طرق تطبيق الطلاءات الجلفانية. تعتبر عملية الطلاء بالكهرباء من أفضل الطرق للحماية من التآكل.
الطلاء الكهربائي هو طريقة لطلاء معدن بآخر عن طريق التحليل الكهربائي. يتم تنفيذ هذا الإجراء باستخدام طرق الغمر التقليدية. بعد التحضير الأولي ، يتم تحميل لوحات الدوائر المطبوعة في حاوية عازلة للكهرباء ، مملوءة بالكهرباء ومجهزة بأقطاب موجبة (يمكن أن تكون قابلة للذوبان وغير قابلة للذوبان) ، بالإضافة إلى جهاز للحفاظ على درجة الحرارة وخلط المحلول.
تجهيز المجلس
انتقال التيار المباشريؤدي إلى حقيقة أن أجزاء اللوحة غير المغطاة بقناع واقي ومتصلة بالقطب الكهربي مغطاة بطبقة من النيكل أو الذهب بسماكة معينة. يضمن الموضع المناسب للأنودات أن سمك الطلاء موحد تقريبًا.
عادة ما يتم الطلاء بالذهب للوحات الدوائر المطبوعة باستخدام عملية من مرحلتين. أولاً ، يتم غمرهم في حمام حيث يتم طلاء النيكل بالكهرباء. في هذه الحالة ، يتم استخدام طبقة عالية بسبب ترسب طبقة من النيكل من المحلول الحمضي ، يبلغ سمكها 0.05-0.1 ميكرون. يوفر هذا رابطة قوية بين النيكل والنحاس ، مما يقلل من مسامية الطلاء ، فضلاً عن منع تغلغل النحاس في طبقة الذهب. بعد الغسل ، يتم نقل العناصر عادة إلى حمام التذهيب ، حيث تتكون طبقة من الذهب تصل إلى 0.5 ميكرون من المنحل بالكهرباء.
الطلاء الكهربائي والديكور
بالفعل في العصور القديمة كان هناك زخرفة زخرفية للمعادن الفنية. يفترض أنه سيتم استخدام المعالجة الجلفانية لإعطاء بعض الخصائص الخاصة لسطح المعدن. يمكن الحصول على الطلاءات الواقية للمعادن الثمينة عن طريق ترسيب المعادن من المحاليل الملحية تحت تأثير التيار الكهربائي. بفضل هذه الطلاءات ، من الممكن الحفاظ على لون المجوهرات وتألقها لفترة طويلة. فهي لا تمنع فقط تعتيم المنتجات ، ولكن لها أيضًا تأثير تلميع ممتاز. على سبيل المثال ، يسمح لك الطلاء بالكهرباء بالذهب أو الفضة بالاحتفاظ بلون وتألق المجوهرات لفترة طويلة.
هناك عدة خيارات مختلفة لهذه العملية ، يتضمن كل منها استخدام معدن معين:
تصفيح الكروم؛
طلاء النحاس؛
جلفنة.
تصفيح بمعدن النيكل؛
طلاء القصدير البزموت.
أكسدة كيميائية
التخميل الكيميائي
أنودة.
التلميع الكهربائي.

تصفيح الكروم
هذا تشبع منتشر لسطح فولاذي بالكروم أو ترسب طبقة من مادة من إلكتروليت على التفاصيل تحت تأثير تيار كهربائي. في هذه الحالة ، يركز الطلاء الكهربائي على استخدامه للزينة أو لزيادة درجة صلابة السطح. يمكن أيضًا استخدام طلاء الكروم في الصناعة للزينة. في هذه الحالة ، الهدف الرئيسي من الإجراء هو إعطاء السطح المعدني لمعانًا رائعًا ورائعًا. يجب أن يكون الجزء مصقولًا قبل تطبيق الكروم.
خصائص الطلاء
يتميز طلاء الكروم الصلب بمقاومة الحرارة ومقاومة التآكل العالية وقابلية البلل الضعيفة ومعامل الاحتكاك المنخفض والليونة المنخفضة. بالإضافة إلى ذلك ، يكتسب السطح خصائص مثل مقاومة الاحتكاك ، والقدرة على تحمل الحمل التوزيعي ، فضلاً عن عيوب الانكسار بسهولة تحت تأثير أحمال التصادم المركزة. الطلاء المطلي بالكهرباء على شكل كروم حليبي لديه درجة منخفضة من مقاومة التآكل والصلابة ، ومسامية منخفضة. السطح محمي من التآكل ، مع الحفاظ على المظهر الزخرفي الجذاب.

استخدام طلاء الكروم في الصناعة
الغرض الرئيسي من استخدامه في الصناعة هو إعطاء خصائص الجزء مثل مقاومة التآكل المتزايدة ، ومقاومة التآكل المتزايدة ، وتقليل الاحتكاك. بفضل هذه العملية ، يصبح الفولاذ أقوى ، ولا يتعرض لتآكل الغاز ، ولا ينهار أيضًا في البحر والمياه العادية ، حمض النيتريك. يؤدي الطلاء بالكهرباء من هذا النوع إلى حقيقة أن عيوب السطح تصبح أكثر أهمية فقط ، بسبب الحاجة إلى المعالجة اللاحقة ، حيث لا يوجد تأثير تسوية في هذه الحالة.
طلاء النحاس
يعد استخدام الطلاءات النحاسية مناسبًا في الحالات التي يكون من الضروري فيها زيادة التوصيل الكهربائي ، كما يتم استخدامها كطبقة وسيطة على منتجات الصلب قبل تطبيق الكروم أو النيكل أو أي طلاء آخر. ينتج عن هذا قبضة أفضل وحماية محسنة. لا يستخدم الطلاء الكهربائي بالنحاس عادة كوحدة مستقلة أو زخرفية. نظرًا لحقيقة أن هذا المعدن قادر على منع تكون الشرر ، يمكن استخدام المنتج في صناعة النفط والغاز.

تطبيق طلاء النحاس
تستخدم هذه العملية لطلاء النحاس على المنتجات الفولاذية أو على الأسلاك الفولاذية. غالبًا ما يستخدم هذا النوع من الطلاء لحماية الأقسام الفردية لمنتجات الصلب من الأسمنت ، أثناء معالجة تلك الأقسام التي من المفترض أن يتم تشكيلها بشكل أكبر.
غالبًا ما يستخدم الطلاء المعدني في هذه الحالة في صناعة النفط والغاز للقضاء على تكون الشرر ، في صناعة الطاقة الكهربائية للتطبيق اللاحق للطلاءات متعددة الطبقات المخصصة للحماية والديكور ، في إنتاج لوحات الدوائر المطبوعة ، لتحسين لحام ، وأكثر من ذلك بكثير. يكتسب السطح لونًا من اللون الوردي الفاتح إلى الأحمر الداكن. عادة ما تكون الظلال غير موحدة.
