Cum să întăriți o șurubelniță acasă. Călirea și călirea în condiții artizanale
Domeniul practic Cutite prevede respectarea acestora cu anumite caracteristici de calitate, fără de care un astfel de produs se va transforma într-un trofeu memorabil atârnat pe peretele din camera de zi. Cel mai important pentru o utilizare confortabilă și pe termen lung este calitatea și proprietățile lamei cuţit. Deoarece sarcina sa directă este tăierea, trebuie să îndeplinească următorii indicatori:
- duritatea lamei. Aceasta este una dintre principalele proprietăți, care este capacitatea unei lame de cuțit de a rezista la pătrunderea unui alt metal. În practică, produsele cu duritate mare țin bine ascuțirea, nu se rupe de la presiunea laterală puternică și nu se deformează. Acest indicator poate fi măsurat folosind metoda Rockwell, unitățile pentru care sunt HRC. Indicatorii ideali pentru cuțite sunt de la 52 la 55 HRC. Trebuie remarcat faptul că cu cât duritatea este mai mare, cu atât metalul devine mai fragil;
- putere. Păstrarea tipului și formei produsului după diverse deformări depinde de aceasta. Testat în mod tradițional prin test de încovoiere (metalul cu rezistență bună nu trebuie să se rupă atunci când este îndoit la 40°);
- plastic. Proprietatea care metal capătă și își păstrează noua formă după deformare. Conceptul este invers proporțional cu duritatea: cu cât duritatea este mai mare, cu atât plasticitatea este mai mică;
- rezistență la uzură - capacitatea lamei de a rezista la uzură în timpul funcționării.
În fabricarea unui cuțit, aceste caracteristici devin scopul principal pe care interpreții încearcă să-l aducă la starea ideală maximă. În special, duritatea și rezistența lamei sunt așezate direct în timpul formării produsului, prin întărire deveni cu vacanța ei ulterioară. Acasă, va trebui să faceți niște eforturi pentru aceasta, dar rezultatul poate să nu fie mai rău decât în producția din fabrică. Succesul întreprinderii, caracteristici munca tehnologica va depinde nu numai de manipularea corectă a metalului, ci și de calitatea și calitatea oțelului în sine.
Alegerea oțelului pentru călirea cuțitului
Oțelul este un aliaj de fier cu carbon și diverse impurități. În funcție de conținutul acestor din urmă componente, se disting următoarele tipuri de metal:
- carbonice;
- dopat.
Oțelul carbon nu conține mai mult de 2,14% carbon. Cu cât este mai mic, cu atât plasticitatea lamei este mai mare, cu atât este mai mare, cu atât produsul va fi mai dur și mai puternic. O astfel de lamă taie bine, dar nu va ține bine ascuțirea, se uzează mai repede. Cu toate acestea, nu va fi dificil să ascuți un astfel de cuțit. Metalul este supus coroziunii. Ca plus, poate fi remarcată o bună capacitate de sudare. În același timp, oțelul moale nu poate fi călit.
O caracteristică a acestui oțel este duritatea roșie scăzută, care este egală cu 250°C. Când este încălzită la temperaturi mai ridicate (ceea ce se întâmplă în timpul întăririi), își pierde proprietățile și devine casantă. De aceea, atunci când începeți să întăriți viitorul cuțit, trebuie să luați în considerare din ce este făcut și, pe baza acestuia, să alegeți regimul optim de temperatură pentru lucrările ulterioare. Pentru cei care doresc să facă un cuțit cu propriile mâini, acest oțel va fi o opțiune ideală, deoarece este ușor de lucrat.
La întărire otel carbon, trebuie respectat un anumit regim de temperatură pentru ca metalul să nu se deformeze sau să se crape. Pentru un conținut scăzut de carbon, temperaturile de la 727 la 950°C sunt ideale; pentru ridicat (conținut de carbon de până la 2,0%) - de la 680 la 850°C.
Cel mai adesea folosit pentru a face cuțite acasă. oţel urmatoarele marci:
- de la U7 la U16 (supusă coroziunii profunde, lama unor astfel de grade de oțel va fi ascuțită și dură);
- 65G este ideal pentru tocat cutite datorita duritatii sale. O astfel de lamă nu va ține bine ascuțirea și va rugini rapid;
- O-1 - foarte popular printre experții din domeniul lor, datorită costului rezonabil, ușurinței de întărire. Pentru ca Oțel cu conținut ridicat de carbon, atunci este și foarte dur (până la 60 HRC), rezistent la uzură, dar îi este și frică de coroziune;
- M-2 - duritatea sa ajunge la 66 HRC. Lama se ascute mult timp, rugineste usor. Are o duritate roșie mai mare, în comparație cu altele;
- 1095 - Adesea folosit la fabricarea cuțitelor. Din seria sa, această marcă este cea care conține cea mai mare cantitate de carbon, datorită căreia o astfel de lamă se va ascuți bine, va continua să se ascuți bine, păstrând în același timp duritatea decentă.
Caracteristici ale oțelului aliat de călire
Oțelul aliat, pe lângă carbon, conține o serie de alte elemente (până la 50% din aliajul total), cum ar fi:
- crom (prezența acestuia conferă produsului rezistență la coroziune, mai mult de 13% din conținutul său transformă metalul în „inoxidabil”);
- nichel (prezent pentru a crește rezistența);
- molibden - crește și rezistența oțelului, mai ales dacă este supus la stres termic. Creste rezistenta produsului la medii agresive, coroziune, tradeaza rezistenta la impact;
- vanadiul îmbunătățește proprietățile de tăiere ale lamei, rezistența la uzură a acesteia. O componentă indispensabilă pentru acele piese care trebuie făcute foarte ascuțite, deoarece datorită acesteia structura metalului după întărire devine cu granulație fină.
Acestea, precum și o serie de alte elemente, se găsesc în aliaje în cantități diferite si combinatii. Caracteristici generale pentru dintre toate metalele aliate este anti-coroziune, duritatea roșie mare (metalul poate rezista la temperaturi de 300 ° C). Prost ascuțit, lama nu este ascuțită. Când este adus la temperaturi ridicate, un astfel de oțel nu se deformează.
Efectuarea procedurii de perforare a oțelului aliat are o serie de caracteristici în comparație cu oțelul carbon. Ele depind direct de compoziție chimică aliaj și, Cum consecință, din caracteristicile sale.
În primul rând, un astfel de oțel ar trebui întărit la temperaturi mai ridicate - de la 850 la 1150 ° C. Deoarece conduce căldura mai rău, va dura mai mult timp pentru încălzire și răcire ulterioară (cu încălzire rapidă, metalul se poate crăpa pur și simplu la cea mai mică atingere). Încălzirea pe termen lung se datorează nu numai necesității de a încălzi complet produsul, ci și pentru a permite dizolvarea compușilor aliați ai aliajului, ceea ce va afecta pozitiv proprietățile mecanice ale lamei. O viteză de răcire mai mică este asigurată prin stingerea în ulei, și nu în apă, ca în produsele de carbon.
Printre mărcile cel mai des folosite:
- 420. „Oțel inoxidabil” tipic. Este atractiv datorită prețului său combinat cu duritatea bună. Se tocește rapid, dar este ușor de prelucrat;
- 440A. Duritatea acestui oțel ajunge la 56 HRC. Rezistență excelentă la coroziune, bine întărit;
- ATS-34. Dispune de o lamă ascuțită care continuă să se ascuți pentru o lungă perioadă de timp. În același timp, duritatea unei astfel de lame este de 60 HRC;
- CPM S30V. Depășește de zeci de ori toate celelalte mostre în ceea ce privește rezistența la uzură.
După ce ați ales oțel de înaltă calitate, problema rămâne mică, dar nu mai puțin importantă - pentru a efectua corect tratamentul termic metal.
Când începeți să faceți un cuțit acasă, ar trebui să cunoașteți principalele puncte și reguli pentru cum se întărește oțelul de cuțit, in urma caruia poti obtine rezultate maxime.
Procedura de întărire este o etapă obligatorie în fabricarea produsului. Ar trebui pornit după ce lama a primit forma dorită în timpul procesului de recoacere. Această manipulare are scopul de a reduce duritatea piesei pentru a urmări conturul viitoarei lame. in orice caz cuţit trebuie să fie nu numai frumos, ci și solid, durabil, dacă ar trebui să fie folosit. Aici vine vorba de salvare călirea metalului pentru un cuțit.
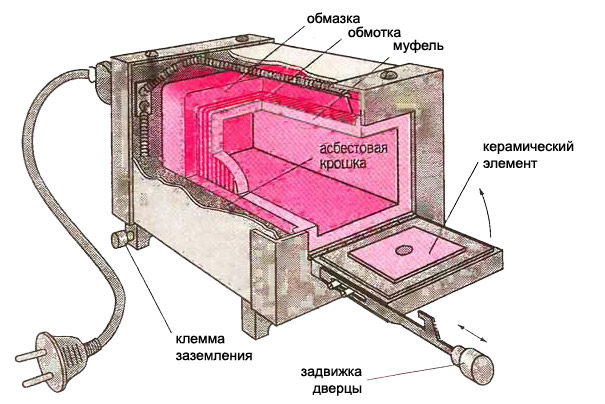
