Зачистка металла перед сваркой. Самостоятельная подготовка металла к сварке
Сегодня сварку можно назвать одним из немногих технологических процессов, применяемых как в машиностроении, так и в строительстве. Известен такой метод соединения деталей с глубокой древности. По тому, какая энергия используется при сварочных работах, можно выделить некоторые виды сварки: термический, термомеханический и механический. Но независимо от этого в любом случае выполняется подготовка металла к сварке.
Сварка – это технологический процесс соединения деталей путем их нагрева.
К термической относят сварку, которая выполняется плавлением при участии тепловой энергии и давления (дуговая, газовая). К термомеханической относят сварку, выполняемую при участии механической энергии и давления (контактная). К механическим видам сварки относят ту, которая выполняется с использованием механической энергии и давления (ультразвуковая, холодная).
В работе над изготавливаемыми изделиями немаловажную роль отводят контролю над степенью точности сварных соединений. А это качество, в свою очередь, предусматривает обработку и подготовку материала. По причине того, что металл встречается разный, то для каждого необходим свой подход в обработке. Подготовительные работы подразумевают несколько этапов.
Подготовка металла под сварку: некоторые особенности

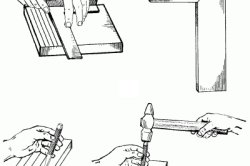
Для того чтобы подготовить металл, предварительно его необходимо выправить, избавиться от дефектов и кривизны, эти подготовительные работы называют правкой. Выполнить такую работу можно вручную: используют обычный молоток и стальные или чугунные плиты в качестве наковальни. Машинная правка подразумевает использование правильной машины. Для правки можно использовать и горячий металл, и холодный.
К подготовительным работам при сварке следует отнести и гибку металла. Работу эту обычно выполняет слесарь, он под требуемым углом загибает заготовку, тем самым придавая ей требуемую форму. Ее выполняют как вручную, так и на специально предназначенном для этого станке или прессе. Производить гибку лучше по разметке или по шаблону, но не исключен и вариант выполнения работы на глаз.
Очистка металла от жиров и ржавчины производится до того, как начата сборка узла. На местах будущих сварных швов проводят тщательную очистку кромок от ржавчины, масла, окалин и прочих загрязнений, которые часто приводят к образованию недостатков. Особо тщательно необходимо обследовать зазоры между краями сварных деталей. Если в этот зазор, когда весь узел уже собран, попадает грязь, то он подвергается тщательному продуванию сжатым воздухом и обрабатывается горелкой.

Производить очистку можно двумя способами: химическим и механическим. Применение механической очистки подразумевает использование наждачки или зачистных машин для удаления ржавчины и жира. Если поверхность металла нужно сделать шероховатой, то применяют гидроабразивную обработку.На поверхности металла создается микрорельеф, благодаря которому качество при сварке улучшается.
В крупных цехах технических предприятий для очистки металла применяется метод проточной последовательной обработки. Делают это раствором соляной кислоты при температуре 40-45 °C, после чего очищают проточной водой и производят нейтрализацию раствором кальцинированной соды.
Разметка металла: нюансы
Прежде чем начать выполнять дальнейшие работы с металлом его следует разметить. Листовой материал размечают путем нанесения на него контуров будущих деталей с наметкой мест сгиба, намечают центр деталей и различные тонкости, которые будут присутствовать в будущем изделии. Выполняя разметку необходимо очень точно все проверить, потому как даже незначительная неточность может привести к производственному браку уже готового изделия. Также следует помнить о припуске на обработку. В целях экономии металла его не делают слишком большим. Все это добавляет время на обработку деталей.
Для того чтобы наносимая разметка была как можно лучше заметна на листе металла, его предварительно окрашивают. Использовать для этого можно мел. В воде растворяют толченый мел из расчета 125 г на 1 л воды, кипятят и добавляют немного льняного масла, чтобы не происходило осыпание мала). Еще можно применить раствор медного купороса (3 чайные ложки на 1 стакан воды), который наносят на металл кисточкой. После того как краска застывает, производят разметку.
