Методы нанесения гальванических покрытий
Методы нанесения гальванических покрытий
Все гальванические процессы происходят по довольно простой схеме. Имеется система, состоящая из изделия, на которое наносится какое либо покрытие, раствор, в который это изделие помещается (электролит). И третий компонент, это пластина, на которую подается положительный заряд и она называется анодом. Изделие в свою очередь выступает в роли катода и на него подают отрицательный заряд. При подключении такой системы к источнику питания металл из которого состоит анод растворяется в электролите, а на изделие наносится металл, растворенный в электролите. Электролит выступает в роли переносчика металла с анода на наше изделие. Размеры ванн, куда налит электролит, могут быть самыми разными, объемом от долей литра до десятков тонн. Сами размеры и форма ванн диктуются размерами изделий, для покрытия которых они предназначены. В ваннах кроют изделия, которые можно завесить на подвески. Через них на изделие будет подводиться минус от источника питания, и они будут удерживать изделие на весу в объеме электролита.
Если изделия совсем мелкие и их много, прибегают к помощи немного видоизмененных ванн, которые называются барабанами. В барабанах покрывают сразу несколько изделий, и контакт с минусом источника питания обеспечивается за счет их взаимного соприкосновения. В барабанах изделия одновременно с нанесением покрытия еще и галтуются. Сам барабан с изделиями вращается в ванне с электролитом, в которой также находится анод.
Аналогично устроены и колокольные ванны наливного типа. В них засыпаются и изделия, заливается электролит и туда же вставляется анод. Они приводятся в медленное вращение и детали, пересыпаясь в электролите, медленно наращивают покрытие.
Все эти три метода обеспечивают полное покрытие изделий со всех сторон. Но есть еще один метод нанесения покрытия методом гальваники, и называется он трибогальваникой, стилогальваникой, нанесением «внатирку» и т.д. Смысл его в том, что на изделие как обычно подают минус источника питания, на анод плюс, но вся эта система не погружается в электролит. Электролитом лишь пропитывается тряпка или тампон, намотанный на анод. Анодом, который держат в руке под напряжением, как бы натирают изделие, и через некоторое время на изделии появляется покрытие. Электролиты для такого метода нанесения очень часто называют гелями. Это просто загущенные электролиты для того чтобы они поменьше стекали с тампона по изделию. С помощью этого метода можно покрывать крупные изделия, правда, очень долго, но зато наносить покрытие не на все изделие, а лишь на требуемые участки поверхности. Минусом такого метода является сильный разброс в толщине наносимого покрытия и оно, как правило, получается очень тонким. Такое покрытие резко уступает по качеству покрытиям, нанесенным в ваннах, хуже держится, неоднородно по цвету.
Отдельно, но очень близко к гальваническим, стоят методы химического и иммерсионногого нанесения металлических покрытий. В электролитах для протекания восстановления атомов металла на поверхности изделия необходимо протекание электрического тока. При химическом нанесении создается система, в которую вводится восстановитель. Именно он, окисляясь, восстанавливает металл покрытия на поверхности изделия. Это так называемая автокаталитическая реакция, которая идет только на поверхности металлического катализатора. А катализатором служит именно тот же металл, который и наносится. Происходит это вкратце так: приготовляется раствор (иногда нагревается), туда опускается подготовленное активированное изделие и происходит нанесение. Однако запустить такую реакцию не всегда просто, иногда она сама запускается на более активных металлах, а иногда её надо запускать принудительно, с помощью катализатора, например наночастиц палладия. И вот тут самое главное! Таким образом, можно покрывать не только металлические детали из различных сплавов, но и не проводящие материалы, например пластики. Иммерсионный метод в отличие от химического идет в виде обменной реакции на поверхности металлического изделия. Раствор для например, иммерсионного золочения растравливает металл на поверхности изделия и взамен укладывает золото. Это просто обменная реакция. Она идет до тех пор, пока на поверхности не останется только золото и не будет более оголенного, иного металла основы.
Именно на химических процессах нанесения металлов базируется технология металлизации непроводников, пластмасс, тканей, и т.д. По такой реакции создается токопроводный слой, а уже на него обычными гальваническими методами наносятся все остальные покрытия, включая финишное.
Все остальные методы нанесения металлических покрытий, такие как вакуумное и плазменное напыление не являются гальваническими методами.
Процесс гальваники позволяет наносить на металлические поверхности высококачественные напыления, которые эффективно защищают изделия от коррозии. Изоляция металлических деталей от воздействия окружающей среды может быть сделана при помощи различных материалов. Наиболее распространенными считаются металлические покрытия, которые бывают анодными и катодными. Гальваника – технология, при помощи которой можно наносить как катодные, так и анодные защитные напыления.

Катодные покрытия и анодные покрытия
- Катодный защитный материал отличается тем, что имеет более положительный стандартный электродный потенциал, чем само изделие. Если верхний слой остается целостным, то оно хорошо защищает деталь от электрохимической коррозии. Когда катодный слой нарушается, то он не только не ограждает металл от коррозии, но и способствует его разрушению. Примером такого изделия может служить луженое железо, в котором в качестве изоляционного материала применяется слой олова, нанесенный на железное изделие.
- Анодные покрытия также наносятся при помощи гальваники, технология заключается в том, что на металлическое изделие наносится тонкий слой другого металла, более электроотрицательного. В таком случае при возникновении условий для коррозии разрушается защитный материал, а не основное изделие. Верхний слой выполняет роль анода и называется анодным, например, хромированное железо.

Преимущество анодных материалов заключается в том, что они защищают металлические изделия от механического воздействия агрессивной среды. Технология гальванического цинкования – наиболее распространенный способ нанесения анодных материалов. При применении данной методики обработка металла производится электролитическим способом. В процессе гальваники на поверхности изделия осаждается тонкий цинковый слой. В результате деталь приобретает идеальный внешний вид, а также этот метод позволяет сохранить форму и размеры изделия.
Цинковое покрытие
Цинкование позволяет сделать анодный защитный слой высокого качества. Такой вариант применяется во многих отраслях промышленности потому, что цинк стоит относительно не дорого. Для цинкования применяют различные виды электродов, но во всех случаях используют соли цинка.