 الجلفنة
الجلفنة
أحد أكثر طرق الحماية شيوعًا المنتجات المعدنيةهو طلاء الزنك. وعادة ما تستخدم لمعالجة مجموعة متنوعة من سبائك الصلب أو درجات الصلب الكربوني. تطبيق الطلاءات المطلية بالكهرباءمن هذا النوع مطلوب تمامًا للحماية والمثبتات. عند الدخول في بيئة رطبة ، يعمل سطح الزنك كأنود ، مما يبطئ تفاعلات الأكسدة ، بينما يتلقى المعدن الأساسي حماية موثوقة من العوامل البيئية السلبية.
لا يمكن استخدام الطلاء الكهربائي من هذا النوع إلا بعد معالجة المنتجات المعدنية بطريقة خاصة. للقيام بذلك ، يجب تنظيفها من الصدأ والحجم والوسائل التقنية لأغراض التشحيم والتبريد. عند اكتمال العملية ، يجب أن يخضع المنتج للتوضيح ، أي يتم تخليله بمحلول ضعيف من حمض النيتريك ، وبعد ذلك يتم إجراء التخميل. لذلك ليس من الممكن فقط زيادة مقاومة المنتجات المجلفنة للعوامل السلبية ، ولكن أيضًا لجعلها أكثر زخرفية ، أي لإضفاء لمعان وظل معين. تفترض تقنية الطلاء الكهربائي في هذه الحالة سماكة طبقة الزنك من 6 ميكرومتر إلى 1.5 مم.

تصفيح بمعدن النيكل
يمكن تنفيذ حماية المنتجات المعدنية باستخدام تقنيات مختلفة. واحدة من أشهرها وأكثرها استخدامًا هذه اللحظةهو طلاء النيكل. يتم تفسير هذه الشعبية من خلال الخصائص الكيميائية للنيكل. لديها درجة عالية من المقاومة للتآكل في البيئة المائية ، وأكسيد النيكل يمنع الأكسدة اللاحقة للمعدن. بالإضافة إلى ذلك ، يتأثر النيكل بشكل ضعيف بالأملاح والأحماض والقلويات ، باستثناء حمض النيتريك. على سبيل المثال ، يحمي الطلاء المجلفن بسمك 0.125 مم بشكل موثوق ضد معظم الغازات الصناعيةتتميز بزيادة العدوانية. هذه النقطة مهمة جدًا أيضًا: جميع المعادن تقريبًا قابلة للطلاء بالنيكل ، والتي يمكن من خلالها استخدام هذه الطريقة معالجة إضافيةمنتجات.
استخدام طلاء النيكل مناسب لعدد من المهام:
ضمان حماية المنتجات المعدنية ؛
استخدم كطلاء زخرفي ؛
تشكيل طبقة أولية ، والتي ستخضع لمزيد من المعالجة ؛
ترميم الأجزاء والتجمعات.
يتميز الطلاء بمقاومة التآكل والصلابة المتزايدة ويوصى به للأجزاء التي تعمل في ظل ظروف الاحتكاك ، خاصة في حالة عدم وجود أي مواد تشحيم ، يتم استخدامه للحماية من التآكل ، وكذلك لضمان لحام عالي الجودة عند درجات الحرارة المنخفضة الجنود ، كل هذا موصوف في GOST. تعتبر الطلاءات المطلية بالكهرباء هشة للغاية ، لذلك لا ينصح بإجراء عمليات إحراق وثني للأجزاء التي خضعت لطلاء بالنيكل. يوصى باستخدامه للأجزاء المعقدة. بعد إجراء المعالجة الحرارية عند درجة حرارة 400 درجة مئوية ، يكتسب الطلاء أقصى صلابة.
 تين البزموت
تين البزموت
طلاء القصدير مقاوم لمركبات الكبريت ولذلك يوصى به للأجزاء التي تتلامس مع المطاط والبلاستيك. من بين خصائصه الالتصاق الممتاز بالمعدن الأساسي ، والمرونة ، والقدرة على الانحناء ، والرسم ، والختم ، والتوهج ، والضغط المناسب ، وكذلك الاحتفاظ الجيد أثناء المكياج. طلاء القصدير المودع حديثًا يفسح المجال جيدًا للحام.
الاستنتاجات
يعمل الطلاء المجلفن على تحسين الخصائص الموصلة للأجزاء ، مما يمنحها خصائص عزل كهربائية ممتازة ، فضلاً عن حمايتها من المواد المختلفة. بالإضافة إلى ذلك ، تتيح لك هذه الطريقة الحصول على أسطح ممتازة ذات مظهر مرآة ، وكذلك تقليد طلاء المينا. من الصعب المبالغة في تقدير مدى أهمية الطلاء الكهربائي في الإنتاج الحديث ، لأن تطوير التكنولوجيا جعل من الممكن جعل العملية أكثر كمالا.
تسمح عملية الطلاء الكهربائي بتطبيق رش عالي الجودة على الأسطح المعدنية ، مما يحمي المنتجات بشكل فعال من التآكل. عازلة قطع معدنيةمن التأثيرات البيئية باستخدام مواد متعددة. الأكثر شيوعًا هي الطلاءات المعدنية ، وهي عبارة عن أنوديك وكاثودية. الطلاء الكهربائي هو تقنية يمكن استخدامها لتطبيق الطلاءات الواقية من الكاثود والأنود.

الطلاءات الكاثودية وطلاءات الأنود
- تختلف مادة حماية الكاثود من حيث أن لديها معيارًا أكثر إيجابية إمكانات الكهربائيةمن المنتج نفسه. إذا بقيت الطبقة العليا سليمة ، فإنها تحمي الجزء جيدًا منها التآكل الكهروكيميائي. عندما تنكسر طبقة الكاثود ، فإنها لا تحمي المعدن من التآكل فحسب ، بل تساهم أيضًا في تدميره. مثال على هذا المنتج هو الحديد المعلب ، حيث ، مثل المواد العازلةيتم استخدام طبقة من القصدير توضع على منتج الحديد.
- يتم أيضًا تطبيق طلاء الأنود باستخدام الطلاء الكهربائي ، تكمن التقنية في حقيقة أن طبقة رقيقة من معدن آخر ، أكثر كهرسلبية ، يتم تطبيقها على منتج معدني. في هذه الحالة ، عند حدوث حالات تآكل ، يتم إتلاف المادة الواقية وليس المنتج الرئيسي. تعمل الطبقة العلوية كأنود ويسمى الأنود ، على سبيل المثال ، حديد الكروم.

تتمثل ميزة مواد الأنود في أنها تحمي المنتجات المعدنية من التأثير الميكانيكي للبيئة العدوانية. تقنية الجلفنة هي الطريقة الأكثر شيوعًا لتطبيق مواد الأنود. عند استخدام هذه التقنية ، تتم معالجة المعادن بطريقة التحليل الكهربائي. أثناء عملية الطلاء الكهربائي ، يتم ترسيب طبقة رقيقة من الزنك على سطح المنتج. نتيجة لذلك ، يكتسب الجزء المثالي مظهر خارجي، كما تتيح لك هذه الطريقة حفظ شكل وحجم المنتج.