Технология рубки металла перед сваркой
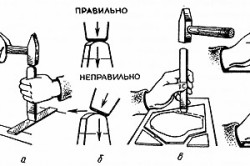
Рубка металла зубилом: а - разрубыеание полосового металла; б - правильный и неправильный удары молотка по головке зубила; в - вырубывание детали из листового металла; г - последовательность постановки зубила при рубке металла.
Прежде чем проводят предварительную обработку материала перед сварными работами, с него снимают слой, который называют фаской. Используют для этого газорезательный автомат или кромкострогальный станок. Порой возникают ситуации, при которых рационально применить зубило. Оно представлено в нескольких вариантах: ручное и пневматическое.
Кромки нарезают по предварительно отмеченным рискам (две параллельные), которые выполняют разметчиком. Если такие риски отсутствуют, то слесарь может использовать линейку. Когда мастер рубит фаски, также недопустимы ошибки: краям листа металла необходимо надежное крепление, а нажим на инструмент следует производить равномерно.
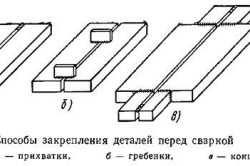
Прихватка металла перед сваркой
Применение в сварных работах прихваток наилучший метод надежного фиксирования деталей друг с другом. Прихватками называются укороченные швы, применяя которые можно предотвратить смещение деталей в изготавливаемой конструкции, пока проводятся сварные работы. Благодаря этим швам можно уменьшить зазор, который возможен в отношении других деталей, это придает конструкции дополнительную жесткость и предотвращает деформацию.
Наиболее частый способ фиксирования составных частей сборной конструкции – это точечная сварка.
Применяют для нее зажимы и стационарный сварочный аппарат. Используя в этой работе зажимы, получается наиболее точно подогнать детали друг к другу. Данный метод подразумевает ручной способ работы и автоматизированный.
При ручном способе производится сборка деталей, на которых по выполненной заранее разметке выполняют прихваточные швы. Если используются зажимы, то сборка значительно облегчается, она становится более удобной и точной. Выбор способа сборки зависит от того количества деталей, которые входят в .
А вот сами прихваточные швы должны подчиняться определенным требованиям технологии по сварке. В первую очередь необходимо следить за электродами, которые применяются в работе с прихваточными швами. Электроды необходимо использовать той же марки, как и материал, который станет использоваться в последующей работе. Когда последующие сварные работы будут выполняться с использованием проволоки, то и электроды должны отвечать данному виду проволоки. Прихваточный шов по протяженности не должен превышать 2х см, а по толщине должен быть в 2 раза меньше, чем толщина будущего шва.
Выполнять прихваточный шов следует в том месте, где вероятна максимальная деструкция и большее напряжение. Располагать прихваточный шов на месте пересечения сварных швов по технологии нельзя. Не менее важным при сварке является подаваемый ток. Значение тока при работе над прихваткой подбирается с учетом значений при дальнейших сварных работах. При этом для надежности шва можно использовать ток, который будет на 20% больше.
Во время работ автоматическими сварочными аппаратами прихватки обычно располагают на противоположной стороне от первого прохода. Хотя при некоторых вариантах требование технических характеристик предполагает начало исполнения работы со стороны как раз-таки первого прохода. В этом случае требуется точное соблюдение конкретного числа прихваток.
Перед конечной сваркой конструкции первое, на что следует обратить внимание, это внешний вид прихваточных швов. Они должны иметь надлежащий внешний вид, если это требуется, то нужно выполнить очистку металла от металлических брызг и шлаков, а сам шов должен быть практически ровным. Если на местах швов присутствуют видимые дефекты, трещины, то эти места необходимо тщательно очистить механическими методами.
Термическая обработка деталей

Термическая обработка металла позволяет повысить прочность и износостойкость.
При термической обработке металла в нем происходят некоторые изменения, которые увеличивают прочность и износостойкость, повышают обрабатываемость металла различными режущими предметами.
Термическую обработку разделяют на несколько видов: отжиг, нормализация, закалка и отпуск. При методе отжига происходит нагревание материала до заданной температуры. После этого металл постепенно охлаждают вместе с печью. Благодаря отжигу повышаются механические характеристики металла, и происходит снятие внутреннего напряжения.
При нормализации нагрев металла происходит до заданной температуры и выдерживается при ней определенное время. После чего материал резко охлаждают на воздухе. Это также повышает механические свойства металла.
