поверхности углового шва в значительной степени определяется применяемыми электродами. Электроды, дающие густой вязкий расплавленный металл, образуют легко швы с выпуклой усиленной поверхностью. Электроды, дающие легко растекающийся жидкий металл, образуют преимущественно ослабленные швы с вогнутой поверхностью.
Посредством угловых швов можно получить два важных вида сварных соединений: нахлёсточное и тавровое (фиг. 76). Для особо ответственных сварных изделий, работающих при знакопеременной и динамической нагрузках, иногда используется тавровое соединение с предварительной разделкой кромок притыкаемого листа. В табл. 9 даны примерные режимы ручной сварки угловых швов.
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, .
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов . Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
Отсутствие металла на вершине угла
Самый основной и бросающийся в глаза дефект – это отсутствие металла шва на вершине угла, т.е., в месте соединения деталей. На фото 1 я обвёл это красными овалами.
Фото 1. Отсутствие металла шва на вершине угла.
Это происходит в результате неправильных движений электродом. В частности, быстрое перемещение электрода в месте соединения деталей (на вершине угла) и длительное задержание на боковых сторонах шва.
Вообще, в данной ситуации можно было бы и закончить перечисление ошибок, т.к. на фоне такого грубого дефекта всё остальное не имеет особого значения. Но давайте представим, что в месте соединения деталей (на вершине угла) металл всё же есть.
Тогда на фото 2 имеет смысл обратить внимание на то, что на вертикальной стенке (жёлтая стрелка) металла значительно меньше, чем на горизонтальной поверхности (синяя стрелка). А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
Угловой шов с разным количеством наплавленного металла
 Фото 2.
Разное количество наплавленного металла на вертикальной и горизонтальной стенках.
Фото 2.
Разное количество наплавленного металла на вертикальной и горизонтальной стенках.
Такое явление происходит тогда, когда электрод находится под неправильным углом к деталям, а сварщик не отслеживает, какое количество металла с электрода поступает на каждую сторону сварочного шва.
Кроме этого, я вижу ещё несколько помарок, но в данной ситуации они совсем не важны.
На самом деле, тема выполнения угловых швов гораздо шире, чем кажется на первый взгляд. Дело в том, что угловой шов может быть по-разному размещён в пространстве и у сварки в каждом положения есть свои особенности. Кроме того, проварка угла внутри и снаружи тоже имеет свои особенности (правильно взаимное положение деталей, зазоры и др.). И, к сожалению, в статьях это не передать – нужно смотреть видео.
Значение сварочных швов в строительстве трудно переоценить. Так как этот тип соединений металлических деталей является неразъемным, с его помощью обеспечивается высокий уровень прочности несущих конструкций. Поэтому к их качеству предъявляются особые требования.
При производстве сварочных работ очень часто приходится делать сопряжение различных металлических элементов, имеющее вид угла. Без соединений такого типа не обходится ни одна объемная конструкция. По этой причине сварка угловых швов выделяется среди прочих приемов монтажных операций и достойна отдельного рассмотрения.
Назначение и область применения угловых швов
Сварные угловые швы применяются в таких соединениях из двух металлических деталей, как соединение, образующее угол различной величины с разделкой под сварку одной из кромок, соединение внахлест, а также тавровое соединение. Последнее представляет собой примыкание с привариванием торца одного из элементов к боковой плоскости другого элемента.
По характеру укладки сварки угловые швы могут быть сплошными и прерывистыми. Прерывистый шов представляет собой соединение в виде отдельных отрезков (шпонок). Такая техника подразумевает еще и точечную сварку угловых сопряжений. При этом отрезки (точки) такого шва могут располагаться с разных сторон свариваемого элемента друг против друга либо в шахматном порядке.
Швы различаются и по своей протяженности. Короткие не превышают по длине 250 мм, и делаются они на проход. От середины сопряжения двух металлических поверхностей и к краям свариваемой конструкции производятся средние швы, имеющие длину от 250 до 1000 мм. Длинные угловые швы превышают длину в 1000 мм.
По количеству слоев сварки угловые швы разделяются на однослойные и многослойные. Число слоев зависит от толщины элементов, которые подвергаются сварке. В частности, однослойная сварка используется в тех случаях, когда шовный катет (вертикальное или горизонтальное основание шва) составляет не более 8 мм в ширину.
Особенности сварки угловых швов
Перед тем как производить сварочные работы, следует правильно подготовить поверхности и стыки, которыми будет осуществляться соединение металлических элементов.

Практически без всякой специальной подготовки кромок можно сваривать нахлесточные соединения. В этом случае швы наносятся с обеих сторон в углах, которые образуются после накладки друг на друга двух металлических листов.