Această procedură începe cu aducerea probelor dorite la temperatura dorită. După cum am menționat deja, temperatura depinde de tipul și calitatea oțelului, dar, în medie, puteți numi o cifră de 700 ° C. Încălzirea trebuie făcută uniform pe toată lungimea produsului. Încălzirea neuniformă, împreună cu răcirea bruscă, pot provoca diverse defecte, pot cauza deformarea oțelului. Pentru a afla dacă suprafața s-a încălzit la temperatura dorită și dacă poate fi îndepărtată pentru următorul pas, culoarea oțelului vă va spune.
Culoarea roșu-vișin și stacojiu a metalului va indica obținerea unei temperaturi cuprinse între 730 și 800 ° C. Apropierea nuanțelor deschise de galben indică faptul că gradul a „scăpat” dincolo de marcajul de 1100 ° C. Cu alb, a existat o depășire clară, deoarece arată o valoare peste 1300°C.
Dacă piesa este supraîncălzită, atunci va fi deteriorată fără speranță (va deveni ireversibil casantă și casantă, pur și simplu se poate prăbuși) și va trebui să o luați de la capăt. Dacă oțelul este subîncălzit, atunci produsul se va dovedi a fi moale, va fi ușor de îndoit, dar în acest caz, dacă repetați procedura corect, totul poate fi reparat. Astfel de întărire va crește duritatea piesei de 3-4 ori.
După metal lama s-a intarit, devine foarte tare, dar in acelasi timp fragila. Aceasta este o situație inacceptabilă pentru un cuțit. Așadar, urmează următoarea etapă, care vizează readucerea lamei la putere (pe care mulți o numesc o calitate prioritară la cuțite) - vacanța.
Este o reîncălzire a metalului, urmată de o răcire lentă. Acesta poate fi fie un proces natural (răcire în aer), fie scufundare în apă, în uleiuri de întărire (aceasta depinde de tipul, calitatea, forma oțelului). În unele cazuri, se utilizează tehnologia scufundării alternative în medii diferite: atât apă, cât și ulei. În același timp, apa curată nu va funcționa (poate provoca fisuri), trebuie adăugată sare, de exemplu. Această manipulare va returna pieselor nu numai rezistența, ci și duritatea, ameliorând stresul intern din aliaj.
Pentru a părăsi produsul trebuie reînnoit se întăresc, dar acum nu la temperatura critică, ci la cea care este potrivită pentru un anumit produs. Concediul este de 3 tipuri:
- la temperatură scăzută - încălzire până la 250 ° C, ceea ce va oferi piesei o bună rezistență la uzură, dar o face nepotrivită pentru sarcini puternice de putere. De fapt, varianta ideala pentru o lama de cutit;
- temperatură medie - temperatura variază de la 350 la 500 ° C. Aceasta este o opțiune pentru ștampile, arcuri;
- temperatură ridicată - de la 500 la 680 ° C. Acesta este modul în care piesele care sunt supuse la sarcini de șoc (arbori) sunt încălzite.
Temperatura va fi afișată din nou de produsul însuși datorită culorii nuanței (optim pentru un cuțit - galben deschis). Acest lucru se datorează formării unei pelicule de oxid care trebuie curățată. După curățarea de produse de întărire, puteți face vacanța în sine. În lichid, va dura câteva secunde. În aer - câteva ore.
Secretele oțelului de călire acasă
Când efectuați astfel de manipulări pe cont propriu, va trebui în primul rând să aveți grijă de sursa de încălzire a oțelului. În condiții „acasă”, o soluție bună poate fi:
- Sobe electrice. În ea, datorită mufei, materialul nu intră în contact cu produsele de ardere, temperatura se menține constantă și uniformă fără niciun efort din exterior, drept urmare forjarea se va face eficient și precis;
- lampă de benzină. Pentru a asigura încălzirea și îmbătrânirea uniformă, va fi necesar să construiți un fel de țeavă sau să faceți o „colibă” din cărămizi;
- goarnă Ca o vatră deschisă, poți săpa o groapă mică în pământ, să o căptușești cu cărămizi (pentru a menține temperatura), să faci foc și să te apuci de treabă. Cărbunele este ideal ca combustibil;
- meşteri speciali pot face o aparenţă de forjă şi aragaz dintr-o cutie. Este cel mai convenabil dacă se potrivește cu dimensiunea lamei.
Ca materie primă sunt potrivite burghiile, rulmenții, pile, arcuri și chiar un cablu. Este posibil ca astfel de articole folosite să fie ruginite. Pentru a face acest lucru, puteți folosi râșnița.
Când scufundați lama într-un mediu cu o anumită temperatură critică, trebuie avut grijă ca mânerul cuțitului să nu cadă sub efectul termic.
Calitatea întăririi este verificată prin simpla trecere a unei pile peste produs: o probă subîntărită se va lipi de el, iar marginea lamei se va îndoi pur și simplu. Dacă produsul s-a dovedit a fi subîntărit, puteți încerca să îl repetați - mai întâi recoacere, apoi întărire și astfel salvați piesa.
Există o modalitate de a determina corect momentul în care a avut loc întărirea produsului: în acel moment metalul începe să tremure și să emită sunete asemănătoare cu un geamăt sau un fluier.
La eliberare, lama cuțitului trebuie să fie coborâtă doar vertical, cu partea mai densă în jos și să se balanseze ușor de-a lungul lamei. Această abordare va minimiza posibilitatea deformărilor.
Etapa de vacanță poate fi gestionată fără dispozitive suplimentare: este suficient un cuptor convențional, unde piesa se va potrivi pentru câteva ore cu o scădere treptată a temperaturii.
Pe lângă metoda tradițională, există multe alte teorii despre cum cum se întărește metalul pentru un cuțit rapid si eficient. Meșterii de acasă sunt recomandați să încălzească mai întâi piesa până la o culoare roșie aprinsă și apoi să o scufunde de mai multe ori cu partea tăietoare în ceară de sigilare în diferite locuri. Repetați procedura până când lama încetează să intre ca untul. După aceea, oțelul va trebui lubrifiat cu terebentină. De fapt, metalul cuțit întărit în acest fel va trebui lubrifiat cu acest lichid după aceea în mod constant. Ca efect al acestei întăriri, duritatea și rezistența ridicată a produsului sunt promise fără dificultățile asociate cu metoda obișnuită de revenire (metoda este potrivită numai pentru lame subțiri).
După terminarea străpungerii și călirii lamei, rămâne doar să o curățați, să o lustruiți, să o atașați de mânerul cuțitului deja finisat din lemn, piele, cauciuc sau metal.
am citit 1686 timp(e)
Cum să întăriți metalul acasă. Cum să căliți un topor. Cum să întăriți un topor cu propriile mâini. Întărirea toporului. Destul de des este nevoie de a crește rezistența unui instrument sau a unui produs din metal cu un ordin de mărime. Se întâmplă, și invers, trebuie să faceți metalul moale, pentru a simplifica prelucrarea ulterioară a acestuia. Atât în primul cât și în cel de-al doilea caz, rezultatul dorit este atins datorită tratamentului termic, care implică mai întâi încălzirea materialului la temperatura dorită și după răcire într-un anumit mod. Cu alte cuvinte, călirea oțelului este împărțită în mai multe etape: călire, călire, recoacere. Călirea este folosită doar pentru a crește duritatea metalului. Trebuie amintit că oțelurile cu conținut scăzut de carbon nu pot fi călite. În ceea ce privește cele din carbon și scule, există o șansă excelentă de a crește duritatea în timpul călirii de trei până la patru ori. Acest proces se face atunci când doresc ca un element metalic să taie cu ușurință sticla, așa cum face un diamant.
Adesea simți nevoia de întărire suplimentară a unei scule metalice, regăsindu-te în natură. De ce? Din păcate, producătorii moderni de topoare își fac treaba cu rea-credință, din care lama unui produs din oțel nu este complet călită (se blochează ușor) sau supraîncălzită (pur și simplu cerșește). Și cum e când vrei să gătești cât mai repede un grătar cu cartofi, dar toporul e la dracu.