طلاء او غلاف الزنك
يسمح الجلفنة بعمل طبقة واقية من الأنود جودة عالية. يستخدم هذا الخيار في العديد من الصناعات لأن الزنك غير مكلف نسبيًا. تُستخدم أنواع مختلفة من الأقطاب الكهربائية في الجلفنة ، ولكن في جميع الحالات تستخدم أملاح الزنك.
في ظل الظروف الجوية ، تكون طبقة الزنك أنوديك بالنسبة للحديد. هو الزنك الذي يصبح القطب القابل للذوبان في خلية مجهرية مغلقة. في حالة تلف المادة الواقية ، على سبيل المثال ، ظهور خدوش أو خدوش عليها ، فإن الرطوبة تتغلغل في التجويف المدمر.
علاوة على ذلك ، يتم الحصول على زوج كلفاني ، حيث يتم توصيل كلا القطبين بشكل مباشر. في هذه الحالة ، يصبح المنحل بالكهرباء محلول ملح مائي.
أثناء تشغيل الخلية الجلفانية الدقيقة ، يتم الحفاظ على القاعدة ، ويتم تدمير الزنك. غالبًا ما تستخدم مواد الزنك لحماية الأجزاء الفولاذية من التآكل. بالإضافة إلى الزنك ، تُستخدم أيضًا مواد أخرى مثل النيكل والكروم والرصاص والكادميوم وما إلى ذلك لإنشاء طبقات مقاومة للتآكل عن طريق الطلاء الكهربائي.
مزايا الطلاء المعدني بالطريقة الجلفانية
تستخدم طريقة الطلاء الكهربائي على نطاق واسع لإنشاء طلاء مضاد للتآكل للمنتجات في مختلف الصناعات. لأن هذه الطلاءات تحمي المعدن الأساسي بشكل موثوق من التآكل ولها أيضًا المزايا التالية:
- إعطاء سطح المنتج مقاومة التآكل والصلابة ؛
- تعمل الطلاءات على تحسين المظهر الزخرفي للمنتجات ؛
- بمساعدتهم استعادة حجم وشكل العناصر البالية.
يوجد اليوم عدة طرق لتطبيق المواد المعدنية الواقية على سطح الأجزاء المعدنية الأساسية: الساخنة ، والميكانيكية الحرارية ، والكيميائية ، وغيرها.
مقارنة بالطرق الأخرى ، تتميز الطريقة الجلفانية لتطبيق المواد الواقية بالعديد من المزايا:
- هذه الطبقات العلوية مقاومة للتآكل ؛
- المواد الجلفانية لها خصائص ميكانيكية وكيميائية فيزيائية ممتازة ؛
- لديهم صلابة عالية ومقاومة التآكل ، مسامية منخفضة.
بالإضافة إلى ذلك ، في عملية جلفنة المعادن ، من الممكن التحكم بدقة شديدة في سمك الطبقة العليا. أصبحت هذه التقنية منتشرة أيضًا لأنها مجلفنة فقط.
مبدأ الطلاء الكهربائي
دعونا نلقي نظرة فاحصة على كيفية عمل الطلاء الكهربائي. عند تطبيق مادة واقية كلفانية ، يتم استخدام طريقة التحليل الكهربائي ، والتي تعتمد على التفكك الإلكتروليتي. في عملية إذابة أي ملح في الإلكتروليت ، تتشكل الأيونات ، والتي تتحرك بشكل عشوائي في المحلول. عندما يتم توصيل مصدر تيار بالأقطاب الكهربائية في المحلول ، تبدأ الأيونات المشحونة في التحرك في الاتجاه.
تتحرك الأيونات الموجبة نحو القطب السالب ، القطب السالب. تسمى هذه الجسيمات الكاتيونات. الأنيونات - الأيونات السالبة - تتحرك نحو الأنود ، القطب الموجب.
إذا ، عند توصيل تيار كهربائي بموصلات معدنية ، تتحرك الإلكترونات في اتجاه واحد ، ثم في الإلكتروليت ، تتحرك الأيونات الموجبة نحو القطب السالب والأيونات السالبة نحو القطب الموجب.
يظهر هذا الفيديو ، بلغة يمكن الوصول إليها ، مباشرة عملية الطلاء الكهربائي نفسها.
تحضير سطح الأجزاء للطلاء الكهربائي
يتطلب جهاز الطلاء الكهربائي تحضيرًا أوليًا لسطح المعدن الأساسي. أي نوع من الطبقة العلوية المجلفنة سوف يلتصق بقوة بالركيزة فقط إذا كان السطح المراد معالجته مُجهز جيدًا. يجب أن يكون خاليًا من أفلام الأكسيد والشحوم والأوساخ. يجب أن تحظى مجالات تحضير الأجزاء المعدنية للطلاء بالكهرباء باهتمام كبير. لكي تكون الطبقة العلوية موثوقة ومتينة ، تحتاج إلى معالجة السطح بشكل نظيف ، والتأكد من عدم وجود أحواض ، وفشل ، ومسام وعيوب أخرى.
انتاج: عند مقارنة الطلاءات الأنودية والكاثودية ، تعتبر مواد الأنود هي الأكثر فعالية. لأنها تحمي المنتج المعدني حتى في حالة انتهاك سلامة الطبقة العازلة. تعتبر الطريقة الجلفانية واحدة من أكثر التقنيات طلبًا في مختلف الصناعات. تتيح هذه التقنية حماية قوية وموثوقة ضد تآكل الأجزاء المعدنية المختلفة.
OOO Avtograd-Dيقدم حلاً سريعًا لمشكلتك - وهي إحدى أكثر الطرق فعالية في تشغيل المعادن.
يعد تطبيق طبقة من الزنك على الحديد الطريقة الأكثر شيوعًا لحمايته من التآكل. الجلفنة الجلفانية هي الأكثر انتشارًا بسبب مزايا التكنولوجيا والطلاءات الواقية الناتجة.
1 ميزات الطلاءات الواقية من الزنك
الجلفنة هي الطريقة الأكثر شيوعًا لحماية الحديد من معدنة السطح. لهذه الأغراض ، يتم إنفاق حوالي 40 ٪ من إجمالي الإنتاج العالمي السنوي من الزنك. انتشر الجلفنة على نطاق واسع بسبب الطبيعة الأنودية للحماية الناتجة عن الزنك.
قيمة الإمكانات الكهروكيميائية للزنك - 0.763 فولت ، وهي أقل من نفس المعلمة للمعادن الحديدية (الحديد والصلب والحديد الزهر) ، لذلك فهي تحمي الأخير من التآكل الطريقة الكهروكيميائية. علاوة على ذلك ، تتجلى الخصائص الوقائية لطلاء الزنك حتى في حالة سمكها الضئيل وفي وجود المناطق المكشوفة والمسام. هناك العديد من الأمثلة على الطبيعة الوقائية لحماية الزنك للأجزاء العارية غير المطلية من منتجات الصلب (على سبيل المثال ، قطع الأسلاك في المقطع العرضيوالحواف ، خيط الجوز غير المطلي ، مشدود على مسمار مجلفن).