В атмосферных условиях цинковый слой является анодным по отношению к железу. Именно цинк становится растворимым электродом в замкнутом микрогальваническом элементе. Если повреждается защитный материал, к примеру, на нем появляются забоины или царапины, то в разрушенную полость проникает влага.
Причем получается гальваническая пара, в ней оба электрода непосредственно соединены. В данном случае электролитом становится водный солевой раствор.
В процессе работы микрогальванического элемента сохраняется основа, а разрушается цинк. Для защиты от коррозии стальных деталей цинковые материалы применяются очень часто. Помимо цинка, для создания антикоррозийных слоев методом гальваники используют также и другие материалы, такие как никель, хром, свинец, кадмий и т.д.
Преимущества металлических покрытий, выполненных при помощи гальванического метода
Метод гальваники широко применяется для создания антикоррозийного покрытия изделий в разных отраслях промышленности. Потому, что такие покрытия надежно защищают основной металл от коррозии и обладают также следующими преимуществами:
- придают поверхности изделия износостойкость и твердость;
- покрытия улучшают декоративный вида изделий;
- с их помощью восстанавливают размеры и форму изношенных элементов.
Сегодня существует несколько способов нанесения защитных металлических материалов на поверхность основных металлических деталей: горячий, термомеханический, химический и другие.
По сравнению с другими методами гальванический способ нанесения защитных материалов обладает многими преимуществами:
- данные верхние слои устойчивы по отношению к коррозии;
- гальванические материалы отличаются отличными механическими и физико-химическими характеристиками;
- они имеют высокую твердость и износостойкость, малую пористость.
Кроме того, в процессе обработки металлов гальваническим способом существует возможность очень точно регулировать толщину верхнего слоя. Эта методика получила такое широкое распространение еще и потому, что только гальваническим способом.
Принцип нанесения гальванического покрытия
Давайте рассмотрим более подробно как сделать гальванику. При нанесении гальванического защитного материала применяется метод электролиза, в основе которого лежит электролитическая диссоциация. В процессе растворения какой-либо соли в электролите образуются ионы, которые в растворе хаотически движутся. Когда к электродам, находящимся в растворе, подключают источник тока, то заряженные ионы начинают двигаться направленно.
К катоду, отрицательному электроду, движутся положительные ионы. Данные частицы получили название катионы. К аноду, положительному электроду, движутся анионы – отрицательные ионы.
Если при подключении электрического тока к металлическим проводникам электроны движутся в одном направлении, то в электролитах положительные ионы движутся к катоду а отрицательные к аноду.
В этом видео, доступным языком, показан непосредственно сам процесс гальваники
Подготовка поверхности деталей для гальванического покрытия
Устройство гальваники требует предварительной подготовки поверхности базового металла. Гальванический верхний слой любого типа прочно соединится с основой только при условии, что обрабатываемая поверхность хорошо подготовлена. Она должна быть очищена от окисных пленок, жира и грязи. Участкам подготовки металлических деталей для гальванического покрытия следует уделять большое внимание. Чтобы верхний слой был надежным и долговечным, нужно чисто обработать поверхность, обеспечить отсутствие раковин, сбоев, пор и других дефектов.
Вывод: если сравнивать анодные и катодные покрытия, то наиболее эффективными считаются анодные материалы. Так как они защищают изделие из металла даже когда нарушается целостность изоляционного слоя. Гальванический метод – одна из самых востребованных в различных отраслях промышленности технологий. Данная методика позволяет осуществлять прочную и надежную защиту от коррозии разных металлических деталей.
ООО «Автоград-Д» предлагает быстрое решение вашей проблемы – , которое является одним из наиболее результативных методов в металлообработке.
Гальваника в домашних условиях
Создание гальванических покрытий в домашних условиях
Гальванические декоративно-защитные либо технологические покрытия на металлических изделиях представляют собой тонкий поверхностный слой другого металла, обладающего более лучшими технологическими или антикоррозионными свойствами и хорошим эстетическим видом (например, никель, хром, серебро,цинк). При подготовке к выполнению гальванических работ мастер-любитель должен иметь мощный заземленный источник питания постоянным током с плавной регулировкой выходной мощности с максимальным током 20 А. Это может быть выпрямитель заводского производства либо простой, но мощный выпрямитель самостоятельного изготовления.
Одним из самых важных условий получения качественного гальванического покрытия является предварительнаяподготовка пескоструйка, шлифовка, обезжиривание и изделия.
Шлифовку осуществляют механическим способом с помощью карцовочной щетки, шлифовочных паст и наждачных шкурок.
Обезжиривание подготавливаемых деталей производят в органических растворителях: спирте, бензине, ацетоне, бензоле, трихлорэтилене. Подготавливаемую деталь тщательно промывают в растворителях, обращая внимание на труднодоступные места к которым сложно подобраться. Показатель качественного обезжиривания - хорошее смачивание водой поверхности детали. Изделия из чугуна и стали очень хорошо обезжириваются с помощью указанных растворов:
Едкий натр...................... 10-20 г Кальцинированная сода... 50 г Жидкое стекло................ 5-15 г Вода................................. 1000 г
Едкий натр...........................50 г Кальцинированная сода......30 г Фосфорнокислый натрий.......30 г Жидкое стекло.....................5 г Вода....................................... 1000 г
Температура для растворов при обработки детали должна быть 60÷90 град. С. Работы нужно выполнять в защитных перчатках и фартуке, не допускать, чтобы капли раствора попадали на кожу и в глаза.
Для изделий из цветных металлов существуют следующие растворы:
Фосфорнокислый натрий... 10-20 г Хозяйственное мыло...... 10-20 г Вода................................. 1000 г
Едкий натр...........................10 г Фосфорнокислый натрий....... 50-60 Вода....................................... 1000 г
Рабочая температура первого раствора - 90град. С, а второго - 60град. С.
Декапирование – процесс снятия окисной пленки с поверхности металлической детали перед гальванической обработкой. В домашней мастерской можно применять такие декапирующие растворы:
Концентрированная серная кислота.... 70-80 Хромпик............................................. 2-3 Вода..................................................... 100
Соляная или серная кислота......5 Вода........................ 100
Количество компонентов указано в массовых частях. Время обработки деталей первым раствором составляет 20 с, а вторым - 60 с.