Nu se va putea verifica gradul de întărire al unui produs metalic într-un magazin. Deși există o singură cale. Este necesar să rulați un fișier de-a lungul muchiei de tăiere. Dacă începe să se lipească puternic și să se lipească de material, atunci cel mai probabil problema este în lipsa produsului. Acest lucru poate fi văzut de pe margine, care va fi prea moale și nu va reține ascuțirea. În cazul în care pila sare de pe oțel, ca și cum ar fi mângâiat-o, iar mâna ta nu va simți nicio neregulă la apăsare, problema constă în supraîncălzirea produsului. Marginea instrumentului se sfărâmă și cu cel mai mic efort se poate rupe cu ușurință. Cred că veți fi de acord că primul și al doilea caz complică semnificativ munca și aduc neplăceri. Este păcat că testul de mai sus nu poate fi efectuat în magazin. Vânzătorul nu vă va permite să deteriorați o unealtă necumpărată cu un fișier. Situația este într-un impas. Nu aruncați un produs cu întărire slabă când a fost deja achiziționat! Costa multi bani. Da, iar plângerile zilnice despre defecte de fabricație nu vor ajuta la cauza. Există o cale de ieșire - întărirea oțelului. Poți face asta și acasă.
Un proces foarte simplu și util pentru care veți avea nevoie de: un foc cu o cantitate mare de cărbune încins și două recipiente adânci. În primul, este necesară completarea cu ulei de motor (motorină, motor, mașină sau deșeuri), iar în al doilea rând apă purificată (de preferință apă de puț). Gândiți-vă în avans la modul în care veți ține partea fierbinte. În mod ideal, cleștele de fierar sunt potrivite, dar nu le veți găsi în fiecare clasă, plus că nu sunt ieftine. Dacă nu aveți niciunul, atunci găsiți un înlocuitor demn pentru ele. Așadar, 100% gata, să mergem! Punem unealta în adâncul focului, drept pe cărbuni. Rețineți că, cu cât cărbunii sunt mai albi, cu atât temperatura lor este mai puternică. Pune - controlează procesul. Locul de întărire a metalului ar trebui să fie doar purpuriu strălucitor, în niciun caz alb! Acest lucru amenință să se supraîncălzească și să ardă produsul metalic. Vă rugăm să rețineți că distribuția culorii a fost distribuită uniform pe întreaga suprafață. Nu ar trebui să existe zone întunecate pe marginea întărită. De asemenea, este imposibil să se permită „cianoza” metalului. Acest lucru va duce la înmuiere excesivă, plasticitate excesivă, ceea ce este absolut nedorit. Este important să nu exagerați prin strălucirea toporului în alb. Trebuie să îmbunătățiți starea marginii. Când unealta s-a maturizat în condiții de temperatură ridicată, poate fi scoasă din foc. Oțelul fierbinte trebuie scufundat într-un recipient cu ulei.
Coborârea și ieșirea alternativă la fiecare trei secunde, crescând treptat timpul. Rețineți că oțelul întărit nu va tolera încetineala. Totul trebuie făcut brusc și rapid. Scufundați piesa în ulei până când culoarea își pierde strălucirea. După aceea, unealta trebuie pusă în apă, care va trebui agitată. Fiți atenți, deoarece reziduurile de ulei de pe topor se pot aprinde în mediul acvatic.
Iată o întărire atât de simplă și eficientă a oțelului cu propriile mâini. Dacă faci totul corect și în etape, atunci un rezultat bun este garantat.
Cum să căliți un topor.
Dacă este important să păstrăm geometria piesei de lucru și, în același timp, calitățile excelente de lucru ale toporului, vă propun varianta pe care am folosit-o cândva pentru topoarele mele și uneori, la cererea rudelor și prietenilor, le refac. instrument. Desigur - nu fără „intervenție chirurgicală”, dar se justifică de o sută de ori. Cumva, grebland mormane de gunoi în podul lăsat ca moștenire de bunicul meu acasă, am găsit 4 topoare sovietice noi-nouțe pictate de fabrică - pe marcă - 1986. Pentru două dintre ele au fost achiziționate mânere de topor, au fost făcute pene - topoarele au fost asamblate și gata de lucru. La prima încercare - tăierea lemnului de fructe - primul secure s-a spart în fâșii ca sticla, la a doua colțul pânzei a zburat după a treia lovitură - acest spectacol i-a amuzat foarte mult pe prietenii invitați la grătar.
După acea întâmplare, mi-am amintit cum, pe când încă lucrau în depozit, dulgherii bătrâni, după ce tocmai primiseră topoare noi în depozit, s-au dus imediat cu ei la fierar. A tăiat pânza aproximativ două treimi din înălțime, a tras o bucată de arc pe pană, a forjat-o, modelând partea tăiată. Marginile au fost pregătite, o pânză nouă a fost sudată dintr-un arc de automobile. Aceasta a fost urmată de un montator brut, recoacere, călire, revenire scăzută și finisare. După ce au primit topoare modificate care nu arătau diferit de cele originale, dulgherii au pocnit degetele pe RC și au ascultat sunetul melodic, spunând: „În, acum lucrurile pot funcționa așa, iar un cui, dacă este ceva, nu este. o piedică”.
Mi-am refăcut topoarele rupte în același mod - de cinci ani încoace lucrează fără reascuțire. De mai multe ori topoarele au căzut pe cuie masive, tăind prin ele fără prea multă deteriorare a RK, lăsând adâncituri abia vizibile. Un astfel de instrument va servi mai mult de o generație.
Topoarele sunt realizate din oțel cu arc în ceea ce privește axele sovietice, GOST a reglementat următoarele grade de oțel pentru fabricarea axelor: 8HF, 9HF, 9HS, HVG conform GOST 5950; 35HGSA conform GOST 4543; 60G conform GOST 14959 sau U7A, U8, U8A, U8GA, U9, U9A conform GOST 1435. Deci, această listă nu este fără oțel pentru arc. Doar că cea mai mare parte a topoarelor sovietice provenea din clasele U7 - U8 și, după cum se poate vedea din postarea mea anterioară, adesea cu încălcări grave ale regimului de tratament termic. Și acum topoarele sunt fabricate din oțel pentru arc, puteți găsi pe internet, în special, oțel Izh, duritatea lamei este de 57 HRC.
Tratarea termică a metalelor este una dintre principalele modalități de îmbunătățire a caracteristicilor lor mecanice și fizico-chimice: duritate, rezistență și altele.
Un tip de tratament termic este întărirea. A fost folosit cu succes de om în mod artizanal încă din cele mai vechi timpuri. În Evul Mediu, această metodă de tratament termic a fost folosită pentru a îmbunătăți rezistența și duritatea obiectelor de uz casnic metalice: topoare, seceri, ferăstrăi, cuțite, precum și arme militare sub formă de sulițe, sabii și altele.
Și acum folosesc această metodă pentru a îmbunătăți caracteristicile metalului, nu numai la scară industrială, ci și acasă, în principal pentru călirea articolelor de uz casnic din metal.
Întărirea este înțeleasă ca un tip de tratament termic al unui metal, constând în încălzirea acestuia la o temperatură la care are loc o modificare a structurii rețelei cristaline (transformare polimorfă) și răcirea în continuare accelerată în apă sau un mediu uleios. Scopul acestui tratament termic este de a crește duritatea metalului.
Se folosește și călirea, la care temperatura de încălzire a metalului nu permite să aibă loc transformarea polimorfă. În acest caz, starea sa este fixă, ceea ce este caracteristic metalului la temperatura de încălzire. Această stare se numește soluție solidă suprasaturată.
Tehnologia de întărire prin transformare polimorfă este utilizată în principal pentru produsele din aliaje de oțel. Metalele neferoase sunt supuse întăririi fără a realiza o modificare polimorfă.
După o astfel de prelucrare, aliajele de oțel devin mai dure, dar în același timp capătă fragilitate crescută, pierzând din ductilitate.
Pentru a reduce fragilitatea nedorită după încălzirea polimorfă, se aplică un tratament termic numit călire. Se efectuează la o temperatură mai scăzută cu o răcire suplimentară treptată a metalului. În acest fel, stresul metalului după procesul de întărire este îndepărtat, iar fragilitatea acestuia este redusă.
La călirea fără transformare polimorfă, nu există nicio problemă cu fragilitatea excesivă, dar duritatea aliajului nu atinge valoarea cerută, prin urmare, în timpul tratamentului termic repetat, numit îmbătrânire, dimpotrivă, este crescută din cauza descompunerii soluție solidă suprasaturată.
Caracteristici ale călirii oțelului
În principal produsele din oțel inoxidabil și aliajele destinate fabricării lor sunt călite. Au o structură martensitică și se caracterizează printr-o duritate crescută, ducând la fragilitatea produselor.