يمكن استبدال الطبيعة الأنودية لتفاعل طلاء الزنك مع الفولاذ والبيئة الخارجية في بعض الحالات بأخرى كاثودية ، ومن ثم تحدث عمليات التآكل في الحديد بشكل مكثف للغاية. يتم ملاحظة ذلك ، على سبيل المثال ، عند تسخين الماء الساخن إلى 70 درجة مئوية وما فوق يتعرض للمنتجات المجلفنة (في أجهزة التعقيم ، مصانع الغلايات).
الزنك نفسه ، الذي يأخذ "ضربة" من البيئة الخارجية ، يتم حمايته على النحو التالي: عندما يتأكسد هذا المعدن ، يتشكل على سطحه طبقة رقيقة من أكسيد كثيف ، مما يمنع الأكسجين من التغلغل أكثر في الزنك. نتيجة لهذا ، تتوقف الأكسدة. في الحديد ، يكون للأكاسيد المتكونة أثناء الأكسدة حجم أكبر من المعدن الأصلي ، وبالتالي ينهار فيلمها على الفور ، ويصبح مفكوكًا ويمرر الأكسجين إلى المادة غير المؤكسدة. هكذا يحدث الصدأ.
بالنسبة لطلاء الزنك ، تقل المقاومة الكيميائية عند التعرض للمنتجات المتطايرة التي يتم إطلاقها أثناء تقادم المواد العضوية التالية:
- زيوت التجفيف
- الراتنجات الاصطناعية
- الهيدروكربونات المكلورة.
تكون الطلاءات عرضة للتلف بسهولة إذا لامست أو كانت في حجم مغلق بأجزاء مزيتة أو مطلية حديثًا.

درجة الحموضة في الوسط لها تأثير كبير على معدل تآكل الزنك. عند درجة الحموضة 7-12 (قلوية) ، لا يذوب هذا المعدن عمليًا. يؤدي الانحراف عن هذه القيم إلى زيادة معدل تآكلها. معدل تآكل طلاء الزنك مرتفع بشكل خاص في الغلاف الجوي للمناطق الاستوائية والمدن الصناعية.
2 طريقة كلفانية لجلفنة المعادن
يتم تحديد التأثير الوقائي لطلاءات الزنك بشكل أساسي من خلال سمكها ، والذي يتم تحديده بناءً على ظروف التشغيل المحددة للمنتجات المعدنية وتوحيد تطبيقها.تختلف إمكانيات طرق الجلفنة المختلفة وتسمح بالحصول على سمك طلاء من 5 ميكرون (مجلفن) إلى 1.5 مم. في حالة طريقة المعدنة الجلفانية ، تعتمد جودة الطبقة الواقية إلى حد كبير على طبيعة الإلكتروليت المستخدم في الجلفنة.

يمكن زيادة الخصائص الوقائية للزنك بشكل كبير بطرق مختلفة ، وأكثرها شيوعًا هي كما يلي:
- التخميل (بالكروم) - إنشاء أغشية كرومات على سطحه بالمعالجة الكيميائية للمنتجات في محاليل بحمض الكروميك أو أملاحه ؛
- الفوسفات - تشكيل فيلم فوسفاتي على سطحه عن طريق معالجة الفراغات المجلفنة في محاليل أملاح حامض الفوسفوريك ؛
- الطلاء - دهان الدهان (أفضل النتائج بعد الفوسفات الأولي).
طلاء الزنك الجلفاني هو طريقة إلكتروليتية لتطبيق طبقة واقية رقيقة من الزنك على منتج ، يجب تحضير سطحه مسبقًا. تتيح هذه الطريقة الحصول على طلاءات بسمك 5-40 ميكرومتر.

في ظل ظروف المقياس ، الصفيحة ، الشريط ، يمكن زيادة السماكة حتى 500 ميكرون (0.5 مم). تتكون عملية تكوين الطلاء نفسها من الترسيب على الكاثود (المنتج المغطى) لجسيمات الزنك المشحونة إيجابياً (أيونات) من المحاليل المائية لمركباته (الإلكتروليتات) عند مرور تيار كهربائي ثابت عبر المحلول. يجب أن تكون الأنودات المستخدمة مصنوعة من الزنك ، حيث أن الغرض الرئيسي منها هو تجديد الأيونات التي يتم تفريغها على المنتجات في الإلكتروليت. اعتمادًا على الوضع المحدد ، يكون للتيار كثافة كاثود في نطاق 1-5 A / dm 2.
3 مزايا وعيوب طلاء الزنك
تعتبر الطريقة الإلكتروليتية لتطبيق الزنك هي الأكثر شيوعًا مقارنة بطرق الجلفنة الأخرى وتتميز بالمزايا التالية:
- أداء عالي؛
- منخفض التكلفة؛
- الحصول على مستوى عالٍ بدرجة كافية من حماية المنتج ؛
- تغطية موحدة بدون خطوط ، قطرات ، مع الحفاظ على شكل وحجم المنتج ؛
- إمكانية تطبيق الزنك على جميع أجزاء المنتجات بأي شكل معقد، بما في ذلك المسام المختلفة ؛
- الحصول على طلاءات واقية زخرفية (ناعمة ولامعة) لا تتطلب معالجة إضافية.

العيب الرئيسي هو الالتصاق المنخفض (الالتصاق) للطلاء المشكل بالمنتج ، الأمر الذي يتطلب عناية خاصة في تحضير (تنظيف) سطح الأخير. وتجدر الإشارة أيضًا إلى أنه من المحتمل أن يكون المعدن المحمي مهدرجًا ، خاصة إذا لم يتم مراعاة أنظمة جلفنة الزنك ، مما يؤدي إلى هشاشة الهيدروجين للمنتج وظهور غير جذاب لسطحه. من العيوب الكبيرة في هذه الطريقة تكوين نفايات سامة وضارة بالبيئة ، والتي يجب تنظيفها جيدًا.

4 تكنولوجيا ومعدات الجلفنة في الإنتاج
يشمل الجلفنة الإلكتروليتية في الإنتاج ما يلي العمليات التكنولوجيةأنتجت مع المنتجات:
- تنظيفها من القشور والصدأ والتشحيم والتبريد وتركيبات الطلاء والورنيش. المعالجة الكيميائية في إزالة الشحوم والمحاليل القلوية.
- الغسل بالماء في حمام متدفق.
- إزالة الشحوم كهربائيا.
- تدفق مائى - صرف.
- النقش في محلول من الماء وحمض الهيدروكلوريك. يسمح بإزالة الترسبات الكلسية المتبقية والصدأ دون إذابة المعدن الأساسي. في هذه الحالة ، يتم قطع رأس السطح - التنشيط قبل الجلفنة.
- تدفق مائى - صرف.
- مجلفن فقط.
- تدفق مائى - صرف.
- يمكن إجراء التوضيح في محلول من الماء مع حمض النيتريك لإزالة طبقة الأكسيد.