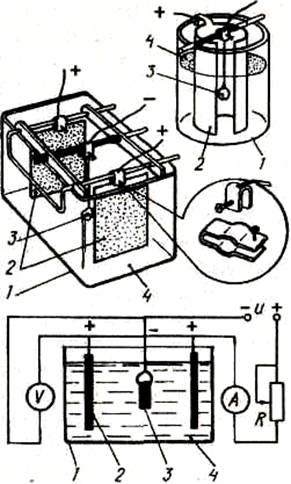
Рис. :Схема и оборудование для получения гальванических покрытий 1- емкость из химически нейтрального материала, например, стекла; 2- аноды; 3- обрабатываемая деталь (катод); 4- электролит
Теперь рассмотрим технологию создания гальванических покрытий.
Никелирование применяют для получения декоративных покрытий, и для формирования промежуточных слоев при многослойных покрытиях (например, при хромировании). Никелевые покрытия отличаются красивым внешним видом, стойкостью к атмосферным воздействиям, не вызывают трудностей при нанесении на металлические детали.
Оборудование для никелирования (а также и для всех других покрытий) показано на рисунках.
Никелируют в слабокислом электролите, с следующим составом:
Сернокислый никель 140 г Сернокислый натрий 50 г Сернокислый магний 30 г Хлористый натрий (чистая поваренная соль) 5 г Борная кислота 20 г Вода 1000 г
Температура электролита – 18÷25ºС, плотность тока – 0,8÷1,2 А/дм2.
Если у Вас отсутствует сернокислый магний и натрий количество сернокислого никеля в электролите увеличивают до 250 г, хлористый натрий – до 25 г, борной кислоты – до 30 г, при этом никелирование необходимо вести при температуре электролита 50÷60ºС и плотности тока 3÷5 А/дм2.
Химикаты, входящие в электролит, растворяют в воде по отдельности, растворы тщательно фильтруют, потом смешивают. Качество покрытия зависит от кислотности электролита (рН). Для нашего случая – рН 4÷5. При такой кислотности лакмусовая бумага окрашивается в красный цвет. Если кислотность электролита выше, в него добавляют в небольших количествах водный раствор аммиака. Неполадки в никелировании вызывают, уменьшение плотности тока, которое приводит к образованию серого осадка, а увеличение плотности тока – к появлению хрупкого неоднородного слоя никеля. При использовании электролита с рН выше б на покрытии возникают белые пятна, а меньше 4 – покрытие получается неоднородным. Слой никеля толщиной 1 мкм при плотности тока 0,15 А/дм2 оседает за 20 мин, а при 0,1 А/дм2 – за 30 мин.
После того как процесс никелирования закончен изделие промывают в воде, высушивают и тщательно полируют на войлочном круге с использованием полирующих паст.
Хромирование металлических деталей применяют для повышения твердости(функциональности) и антикоррозионной стойкости, получения отражающих поверхностей, декоративного эффекта. Хочу отметить, что хромовые покрытия пористые, поэтому под ними, на поверхности черных металлов следует использовать промежуточный слой меди либо никеля, если этим пренебречь то под слоем хрома будут происходить коррозионные процессы. Во избежание этого применяют многослойные гальванические покрытия, например медь-никель-хром или никель-медь-никель-хром. Качество хромовых покрытий зависит от концентрации электролита, плотности тока и температуры электролита. С помощью регулирования температуры электролита можно получать различные оттенки покрытий: при температуре 35÷55ºС покрытие блестящее; при 55÷80ºС – молочное; при температуре ниже 35ºС – матовое.
Что касается анодов, обеспечивающих, как свидетельствует практика, самые стабильные процессы хромирования, то можно рекомендовать их изготовление из следующего сплава: свинец – 81÷86 %, олово – 10÷15 %, сурьма – 4 %. Однако не всегда удается найти такие аноды, в таком случае можно воспользоваться полностью свинцовыми анодами или анодами из сплава 93 % свинца и 7 % сурьмы.
В зависимости от состава электролита возможно получать довольно широкую гамму покрытий, разных по цвету и физическим параметрам.
Декоративное хромовое покрытие получаеться при использовании электролита следующего состава, электролит состоит из; 350 массовых частей (м.ч.) хромового ангидрида, 3,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита при хромировании должна быть 35÷40град. С, а плотность тока – 10÷15 А/дм2.
Износостойкое хромовое покрытие применяется для обработки деталей двигателей, редукторов, гидравлики и прочих механизмов. Его получают используя электролит следующего состава: 150 м.ч. хромового ангидрида, 1,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита 50÷55ºС, плотность тока 45÷100 А/дм2.
Темно-голубое декоративно-защитное покрытие получается, используя электролит такого состава: 350 м.ч. хромового ангидрида, 3,5 м.ч. серной кислоты, 1 м.ч. желтой кровяной соли и 100 м.ч. воды. Температура электролита 25÷30ºС, плотность тока 5÷10 А/дм2.
Агатовое, темно-синее декоративно-защитное покрытие получается если применять электролит, состоящий из 40 м.ч. хромового ангидрида, 10 м.ч. уксуснокислого бария и 100 м.ч. воды. Температурный режим электролита 15ºС, плотность тока 25 А/дм2.
Черное декоративно-защитное покрытие получается если использовать электролит следующего состава: 250 м.ч. хромового ангидрида, 8 м.ч. уксуснокислого кальция и 100 м.ч. воды. Температурный режим электролита 25÷30ºС, плотность тока до 100 А/дм2.
Мягкое декоративное покрытие получается при обработке в электролите следующего состава: состоящем из 250 м.ч. хромового ангидрида, 7÷10 м.ч. сернокислого хрома, 3 м.ч. борно-фтористоводородной кислоты, 100 м.ч. воды, однако можно применять и другой состав: 250 м.ч. хромового ангидрида, 3,5 м.ч. фтористого натрия и 100 м.ч. воды. Для обоих электролитов плотность тока составляет 4÷5 А/дм2, а температура 18÷20ºС.
Электролиты нельзя долго хранить, поскольку при этом теряются первоначальные качества.
Чугунные и стальные изделия перед обработкой подогревают до рабочей температуры электролита, медные и латунные – предварительно прогревают в горячей воде, а затем под напряжением погружают в гальваническую ванну.