При «классическом» угловом сварном соединении – когда две состыкованные металлические детали образуют угол – требуется обрезка торца только одного составного элемента.
При подготовке поверхностей для сварки Т-образных тавровых соединений исходят из того, что одна из сторон свариваемого объекта образует горизонтальную плоскость, а другая, примыкающая к ней – вертикальную. В результате между двумя плоскостями получается прямой угол.
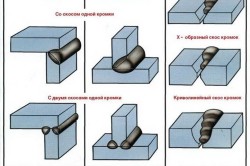
При тавровом соединении подготовка кромки вертикальной поверхности зависит от толщины свариваемых листов. В частности, если металлический лист не толще 12 мм, то он совсем не подвергается какой-либо специальной подготовке. Тем не менее при первичной обрезке такой заготовки для вертикальной стенки необходимо предусмотреть, чтобы возможный зазор, возникающий при совмещении кромки этой поверхности с горизонтальной плоскостью, не превышал 2 мм.
Если толщина металлической заготовки, которая пойдет на вертикальную плоскость, колеблется в пределах от 12 до 25 мм, на ее кромке следует выполнить V-образную подготовительную обрезку. В случае если вертикаль устраивается из металла толщиной 25-40 мм, необходимо сделать U-образные скосы кромок в одну сторону. Двусторонние кромочные скосы в виде латинской буквы V выполняются в тех случаях, когда вертикальный лист имеет толщину большую, чем 40 мм.
Надо отметить, что процесс сварки угла имеет свои особенности. Если плоскость шва находится в нижнем положении, то его рекомендуется сваривать методом «лодочка». Такой способ гарантирует наилучшее качество проплавки поверхностей металлических элементов, образующих угловое соединение. При этом риск допустить непровар или подрез кромок является минимальным.
Но добиться таких благоприятных условий соединения заготовок угловым швом можно далеко не всегда. Часто вместо приваривания деталей друг к другу «лодочкой» тавровые сварочные соединения осуществляются таким образом, что одна плоскость занимает строго горизонтальное положение, а другая, соответственно, вертикальное.

В таком вертикально-горизонтальном состоянии добиться качественного сваривания металлических элементов сложнее из-за возможности появления непроваров в вершине угла и в горизонтальной плоскости шва. На вертикальной поверхности могут также наблюдаться подрезы, вызванные стеканием расплавленного металла вниз.
Чтобы не допустить указанных дефектов, необходимо при проводке электрода вдоль линии сварки все время придавать ему легкие колебательные движения. Рекомендуется делать одинарный шов с катетом до 8 мм. Если же катет будет больше 8 мм, производится многослойный шов.
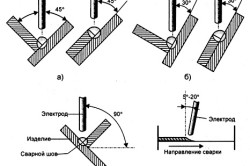
Для того чтобы устранить опасность непровара, возбуждение сварочной дуги начинается на расстоянии 3-4 мм от кромки катета на нижней, горизонтальной, полке. Затем дуга перемещается к шовной вершине. В этой точке, чтобы добиться достаточно хорошего и надежного провара, дугу на некоторое время задерживают. После этого дуга перемещается вверх, на вертикальную полку. Таким же образом операцию выполняют и в противоположном направлении.
Следует строго придерживаться указанной последовательности действий. В противном случае, если начать сварку с вертикальной поверхности, то расплавленный металл электрода под действием силы тяжести начнет наплывать вниз на еще холодный основной металл нижнего, горизонтального, листа. В результате расплавленная масса перекроет вершину угла, и тем самым образуется непровар – очень серьезный дефект, который может быть обнаружен только после слома шва.
Для качественной сварки кромки металлических листов должны быть хорошо прогреты. Этого можно добиться, в частности, правильно располагая электрод во время его движения вдоль шва. Одновременно с колебательными движениями следует сохранять 45-градусный наклон электрода к плоскости металлических листов. В то же время постоянная скорость движения сварочного устройства обеспечит достаточно равномерный шов, без явных выпуклостей и выступов поверх уровня металла.
Какие дефекты могут иметь сварочные швы?
Согласно принятым стандартам, дефекты у швов могут быть следующие:
- лунки, кратеры, свищи, причиной которых являются искрение и возникновение пустот в сварочной ванне;
- трещины в швах;
- появление непроваренных фрагментов шва;
- включения посторонних твердых частиц;
- отклонение формы шва от требуемой по установленным стандартам.
Необходимо иметь в виду, что чаще всего причиной появления указанных дефектов является нарушение установленных правил сварки, использование электродов плохого качества. Ухудшению параметров углового шва способствуют также мельчайшие частицы воздуха, каким-то образом попавшие в сварочную ванну, и внезапное появление блуждающих токов.