- تدفق مائى - صرف.
- يمكن إجراء الفوسفات.
- تدفق مائى - صرف.
- يمكن إجراء التخميل بالكروم الإلكتروليتي (و / أو كرومات الرش).
- تجفيف.

اعتمادًا على نوع المنتج والتكنولوجيا المستخدمة ، يمكن تنفيذ بعض خطوات الغسيل باستخدام طريقة الغسل بالفرشاة. قد تكون هناك عمليات إضافية. على سبيل المثال ، تبدأ عملية الجلفنة الجلفانية للشريط بفكه ، ولحام الأطراف ، ثم الاستقامة. النهاية - التزييت واللف.
وفقًا لنوع المنتجات المراد طلاؤها وحجم الإنتاج ، يتم استخدام خطوط الجلفنة المختلفة والمعدات المرتبطة بها. معدات اختياريه. تمثل هذه الخطوط تسلسلًا معينًا من الغسيل والحمامات التكنولوجية اللازمة لإنشاء طبقات طلاء زنك أحادية الطبقة أو متعددة الطبقات بالخصائص الوظيفية المطلوبة. كل شئ معدات الطلاء الكهربائيحسب درجة الميكنة تصنف الى:
- خطوط ميكانيكية بتحكم أوتوماتيكي كامل ؛
- مع إمكانية التحكم اليدوي الجزئي ؛
- خطوط يدوية بالكامل
- خطوط صغيرة.

تشمل مجموعة توصيل الخط حسب طرازه بالإضافة إلى أحواض الاستحمام ما يلي:
- أنظمة النقل (المشغلين الآليين ، المتلاعبين) ؛
- معدات معالجة مياه الصرف الصناعي والمحلي ؛
- المعدات المساعدة: أجهزة الجلفنة (المعلقات ، الأجراس ، البراميل) ، قضبان الكاثود والأنود ، المبادلات الحرارية ، عناصر التسخين ، إلخ ؛
- المعدات الإضافية: نظام التهوية ، وحدات التصحيح ، الضواغط والمنافخ ، معدات التبريد ، غرف التجفيف والخزائن ، المضخات ، معدات إنتاج المياه ، وحدات الترشيح ؛
- وغيرها.
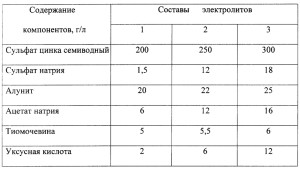
5 إلكتروليتات تستخدم في طلاء الزنك
في إنتاج الجلفنة ، بناءً على الغرض من المنتج ، يتم استخدام العديد من الإلكتروليتات في الجلفنة. يتم تقسيمها بشكل مشروط إلى مجموعتين رئيسيتين:
- حمض بسيط (كلوريد ، كبريتات ، فلوريد الهيدروبورون) - في نفوسهم ، الزنك عبارة عن أيون مميَّأ.
- المركب المعقد (الزنك والسيانيد والبيروفوسفات والأمونيا وغيرها) - يوجد الزنك في تكوين الأيونات المعقدة المشحونة سلبًا أو موجبًا. تنقسم الإلكتروليتات المستخدمة في الجلفنة إلى حمضية وقلوية.
يعتمد تكوين وطبيعة الإلكتروليتات المستخدمة في الجلفنة على معدل الترسيب ونوعية رواسب الزنك في القطب السالب.
الطريقة الأكثر شيوعًا للطلاء هي في إلكتروليتات بسيطة حمضية قليلاً لطلاء الزنك.إنها تسمح باستخدام تيار ذو كثافة أعلى من تلك المعقدة ، وبالتالي فهي تتميز بمعدل أعلى لعملية نمو الطلاء. يتميز الطلاء الكهربائي بهذه الإلكتروليتات المجلفنة أيضًا بمستوى عالٍ من التغطية والمظهر الجيد للطلاءات الناتجة. يكون الفولاذ ، عند استخدامه ، أقل عرضة للهدرجة ، مما يؤدي إلى هشاشة الأجزاء. لكن هذه الإلكتروليتات مناسبة فقط للفراغات ذات التكوين البسيط ، والأسلاك ، والشريط. جودة الطلاء ليست عالية جدا.
يستمر ترسب الزنك من الإلكتروليتات المعقدة لطلاء الزنك في ظل ظروف تشتت أيون عالي ، مع انخفاض في إنتاج المعدن وزيادة في تطور الهيدروجين مع زيادة كثافة التيار. لذلك ، يتم استخدام هذه الحلول بكثافة تيار منخفضة. يتيح استخدامها الحصول على طلاءات دقيقة وموحدة وعالية الجودة على منتجات ذات أشكال بسيطة ومعقدة.
الطريقة الجلفانية من الناحية الفنية هي الطريقة الأكثر تقدمًا لتطبيق الطلاء المعدني. طبقة المعدن التي تم الحصول عليها بهذه الطريقة هي الأكثر اتساقًا ونظيفة وغير مسامية.
الطريقة الجلفانية ، التي تم اقتراحها عام 1942 لتحديد تركيز الأكسجين ، هي على النحو التالي.
طريقة الطلاء الكهربائي لا تعطي نتائج جيدة لأن الكروم سوف يتقشر أو يتشقق.
لطالما عرفت الطريقة الجلفانية للتعدين منذ أكثر من 100 عام. جوهر الطريقة هو الترسيب الإلكتروليتي على كاثود المعادن من محاليل أملاحها مع مرور تيار كهربائي مباشر.
تتميز الطريقة الجلفانية لإنتاج المعادن ثنائية المعدن بترسيب النحاس أو النحاس الأصفر أو الألومنيوم على أحد جانبي الشريط الفولاذي أو كلاهما من محلول أملاح المعدن المقابل تحت تأثير تيار كهربائي. توفر هذه الطريقة تجانسًا أكبر للطلاء ، ونفايات أقل ، ونقاوة وكثافة أكبر للطلاء. يمكن أيضًا الحصول على سلك ثنائي المعدن بنفس الطريقة.
تتكون طريقة الطلاء الجلفاني من ترسيب طبقة معدنية من إلكتروليت على سطح المنتجات باستخدام التيار المباشر.
الطريقة الجلفانية لتطبيق الطلاء المعدني في الحمامات الخاصة باستخدام التيار الكهربائي هي الطريقة الأكثر شيوعًا لإنهاء الأسطح في الممارسة الفنية.
تم تطوير الطريقة الجلفانية لتعدين البلاستيك على نطاق واسع خلال السنوات القليلة الماضية وأصبحت قادرة على المنافسة فيما يتعلق بطريقة تبخر المعادن في الفراغ. مع إدخال مبيضات مناسبة في المنحل بالكهرباء ، توفر هذه الطريقة ، مثل طريقة الفراغ ، إنتاج طلاء المرآة الذي لا يتلاشى مع مرور الوقت ، والذي يمكن أن يخدم ليس فقط للأغراض الفنية ، ولكن أيضًا للأغراض الزخرفية. نتيجة لاستبدال الأجزاء المعدنية بأجزاء بلاستيكية مجلفنة ، يتم تحقيق وفورات كبيرة في المعادن وتقليل وزن الأجهزة والمنتجات. على سبيل المثال ، عند استبدال عدد كبير من الأجزاء الزخرفية والتشغيلية ، يتم تقليل وزن سيارة الركاب بعدة عشرات من الكيلوجرامات.