Алюминий и его сплавы перед хромированием покрывают прочной пленкой другого металла. Для этого нужно изделие, поверхность которого приготовлена для хромирования, погрузить в раствор такого состава: хлорное железо – 25÷35 г, концентрированная соляная кислота – 15÷20 г, вода – 1000 г. Деталь выдерживают в этом растворе 1÷2 мин, затем промывают водой и тут же приступают к хромированию. Так же можно еще воспользоваться другим раствором: сернокислый цинк - 200 г, едкий натр – 200 г, вода – 1000 г. В таком растворе алюминиевую деталь необходимо выдержать 2÷3 мин, после этого промыть водой. В таком случае на поверхности изделия образуется тонкий промежуточный слой цинка, который обеспечит хорошее сцепление хромового покрытия с деталью.
Иногда нужно обновить хромовое покрытие на изделии. Для этого изделие нужно погрузить в электролит и на протяжении 30 с пропускать ток обратного направления. При этом поверхность старого хромового покрытия слегка растворяется и будущее хромовое покрытие надежно сцепляется со старым. При нанесении хромовых покрытий плотность тока доводят до расчитаной на протяжении 3÷5 мин.
После того как гальванический процесс завершен, изделие вынимают из электролита, промывают в теплой воде, потом нейтрализуют в 3 %-ном растворе пищевой соды, после этого снова промывают в горячей воде и сушат. Если же нанесено твердое износостойкое покрытие, то изделие необходимо обязательно прокипятить в течение 1÷1,5 ч в большом объеме дистиллированной воды, в завершении его помещают на 2÷4 часа в сушильный шкаф с температурой 110÷130ºС.
При окончании хромирования обязательно проводят механическое полирование с использованием полировальных паст.
Цинкование , как правило, применяется для создания защитных антикоррозионных или декоративных покрытий на поверхности черных металлов. Цинк сильно сцепляется с поверхностью других металлов, а с течением времени на цинковых покрытиях образуется тонкая пленка окислов, обладающая хорошими защитными свойствами. Для гальванического цинкования применяется электролит такого состава: сернокислый цинк –200 г, сернокислый аммоний – 50 г, уксуснокислый натрий – 15 г, вода – 1000 г. Рабочая температура электролита – 18÷25ºС, плотность тока – 1,5 А/дм2 .
Цинкатирование Широкое распространение получило цинкатирование. Для цинкатирования используют электролит такого состава: окись цинка – 4÷5 г, едкий калий – 85÷100 г, хлористое олово или хлорное олово – 0,15÷0,25 г, перекись водорода -2т, вода - 1000 г. Рабочая температура электролита – 50ºС, плотность тока – 0,5 А/дм2.
Электролиты для цинкатирования приготавливаются в такой последовательности: сначала растворяется в воде едкий калий, используя 1/10 объема всей воды, нагревается раствор до температуры 90÷100ºС и растворяют в нем окись цинка. Раствор разводится горячей водой до половины объема ванны и тщательно перемешивается. Соль цинка, которая при этом образуется, долго отстаивают, а потом аккуратно сливают в рабочую ванну. Хлористое или хлорное олово растворяют в воде отдельно и вливают в электролит уже в процессе гальванической обработки.
После обработки оцинкованному изделию в декоративных целях можно придать блеск. Для этого изделие опускают на 2÷3 с в раствор такого состава: хромпик – 100÷150 г, серная кислота – 3÷4 г, вода – 1000 г. Можно также для этих целей воспользоваться 2÷3 %-ным раствором азотной кислоты. После обработки изделие тщательно промывается водой.
Меднение металлических деталей производят в защитных целях и перед хромированием, а так же для создания на поверхности металла токопроводящего слоя с минимальным сопротивлением. Для качественного покрытия черных металлов слоем меди применяют цианистые электролиты, работа с которыми в домашних условиях недопустима. Поэтому стальные и чугунные детали сначала никелируют гальваническим способом, а уж затем на никель осаждают медь. При меднении никелированных изделий можно применить электролит такого состава: сернокислая медь (медный купорос) - 200 г, концентрированная серная кислота - 30-50 г, вода - 1000 г. Рабочая температура электролита - 18- 25ºС, плотность тока - 1-2 А/дм2.
При покрытии алюминиевых изделий слоем меди так же необходимо провести предварительную подготовку. После декапирования алюминиевое изделие оксидируют в течение 10-15 мин в электролите такого состава: концентрированная серная кислота - 109 г, вода - 1000 г, при температуре 18-25ºС и плотности тока 1 А/дм2. Затем изделие травят в водном растворе соды (30 г на 1000 г воды) на протяжении 3-4 мин при температуре 50-55ºС. После травления деталь тщательно промывают водой и погружают в гальваническую ванну с электролитом следующего состава: медный купорос - 188 г, серная кислота - 49 г, вода - 1000 г. Рабочая температура электролита - 15-20ºС, плотность тока - 1 А/дм2. Как анод используют медную пластину.
Латунное гальваническое покрытие является чем-то промежуточным между меднением и цинкованием. Для электролита используются реактивы, применяемые как при меднении, так и при цинковании: сернокислая медь (медный купорос) - 5 г, сернокислый цинк - 8,5 г, щавелевая кислота - 30 г, концентрированная кислота - 20 г, желатин - 0,2 г, вода - 1000 г. Рабочая температура электролита - 18-25град. С, плотность тока - 2-3 А/дм2.
Гальваническое серебрение применяется при создании на поверхности металлов декоративных защитных и электропроводящих слоев. Посеребренные изделия имеют также хорошую отражающую способность. При серебрении деталей из черных металлов первоначально путем гальванического никелирования создают промежуточный слой никеля, на который осаждают серебро. Электролит для гальванического серебрения состоит из следующих компонентов: хлористое серебро - 10- 15 г, желтая кровяная соль (железоцианистый калий) - 15-35 г, кальцинированная сода - 15-35 г, вода (желательно дистиллированная) - 1000 г. Температура работы электролита - 18-20град. С, плотность тока - 0,1 А/дм2. Как анод используются графитовые пластины. Каждый компонент входящий в состав электролита растворяют отдельно в кипящей воде. Хлористое серебро растворяют в темном месте. Растворы желтой кровяной соли и кальцинированной соды вливают в раствор хлористого серебра и кипятят вместе в течение 1,5-2 ч, после чего все фильтруют. Готовый электролит имеет светло-желтый оттенок и не включает в себя осадок.