Dacă tratamentul termic al unor astfel de produse se efectuează cu încălzire la o anumită temperatură, urmată de revenire rapidă, atunci se poate obține o creștere a vâscozității. Acest lucru va permite utilizarea unor astfel de produse în diverse domenii.
Tipuri de călire a oțelului
În funcție de scopul produselor din inox, este posibil să se întărească întregul obiect sau doar acea parte a acestuia, care trebuie să funcționeze și să aibă caracteristici de rezistență sporite.
Prin urmare, întărirea produselor inoxidabile este împărțită în două metode: globală și locală.
Mediu de răcire
Atingerea proprietăților necesare ale materialelor inoxidabile depinde în mare măsură de alegerea metodei de răcire a acestora.
Diferitele clase de oțel inoxidabil sunt supuse răcirii în moduri diferite. În cazul în care un oțeluri slab aliate răcit în apă sau în soluțiile acesteia, apoi pentru aliajele inoxidabile se folosesc soluții de ulei în aceste scopuri.

Important: Atunci când alegeți un mediu în care metalul este răcit după încălzire, trebuie avut în vedere că răcirea în apă este mai rapidă decât în ulei! De exemplu, apa la 18°C poate răci un aliaj cu 600°C într-o secundă, dar uleiul cu doar 150°C.
Pentru a obține o duritate mare a metalului, răcirea se efectuează în apă curentă rece. De asemenea, pentru a crește efectul de stingere, se prepară o soluție de saramură pentru răcire prin adăugarea de aproximativ 10% clorură de sodiu în apă, sau se folosește un mediu acid în care se folosește cel puțin 10% acid (de obicei acid sulfuric).
Pe lângă alegerea mediului de răcire, sunt importante și modul și viteza de răcire. Rata de scădere a temperaturii trebuie să fie de cel puțin 150°C pe secundă. Astfel, în 3 secunde temperatura aliajului ar trebui să scadă la 300°C. O scădere suplimentară a temperaturii poate fi efectuată în orice caz, deoarece structura fixată ca urmare a răcirii rapide la temperaturi scăzute nu se va mai prăbuși.
Important: Răcirea prea rapidă a metalului duce la fragilitatea excesivă a acestuia! Acest lucru trebuie luat în considerare la autoîntărire.
Există următoarele metode de răcire:
- Folosind un mediu, atunci când produsul este pus într-un lichid și ținut acolo până se răcește complet.
- Răcire în două medii lichide: ulei și apă (sau soluție de sare) pentru oțeluri inoxidabile. Produsele din oțel carbon sunt mai întâi răcite în apă, deoarece este un mediu de răcire rapidă, și apoi în ulei.
- Metoda cu jet, când piesa este răcită cu un jet de apă. Acest lucru este foarte convenabil atunci când doriți să întăriți o anumită zonă a produsului.
- Metoda de răcire treptată în conformitate cu condițiile de temperatură.
Regimul de temperatură
Regimul corect de temperatură pentru întărirea produselor din inox este o condiție importantă pentru calitatea acestora. Pentru a obține performanțe bune, acestea sunt încălzite uniform la 750-850°C și apoi răcite rapid la o temperatură de 400-450°C.
Important: Încălzirea metalului deasupra punctului de recristalizare duce la o structură cu granulație grosieră care îi înrăutățește proprietățile: fragilitate excesivă, ducând la fisurare!
Pentru a ameliora stresul după încălzirea la temperatura dorită de întărire a metalului, uneori se folosește răcirea treptată a produselor, scăzând treptat temperatura la fiecare etapă de încălzire. Această tehnologie vă permite să eliminați complet tensiunile interne și să obțineți un produs durabil cu duritatea dorită.
Cum să întăriți metalul acasă
Folosind cunoștințele de bază, puteți căli oțelul acasă. Încălzirea metalelor se realizează de obicei folosind un foc, cuptoare electrice cu mufă sau arzătoare cu gaz.
Călirea unui secure pe foc și într-un cuptor
Dacă doriți să oferiți o putere suplimentară uneltelor de uz casnic, de exemplu, pentru a face un topor mai durabil, atunci cel mai simplu mod de a o întări poate fi făcut acasă.
Topoarele sunt ștanțate în timpul producției, prin care puteți recunoaște calitatea oțelului. Vom lua în considerare procesul de călire folosind oțelul pentru scule U7 ca exemplu.
Tehnologia trebuie realizată în conformitate cu următoarele reguli:
1. Recoacerea. Înainte de procesare, ștergeți muchia ascuțită a lamei și puneți toporul într-un cuptor de cărămidă aprinsă pentru a se încălzi. Procedura de tratament termic trebuie monitorizată cu atenție pentru a preveni supraîncălzirea (încălzire permisă 720-780°C). Maeștrii mai avansați recunosc temperatura după culoarea căldurii.