Как зачистить шов после сварки?
На заключительном этапе работы шов должен быть очищен от шлака и окалины. Зачистку осуществляют в три приема.
Сначала тщательно очищают место вокруг сварочного шва. Зубилом или молотком сбивают окалину или частички раскаленного металла, которые могли оказаться рядом со швом во время работы.
После того как поверхность шва будет обработана специальным антиоксидом, шов полируют. Делается это с помощью шлифовального приспособления или «болгарки» с подходящей для этого случая абразивной насадкой.
Последний, третий этап – лужение сварочного шва. С этой целью поверхность шва покрывают тонким слоем расплавленного олова.
Таким образом, четко придерживаясь всех принятых стандартов и технологических правил, можно с помощью любого сварочного аппарата при определенных профессиональных навыках добиваться выполнения надежных и качественных угловых швов.
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и . Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.

Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.

Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку . Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Еще по этой теме на нашем сайте:
-
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики... -
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что... -
Эффективность обучения сварочному мастерству и качество выполненных работ зависит от удобства и комфорта на рабочем месте. Наиболее подходящий вариант для обустройства мастерской является гараж. Чтобы... -
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных...
Сегодня сварка угловых соединений становится неотъемлемой частью работ. Здесь подразумевается использование самого разнообразного оборудования и методов. Качество напрямую зависит от диаметра трубы, ее положения в пространстве, а также от мощности. В любом случае работу стоит производить электродом, диаметр которого составляет 3 мм, а максимальный ток – 90-110 А. Способы могут быть разнообразными, но они должны применяться в каждом конкретном случае в своем виде.
Для работы со сварочным аппаратом используйте защитный шлем и перчатки.
Приварка пластины к трубе вертикального положения: особенности
В данном случае технология сварки угловых соединений подразумевает соединение под углом сзади. При этом первый валик должен быть по полноте нормальным, с максимальным проплавом и минимальным по сечению. Второй валик должен выполняться электродом, диаметр которого составляет 4 мм. При этом рабочий ток выбирается средней величины или максимальной. Все зависит от диаметра соединяемых деталей. Замки двух валиков не должны соединяться друг с другом.
В зависимости от того, какой был выбран катет, технология сварки угловых соединений может различаться. От этого напрямую зависит величина дуги и скорость перемещения электрода. Он должен иметь диаметр 4 мм. В один проход без особых проблем можно выполнить катет величиной приблизительно в 8 мм. Если требуется большее значение, то сварку производят в несколько слоев. Третий валик выполняется на основание.

Перед сваркой нужно произвести чистку материала.
При этом в обязательном порядке нужно предварительно произвести чистку материала. С его поверхности удаляются все шлаки. На третий, соответственно, накладывается четвертый. Делается это до тех пор, пока на наружной поверхности не образуется необходимый параметр шва. Технология наложения третьего, четвертого и пятого валиков ничем не отличается друг от друга. Здесь сварка производится предварительно на поверхности, а затем необходимо сделать подрезку.
Заключительный валик выполняется без подрезов непосредственно к вертикальной стенке. Для этого нужно выполнить некоторые условия. На площадке последнего валика в обязательном порядке должен оставаться минимальный зазор. Пятый слой накладывается электродами, диаметр которых составляет 3 или 4 мм. Здесь все зависит от толщины свариваемых материалов. Итак, технология сварки угловых соединений в данном случае подразумевает использование нескольких слоев, каждый из которых накладывается на предыдущий.
Технология варки угловых соединений в данном случае будет несколько отличаться от той, которая была описана выше. Труба должна быть разделена вертикальной осью на 2 участка, а те, в свою очередь, на 3 положения или зоны. Они носят название потолочная, вертикальная и нижняя.

Каждый отдельный участок при этом сваривается относительно потолочного положения. Первый корневой валик стоит расположить от следующего участка на расстоянии 15-20 мм. Сварка ведется посредством электродов, имеющих диаметр 3 мм. Работать лучше на максимальных токах. Так процесс будет более эффективен. Сначала работа после перехода через осевую производится углом назад. После этого производится постепенное выравнивание положения электрода под углом в 90 градусов. После этого плавно совершается переход на сварку назад. Заканчивается валик на вертикальной осевой. Корневой валик второго участка делается по той же самой технологии.
Стоит отметить некоторые нюансы работы. Корневой валик на всем участке должен выполняться на одном и том же сварочном токе. При этом диаметр электрода тоже должен быть одинаковым. Можно использовать как модели, имеющие диаметр 3 мм, так и модели, которые имеют диаметр 4 мм. Здесь все зависит напрямую от толщины металла.