Нанесение гальванических покрытий методом натирания позволяет обойтись без гальванических процессов, особенно ценен при обработке деталей, имеющих большие размеры. Для реализации данного метода мастеру-любителю необходимо изготовить небольшое устройство. Необходимо иметь понижающий трансформатор с
 Рис. Приспособление
для нанесения гальванических покрытий
методом натирания
Рис. Приспособление
для нанесения гальванических покрытий
методом натирания
выходным напряжением 5-15 В (желательно с плавной регулировкой) и током до 2х А, диодный мост (могут использоваться диоды ДЗОЗ-Д305), щетку диаметром 20-30мм, соединительные провода. Гальваническая щетка универсальный инструмент для создания гальванических покрытий из любых металлов. Ручка гальванической щетки изготовляется с применением диэлектрических материалов. Можно использовать отрезок пластиковой трубы подходящего диаметра. Сверху ручка должна плотно закрываться пластмассовой крышкой, а снизу - вставкой из щетины или любого синтетического ворса. Вставка должна упираться в решетчатое дно, находящееся на 20 мм выше нижнего среза пластмассовой трубки. Щетинистую вставку сильно обматывают металлической проволокой что бы получилось наподобие толстой кисти. Эта проволока исполняет функцию анода. Для цинкования, хромирования, никелирования, серебрения и золочения используется проволока из нержавеющей стали, но при никелировании под нее подкладывают еще изогнутую пластинку из никеля, а при хромировании - из свинца. При меднении используют обычную медную проволоку. В домашней мастерской необходимо иметь несколько щетинистых вставок различного диаметра, использующихся для покрытия различными металлами. Проволока на вставке подсоединяется с помощью соединительных проводов к положительному гнезду источника питания. Пучок щетины диаметром в полтора два раза больший, чем диаметр пластиковой ручки, перевязывают капроновой нитью. Поверх нее наматывают соответствующую проволоку, пока не образуется поясок, в который будет упираться трубчатая ручка. Между ручкой и пояском закладывают резиновую прокладку в виде полоски толщиной 1-1,5 мм и соответствующей длины. При изготовления вставки можно использовать щетину малярной кисти. Если в кисти щетина соединена эпоксидным клеем у основания, то эту часть придется отрезать, так как слой клея станет препятствовать проникновению электролита в рабочую зону. Длина щетины должна составлять 45-60мм, из которых 20 мм станет заходить внутрь ручки, 10 мм скроются под проволочной обмоткой, 15-20 мм составят свободный конец. В случае необходимости торец щетки стачивают на наждачном круге до получения ровной поверхности. Для работы в ручку заливается электролит, вставка соединяется с положительной клеммой +, а обрабатываемое изделие - с отрицательной клеммой источника питания--. Инструмент равномерно передвигают по поверхности изделия, не отрывая от него. Периодически в ручку доливают электролит (не допускается полное опорожнение ручки). Для получения хорошего покрытия на определенном участке поверхности изделия необходимо сделать 15-30 проходов гальванической щетки. Так же можно воспользоваться и более простым в изготовлении приспособлением. Для этого медную, свинцовую, цинковую, никелевую или из нержавеющей стали пластинку, в зависимости от необходимого вида покрытия, соединяют проводом с положительной клеммой источника питания, затем оборачивают ее фланелевой тканью слоем в 4-5 мм, фланель смачивают электролитом и натирают обезжиренный и декапированный предмет, к которому подсоединяют отрицательный вывод источника питания. Пластинку во фланели необходимо гораздо чаще смачивать в электролите. Работать надо, в очках и в защитных резиновых перчатках. Электролиты для гальванических покрытий методом натирания могут быть те же, что и при классической гальванической обработке, но все же лучше использовать следующие составы:
Меднение Медный купорос..............200 г Концентрированная серная кислота.................50 г Этиловый спирт или фенол..............1-2 г Вода...................................1000 г
Хромирование Хромовый ангидрид........250 г Концентрированная серная кислота.................. 2,5 г Вода................................... 1000 г
Никелирование Сернокислый никель.......70 г Сернокислый натрий.......40 г Борная кислота................20 г Хлористый натрий...........5 г Вода................................... 1000г
Цинкование Сернокислый цинк.......... 300 г Сернокислый натрий......70 г Борная кислота................ 20 г Вода................................... 1000 г
Серебрение Хлористое серебро (свежеосажденное).............. 10-15 г Желтая кровяная соль.......................................... 15-30 г Кальцинированная сода....................................... 15-30 г Вода....................................................................... 1000 г После нанесения покрытия изделие тщательно промывают водой, сушат и полируют с применением полировочных паст.
Гальванический метод является технически наиболее совершенным методом нанесения металлических покрытий. Слой металла, получающийся при этом методе, наиболее равномерен, чист и беспорист.
Гальванический метод, который был предло-жен в 1942 г. для определения концентрации кислорода, заключается в следующем.
Гальванический метод покрытия не дает хороших результатов, так как хром отслаивается или выкрашивается.
Гальванический метод металлизации известен уже более 100 лет. Сущность метода состоит в электролитическом осаждении на катоде металлов из растворов их солей при прохождении постоянного электрического тока.
Гальванический метод производства биметалла характеризуется осаждением меди, латуни или алюминия на одной или на обеих сторонах стальной ленты из раствора солей соответствующего металла под действием электрического тока. Этот метод обеспечивает большую равномерность покрытия, меньшее количество отходов, большую чистоту и плотность покрытия. Этим же методом может быть получена и биметаллическая проволока.
Гальванический метод нанесения покрытий состоит в осаждении на поверхности изделий слоя металла из электролита при помощи постоянного тока.
Гальванический метод нанесения металлических покрытий в специальных ваннах с помощью электрического тока в технической практике является самым распространенным способом отделки поверхности.