في الطريقة الجلفانية ، يتم استقطاب العينة بواسطة الكاثود أو تيار الأنود ذي الحجم الثابت ، ويتم الاحتفاظ بها لبعض الوقت ، وبعد ذلك يتم قياس جهد القطب. لذلك ، فهي تقتصر عادةً على تعريض واحد ، وهو من 1 إلى 15 دقيقة لجميع الكثافات الحالية. يجب دائمًا تحديد وقت التعرض المقبول لإمكانية مقارنة البيانات التي تم الحصول عليها.
باستخدام الطريقة الجلفانية للحصول على طلاء على نتوءات حادة من الأجزاء ، تكون الطلاءات المعدنية خشنة الحبيبات وهشة. في مثل هذه الأماكن ، بعد تقطيع الطلاء ، تظهر مراكز التآكل.
باستخدام الطريقة الجلفانية لتطبيق طلاء المعادن ، يتم وضع المنتجات النهائية أو المنتجات شبه المصنعة في إلكتروليت يحتوي على أيونات المعدن المترسب ، ويتم توصيل المنتجات المطلية بالقطب السالب لمصدر تيار مباشر. الأنود عبارة عن ألواح أو نشارة من المعدن المطلي.
في طريقة الطلاء الجلفاني ، يتم وضع الأجزاء في إلكتروليت يحتوي على أيونات المعدن المترسب ومتصلة بالقطب السالب لمصدر تيار.
مخطط تطبيق الطلاءات الجلفانية. في الطريقة الجلفانية لتطبيق الطلاء المعدني ، توضع المنتجات المطلية في إلكتروليت يحتوي على أيونات المعدن المترسب ، وتتصل بالقطب السالب لمصدر تيار مباشر. وبالتالي فإن المادة المراد طلاؤها هي الكاثود.
تتمثل الميزة الكبيرة للطريقة الجلفانية للطلاء في سهولة تعديل العملية فيما يتعلق بسمك المعدن المترسب ، بالإضافة إلى ذلك ، يجب أن تشمل مزايا هذه الطريقة أيضًا عدم وجود تدفئة ، وبالتالي تغييرات في الهيكل لمعدن المنتج وتشوهه المحتمل. الطلاء المطلي بالكهرباء له لمعان جيد ولذلك غالبًا ما يستخدم كطلاء زخرفي.
تتمثل الميزة الكبيرة لطريقة الطلاء الجلفاني في سهولة تعديل العملية فيما يتعلق بسماكة المعدن المترسب ، بالإضافة إلى عدم وجود التسخين ، وبالتالي التغييرات في هيكل المعدن للمنتج وإمكانية حدوثه. يجب أن يُعزى التشوه أيضًا إلى مزايا هذه الطريقة. الطلاء المطلي بالكهرباء له لمعان جيد ولذلك غالبًا ما يستخدم كطلاء زخرفي. الطلاءات المطلية بالكهرباء ، كقاعدة عامة ، ليست كثيفة بدرجة كافية لحماية المعادن تمامًا من السوائل المسببة للتآكل ؛ تخترق أيونات المحلول مسام الطلاء وتسبب التآكل.
يعتمد استخدام طريقة التلامس أو الجلفنة لترسيب الحديد أو النيكل على ما إذا كان التلوين الكهروكيميائي متصورًا لاحقًا أم لا. إذا لم يتم توفير اللون المحدد ، فعندئذٍ يكون طلاء النيكل أو طلاء الحديد كافيًا ، وإلا فمن الضروري تطبيق طبقة من النيكل أو الحديد بسمك 3-5 ميكرون بالطريقة الجلفانية.
تلقت التغطية بالطريقة الكلفانية، في المراحل الأولى من الأكسدة تحمي العينة بشكل أكثر موثوقية من الطلاء الناتج عن الطلاء الكيميائي بالنيكل (زيادة الوزن للعينة أقل ، والمنحنى ينخفض) ، لكن ميل منحنى الأكسدة إلى محور الإحداثي أكبر بكثير من منحنيات أكسدة النيكل الكيميائية.
يتم تطبيق الطبقة المغناطيسية بالطريقة الجلفانية على ركيزة نحاسية.
عادةً ما يتم تطبيق النيكل عن طريق الطلاء الكهربائي ، ويكون سمك طبقة النيكل الكافية لحماية الأنود حوالي 100 ميكرومتر. تعمل هذه الأنودات الموجودة في الإلكتروليتات القلوية النقية عند 90-95 درجة مئوية وكثافة تيار تبلغ حوالي 3 كيلو أمبير / م 3 لمدة 5-10 سنوات دون حدوث أضرار كبيرة.
يجب تنظيم إنتاج أغلفة الدليل الموجي بالطريقة الكلفانية في موقع متخصص: سيكون التخصص ذا طبيعة موضوعية ، مما سيعطي مزايا كبيرة ، نظرًا لأن المعدات المستخدمة لتصنيع المساكن عالمية ويمكن تشغيلها باستخدام استخدام عالٍ عامل. بالإضافة إلى التنفيذ دورة الإنتاجفي مكان واحد يتيح استمرارية عملية الإنتاج ، ويقلل من تكاليف النقل ، ويقصر وقت إنتاج الأجزاء ، ويزيد من التخصص في التصنيع ، ويبسط التخطيط.
في صناعة القوالب بالطريقة الجلفانية ، يتم عمل نموذج شمعي ، يتم الحصول منه على صورة من الجبس. تستخدم هذه الصورة لصب نموذج راتنجات الايبوكسي. يتم ترسيخ طبقة رقيقة من النحاس أو الفضة عليها ، والتي تعمل لاحقًا ككاثود في حمام كلفانيأولاً ، يتم ترسيب سبيكة من النيكل واليسار والكوبالت ، ثم طبقة من النحاس. يتم إزالة الفراغ المعدني من نموذج الايبوكسي وضغطه في حامل الفولاذ.
يتم تطبيق الطلاءات المعدنية بشكل أساسي بالطريقة الجلفانية ، والتي تعتمد على عمليات ترسيب المعادن أثناء التحليل الكهربائي لمحاليل الملح المائي.
تطوير طريقة لتلميع الألمنيوم بطريقة كلفانية Otch.
عادة ما يتم تطبيق الطلاءات الواقية عن طريق الطلاء الكهربائي. يتم تنفيذ طلاء الكروم أو طلاء النيكل أو طلاء النحاس للألواح. الأكثر موثوقية هو بلاتنة سطح الصفائح عن طريق الرش الفراغي.