Iar începătorii pot afla temperatura cu ajutorul unui magnet. Dacă magnetul nu se mai lipește de metal, atunci toporul s-a încălzit peste 768 ° C (culoare roșu-visiniu) și este timpul să se răcească.

Cu un poker, mutați un topor încins la ușa cuptorului, îndepărtați căldura adânc, închideți ușa și supapa, lăsați metalul încălzit în cuptor timp de 10 ore. Lasă toporul să se răcească treptat cu aragazul.
2. Călirea oțelului. Se încălzește toporul pe foc, aragaz sau aragaz la o culoare roșu închis - temperatură 800-830 ° C (magnetul a încetat să se magnetizeze, așteptați încă 2-3 minute).
Întărirea se realizează în apă încălzită (30°C) și ulei. Coborâți lama toporului în apă cu 3-4 cm, mișcând-o intens.

3. Eliberarea lamei toporului. Călirea reduce fragilitatea oțelului și ameliorează stresul intern. Slefuiți metalul cu șmirghel pentru a distinge mai bine culorile albului.

Se tine toporul timp de 1 ora la cuptor, la o temperatura de 270-320°C. După expunere, scoateți și răciți în aer.
Video: tratarea termică a unui topor la domiciliu, trei etape: recoacere, călire, călire.
Întărirea cuțitului
Este recomandabil să folosiți cuptoare independent pentru întărirea metalelor. Pentru articolele de uz casnic sub formă de cuțite, topoare, burghie și altele, cuptoarele mici cu mufă sunt cele mai potrivite. În ele, se poate realiza o temperatură de întărire mult mai mare decât la foc și este mai ușor să se realizeze încălzirea uniformă a metalului.
Un astfel de cuptor poate fi făcut independent. Pe Internet puteți găsi multe opțiuni simple pentru designul său. Aceste cuptoare pot fi încălzite produs metalic până la 700-900°C.
Luați în considerare cum să întăriți un cuțit din oțel inoxidabil acasă folosind un cuptor electric cu mufă. Pentru răcire, în loc de apă sau ulei, se folosește ceară de etanșare topită (o puteți obține într-o unitate militară).
Secvența procesului de întărire este următoarea:
- un cuțit (fără mâner, dacă este de lemn) se pune la cuptorul rece;
- pornind cuptorul închis, se încălzește împreună cu cuțitul până se obține o culoare roșie aprinsă a lamei (800-900 ° C);
- cu o lamă roșie a unui cuțit, ceara de etanșare este tăiată de până la 10 ori, cufundându-se în ea cu 1,5 cm;
- procedura se repetă de până la 5 ori, încălzind lama cuțitului și răcind-o în ceară de etanșare;
- resturile de ceară de sigilare se îndepărtează cu terebentină folosind o cârpă umedă.
Procedura se face cel mai bine în aer proaspăt, ceara de etanșare miroase groaznic în timpul topirii. De asemenea, lama cuțitului poate fi încălzită pe foc deschis.
Video: alte moduri de a întări un cuțit acasă.
Pentru mulți oameni, armele tăiate sunt un simbol al forței și al masculinității. Acesta este ceea ce îi împinge uneori pe meșteri de acasă să producă în mod independent unele dintre tipurile sale. Cea mai comună opțiune este un cuțit. Realizarea acestui produs cu o listă mică de unelte electrice este destul de simplă.
Tehnologia de fabricare a cuțitelor
Lucrările ar trebui să înceapă cu alegerea materialului potrivit. Lama lamei trebuie să îndeplinească câteva cerințe obligatorii:
- Pentru a fi convenabil în funcționare într-un scop sau altul (cuțitul de culegere de ciuperci și cuțitul de vânător sunt instrumente complet diferite);
- Fiți durabili, rezistați la posibilele sarcini de șoc fără a rupe lama;
- Fii ascuțit și continuă să ascuți cât mai mult posibil;
- Fiți cât mai rezistent la coroziune.
Există o mulțime de opțiuni pentru spații pentru maestrul de acasă. Unul dintre cele mai accesibile este un fișier plat. Chiar și un instrument zimțat poate fi ușor transformat într-un cuțit la îndemână, practic și durabil.

Recoacerea semifabricatului cuțitului
Principala dificultate asociată cu acordarea plăcii de raspă a formei dorite a lamei este asociată cu duritatea ridicată a piesei. Desigur, puteți prelucra piesa de prelucrat pe o mașină de șmirghel, dar va trebui să petreceți mult timp și să folosiți mai multe pietre. O alternativă este reducerea durității pilei. Pentru aceasta se folosește unul dintre tipurile de tratament termic al oțelurilor (prelucrare în condiții de temperatură), care se numește recoacere. Constă în încălzirea piesei la temperaturi relativ ridicate (aproximativ 650 - 700 C), menținerea la aceste temperaturi pentru câteva ore și răcirea lentă.
Acasă, puteți recoa un semifabricat pentru un cuțit, încălzindu-l la focul de lemne, la cuptor, la șemineu sau într-o sobă, încălzindu-l corespunzător împreună cu semifabricatul așezat în cuptor și lăsând metalul până când încălzitorul a terminat. racit complet. Cu această procedură, duritatea metalului este redusă semnificativ, putând fi prelucrat atât cu o unealtă manuală pentru prelucrarea metalelor, cât și cu una electrică.
După ce ați obținut o scădere optimă a durității, utilizați o râșniță pentru a face un semifabricat pentru viitorul cuțit.