Гальванический метод металлизации пластических масс за последние несколько лет получил широкое развитие и стал конкурентоспособным по отношению к методу испарения металлов в вакууме. При введении в электролит соответствующих блескообра-зователей этот метод, так же как и вакуумный, обеспечивает получение зеркальных, не тускнеющих со временем покрытий, которые могут служить не только для технических, но и для декоративных целей. В результате замены металлических деталей пластмассовыми с гальваническим покрытием достигается значительная экономия металлов и уменьшение веса приборов и изделий. Например, вес легкового автомобиля при замене большого числа декоративных и рабочих деталей снижается на несколько десятков килограммов.
При гальваническом методе образец поляризуется катодным или анодным током постоянной величины, его выдерживают некоторое время, после чего измеряют потенциал электрода. Поэтому обычно ограничиваются одной выдержкой, составляющей 1 - 15 мин для всех плотностей тока. Принятое время выдержки следует всегда оговаривать для сопоставимости получаемых данных.
При гальваническом методе получения покрытия на острых выступах деталей металлические покрытия получаются крупнозернистыми и хрупкими. В таких местах после скалывания покрытия возникают очаги коррозии.
При гальваническом методе нанесения металлопокрытий готовые изделия или полуфабрикаты помещают в электролит, содержащий ионы осаждаемого металла, и покрываемые изделия соединяют с отрицательным полюсом источника постоянного тока. Анодом служат пластины или стружка из того металла, которым покрывают.
При гальваническом методе нанесения покрытий детали помещают в электролит, содержащий ионы осаждаемого металла, и соединяют с отрицательным полюсом источника тока.
Схема нанесения гальванических покрытий. При гальваническом методе нанесения металлических покрытий покрываемые изделия помещают в электролит, содержащий ионы осаждающегося металла, и соединяют с отрицательным полюсом источника постоянного тока. Покрываемое изделие, таким образом, является катодом.
Большим преимуществом гальванического метода нанесения покрытий является легкость регулировки процесса в отношении толщины осаждаемого металла, кроме того, к преимуществам этого метода следует отнести также отсутствие нагрева, а следовательно, и изменений структуры металла изделия и возможной его деформации. Гальванические покрытия обладают хорошим блеском и поэтому часто применяются в качестве декоративных.
Большим преимуществом гальванического метода нанесения локрытий является легкость регулировки процесса в отношении толщины осаждаемого металла, кроме того, к преимуществам это-то метода следует отнести также отсутствие нагрева, а следовательно, и изменений структуры металла изделия и возможной его деформации. Гальванические покрытия обладают хорошим блеском и поэтому часто применяются в качестве декоративных. Гальванические покрытия, как правило, недостаточно плотны для полной защиты металлов от агрессивных жидкостей; ионы растворов проникают в поры покрытия и вызывают коррозию.
Применение контактного или гальванического метода нанесения железа или никеля зависит от того, предусматривается ли впоследствии электрохимическое окрашивание или нет. Если указанное окрашивание не предусмотрено, то достаточно контактного никелирования или железнения, в противном случае необходимо нанесение гальваническим способом слоя никеля или железа толщиной 3 - 5 мк.
Покрытие, полученное гальваническим методом, на первых этапах окисления защищает образец более надежно, чем покрытие, полученное химическим никелированием (привес образца меньше, кривая идет ниже), но угол наклона кривой окисления к оси абсцисс значительно больше, чем у кривых окисления химического никеля.
Магнитный слой наносится гальваническим методом на медную подложку.
Обычно никель наносят гальваническим методом, толщина слоя никеля, достаточного для защиты анода, составляет около 100 мкм. Такие аноды в чистых щелочных электролитах при 90 - 95 С и плотности тока около 3 кА / м3 работают в течение 5 - 10 лет без существенного разрушения.
Изготовление волноводных корпусов гальваническим методом надо организовать на специализированном участке: специализация будет носить предметный характер, что даст большие преимущества, так как оборудование, применяемое для изготовления корпусов, универсально и может эксплуатироваться с высоким коэффициентом использования. Кроме того, выполнение производственного цикла на одном участке дает возможность непрерывности производственного процесса, уменьшает транспортные расходы, сокращает время изготовления деталей, повышает специализацию при механической обработке и упрощает планирование.
При изготовлении прессформ гальваническим методом делают восковую модель, с которой получают гипсовый снимок. По этому снимку отливают модель из эпоксидной смолы. На нее напыляют тонкий слой меди или серебра, служащий в дальнейшем катодом - в гальванической ванне на нем осаждается сначала нике-лево-кобальтовый сплав, а затем - слой меди. Металлическая заготовка снимается с эпоксидной модели и впрессовывается в стальную обойму.
Металлические покрытия наносят преимущественно гальваническим методом, основу которого составляют процессы осаждения металлов при электролизе водных растворов солей.
Разработка метода полирования алюминия гальваническим методом, Отч.
Защитные покрытия обычно наносятся гальваническим методом. Производится хромирование, никелирование или меднение пластин. Более надежным является платинирование поверхности пластин методом вакуумного распыления.
Нанесение металлического покрытия производят гальваническим методом в ваннах с электролитом, содержащим растворы солей осаждаемых металлов. Алюминиевая ОМД затрудняет процесс из-за наличия на поверхностях быстро восстанавливаемой окисной пленки, препятствующей сцеплению с осаждаемыми металлами.
В покрытиях, получаемых гальваническим методом, присутствие видимых дефектов и их характер могут указывать на возможные причины их появления. Некоторые дефекты неблагоприятно скажутся на коррозионной стойкости, в то время как другие только повлияют на декоративные качества покрываемого изделия. Причины появления характерных дефектов могут быть разнообразными и зависеть от особенностей процесса электроосаждения. Подробный перечень недостатков и методы их устранения опубликованы в специальных справочниках по нанесению гальванических покрытий. Ниже приведен краткий перечень дефектов.
Ячейка для измерения перенапряжения диффузии кислорода. Само снятие поляризационной кривой гальваническим методом производится прямым ходом - от малых плотностей токов - в сторону больших их значений, а затем обратным. Обычно потенциал поляризуемого электрода устанавливается не сразу, а после некоторой выдержки. В начале измеряют потенциал в отсутствие наложенного тока (10 - 15лш), затем включают поляризующий ток порядка нескольких микроампер. Каждое новое значение силы тока устанавливают, постепенно снижая сопротивление магазина с таким расчетом, чтобы на всем протяжении кривой отдельные точки располагались по возможности равномерно. Рекомендуется придерживаться одной какой-либо определенной выдержки электрода при каждом новом значении поляризующего тока, например, производя измерения потенциала всякий раз через 2 мин.