يتم تطبيق طلاء المعدن بالطريقة الجلفانية في الحمامات التي تحتوي على إلكتروليت يحتوي على محاليل أملاح المعادن المترسبة. يعمل الألمنيوم OMD على تعقيد العملية بسبب وجود فيلم أكسيد سريع التعافي على الأسطح ، مما يمنع الالتصاق بالمعادن المترسبة.
في الطلاءات المطلية بالكهرباء ، قد يشير وجود عيوب مرئية وطبيعتها إلى الأسباب المحتملة لحدوثها. ستؤثر بعض العيوب سلبًا على مقاومة التآكل ، بينما يؤثر البعض الآخر فقط على الصفات الزخرفية للمنتج المطلي. يمكن أن تتنوع أسباب ظهور العيوب المميزة وتعتمد على خصائص عملية الترسيب الكهربائي. يتم نشر قائمة مفصلة بأوجه القصور وطرق التخلص منها في كتب مرجعية خاصة عن الطلاء الكهربائي. فيما يلي قائمة مختصرة بالعيوب.
خلية زيادة الجهد لنشر الأكسجين. يتم إزالة منحنى الاستقطاب بالطريقة الجلفانية بطريقة مباشرة - من كثافات التيار المنخفضة - باتجاه قيمها العالية ، ثم عكسها. عادة ، لا يتم تحديد إمكانات القطب القابل للاستقطاب على الفور ، ولكن بعد تعرض معين. في البداية ، يتم قياس الجهد في حالة عدم وجود تيار متراكب (10 - 15nsh) ، ثم يتم تشغيل تيار مستقطب بترتيب العديد من الأمبيرات الدقيقة. يتم تعيين كل قيمة جديدة للقوة الحالية عن طريق تقليل مقاومة المتجر تدريجيًا بطريقة يتم فيها تحديد النقاط الفردية بشكل متساوٍ قدر الإمكان على طول المنحنى. يوصى بالالتزام بتعريض واحد محدد للقطب عند كل قيمة جديدة للتيار المستقطب ، على سبيل المثال ، عن طريق قياس الجهد كل دقيقتين.
يتم الحصول على منحنيات الاستقطاب من خلال طرق الجهد الساكن أو الجلفاني ، وكذلك عن طريق أخذ منحنيات الشحن عند كثافة تيار ثابتة أو جهد ثابت.
إخراج الكرة عبارة عن معدن (نحاسي أو فضي) له شكل نصف كروي يتم ترسيبه بطريقة كلفانية على وسادة التلامس.
تصنع الطلاءات المعدنية أساسًا بالطريقة الجلفانية ، حيث يعتمد سمك وتوحيد الطلاء على الخواص الكهروكيميائية للإلكتروليت ونوع المعدن المترسب وتكوين الجزء ووضع التحليل الكهربائي. يتم تطبيق الطلاءات الواقية عن طريق الجلفنة والطلاء بالطلاء.
كلوريد الصوديوم تصفيح بمعدن النيكل، التي تم الحصول عليها بطريقة كلفانية ، لها منطقة سلبية تمتد إلى جهد انهيار 200 مللي فولت ، وطلاء Ni-P له نفس المنطقة تقريبًا ، ولكن بقيمة تيار أعلى فيه. لا يظهر طلاء Ni-B أي ميل إلى السلبية سواء قبل أو بعد المعالجة الحرارية. في الوسائط المحتوية على كبريتيد الهيدروجين ، تكون خصائص الاستقطاب لطلاءات النيكل و Ni-P متطابقة.
رسوم Shmshkshkzh membrshsh ne splm 12X18H9T. 53. احتياطات اللحام الداخلي. أسطح العمل مصقولة ومغلفنة بالكروم (سمك طبقة الكروم 25-40 ميكرون) ومصقولة لخشونة Ra 0 2 ميكرون.
المقطع العرضي لطلاء تم الحصول عليه بالألمنيوم على الفولاذ الطري. X500. تعتبر الطلاءات المجلفنة والمترسبة بالفراغ معدنًا نقيًا وليس لها رابطة كيميائية مع سطح المعدن الأساسي.
تتكون هذه العملية من طلاء كهربائي بسبيكة من القصدير والبزموت أو طلاء جسم الجهاز.
رسم تخطيطي لمقياس الأكسجين الكهروكيميائي الأوتوماتيكي مع نظام نقل الغاز. تستخدم TPPs الطريقة الجلفانية لتحديد التركيزات الدقيقة للأكسجين.
المعادن مطلية بالفضة - مطلية بالفضة - عن طريق الطلاء الكهربائي. تشتمل تركيبة الحمامات الإلكتروليتية على ثنائي كربونات الصوديوم (1) Na [Ag (CNh] ، وسيانيد الصوديوم وكربونات الصوديوم ، بالإضافة إلى مركبات الكبريت العضوية وسيلينيت الصوديوم كإضافات تلميع .90 (طلاء فضي ثقيل) يتوافق مع الوجود على اثني عشر ملاعق كبيرة وشوك 90 جرام من الفضة ، وهو ما يتوافق مع طلاء بسماكة 36 7 ميكرون.
عند النسخ المتماثل على السطح المطلي بالفضة للقرص الأصلي ، يتم تكوين طبقة من النيكل بالطريقة الجلفانية - يتم تكوين نسخة ، بما في ذلك البنية السطحية للقرص الأصلي ، والتي تسمى النسخة الأصلية من النيكل. يتم استخدام هذا الأخير للنسخ المتماثل عن طريق التشكيل الكهربائي أو طرق أخرى.
يتأثر هيكل الطلاء المعدني الذي تم الحصول عليه بالطريقة الجلفانية إلى حد كبير بطريقة التحليل الكهربائي. مع زيادة كثافة التيار ، يتناقص حجم البلورات في الترسب. ومع ذلك ، في بعض الحالات ، لا يتم ملاحظة هذا الانتظام إلا عند الوصول إلى كثافة تيار معينة. من الممكن زيادة كثافة التيار فقط إلى حد معين ، وبعد ذلك ، في ظل الظروف العادية ، تتعطل العملية. بسبب النضوب الكبير للطبقة القريبة من الكاثود مع أيونات المعادن ، لوحظ ترسب المعادن على بعض الأجزاء البارزة من الكاثود ، حيث يتم تشكيل ما يسمى بالتشعبات. عند كثافة تيار أعلى ، يتم تغطية الكاثود بكتلة مساحيق إسفنجية ، تتكون من بلورات فردية صغيرة أو نواتجها البينية ، مرتبطة بشكل غير محكم ببعضها البعض وبالقاعدة.
يتأثر هيكل الطلاء المعدني الذي تم الحصول عليه بالطريقة الجلفانية بشكل كبير بعامل مثل طريقة التحليل الكهربائي.
تتضمن المجموعة الثانية من طرق EC لتحليل الغاز الطريقة الجلفانية ؛ يستخدم الاعتماد - في ظل ظروف ثابتة معينة - لتيار الانتشار للخلية على تركيز الحليلة خليط الغاز؛ مقياس التركيز هو التيار في الدائرة الخارجية للخلية.