Под закалкой металла подразумевается его нагрев до определенной температуры и выдержка при ней некоторое время. После чего металл резко охлаждается в холодной воде или в масле. Это придает металлу твердость и износостойкость.
Отпуск предполагает нагрев закаленного металла до определенной температуры и его постепенного охлаждения. Отпуск необходим закаленному металлу, потому как придает не только дополнительную твердость, но и снимает внутреннее напряжение, которое приводит к хрупкости деталей, выполненных из такого материала, и его легкому разрушению от ударов и изгибов. Отпуск придает большую вязкость закаленному металлу.
Сварка металлических заготовок – это не только работа с электродом или газовой горелкой. Это несколько позиций, которые влияют на качество конечного результата. А именно: подготовка металла к сварке, настройка сварочного аппарата с и, конечно, техника проведения самого процесса. Есть еще несколько моментов, но они менее значительны.
Итак, что входит в понятие – подготовка деталей к сварке. Здесь достаточно большой список операций, с помощью которых облегчается сам процесс и увеличивается качественная характеристика сварного шва. В подготовительный процесс перед соединением металлических заготовок входит:
- правка;
- разметка;
- при необходимости гибка заготовок;
- разделка и чистка кромок свариваемых деталей;
- сборка конструкций перед началом соединения.
Все операции значимые, поэтому надо более детально разобрать их.
Нередко металлические профили разного типа поступают на объекты или в цеха в деформированном виде. Подчас это случается при их транспортировке или при проведении погрузо-разгрузочных работ. Стыковать в плоскости сваривания их очень сложно. А это снижает качество сварного шва и конфигурацию сваренной конструкции. Поэтому правка таких профилей – важнейшая операция.
Ее делать можно на холодном металле или с подогревом (газосваркой). Все зависит от сложности деформированных частей и их размеров. Есть два вида правки: ручная и при помощи специальных приспособлений. В первом случае для этого используются кувалда, молоток или специальный ручной пресс. Кувалдой или молотком можно править, используя чугунные или стальные плиты, на которых и проводится сам процесс. Ручной пресс представляет собой винтовое устройство с двумя плитами, между которыми и укладывается деформированная часть профиля. Зажимая винтом плиты между собой, создается давление, которое и выправляет заготовку под сварку.
В качестве специальных приспособлений необходимо отметить листоплавильные валки или пресса разного вида. Все они воздействуют на металлические изделия при помощи электродвигателей, мощность которых передается через редукторы, что увеличивает давление на деформированную часть заготовок.
Разметка заготовок
Понятно, что нередко металлические профили по длине не совпадают с размерами необходимых в конструкции деталей. Поэтому их необходимо подрезать под нужные размеры. Очень часто даже срезаются части заготовок не в продольной плоскости, а в поперечной. Перед резкой на профили наносятся те самые нужные размеры.
Существует несколько способов нанесения, которые отличаются друг от друга использованием разных устройств.
- Ручной способ. Обычно для этого используют простые измерительные инструменты типа рулетка, линейка, штангенциркуль и так далее. Если производится сварка нескольких однотипных деталей (мелкосерийная партия), то разметка проводится по заранее изготовленным шаблонам. Не самый лучший вариант, потому что трудоемок, с малой скоростью проведения. Кстати, чаще всего шаблоны изготавливаются из алюминиевых листов или профиля.
- Оптический. Для этого используются разметно-маркировочные машины, которые программируются по заранее установленным размерам для определенной конструкции. В состав аппарата входит пневматический керн, который и наносит разметку. Необходимо отметить, что скорость нанесения таких машин – 10 м/мин.
- Существуют специальные машины, которые, в принципе, разметку на металлические профили не наносят. В них заложена программа, которая определяет конфигурацию и размеры отрезаемых частей заготовок. В аппарат вводят металлический профиль, и он сразу режет его под необходимую форму. Данная технология называется мерная резка.
Резка металлических профилей
В процессе подготовки деталей под сварку резка металла является одной из важнейших подготовительных операций. Как уже было сказано выше, подогнать профиль под необходимый размер без резки не получится.