Поляризационные кривые получают потенциостатическим или гальваническим методом, а также путем снятия кривых заряжания при постоянном потенциале или постоянной плотности тока.
Шариковый вывод представляет собой нанесенный гальваническим методом на контактную площадку металл (медь или серебро) полусферической формы.
Металлические покрытия выполняются в основном гальваническим методом, при котором толщина и равномерность покрытия зависят от электрохимических свойств электролита, вида осаждаемого металла, конфигурация детали и режима электролиза. Защитные покрытия наносятся цинкованием и кад-мированием.
NaCl никелевое покрытие, полученное гальваническим методом, имеет область пассивности, которая простирается до потенциала пробоя 200 мВ, такую же приблизительно область имеет покрытие Ni-P, но при большей величине тока в ней. Покрытие Ni-B не обнаруживает склонности к пассивности как до, так и после термической обработки. В сероводородсодержащих средах поляризационные характеристики никелевых и Ni-P покрытий идентичны.
Шмшкшкж мембршш нэ сплм 12Х18Н9Т fee. 53. Пршсоособмте дм сварке вщутршнего. Рабочие поверхности полируют, хромируют гальваническим методом (толщина слоя хрома 25 - 40 мкм) и полируют до шероховатости Ra 0 2 мкм.
Поперечный шлиф покрытия, полученного методом алитирования на мягкой стали. Х500. Осажденные в вакууме и полученные гальваническим методом покрытия являются чистым металлом и не имеют химической связи с поверхностью основного металла.
Эта операция состоит в нанесении гальваническим методом покрытия сплавом олово - висмут или окрашивании корпуса прибора.
Принципиальная схема автоматического электрохимического кислородомера с газопередающей системой. ТЭС для определения микроконцентраций кислорода применяют гальванический метод.
Металлы серебрят - покрывают серебром - гальваническим методом. В состав электролитических ванн входят дицианоаргентат (1) натрия Na [ Ag (CNh ], цианид натрия и карбонат натрия, а также органические соединения серы и селенит натрия в качестве полирующих добавок. Покрытие 90 (тяжелое серебрение) отвечает наличию на двенадцати столовых ложках и вилках 90 г серебра, что соответствует толщине покрытия 36 7 мкм.
При тиражировании на посеребренной поверхности диска-оригинала гальваническим методом наращивается слой никеля - формируется копия, включающая негатив поверхностной структуры диска-оригинала, называемая никелевым оригиналом. Последний используют для тиражирования методом гальванопластики или другими способами.
На структуру металлических покрытий, полученных гальваническим методом, в большой степени влияет режим электролиза. С повышением плотности тока величины кристаллов в осадке уменьшаются. Однако в некоторых случаях такая закономерность наблюдается только с достижением определенной плотности тока. Повышать плотность тока можно только до определенного предела, после которого в обычных условиях процесс нарушается. Вследствие большого обеднения прикатодного слоя ионами металла наблюдается отложение металла на некоторых выступающих участках катода, где образуются так называемые дендриты. При еще более высокой плотности тока катод покрывается губчатой порошкообразной массой, состоящей из мелких отдельных кристаллов или их сростков, непрочно связанных между собой и основой.
На структуру металлических покрытий, полученных гальваническим методом, большое влияние оказывает такой фактор, как режим электролиза.
Ко второй группе ЭХ-методов газового анализа относится гальванический метод; в нем используется зависимость - при определенных постоянных условиях - диффузионного тока ячейки от концентрации определяемого компонента газовой смеси; мерой концентрации является ток во внешней цепи ячейки.
Для улучшения теплоотвода торцовые поверхности ролика покрываются медью гальваническим методом, а сам ролик установлен на оси между двумя бронзовыми шайбами.
В результате работоспособность днищ поршней, покрытых хромом гальваническим методом, увеличивается.
Сферическая поверхность линз исполнения KI и КП должна быть оцинкована гальваническим методом с нанесением слоя цинка толщиной 0 02 - 0 01 мм. Оцинковка производится для предупреждения слипания металлов линзы и сопрягаемых труб, а также для создания лучшей герметичности, так как при затяжке соединения цинк заполняет микроскопические неровности на уплотненных поверхностях. В некоторых случаях вместо оцинкования производится омеднение линз.
В 1942 г. Тедтом [ 431 был предложен для определения кислорода гальванический метод, который заключается в следующем. Газовая смесь проходит над поверхностью слабого раствора щелочи и омывает серебряный катод, частично погруженный в электролит. При этом кислород из газовой смеси диффундирует по поверхности катода в электролит.
Опыты проводились с медными пластинками сечением 2X1 Х35 мм2, покрытыми гальваническим методом пленками никеля и хрома толщиной 6 - 10 мк.
Жаропрочные волокна, например алюмосиликатные, успешно ме - J таллизируют гальваническим методом.
Покрытие стали производится различными методами, но наиболее распространенным и изученным является гальванический метод, который сопровождается наводороживанием изделия. Это наводорожи-вание может повлиять на свойства стали, что необходимо учитывать при изучении влияния гальванопокрытий.
Этот слой препятствует адгезии обычных смазочных материалов и металлических покрытий, наносимых гальваническим методом. Помимо стекла при экструзии титана используются пластичные смазки, содержащие графит, дисульфид молибдена, слюду и другие добавки твердых смазок. На эксплуатационные свойства оказывают влияние природа смазки, консистенция, тип и концентрация добавки.
Гальванической покрытие представляет собой метод покрытия одного металла каким-то другим посредством электролиза. Эта процедура осуществляется с использованием традиционных методов погружения. После предварительной подготовки печатные платы загружают в представляющую собой емкость из диэлектрика, которая наполнена электролитом и снабжена анодами (они могут быть растворимыми и нерастворимыми), а также устройством для поддержания температуры и перемешивания раствора.
Обработка плат
Пропускание постоянного тока приводит к тому, что непокрытые защитной маской и подключенные к электроду участки платы покрываются слоем никеля или золота определенной толщины. Правильное расположение анодов гарантирует, что толщина покрытия будет примерно равномерной.