لتحسين تبديد الحرارة ، يتم جلفنة الأسطح الطرفية للأسطوانة بالنحاس ، ويتم تثبيت الأسطوانة نفسها على محور بين غسالتين من البرونز.
نتيجة لذلك ، يتم زيادة أداء تيجان المكبس المطلية بالكروم بالطريقة الجلفانية.
يجب أن يكون السطح الكروي لعدسات نسختي KI و KP مجلفنًا بطبقة من الزنك بسمك 0 02-0 01 مم. يتم إجراء الجلفنة لمنع التصاق معادن العدسة وأنابيب التزاوج ، وكذلك لخلق إحكام أفضل ، لأنه عندما يتم ربط الوصلة ، فإن الزنك يملأ المخالفات المجهرية على الأسطح المغلقة. في بعض الحالات ، يتم طلاء العدسات بالنحاس بدلاً من الجلفنة.
في عام 1942 ، اقترح تيد [431] طريقة كلفانية لتقدير الأكسجين ، والتي تتكون مما يلي. يمر خليط الغاز فوق سطح محلول قلوي ضعيف ويغسل كاثود الفضة ، مغمورًا جزئيًا في المنحل بالكهرباء. في هذه الحالة ، ينتشر الأكسجين من خليط الغاز فوق سطح الكاثود إلى المحلول الكهربائي.
أجريت التجارب باستخدام ألواح نحاسية ذات مقطع عرضي 2 × 1 × 35 مم 2 ، مطلية بالكهرباء بأغشية من النيكل والكروم بسمك 6-10 ميكرون.
يتم تعدين الألياف المقاومة للحرارة ، مثل ألياف سيليكات الألمنيوم ، بنجاح بالطريقة الجلفانية.
يتم إنتاج طلاء الفولاذ بطرق مختلفة ، ولكن الأكثر شيوعًا ودراسة هي الطريقة الجلفانية ، والتي تكون مصحوبة بهدرجة المنتج. يمكن أن تؤثر الهدرجة على خصائص الفولاذ ، والتي يجب أن تؤخذ في الاعتبار عند دراسة تأثير الطلاء الكهربائي.
تمنع هذه الطبقة التصاق مواد التشحيم التقليدية والطلاء المعدني المطلي بالكهرباء. بالإضافة إلى الزجاج ، تستخدم بثق التيتانيوم مواد شحوم تحتوي على الجرافيت وثاني كبريتيد الموليبدينوم والميكا ومضافات التشحيم الصلبة الأخرى. تتأثر خصائص الأداء بطبيعة مادة التشحيم والاتساق والنوع وتركيز المادة المضافة.
تتكون طريقة الطلاء الجلفاني من حقيقة أن طبقة رقيقة من المعدن الواقي يتم تطبيقها على سطح المعدن المحمي عن طريق التحليل الكهربائي. في هذه الحالة ، يعمل المنتج المراد حمايته ككاثود ، ويعمل غطاء المعدن كقطب موجب. تسمح الطريقة الجلفانية بتطبيق طبقات ذات سمك موحد ونقاوة كيميائية عالية.
طريقة الطلاء الجلفاني ، والتي تتمثل في وضع طبقات من معدن آخر على سطح المنتجات المعدنية أو المنتجات شبه المصنعة بتيار كهربائي أو بدونه.
تتكون طريقة الطلاء الجلفاني من ترسيب معدن واقي على المنتج باستخدام تيار كهربائي. يستخدم على نطاق واسع ، لأنه يعطي طلاءات واقية عالية الجودة ، ويسهل تعديل سمك الطبقة الواقية ، وإنفاق المعادن غير الحديدية النادرة بشكل اقتصادي.
لا تعد الطريقة الجلفانية لطلاء الأسطح هي أفضل طريقة لزيادة مقاومة الأسطح الاحتكاكية للتشنج. ومع ذلك ، فهذه الطريقة هي الأكثر قبولًا ، نظرًا لأنها بسيطة وتكنولوجية ، تتيح لك العمل بدقة كبيرة ، وتغطية سطح الأجزاء بطبقة رقيقة من المعدن الإلكتروليتي (وهذا يحافظ على خصائص قوة المعدن الأساسي) ، لا يرتبط بالتسخين ، والذي يضمن ضد التغيرات الهيكلية في المعدن ، ولا يشوه الأجزاء ، ولا يتطلب تغييرات في تصميمها ، وفي نفس الوقت يغير بشكل كبير الصورة الفيزيائية والكيميائية لظواهر السطح التي تحدث في عملية الاحتكاك.
في طريقة كلفانيةالطلاء ، يتم غمس المنتج من المعدن الأساسي في المحلل الكهربائي (الحمامات) ، حيث يتم ترسيب النيكل أو الكروم أو الزنك أو أي معدن آخر تحت تأثير التيار الكهربائي المباشر على سطح المعدن المحمي.
باستخدام طريقة الطلاء الجلفاني ، يتم غمس المنتجات في الداخل حمامات كلفانيةحيث ، تحت تأثير التيار الكهربائي ، يترسب المعدن على سطح المنتج المحمي. يستخدم على نطاق واسع الطلاء الكهربائي بالنيكل والكروم والزنك والمعادن الأخرى.
لأسباب فنية واقتصادية ، تعتبر طريقة الطلاء الجلفاني أكثر ربحية من جميع الطرق الأخرى (الترسيب في المعدن المنصهر ، الانتشار ، المعدنة بالرش) يتميز الطلاء المرسب كهربائيًا بنقاوة عالية ومقاومة كيميائية أكبر وبالتالي طويل الأمدحماية المعدن من التآكل. هذه الطلاءات لها التصاق قوي بالمعادن الأساسية. استهلاك الزنك لكل وحدة سطح للمنتج أقل بكثير من طرق الطلاء الأخرى.
يتم وضع رقائق من المعادن على أجهزة الفصل وأحيانًا على أجهزة المشي ؛ لهذا الغرض ، يتم استخدام الطلاء والرش الجلفاني.
الطلاء المطلي بالكهرباء بسبيكة Pb-In ، نظرًا لتوحيده في جميع أنحاء سماكة الطبقة بالكامل ، يلغي إمكانية حدوث ضرر انتقائي للتآكل. لذلك ، يجب تفضيل الطريقة الجلفانية لطلاء البطانات بسبيكة Pb-In.
وقد لوحظ أعلاه أن هناك عدة طرق للجلفنة أشهرها الطريقة الساخنة. الطلاء المطلي بالكهرباء ذو نقاوة عالية ومقاومة كيميائية أفضل وأكثر من ذلك طويل الأمدحماية المعدن الأساسي من التآكل. يتم تحقيق أعلى قوة التصاق لطلاء الزنك بالمعدن الأساسي باستخدام طريقة الطلاء الجلفاني. استهلاك الزنك لكل وحدة من السطح المطلي بنفس الصفات الوقائية للطلاء يكون أقل بكثير مع طريقة الطلاء الجلفاني مقارنة ، على سبيل المثال ، بالحرارة.
الصفحات: 1