Этот непростой процесс делится по технологии проведения на две категории: механическая и термическая. В первом случае – это механическое воздействие при помощи различных инструментов, к которым можно отнести ручные и механические (электрические или пневматические). К первой группе относятся ножовка и ножницы по металлу, болгарка. Ко второй гильотина, отрезные станки разных моделей, пресса и так далее.
Термическая резка – это, по сути, расплавление металла по нанесенной разметке. Ее также можно выполнять вручную, используя кислородный резак, дуговую сварку и , или при помощи в автоматическом или полуавтоматическом режиме. Термическая технология резки металлов считается универсальной, потому что с ее помощью можно делать рез в разных плоскостях и в разных направлениях (прямолинейно и криволинейно).
Подготовка кромок под сварку
Чистота и конфигурация кромок – очень важная составляющая сварочного процесса. Что касается конфигурации кромок, то они могут быть плоскими, V -образными и Х-образными. Первые чаще всего используются для стыковки тонких заготовок, вторые и третьи для толстых.
Подрезать кромки можно ручными инструментами или на станках. Это так сказать, холодный вариант. Термический – при помощи горелок вручную или на автоматах. Холодная подготовка кромок – это подрезка фасок профилей. Для габаритных заготовок используют фрезерные станки, фаски небольших деталей изготавливают различными ручными инструментами. Необходимо отметить, что кромки, изготовленные по-холодному, более качественные. При этом точность сборки свариваемой конструкции в разы выше. Фаски после термической обработки иногда необходимо доработать до нужной формы и размеров.
Что касается чистоты, то необходимо обозначить, что любые металлы при соприкосновении с воздухом, начинают окисляться. На поверхности свариваемых поверхностей образуется оксидная пленка, которая является жаростойкой. Так вот от нее и необходимо избавиться. Поэтому перед началом сварочных работ кромки и прилегающие к ним участки зачищаются железной щеткой вручную или с помощью болгарки. Если торцы свариваемых кромок имеют пятна масла или жира, то правило номер один – все это нужно еще и обезжирить, применяя любой растворитель.
В промышленных условиях чистка может производиться песко- или дробеструйными аппаратами. А химическая чистка с погружением деталей в ванну с химикатами, где заготовка должна пролежать определенное время. Есть и струйный способ очистки, когда химические растворы подаются на фаски струей под давлением.
Обычно химическая чистка металлических заготовок производится, когда нужна подготовка заготовок из цветных металлов, механическая для черных стальных деталей.
Сборка деталей
Последний этап в таком процессе, как подготовка металла под сварку, это сборка деталей, которая обеспечит их пространственное расположение, а также необходимые зазоры для сваривания. Очень часто для сборки используются различные шаблоны, стенды, прижимные устройства, кондукторы и прочие приспособления. Их основная задача – состыковать две заготовки в необходимой плоскости.
После чего обычно по линии соединения производится прихватка. Это, когда шов не проваривается полностью, а соединение производится короткими (нередко точечными) сварными швами. Длина такого шва не более 50 мм. Провар производится на треть глубина основного корня, расстояние между ними 10-100 см.
Подготовка труб
Подходить к подготовке стыков нужно также ответственно, особенно к тем, которые укладываются в трубопровод, работающим под большим давлением. На что необходимо обратить внимание.
- Трубы из углеродистой и низколегированной стали под аргонодуговую ручную сварку надо обрабатывать только механическим холодным способом.
- После термической резки фасок проводится доработка механическим способом. Глубина снятия металла зависит от марки стали.
- Кромки должны быть без перепадов, острых углов, заусенец и вырывов.
- Торец обязательно перед свариванием проверяется на перпендикулярность.
- Проверяется толщина стенок, она должна быть одинаковой по всей окружности соединяемых торцов двух труб.
Как видите, сварочно-подготовительный процесс – это достаточно серьезное мероприятие, в которое входит большое количество различных операций. На них выделяется немало времени, но подчас именно они гарантируют качество конечного результата.
Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов. Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок. Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Металлические заготовки при транспортировке или по иной причине могут деформироваться. В этом случае возникают сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва.
Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями. Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс. Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением.
Если вручную исправить деформацию невозможно, используются специальные приспособления – в частности, листоплавильные станки или прессы различных типов. Данные устройства работают на электродвигателях, вырабатывающих необходимую для работы мощность, для передачи которой используются редукторы. Таким образом удается увеличить давление на искривленные участки.