Золочение печатных плат обычно производится с использованием двухстадийного процесса. Сначала их погружают в ванну, где гальваническим способом наносится никель. При этом используется высокая благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
Гальваника и декорирование
Уже в древние времена существовала декоративная отделка художественных металлов. предполагает, что для придания каких-то особых свойств поверхности металла будет использоваться гальваническая обработка. Защитные покрытия из благородных металлов можно получить благодаря осаждению металлов из солевых растворов под действием электрического тока. Благодаря таким покрытиям удается достаточно длительное время сохранить цвет и блеск ювелирных изделий. Они не только предотвращают потемнение изделий, но и обладают превосходным полирующим эффектом. К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
Существует несколько разных вариантов этого процесса, каждый из которых предполагает использование того или иного металла:
Хромирование;
Меднение;
Цинкование;
Никелирование;
Олово-висмутовое покрытие;
Химическое оксидирование;
Химическое пассивирование;
Анодирование;
Электрополировка.

Хромирование
Это диффузное насыщение стальной поверхности хромом либо осаждение на детали слоя вещества из электролита под действием электротока. В данном случае гальваника ориентирована на применяется для декорирования либо для увеличения степени твердости поверхности. Хромирование в промышленности может использоваться и для декорирования. В данном случае основная цель процедуры - придание металлической поверхности красивого эффектного блеска. Деталь перед нанесением хрома должна быть отполирована.
Свойства покрытия
Твердое хромовое покрытие характеризуется жаростойкостью, высокой степенью износостойкости, плохой смачиваемостью, низким коэффициентом трения, а также незначительной пластичностью. Кроме того, поверхность получает такие свойства, как устойчивость в плане трения, способность выдерживать распределительную нагрузку, а также недостатком, связанным с легкостью разрушения под действием сосредоточенных ударных нагрузок. Гальваническое покрытие в форме молочного хрома обладает невысокой степенью износостойкости и твердости, малой пористостью. Поверхность получает защиту от коррозии, при этом сохраняя привлекательный декоративный вид.

Использование хромирования в промышленности
Основная цель, с которой оно используется в промышленности, это придание детали таких свойств, как повышенная износостойкость, увеличенная устойчивость к коррозии, а также сниженное трение. Благодаря этому процессу сталь становится прочнее, не подвергается газовой коррозии, а также не разрушается в морской и обычной воде, азотной кислоте. Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Меднение
Использование медных покрытий актуально в тех случаях, когда требуется повысить электропроводность, а также их применяют в качестве промежуточного слоя на стальных изделиях перед тем, как будет нанесено хромовое, никелевое или иное покрытие. Так удается обеспечить более качественное сцепление, а также повысить защитную способность. Гальваническое покрытие медью обычно не используется в качестве самостоятельного или декоративного. Благодаря тому, что данный металл способен предотвращать образование искр, изделие можно использовать в нефтяной и газовой промышленности.

Применение меднения
Данный процесс используется для нанесения покрытия из меди на стальные изделия либо на стальную проволоку. Часто этот вид покрытия применяется для защиты отдельных участков изделий из стали от цемента, а обработке при этом подвергаются те участки, которые дальше предполагается обрабатывать резанием.
Гальванические покрытия металлов в данном случае часто применяются в нефтегазовой отрасли, чтобы исключить образование искр, в электроэнергетической сфере для последующего нанесения многослойных покрытий, предназначенных для защиты и декорирования, в производстве печатных плат, для улучшения пайки, а также для многого другого. Поверхность приобретает цвет от светло-розового до темно-красного. Оттенки обычно не нормируются.
 Цинкование
Цинкование
Одним из наиболее распространенных методов для защиты металлических изделий является цинкование. Обычно его применяют для обработки разнообразных легированных или углеродистых марок стали. Нанесение гальванических покрытий данного типа достаточно востребовано для защиты и крепежных элементов. Попадая во влажную среду, цинковая поверхность выступает в качестве анода, благодаря чему замедляются окислительные реакции, а основной металл при этом получает надежную защиту от негативных факторов среды.
Гальваника данного типа может использоваться только после того, как металлических изделия будут обработаны особым образом. Для этого следует очистить их от ржавчины, окалины, технических средств смазочно-охлаждающего назначения. Когда процесс будет завершен, изделие должно подвергнуться осветлению, то есть его протравливают слабым раствором азотной кислоты, после чего проводят пассивацию. Так не только удается увеличить устойчивость оцинкованных изделий к негативным факторам, но и сделать их более декоративными, то есть придать блеск и определенный оттенок. Технология гальванических покрытий в данном случае предполагает толщину цинкового слоя от 6 мкм до 1,5 мм.

Никелирование
Защита металлических изделий может осуществляться с использованием различных технологий. Одной из наиболее востребованных и распространенных на данный момент является никелирование. Такая популярность объясняется химическими свойствами никеля. Он обладает высокой степенью устойчивости к коррозии в водной среде, а оксид никеля предотвращает последующее окисление металла. Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Использование никелирования уместно для решения целого ряда задач:
Обеспечение защиты металлических изделий;
Использование в качестве декоративного покрытия;
Формирование предварительного слоя, который будет подвергнут дальнейшей обработке;
Восстановление деталей и узлов.
Покрытие характеризуется повышенной износостойкостью и твердостью и рекомендовано для деталей, которые работают в условиях трения, в особенности при отсутствии какой-либо смазки, используется для защиты от коррозии, а также обеспечения качественной пайки низкотемпературных припоев, все это прописано в ГОСТ. Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.
 Олово-Висмут
Олово-Висмут
Оловянное покрытие характеризуется стойкостью к действию соединений, содержащих серу, поэтому рекомендуется для деталей, которые находятся в контакте с резиной и пластмассами. Среди его свойств можно назвать превосходное сцепление с основным металлом, эластичность, способность к изгибу, вытяжке, штамповке, развальцовке, прессовой посадке, а также хорошее сохранение при свинчивании. Свежеосажденное оловянное покрытие хорошо поддается пайке.
Выводы
Гальваническое покрытие позволяет улучшить токопроводящие характеристики деталей, придавая им превосходные свойства электроизоляции, а также защищая от воздействия различных веществ. Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.