Если говорить о потолочном положение, то оно выполняется узкими валиками. По всей ширине вертикального положения работа ведется на том же токе, что и при потолочном положении. При этом обязательно нужно производить манипулирование. Оно необходимо для того, чтобы существовала правильная жидкая ванна, которая способствует формированию шва правильной формы.
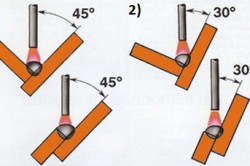
Сварка углового соединения: 1 – сварка в симметричную лодочку, 2 – сварка в несимметирчную лодочку.
Сварка в один проход производится до тех пор, пока не станут возникать проблемы с формированием шва и валика от вертикальной плоскости до крайнего нижнего положения. Если такая ситуация начала возникать, то стоит переходить к формированию двойного слоя. При этом используются те же самые электроды, что и ранее.
Следующий валик формируется чуть ниже данного положения, то есть чуть ниже того места, где производился переход от одного слоя к двум. Это расстояние чаще всего определяется 5-6 мм. В этом случае не обойтись без манипулирования электродом. Очень важно на данном этапе создать стабильную расплавленную ванну. Только так можно добиться равномерности шва.
В самом нижнем положении бывает достаточно сложно набрать нужное значение катета.
Для этого, возможно, придется использовать дополнительный валик. Этого не стоит бояться.
Данная мера просто является необходимостью. Рекомендуется для этих целей использовать электрод, диаметр которого будет равен 3 мм. Ток подбирается в зависимости от того параметра, который был получен ранее при проведении работ. Иногда работа не ограничивается одним только слоем. В этом случае все последующие наложения производятся с теми правилами, которые описаны в специальной документации.
Последующие швы делаются намного проще, чем первые. Не стоит забывать и о том, что сварка всех видов валиков производится короткой дугой. Технология сварки угловых соединений в данном случае становится более универсальной. Есть, разумеется, и другие случаи, когда просто необходимо применить альтернативные методы. Технология сварки угловых соединений к трубе вертикального положения в потолочном исполнении является одним из таковых.
Приварка пластины к трубе вертикального положения в потолочном исполнении
Стоит сразу отметить, что технология сварки мало чем отличается от той, которая используется при нижнем положении. Первый валик варится с помощью электродов, имеющих диаметр 3 мм. При этом работа ведется под углом назад. Расположение электрода обязательно должно соответствовать прямому углу наклона. Что касается сварочного тока, то здесь в обязательном порядке нужно использовать его максимальное значение.
Только так можно добиться образования равномерной и качественной ванны. Она напрямую влияет на качество самих валиков и шва. Что касается второго валика, то здесь лучше всего использовать электроды, которые будут иметь диаметр 4 мм. Сварка производится не на самом пределе, а при среднем значении дуги. Третий слой делается в несколько проходов.
Первый из них стоит начинать на трубе и втором валике. Многие не знают о том, какой вид они могут иметь. Валик в данном случае выполняется в горизонтальном расположении с полочкой. Когда до валика останется приблизительно 10 мм, нужно остановить процесс сварки. Здесь обязательно нужно выполнить подготовительные работы.
Для этого рабочее пространство зачищается от шлака и других загрязнений. Делать это можно с помощью самых разнообразных подручных средств и химических веществ. Далее, сварка производится строго по спирали. Используя полочку, которую образовал предыдущий элемент, необходимо проделать относительно полочки катет, который предусматривает конструкция. Здесь сварка должна производиться в виде наплавки. Валики в данном случае должны получаться узкими. Только так можно достичь приемлемого результата.
При этом все конструктивные элементы, начиная от первого и заканчивая последним, делаются под тем же самым углом, что и корневой вариант. Последний из них будет носить название потолочный. Это означает, что он делается без какой-либо полочки.
Подведение итогов изложенного
Итак, теперь каждый знает о том, как произвести сварку угловых соединений по технологии. Как понятно, одинаковых вариантов выполнения работы практически нет. Это означает, что нужно приспосабливаться для каждого конкретного случая. У всех видов, которые были рассмотрены выше, швы и валики образуются разными методами. Чаще всего используются электроды, которые имеют диаметр в 3 мм.
В редких случаях, если толщина материала позволяет, этот геометрический размер может быть увеличен до 4 мм. При этом сам процесс соединения напрямую зависит от того, в каком положении находятся свариваемые детали. Они располагаются в любом случае под углом, но при этом труба и пластина в пространстве могут иметь разное местоположение.
В основном работа производится в несколько слоев. Каждый из них должен иметь собственную толщину. Что касается режимов сваривания, то здесь обязательно нужно использовать либо максимальный ток, либо средней мощности.