Особенности разметки заготовок
Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Резка металла
Это один из важнейших этапов, который предполагает подготовку металла под сварку, поскольку иначе не получится добиться нужного размера заготовок. Выделяют механическую и термическую резку . При механической резке используются ручные и механические инструменты. Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнении операции применяются кислородный резак, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно.
Этапы подготовки кромок
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате утрачивает свои качественные  характеристики.
характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при , вторые два вида – при стыковке толстых заготовок.
Важно: кромки не обрабатываются, если толщина детали не более 3 мм.
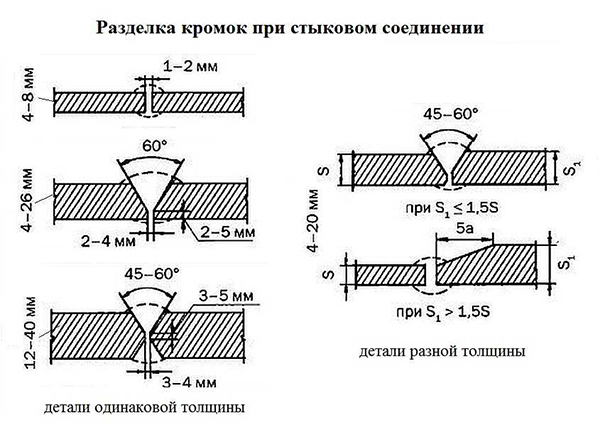 Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка .
Сборка изделий под сварку
 Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать .
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать .
К сборке изделий предъявляются следующие требования:
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Особенности подготовки труб к сварке
Подготовка труб к сварке требует ответственного отношения. Так, трубы, изготовленные из низколегированной и углеродистой стали обрабатываются только вручную холодным способом. Марка стали влияет на глубину снятия металла. При подготовке труб к сварке нужно обязательно проверять толщину стенок: по всей окружности торцов в месте соединения она должна быть одинаковой. А сами торцы – перпендикулярными.
После того, как изделия подготовлены, можно переходить к сварочным работам. Для этого может использоваться . И подготовка к работе сварочного полуавтомата – не менее важный аспект работы. Необходимо выставить силу тока, скорость подачи сварочной проволоки, расход защитного газа.
Таким образом, подготовка металла под сварку – один из важнейших этапов работы. Времени она занимает много, однако при соблюдении всех правил гарантирует высокое качество конечного результата.
Подробнее с подготовкой металла можно ознакомиться на видео:
Глава V. Техника ручной дуговой сварки
§ 26. Подготовка поверхности металла под сварку и требования к сборке металлических деталей перед сваркой
Подготовка поверхности металла под сварку . Подготовка
деталей под сварку заключается в правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Правку металла выполняют на станках или вручную. Листовой и полосовый металл правят на различных листо-правильных вальцах. Ручную правку металла, как правило, выполняют на чугунных или стальных правильных плитах ударами кувалды или ручным винтовым прессом. Угловую сталь правят на правильных вальцах (прессах). Двутавры и швеллеры правят на приводных или ручных правильных прессах.
Разметка - это такая операция, которая определяет конфигурацию будущей детали.
Механическую резку применяют для прямолинейного реза листов, иногда и для криволинейного реза листов при использовании для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезаются кислородной и плазменно-дуговой резкой. По механизации эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться кислороднофлюсовая или пламенно-дуговая резка.
Форма подготовки кромок металла под сварку зависит от толщины листов. Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, окалины, влаги и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что ведет к снижению прочности и плотности сварного соединения.
Требования к сборке металлических деталей перед сваркой .
Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей, рукояткам фиксирующих и зажимных устройств, а также местам прихваток и сварки. Эти приспособления должны быть также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме этого, сборочносварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки:
наименьшее число поворотов при наложении прихваток и сварных швов;
свободный доступ для проверки размеров изделий и их легкий съем после изготовления;
безопасность сборочно-сварочных работ.
Любая сборочная операция не должна затруднять выполнение следующей операции. Поступающие на сборку детали должны быть тщательно проверены. Проверке подлежат все геометрические размеры детали и подготовленная форма кромок под сварку.
