Как работает сварочный аппарат. Виды современных сварочных аппаратов для дома и дачи по степени механизации сварки.
Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах?
Основные термины и характеристики
Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся:
- Трансформатор.
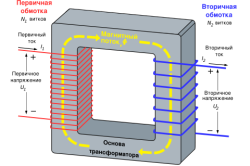
Схема трансформатора с первичной и вторичной обмоткой.
Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления.
При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток.
- Сварочный инвертор.
Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами.
- Полуавтомат.
Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов:
- инертное;
- активное.
В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде.
- Генератор.
Подобное сварочное оборудование состоит из:
- сварочного аппарата, способного работать от любого вида тока;
- генератора электроэнергии, питающегося жидким топливом.
Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания.
Как правильно выбрать расходные материалы

Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами:
- Тип тока.
- Материал.
- Покрытие.
Самым важным является вид покрытия, которое также подразделяется на:
- кислотное;
- целлюлозное;
- рутиловое;
- фтористо-кальцевое.
Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты.
Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями.
При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.

Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности. Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Основные параметры, на которые нужно обратить пристальное внимание

Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза.
В основном масса трансформатора достигает 30 кг, вес выпрямителя – 20 кг, а приборы инверторного типа – 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А.
Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями:
- Пуск двигателя.
- Зарядка аккумулятора.
- Нагрев металла.
- Рихтовка.
- Применение угольного электрода.
Электродуговые конструкции делятся на несколько типов:
- Устройства, которые могут работать с любым видом тока. В эту группу входят приборы инверторного типа. Они выполняют сварку электродами.
- Полуавтоматы, применяющие для работы проволоку.
Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно.
Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов. Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности.
Как сделать правильный выбор сварочного устройства для бытовых целей

- Охлаждение трансформатора должно выполняться естественным способом, при этом вентилятор должен отсутствовать.
- Для получения качественной сварки нужен мощный дроссель и сглаживающие конденсаторы большой емкости.
- Аппарат должен быть оборудован электронным тормозом, позволяющим остановить подачу проволоки в момент выключения аппарата.
- Сварочный аппарат должен быть снабжен искрогасителем. Он не позволит появиться искре, когда агрегат будет находиться в состоянии покоя. Искрогаситель удалит остаточное электричество.
- Очень важно, чтобы был хорошо сделан блок, подающий проволоку. От ее ровной подачи зависит количество брызг. Самыми известными изготовителями таких блоков являются немецкие специалисты.
Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Инвертор: основные достоинства

Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением.
Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить.
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо.
Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки.
От модели сварочного аппарата зависит и надежность шва.
Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи!
Благодарим за отзыв
Каждый уважающий себя домашний мастер просто обязан иметь в арсенале сварочный аппарат для обычной электросварки. Это довольно простой способ надежного соединения металлических деталей, который, к тому же, не требует высокой квалификации при выполнении несложных работ. Один минус у всех трансформаторных сварочных аппаратов - огромный неподъемный вес и большие габариты. С появлением сварочных инверторов ситуация изменилась, и сегодня мы рассмотрим возможности таких устройств.
Что такое инвертор сварочный
Сварочные инверторы - это один из самых современных видов сварочных аппаратов. Они практически полностью вытеснили из мастерских и гаражей трансформаторные устройства, выпрямители и генераторы.
Принцип действия инвертора, как и любого другого сварочного аппарата заключается в выработке тока большой силы, способного возбудить и поддерживать сварочную дугу. Дуга, как известно, возникает между свариваемыми деталями и электродом, а расплавленный таким методом металл заполняет пустоты шва и образует прочнейшее соединение, которое ничем не отличается от монолитной детали. В классических сварочных аппаратах ток большой силы возбуждался в обычном , в инверторных же аппаратах для этого существует несколько другой способ, более современный и совершенный.
Принцип действия сварочного инвертора
Первые инверторы начали появляться на рынке еще в конце 70-х годов, но они уже имеют мало общего с новыми моделями, о которых мы говорим сегодня. Единственное, что осталось неизменным - небольшие габариты и исходное напряжение обычной бытовой сети или в некоторых случаях трехфазной сети 380 В. К тому же инверторы гораздо удобнее в работе, имеют более гибкие настройки, чем классические сварочные аппараты.
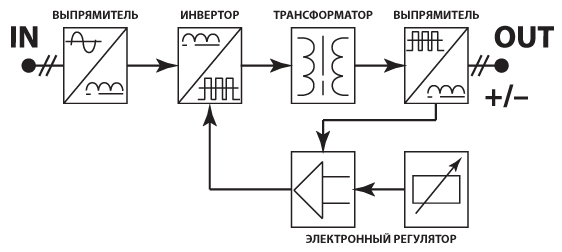
Сетевой ток в 220 В и с частотой 50 Гц не пригоден для создания сварочной дуги. Этот ток нужно преобразовать, как и напряжение, для получения возбуждающего и поддерживающего дугу напряжения. Сетевой ток попадает в блок выпрямителя, преобразуя переменный ток 220 В в постоянный, а затем он подается в инверторный блок. Здесь и начинается самое главное преобразование характеристик тока. Он трансформируется снова в переменный, но у же с частотой в десятки килогерц. Это происходит благодаря применению высокочастотных транзисторов и тиристоров.
После изменения частоты, ток попадает на трансформатор, который понижает напряжение за счет повышения силы тока. Именно на этом этапе проявляются преимущества высокочастотных трансформаторов по сравнению с низкочастотными старого образца. Старые трансформаторы работали с частотой 50 Гц, поэтому и были такими тяжелыми и громоздкими. Кроме того, львиная доля потерь тока уходила на нагрев низкочастотного трансформатора, а высокочастотные приборы греются в разы меньше, следовательно, имеют и меньшие потери. Это сказалось на стабильности работы и на КПД инверторов - в современных моделях он достигает 90%.
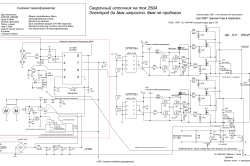
Теперь в работу вступает вторичный выпрямитель, который преобразует ток высокой частоты в постоянный, и этот ток уже подается непосредственно на электрод посредством сварочного кабеля. Это только основной принцип работы инвертора, поскольку в его схеме присутствуют микропроцессорные блоки, которые контролируют и позволяют регулировать характеристики тока в довольно широком диапазоне, адаптируя ток для сварки различных металлов в самых разных условиях. Приятной особенностью инверторного сварочного аппарата стала возможность изменения полярности, что позволило легко и просто сваривать алюминий. Электрическая схема инвертора показана на фото для примера.
Как выбрать сварочный инвертор
У всех сварочных инверторов есть свои преимущества перед старыми аппаратами, а разнятся они только по времени работы. То есть по способности держать сварочную дугу в течение определенного времени. Этим отличаются бытовые и профессиональные инверторы. Но плюсы у всех одни:
- Небольшие компактные размеры. Благодаря применению высокочастотных трансформаторов удалось уменьшить как размеры, так и вес аппарата.
- Стабильность в работе. Аппарат работает независимо от характеристик тока в сети и сам подстраивает нужные характеристики тока для стабильной работы.
- Стабильная дуга. Регулируемая и стабильная дуга с низким уровнем пульсации позволит варить металл любой толщины и в любых условиях.
- Простота в использовании.
- Применение электродов любого типа, разнополярных электродов, электродов любой толщины и состава.
- Высокий уровень защиты от перегрева и КЗ.
- Возможность применения микропроцессорного управления.
Рейтинги производителей и выбор модели
Цены на сварочные инверторы формируются уже не в нашей стране. Наиболее активным их производителем стала КНР, поэтому достигнуть их уровня цен и рентабельности может не каждое предприятие у нас в стране, да и качество китайских инверторов довольно стабильное. Ремонт сварочного инвертора, произведенного хоть у нас в стране, хоть в КНР, никаких проблем не вызывает, поскольку все компоненты, в принципе однотипны и производятся понятно где.
Говорить о лучших сварочных инверторах рейтингах продаж, уровне надежности можно только тогда, когда известные конкретные задачи, стоящие перед прибором. Если это инвертор для дома и нечастого использования, то в этом сегменте отлично себя показали Selco, Helvi из Италии, кореец Power Man. Средний инвертор с кириллицей на логотипе будет стоить порядка 10 тысяч рублей, а модели из Кореи, Италии и Франции могут стоить до 50 тысяч.
Выбирая модель, нужно четко знать задачи, которые ставятся перед прибором, тогда можно избежать лишних затрат и купить такой инвертор, который будет полностью удовлетворять домашнего мастера или прожженного профи.
- Работа с инвертором: оборудование и этапы сварки
- Преимущества работы со сварочным инвертором
Сварочные инверторы постепенно вытесняют традиционные сварочные аппараты с рынка бытовых и строительных услуг. Принцип работы сварочного инвертора на порядок выше производственных характеристик классических агрегатов сварного промысла. Процесс замещения идет стремительно, и, без сомнения, наступит день, когда такие аппараты полностью заменят традиционное сварочное оборудование.
Инвертор: устройство и принцип действия
Слово «инверторный» подразумевает тип источника питания, а не методику сварки электродугового плана, как многие думают. Инверторы появились не вчера. Это произошло в 70-х годах прошлого столетия. Все эти годы устройства совершенствовались: производители начинили свою продукцию электроникой, добавили множество полезных функций. Со временем аппараты стали более надежными, что не отразилось на цене – напротив, она заметно снизилась.
Устройство сварочного инвертора включает два преобразователя энергетического потока, работающих на основе электричества повышенной интенсивности и управляемых микропроцессором с электронной начинкой.
В процессе работы сварной агрегат преобразует поступающий постоянный ток в силу переменного тока более высокой частоты. Процесс преобразования называют «инвертированием». В его основе – ступенчатое увеличение энергии тока до максимального при выходе.
Принцип работы инвертора подразумевает несколько ступеней:
- К выпрямителю подходит ток от основной сети, частота его – 50 Гц.
- Поступившую энергию тока сглаживает фильтр, на выходе данного этапа – постоянный ток.
- Полученная энергия постоянного тока инвертируется специальными транзисторами в ток переменного плана, частота его уже выше – до 50 кГц.
- На следующем этапе высокая частота напряжения выходит на более низкий уровень, снижаясь, примерно, до 70 В; ток достигает нужных для сварного дела 200 А.
Чтобы шов получился красивым, правильным и прочным, нужно при работе этот шов хорошо видеть, не загораживать его электродом.
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
- Работа платы управления
- Особые возможности инверторов
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.
Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?

Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?
![]()
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.

Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFH30US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания – подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент – микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент – трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы – при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.