Design și modelare cuțite
Una dintre cele mai dificile sarcini în fabricarea cuțitului este proiectarea formei acestuia. cu cel mai mult solutie simpla pentru un cuțitar începător, va copia contururile de pe orice produs care îi place. Cel mai bine este să acordați atenție modelelor cu forme simple, deoarece va fi problematic să repetați elemente complexe care afectează cel mai adesea negativ funcționalitatea acasă.
Având o anumită experiență în artele vizuale, poți desena un proiect unic de autor. În același timp, trebuie acordată atenție armoniei liniilor și îmbinării formelor mânerului și a lamei. Cea mai frecventă eroare de proiectare este o „fractură” de-a lungul liniei cap la cap în punctul de îmbinare a acestora. Dacă aplicația specifică (cum ar fi cuțitele pentru dezosare sau jupuire) nu necesită această articulație specială, atunci cel mai bine este să faceți tranziția într-o linie dreaptă sau arc neted.
Următorul punct este lungimea mânerului. Pentru majoritatea producătorilor, acest parametru este de 110 - 120 mm și aproape nu depinde de lungimea lamei. În orice caz, chiar dacă cuțitul este făcut sub propria mână, este de dorit să se respecte o astfel de toleranță.
De asemenea, nu ar trebui să vă lăsați dus de numărul și adâncimea adânciturii și opririlor sub-degetelor. Acest lucru reduce confortul de a lucra cu o prindere inversă și poate transfera produsul în categoria armelor cu tăiș.
Pentru a se potrivi cu forma aleasă, pre-realizează un șablon simplu de carton și verifică funcționarea corectă făcând referire la acesta.
Una dintre părțile esențiale ale unui cuțit este mânerul. Pentru fabricarea sa, cel mai utilizat diverse rase lemn. În versiunea noastră, se folosesc slipuri de stejar, care vor fi conectate cu nituri din alamă. Pentru a le instala în partea din coadă a piesei de prelucrat, este necesar să găuriți trei găuri. Nu va fi dificil să faci această lucrare cu metal recoapt.”
Alegerea formei coborârilor
Aruncă geometria sau forma secțiune transversală lamele sunt selectate în funcție de scopul cuțitului și de scopul propus. Cele mai comune profiluri sunt:
- Pană dreaptă de la fund. Secțiunea este un triunghi isoscel. Cea mai versatilă formă care combină rezistența tăieturii la impacturi moderate și rezistența scăzută în timpul tăierii.
- Pantele concave. Un astfel de profil este tipic pentru aparatele de ras drepte: o margine de tăiere foarte delicată care nu tolerează impacturile și sarcinile laterale, calități de tăiere ridicate. Cuțitele cu un astfel de profil sunt convenabile cu o adâncime mică de tăiere, odată cu creșterea acesteia, rezistența crește semnificativ.
- Lentile convexe. Cel mai ușor profil de învățat. Lamele lenticulare sunt concepute pentru munca grea și sunt deosebit de populare printre excursioniști și supraviețuitori. Unul dintre cele mai faimoase exemple este Fallkniven suedez „F1”

Există și escape asimetrice, cum ar fi cuțitele tradiționale japoneze folosite de bucătari profesioniști. Pentru a le elimina, aveți nevoie de puțină experiență și echipament special.

Călirea oțelului acasă
Înainte de asamblarea, ascuțirea și lustruirea lamei cuțitului, este necesar să se readucă metalul la duritatea anterioară. În aceste scopuri, se folosește un alt tip de tratament termic - întărirea. Mulți au auzit despre el, dar nu mulți au executat-o în practică, așa că vom discuta mai detaliat despre călirea cu propriile mâini.
Din punct de vedere tehnologic, călirea oțelului constă în încălzirea acestuia la temperaturi ridicate (aproximativ 900 C) și răcirea rapidă, de regulă, într-un răcitor cu lichid. Ca acesta din urmă, uleiul de motor (în funcționare) sau apa sunt cele mai disponibile.
Secrete de întărire: sursa de căldură
Există mai multe opțiuni pentru dispozitive care pot aduce încălzirea unei piese din oțel la pragul de temperatură dorit. Opțiunea ideală este industrială sau self-made.

În absența unui astfel de instrument, este posibil să utilizați un alt asistent acasă - un pistol.

Un jet de flacără suficient de puternic facilitează încălzirea pieselor de grosime mică la temperatura necesară. Nu uitați să mutați arzătorul de-a lungul plăcii de întărit pentru a obține o încălzire uniformă.
În plus, este posibil să se folosească cărbune obișnuit, cuplat cu o pistoletă. Pentru a face acest lucru, săpați o mică adâncime în sol, umpleți-o cu cărbune, în care puneți lamele întărite ale cuțitelor pe margine. Încinge cărbunele împreună cu farfuriile cu lampa până când aceasta din urmă ajunge la căldura necesară. Această metodă previne răcirea rapidă a părții neîncălzite a piesei de prelucrat și supraîncălzirea acesteia.
A treia opțiune este să faci o forjă mică. Poate fi fie cărbune, fie gaz. Principal elemente structurale corpuri de fixare - carcasă și sursă de aer forțat. Baza focarului de cărbune poate fi realizată dintr-o tablă de oțel de 10 mm grosime cu o tăietură a unei țevi cu un diametru de aproximativ 20 cm sudată în partea inferioară și o ieșire din aceasta pentru conectarea unui furtun de la ieșirea unui aspirator de uz casnic. curățător.

Nu uitați să forați mai multe găuri cu diametru suficient în foaie pentru alimentarea cu aer. Lemnul (brazierul) sau cărbunele este folosit drept combustibil.
Secrete de întărire: temperatura de încălzire
Unul dintre cele mai importante puncte în auto-călirea oțelului este atingerea temperaturii optime de încălzire de către piesa de prelucrat. În condiții de producție, această valoare este controlată de termometre speciale de înaltă temperatură. În viața de zi cu zi, este mai bine să folosiți metodele vechi, de modă veche.
Prima dintre ele este determinarea temperaturii prin culoarea strălucirii piesei de prelucrat. Se observă că, atunci când este încălzit, metalul își schimbă culoarea în funcție de atingerea unei anumite temperaturi. Pentru călirea oțelului, cireșul deschis sau purpuriu este cel mai optim, ceea ce corespunde încălzirii la 800-850 C.