Сборку сварных конструкций, как правило, осуществляют либо по разметке, либо при помощи шаблонов, упоров, фиксаторов или специальных приспособлений-кондукторов, облегчающих сборочные операции. Подготовку и сборку изделий под сварку выполняют с соблюдением следующих основных обязательных правил:
притупление кромок и зазоры между ними должны быть равномерными по всей длине;
кромки элементов, подлежащих сварке, и прилегающие к ним места шириной 25 - 30 мм от торца кромки должны быть высушены, очищены от грата после резки, масла, ржавчины и прочих загрязнений;
во избежание деформаций прихватку следует выполнять качественными электродами через интервал не более 500 мм при длине одной прихватки 50-80 мм;
для обеспечения нормального и качественного формирования шва нужно в начале и в конце изделия прихватывать планки.
Приемы удержания металла при наложении корневого слоя шва . При выполнении корневого слоя шва основной трудностью является удержание расплавленного металла в сварочной ванне. Для предупреждения вытекания расплавленного металла из сварочной ванны применяют стальные, медные, керамические или асбестовые подкладки, устанавливаемые под корень шва; различного рода вставки между стыкуемыми кромками; обходятся без сквозного проплавления с последующей подрубкой и подваркой корня шва с противоположной стороны; флюсовые, флюсо-медные и газовые подушки, устанавливаемые под корень шва; при стыковой сварке - соединения "в замок"; специальные электроды, сварка которыми производится сверху вниз; импульсную дугу.
Подкладки позволяют увеличивать величину сварочного тока, способствуя сквозному проплавлению свариваемых кромок и обеспечивая при этом 100%-ный провар свариваемых деталей, а также задерживают и не позволяют расплавленному металлу вытекать из сварочной ванны и предупреждают образование прожогов. Для предупреждения вытекания расплавленного металла из сварочной ванны подкладки должны плотно прилегать к свариваемым кромкам.
Установление различного рода вставок между стыкуемыми кромками способствует удержанию металла в сварочной ванне и 100 %-ному проплавлению свариваемых кромок в корне шва.
Иногда по заранее продуманной технологии не делают сквозного проплавления свариваемых кромок, а затем с обратной стороны делают канавку пневмозубилом или шлифмашин- кой и накладывают подварочный шов, обеспечивая при этом 100%-ный провар свариваемых кромок в корне шва.
Расплавленный металл сварочной ванны в корне шва удерживают применением различных подушек. Флюсовые и флюсомедные подушки применяют при сварке под флюсом. Газовую подушку используют при ручной дуговой сварке, ручной и автоматической аргонодуговой сварке с использованием в качестве поддувочного газа аргона, азота или углекислого газа. Сущность газовой подушки состоит в том, что под расплавленный металл сварочной ванны подается один из выше упомянутых газов с избыточным давлением 0,5-2кПа.
Соединение "в замок" за счет металла одной из стыкуемых кромок позволяет избежать прожогов в корне шва.
Выполнение сварных швов в вертикальном положении сверху вниз специальными электродами, в составе покрытий которых имеются компоненты, увеличивающие в процессе сварки силу поверхностного натяжения металла, исключает прожоги в корне шва.
Импульсная дуга приводит к кратковременному расплавлению металла, поэтому металл корня сварного шва быстрее охлаждается и кристаллизуется. На остывающую порцию расплавленного металла накладывается новая, а так как дуга на некоторый промежуток времени прерывается и новый металл в это время не добавляется, то и не будет прожогов.
Правильность и тщательность подготовки металла под сварку определяет качество соединений двух или более металлических изделий во время нее. Существует несколько разновидностей металла, каждая из которых требует индивидуального подхода. Этот процесс включает в себя несколько этапов, которые сырье должно обязательно пройти, перед тем как отправиться на сварку.
Ряд действий, которые предстоит выполнить для подготовки металла под сварку:
- правка;
- очистка;
- разметка;
- рубка;
- установка и прихватка.
Гнем и правим металл правильно: тонкости технологии
Правила подготовки включают устранение любых неровностей, кривизны или других дефектов на поверхности посредством правки. Особенность процедуры заключается в оказываемом на материал давлении, производимом при помощи пресса или вручную (удары молотком).
Интересно, что правке подвергаются и черные, и цветные металлы.
Методы
Так в чем же отличия между ручной и машинной правкой?
При ручной изделие (деталь) помещают на стальную или чугунную правильную плиту/наковальню и производят удары молотком.
Обрабатывая металлы механическим способом, удается получить идеально правильные предметы на специальных машинах и верстаках.
![]()
Правка металла может быть как холодной, так и горячей.
К начальному этапу подготовки металла под сварку относят и гибку материала. Этот вид работ относится к слесарным. Во время проведения процедуры заготовку изгибают, следуя заданному углу и радиусу, до тех пор, пока она не достигнет необходимой формы.
При ручной гибке используют станок и пресс. Производят ее на глаз, по разметкам, шаблонам, образцам.
Соблюдение технологической последовательности выполнения подготовки металла под сварку позволит в результате получить швы, отличающиеся прочностью и надежностью.
Важно! Чтобы избежать возможных дефектов, изделия из металла подвергают тщательной очистке от следов жира и ржавчины.
Как очистить материал от жира и ржавчины?
Соприкасаясь с воздухом, металл вступает в химическую реакцию с кислородом, образуя окислы. Вследствие этого образуется ржавчина, формируются другие загрязнения, которые ведут к образованию разнохарактерных
Важно! Следите, чтобы в процессе обработки металла на его поверхность не попадали масло, окалина, влага. Это крайне нежелательно.
Выделяют два способа очистки, которые проводятся на этапе подготовки металла под сварку:
1. Механический. Очищая поверхность таким способом, используют специальные зачищающие машинки или наждачную бумагу. Если требуется достигнуть шероховатой поверхности, то металл поддают гидроабразивной обработке, посредством которой на поверхности создается микрорельеф, способствующий образованию еще более прочного шва в процессе сварочной работы.

2. Химический. Поверхность металла очищают, окунув его в специальный химический раствор.
Разметка металлических деталей
Начальный этап работы с материалом - подготовка поверхности металла под сварку. После этого приступают к разметке. Проводя наметку, на листе металла обрисовывают контуры деталей с пометками. Здесь показывают места сгибов, центры отверстий и другие тонкости будущих элементов конструкции. Справившись с такой работой, переходят к рубке или резке металла - этапу, на котором необходимо быть предельно внимательным и аккуратным. Даже малейшая погрешность может привести к браку готовых изделий.

Когда разметочные линии уже нанесены, работу продолжают с применением кернера - специальной машинки, которая делает небольшие углубления на поверхности листа. Так следы наметок сохранятся в процессе дальнейшей обработки материала.
Важно! Выполняя разметку деталей из нержавеющей стали, специалисты рекомендуют использовать кернер.
В результате проведения подготовки металла под сварку с выполнением слесарных операций определяется конфигурация будущих деталей конструкции. Проводя разметку или наметку, поверхность металлического листа предварительно грунтуют. "Какая разница между этими понятиями?" - спросите вы. Разметка имеет прямое отношение к индивидуальному производству, наметка - к промышленному изготовлению деталей. Чтобы произвести партию идентичных деталей, для разметки используют специально подготовленный шаблон, который изготовляют из фанеры или Процедура применения лекала при разметке получила название наметки.
Рубка или резка металлических листов перед сваркой
Производя подготовку и сборку металла под сварку, сначала снимают поверхностный слой металла - фаску. Для этого пользуются кромкострогательным станком или специальным газорезательным автоматом. Иногда рубку производят собственноручно, применяя зубило ручное или пневматическое.
Линии кромок, по которым будут рубить металл в дальнейшем, прокладывают при помощи никерного разметчика, они выглядят как две параллельные линии. По внутренней определяют верхнее ребро фаски, внешняя проходит в нижней части фаски. Если риски предварительно не наносились, то мастер использует при рубке линейку.
Чтобы при проведении процедуры не ошибиться, относитесь к работе с большим вниманием и следите за силой нажатия инструмента во время проведения линии.

Выполняя рубку фаски, края листов надежно закрепляют. Те из листов, которые не установлены на место, подвергают обрубке прямо на стеллаже или после размещения на полу, но даже в таком случае материал прочно зажимают, чтобы листы не двигались во время удара.