A doua modalitate este schimbarea proprietăților magnetice. O altă proprietate a oțelului atunci când este încălzit este modificarea proprietăților sale magnetice. Este suficient să sprijiniți piesa de prelucrat încălzită de un magnet puternic, iar absența „atracției” dintre ele va da, de asemenea, un semnal despre suficiența încălzirii piesei de prelucrat.
Secrete de întărire: răcire
Pentru a răci piesa de prelucrat încălzită la temperaturile necesare, luați un recipient convenabil ca volum și turnați mine în el. Ținând cuțitul de tijă cu un clește cu mâner lung, scufundați-l în ulei și așteptați puțin. Vâscozitatea fluidului asigură un flux optim de transfer de căldură. Atenție, uleiul se poate aprinde la suprafață!
A doua metodă de răcire este utilizarea apei. În acest caz, este mai bine să nu folosiți un lichid curat. Înainte de muncă, dizolvă câteva linguri de sare de masă în el sau folosește saramură pentru a răci metalul. Pe vremuri, când sarea avea un preț foarte mare, fierarii își foloseau propria urină ca soluție salină.
Unul dintre momentele neplacute care apar uneori in timpul intaririi este lesa lamei sau deformarea acesteia datorita incalzirii sau racirii neuniforme. Pentru a o evita, cel mai bine este să coborâți lama în mediul de răcire strict vertical, cu muchia de tăiere în jos.
Secrete întărite: vacanța
Călirea are nu numai o proprietate pozitivă, din punctul de vedere al îmbunătățirii proprietăților operaționale ale oțelului, constând într-o creștere a durității de mai multe ori, ci și una negativă, constând în creșterea fragilității piesei de prelucrat. Cu alte cuvinte, atunci când un cuțit întărit lovește metal, piatră, lemn sau os, lama sa se poate despica cu ușurință. Pentru a evita acest lucru, se folosește un al treilea tip de tratament termic, numit călire. Piesa de prelucrat trebuie încălzită la o temperatură de 180 - 200 ° C, ținută timp de o oră și răcită în aer. Mulți meșteri de acasă eliberează cuțite întărite din pile în plumb topit, totuși, din cauza temperaturilor mai ridicate (punctul de topire al plumbului 327 ° C), acest lucru poate provoca o scădere semnificativă a durității și pierderea proprietăților de tăiere. Cel mai bine este să folosiți un cuptor obișnuit cu gaz sau electric dacă puteți convinge gazda casei.
Asamblarea unui cuțit de casă
După finalizarea tuturor operațiunilor de mai sus și aducerea oțelului cuțitului la duritatea necesară, trecem la asamblare. Ajustăm forma căptușelii la tija cuțitului și decupăm două inserții suplimentare de piele.
![]()
Apoi ungem părțile cu lipici, instalăm inserții de alamă pe lipici și lăsăm să se usuce câteva ore.

Este mai bine să faceți o inserție extremă nu dintr-o tijă, ci dintr-un tub cu diametrul necesar. Acest lucru va ajuta la fixarea produsului finit în timpul funcționării pe o curea de piele, ceea ce va preveni pierderea acestuia în timpul drumeții, pescuit sau vânătoare.

După ce lipiciul s-a uscat, șlefuiți cu grijă mânerul și lama cu șmirghel. Pentru a proteja lama de coroziune, este suficient să o lustruiți bine după ascuțirea și finisarea finală.
Dragi cititori, dacă mai aveți întrebări, adresați-le folosind formularul de mai jos. Vom fi bucuroși să comunicăm cu tine ;)
Tratarea termică a metalului este un proces obligatoriu în metalurgie. Datorită tratamentului termic corect al oțelului, este posibilă îmbunătățirea anumitor caracteristici mecanice ale produsului. Putem vorbi despre acest subiect destul de mult timp. Să aruncăm o privire la ce este călirea oțelului, de ce este necesară și care este tehnologia. La prima vedere, toate acestea pot părea extrem de complicate, dar dacă te uiți mai în detaliu, nu este așa.
Câteva informații generale
Călirea este un proces de modificare a rețelei cristaline a oțelului și a aliajelor sale prin atingerea unei temperaturi critice, care este diferită pentru fiecare material. De regulă, când se atinge pragul de temperatură necesar, urmează o răcire bruscă. Apa sau uleiul pot acționa ca lichid de răcire, dar despre asta vom vorbi mai detaliat puțin mai târziu.
Este de remarcat faptul că, pentru oțelurile de scule, călirea incompletă este mai des utilizată. Esența sa constă în faptul că se atinge temperatura la care se formează fazele în exces. Pentru alte clase de oțel, se utilizează călirea completă. În acest caz, temperatura de încălzire crește cu 50 de grade. Metalele neferoase sunt supuse unui tratament termic fără transformare polimorfă, iar oțelul - cu transformare polimorfă. 
Îndepărtarea întăririi
Concediu de odihna - proces tehnologic răcirea produsului, a cărui esență este obținerea unui material mai ductil și mai puțin casant. În același timp, încearcă să mențină puterea la același nivel. Pentru a face acest lucru, produsul este introdus într-un cuptor cu o temperatură de 150 până la 650 de grade, unde se răcește treptat. Există trei tipuri de vacanță:
- Temperatură scăzută - conferă piesei de prelucrat rezistență ridicată la uzură, cu toate acestea, un astfel de oțel percepe sarcinile dinamice mai rău. Procesul are loc la o temperatură de 260 de grade. Produsele din oțeluri slab aliate și carbon (unelte de tăiere și măsurare) sunt supuse unei căliri la temperatură scăzută.
- Temperatura medie - se desfășoară la o temperatură de 350 până la 500 de grade. Cel mai des folosit este eliberarea de arcuri, arcuri, ștampile etc. Un astfel de produs va avea o bună elasticitate și rezistență.
- Revenirea la temperatură ridicată are loc la o temperatură de 500-680 de grade. După încheierea procesului, produsul va avea rezistență și ductilitate ridicate. Călirea la temperatură ridicată este potrivită pentru fabricarea ulterioară a pieselor care preiau sarcini grele (angrenaje, arbore etc.).
Călirea oțelului acasă
Dacă aveți nevoie să creșteți puterea unui instrument de acasă, atunci nu este deloc necesar să alergați la un fierar, pentru că o puteți face singur. Pentru a face acest lucru, aveți nevoie de un minim de echipamente și cunoștințe. Să luăm ca exemplu un topor. Dacă produsul a fost fabricat înapoi în URSS, atunci puteți fi sigur că este făcut pentru a dura. Cu toate acestea, topoarele moderne nu strălucesc cu calitate. Blocarea sau ciobirea indică faptul că tehnologia de întărire nu a fost respectată. Dar nimic nu ne împiedică să facem totul pe cont propriu. 
Pentru a face acest lucru, aprindeți un foc cu cărbuni. Acesta din urmă ar trebui să fie cât mai alb posibil. Le vorbește temperatura ridicata. Pregătiți mai întâi două recipiente. Umpleți unul cu ulei, puteți folosi lucrul obișnuit al mașinii, al doilea cu apă rece curată. Când muchia devine purpurie, toporul trebuie scos. Pentru ținere, puteți folosi clești de fierar sau ceva de genul ăsta. Scufundați rapid toporul în ulei și țineți apăsat timp de trei secunde, apoi scoateți-l pentru aceeași cantitate și scufundați-l din nou. Acest lucru ar trebui făcut până când culoarea strălucitoare se pierde. După ce scufundați securea în apă, nu uitați să-l amestecați. Acest lucru completează întărirea oțelului acasă. Și acum să mergem mai departe.
Mai multe despre încălzirea metalului
Întregul proces de întărire poate fi împărțit condiționat în trei etape:
- încălzire din oțel;
- expunerea - este necesara pentru finalizarea tuturor transformarilor structurale si prin incalzire;
- racire (viteza reglabila).
Dacă vorbim despre produse din oțel carbon, atunci călirea lor se realizează în cuptoare cu cameră. Nu necesita preincalzire, datorita rezistentei materialului la deformare si fisurare. Produsele complexe, cum ar fi tranzițiile ascuțite și marginile subțiri, necesită preîncălzire. Ei fac asta:
- în cuptoare cu sare cu imersie de 3 ori timp de 3-4 secunde;
- în cuptoare separate la o temperatură de 400-500 de grade Celsius.
Trebuie înțeles că tehnologia presupune o încălzire uniformă. Dacă acest lucru nu poate fi asigurat într-o singură abordare, atunci expunerea este necesară pentru încălzire prin încălzire. Cu cât sunt mai multe produse în cuptor, cu atât este nevoie de mai mult pentru a le încălzi. De exemplu, un dispozitiv de tăiere cu discuri cu un diametru de 2,4 cm necesită o expunere de 13 minute, iar o duzină din aceleași produse trebuie încălzite timp de 18 minute. 
Metode de călire a oțelului
Folosit activ în prezent:
- Întărire într-un singur răcitor. Esența sa constă în faptul că produsul este pus într-un lichid de stingere, unde rămâne până se răcește complet. O astfel de întărire se poate face acasă.
- Călirea în două medii - metoda este potrivită pentru prelucrarea oțelurilor carbon. Esența metodei este că piesa este mai întâi scufundată în apă (un mediu de răcire rapidă) și apoi în ulei.
- Jet - esența metodei este că piesa de prelucrat este pulverizată cu un jet de apă. Această metodă de călire este utilizată atunci când este necesară călirea doar unei părți a piesei. În plus, nu se formează jacheta de abur, ceea ce crește eficiența.
- Treptat - răcirea oțelului se efectuează într-un mediu de călire la o temperatură peste martensitică. După aceea urmează expunerea. În această etapă, piesa trebuie să aibă aceeași temperatură în toate secțiunile, care ar trebui să corespundă temperaturii băii de întărire.