Тонкости резки металла
Эта механическая операция проводится в том случае, когда существует необходимость получить прямолинейный рез. В основном процедуру проводят с применением ножниц, если требуется получить прямолинейный разрез, а металлические листы не превышают 20 мм в толщину.

В условиях производства устанавливают специальную ферму - гильотинные ножницы с длиной ножей 1-3 м или пресс-ножи с лезвиями до 70 см в длину.
Листы толщиной меньше 6 мм по прямым или изогнутым линиям разрезают роликовыми ножницами посредством газокислородной или Такая методика разделения деталей приемлема для работы и с легированной сталью, и с цветными металлами. В отношении них можно использовать газофлюсовую резку, а холодная резка стержней, независимо от диаметра, производится при помощи круглых зубчатых или фрикционных пил.
Прихватка перед сваркой металла
Прихватка - последний из этапов, который подразумевает подготовка металла под сварку. Требования и особенности работы с металлическими изделиями требуют применения методики наиболее эффективного способа фиксации размещенных деталей по отношению друг к другу.
Сварочная прихватка - короткий
Особенности применения техники
Использование прихватки позволяет:
- избежать смещения свариваемых элементов конструкции при проведении сварочных работ;
- избежать уменьшения запора по отношению к другим деталям;
- добиться увеличения жесткости конструкции;
- снизить процент деформации деталей.
Предварительно собранные в единую конструкцию детали прихватывают точечной сваркой. Для этого используются стационарные аппараты для сварки и специальные зажимы. Применение прищепок позволяет достичь высокой точности при предварительной сборке системы, состоящей из нескольких элементов. Хорошо, что такой метод позволяет корректировать расстояние «между» или положение деталей перед подготовкой металла под сварку и сборкой конструкции. Проводят процедуру вручную или при помощи автоматизированных систем.

Важно! Ручная обработка основана на сделанных перед сборкой наметках, в местах которых в дальнейшем будут производиться прихватки.
От того, насколько правильно выполнены прихватки, зависит надежность и удобство в эксплуатации будущего изделия.
Требования, выдвигаемые к прихваткам
Качество прихваток зависит от нескольких факторов. Выполняя работы по металлу, обращайте внимание на такие детали:
- Электроды: их марка должна соответствовать марке материала, который используется для сварки деталей. Так, если в дальнейшем планируется проводить сварочные работы полуавтоматом с применением проволоки, то электроды должны ей соответствовать.
- Длина прихватки не должна превышать 20 мм. Ее толщина в идеале в 2 раза меньше, чем будущий сварочный шов.
- Следите за тем, как выполняется подготовка металла под сварку. Выбор режима ручной дуговой сварки в этом случае зависит от технических показателей конструкции. Сварной ток в этом процессе также имеет немаловажное значение. Его значение следует подбирать правильно, учитывая показатели силы и напряжения тока, использующегося в дальнейшей сварке конструкции. Для надежности ток выбирают на 20 % больше, чем тот, что будет использоваться в дальнейшем.
- Места установления прихваток прочно проваривают.
- Следите за местами размещения прихваток. Их следует делать не где попало, а в предполагаемых точках наибольшего напряжения конструкции после сборки, а также в местах возможной деформации.
- Ни в коем случае не располагайте прихватку в местах пересечения (перекрестках) сварных швов.
Некоторые правила выполнения прихваток
Производя работы при помощи автоматической сварки, прихватки располагают по отношению к первому проходу с противоположной стороны. Бывают случаи, когда в силу технических характеристик приходится расставлять их сбоку первого прохода. Проделывая такую операцию, важно соблюдать количество прихваток, чтобы не переусердствовать.
Перед тем как приступить к сварочным работам, обратите внимание на внешний вид выполненных на предыдущем этапе прихваток. Их тоже нужно подготовить к окончательной сварке: очистить от шлаков и застигших брызг металла, зачистить - сделать место прихватки гладким и практически ровным.

Работа с металлом - трудоемкий и энергозатратный процесс. Занимаясь работой, связанной с изготовлением стальных металлических конструкций, придется потрудиться. Для того чтобы достичь результативности в изготовлении металлических деталей, элементы конструкций необходимо не просто сварить, соединив в одно целое, но и предварительно подготовить, что вы уже и так поняли, прочитав статью.