Protecția produsului împotriva influențelor externe
Destul de des este nevoie să se protejeze piesele de efectele dăunătoare, cum ar fi depunerile și pierderile de carbon. Pentru aceasta, cel mai adesea sunt utilizate gaze speciale, care sunt introduse în cuptorul în care se află piesa de prelucrat. Desigur, acest lucru este posibil numai dacă cuptorul este complet etanș. În cele mai multe cazuri, sursa de gaz este un generator special care funcționează cu gaze de hidrocarburi (metan, amoniac etc.).
În orice caz, călirea completă a oțelului trebuie să aibă loc sub protecție. Dacă nu se poate furniza gaz, atunci este logic să folosiți recipiente sigilate. Argila este folosită ca sigilant, care nu permite aerului să treacă înăuntru. Înainte de aceasta, este de dorit să dușați piesa cu așchii de fontă.
băi cu sare
Întărirea completă sau la suprafață a oțelului trebuie să aibă loc în băi de sare. Ele protejează piesa de prelucrat de oxidare, dar nu de decarburare. Din acest simplu motiv, se deoxidează cu sare brună sau din sânge de câteva ori în 8-12 ore. Băile de sare care funcționează la o temperatură de 760-1000 de grade sunt dezoxidate efectiv de cărbune. Pentru a face acest lucru, este necesar să umpleți un pahar cu multe găuri cu cărbune uscat. Apoi paharul este închis cu un capac pentru a preveni cărbunele să plutească în sus și coborât pe fundul băii de sare. În timp, numărul de flăcări scade treptat. De fapt, cu cât aceste dezoxidări sunt mai multe per produs, cu atât va fi mai bună protecția împotriva decarburării. 
Este necesar să se verifice periodic gradul de dezoxidare. Pentru a face acest lucru, luați o lamă obișnuită de oțel și puneți-o în baie timp de 5-7 minute. Dacă se rupe și nu se îndoaie, atunci baia este considerată suficient de dezoxidată. Este de remarcat faptul că unele tipuri de călire a oțelului nu necesită astfel de măsuri.
Lichide de răcire
Este ușor de ghicit că apa este folosită ca lichid principal pentru răcirea produselor din oțel. În același timp, adăugând sare sau săpun, puteți modifica viteza de răcire a piesei. Au fost înregistrate cazuri în care rezervorul de întărire a fost folosit în alte scopuri, cum ar fi spălarea mâinilor. Cantitatea de săpun care a intrat a fost suficientă pentru ca procesul de răcire să meargă greșit, iar produsul nu a obținut proprietățile necesare.
Pentru ca piesa să fie răcită uniform pe toată suprafața, temperatura din rezervor nu trebuie să fie mai mică de 20 și peste 30 de grade. De asemenea, apa curenta nu trebuie folosita. Există dezavantaje semnificative ale unei astfel de răciri, care constau în crăparea și deformarea produsului. Prin urmare, răcirea cu apă este folosită cel mai adesea pentru piese și unelte simple, necritice, sau pentru cele cu un strat cimentat. Sub răcirea cu apă are loc călirea oțelului carbon.
Răcirea oțelului structural și aliat
Oțelul de structură este de calitate superioară, iar majoritatea produselor au o configurație complexă. Pentru răcire se folosește o soluție 50% de sodă caustică, care este preîncălzită la o temperatură de 50-60 de grade. După întărirea într-o astfel de soluție, piesele vor avea o culoare deschisă, ceea ce indică faptul că tehnologia a fost respectată. Este important să nu supraîncălziți soluția de sodă caustică la peste 60 de grade.
Oțelul aliat este călit în ulei mineral. Același lucru este valabil și pentru produsele din oțel carbon foarte subțiri, cum ar fi muchiile sculelor de tăiere. Caracteristica cheie din această metodă este că viteza de răcire este independentă de temperatura uleiului. Deci, procesul se va desfășura în același mod atât la 20, cât și la 120 de grade. 
Despre temperatura de temperare
Structura oțelului după călire poate diferi ușor, în funcție de temperatura de revenire aleasă. Dar trebuie să înțelegeți că temperatura trebuie selectată în funcție de calitatea oțelului. De exemplu, dacă trebuie să obțineți un produs cu o duritate de 60 HRC, atunci revenirea se efectuează la o temperatură nu mai mare de 200 de grade. În acest caz, se observă o scădere ușoară a durității și o scădere a tensiunilor interne. Dar oțelul de mare viteză trebuie eliberat la o temperatură nu mai mică de 540 de grade. În acest caz, putem vorbi despre o creștere semnificativă a durității produsului.
Concluzie
Temperatura de revenire a oțelului nu trebuie să depășească niciodată 1.300 de grade, ceea ce este considerat un prag critic. Culoarea produsului atunci când se atinge acest punct va fi albă, iar culoarea normală este de obicei roșie sau purpurie. Temperatura minimă de revenire a pieselor din oțel este de 550 de grade. În acest caz, produsul va fi roșu aprins.
Apropo, merită remarcată această întărire din oțel inoxidabil trece sub o temperatură de 1050-1080 de grade în apă. Proprietățile mecanice ale produsului la sfârșitul procesului se caracterizează printr-o scădere ușoară a rezistenței și durității, dar o creștere semnificativă a ductilității și tenacității. Acest lucru poate încheia conversația pe acest subiect. După cum puteți vedea, pentru a obține necesarul proprietăți mecanice, este important să urmați tehnologia, deoarece cele mai mici abateri duc la rezultate nedorite. Dacă totul este făcut corect, chiar și acasă, vei observa schimbări semnificative într-un mod pozitiv.



