Jaká jsou místa pro svařování. Ppb při svařování a jiných pracích za tepla na objektech národního hospodářství
PŘEDPISY
požární bezpečnost při svařování a jiných pracích za tepla v objektech národního hospodářství
| SCHVÁLIT | SOUHLASENO |
| VEDOUCÍ GUPO MVD SSSR | GOSSORTEKHNADZOR SSSR č. 12-3/1070 24. listopadu 1971 |
| "29" XII-1972 | W C S P S č. 12-4/1080 18. října 1972 |
I. Obecná ustanovení
1.1. Tento řád stanoví základní protipožární požadavky, které jsou závazné pro provádění při svařování a jiných pracích za tepla ve všech objektech národního hospodářství bez ohledu na jejich resortní příslušnost.
1.2. Odpovědnost za zajištění protipožárních opatření při svařování a jiných pracích za tepla je svěřena vedoucím podniků, dílen, laboratoří, dílen, skladů, míst, zařízení, institucí a farem, v prostorách nebo na územích, na kterých budou práce za tepla prováděny. ven.
1.3. Vedoucí a inženýři a techničtí pracovníci podniků, dílen, instalací a dalších výrobních závodů jsou povinni provádět a sledovat přísné provádění těchto Pravidel podřízenými zaměstnanci. Zveřejněním těchto Pravidel přebírá „Pokyn o požárně bezpečnostních opatřeních při práci za tepla v průmyslových podnicích a jiných objektech národního hospodářství“, schválený UPO MOOP RSFSR dne 8. července 1963, jakož i obdobné pokyny a pravidla. vydané (schválené) pozbývají platnosti., orgány požární ochrany jiných svazových republik.
1.4. Na základě tohoto řádu mohou ministerstva a odbory, jakož i správci objektů, vydávat pokyny k požárně bezpečnostním opatřením při práci za tepla, a to ve vztahu k jednotlivé výrobě s přihlédnutím k jejím specifikům.
1.5. Místa pro svařování a jiné práce za tepla (spojené s ohřevem dílů na teploty, které mohou způsobit vznícení materiálů a konstrukcí) mohou být:
stálé, organizované v dílnách, dílnách nebo na otevřených prostranstvích speciálně vybavených pro tyto účely;
dočasné, když se práce za tepla provádějí přímo v budovách ve výstavbě nebo v provozu, obytných budovách a jiných stavbách na území podniků za účelem opravy zařízení nebo instalace stavební konstrukce.
1.6. Provádět svářečské a jiné práce za tepla, osoby, které tudy prošly v pravý čas ověřovací zkoušky ze znalostí požadavků požární bezpečnosti s vydáním zvláštního kuponu.
1.7. Stálá místa pro provádění horkých prací na otevřených prostranstvích a ve speciálních dílnách vybavených v souladu s těmito pravidly a bezpečnostními předpisy jsou stanovena příkazem vedoucího podniku (organizace).
1.8. Místa provizorního svařování a jiných horkých prací mohou být určena pouze s písemným souhlasem odpovědné osoby požární bezpečnost objekt (vedoucí instituce, dílny, laboratoře, dílny, skladu atd.). Formulář povolení je v příloze (Příloha č. 2).
Poznámky:
1. Provádění horkých prací bez získání písemného povolení může být povoleno na stavbách a v místech, která nejsou z hlediska požáru nebezpečná, pouze vysoce kvalifikovaným odborníkům, kteří jsou dobře obeznámeni s těmito Pravidly a mají zvládnutý program požárně-technického minima. . Seznam odborníků přijatých k samostatnému provádění horké práce bez získání písemného povolení oznamuje vedoucí zařízení.
2. Místa a postup provádění horkých prací s územními požárními útvary zpravidla nejsou dohodnuty.
3. Postup při vydávání povolení a kontrole dodržování požárně bezpečnostních opatření při práci za horka na objektech chráněných požárním útvarem Ministerstva vnitra stanoví Manuál o organizaci preventivních prací na těchto objektech.
1.9. Povolení k provádění dočasné (jednorázové) práce za tepla je dáno pouze na pracovní směnu. Při provádění stejných prací, pokud budou prováděny v několika směnách nebo dnech, není třeba opakovaného povolení správy podniku (dílny). V těchto případech pro každou další pracovní směnu po opětovném prozkoumání místa těchto prací správa potvrdí dříve vydané povolení, o kterém je v něm proveden odpovídající záznam. V případě havárií jsou svářečské práce prováděny pod dohledem vedoucího dílny (sekce) bez písemného povolení.
Aby byla zajištěna včasná kontrola provádění horkých prací, musí povolení k těmto pracím od správy zařízení nebo dílny obdržet hasičský sbor a tam, kde neexistují, Sbor dobrovolných hasičů (VFI) na předvečer dne jejich výroby.
Zahájit práce za tepla je povoleno až po jejich dohodě s hasičským záchranným sborem (DPD) a provedení opatření stanovených v povolení k práci s horkou vodou.
1.10. O víkendech a svátcích se povolení k dočasné horké práci vydává samostatně. Správa by měla organizovat kontrolu nad prováděním těchto prací.
1.11. Postup při organizování a provádění horkých prací v podnicích s nebezpečím požáru a výbuchu v chemickém, petrochemickém, plynárenském, ropném a metalurgickém průmyslu je určen zvláštními ustanoveními a pokyny vyvinutými a schválenými státem Gortekhnadzor a dohodnutými s orgány státního požáru. Dozor. Zároveň ve všech případech vydává povolení k právu provádět horkou práci v takových zařízeních pouze hlavní inženýr nebo osoba, která jej nahradí.
1.12. Místo práce za horka musí být vybaveno hasicím zařízením (hasicí přístroj nebo krabice s pískem, lopata a kbelík s vodou). Pokud je v bezprostřední blízkosti místa svařování vnitřní požární vodovodní potrubí, musí být na ventily napojeny tlakové hadice s kmeny. Všichni pracovníci zapojení do práce za horka musí být schopni používat primární hasicí zařízení.
1.13. V případě horkých prací v budovách, konstrukcích nebo jiných místech s výskytem hořlavých konstrukcí v blízkosti nebo pod místem těchto prací, musí být tato spolehlivě chráněna před ohněm kovovými zástěnami nebo zalévána vodou a musí být rovněž přijata opatření, aby se zabránilo jiskry z rozptylu a dopadu na hořlavé konstrukce, podkladové plošiny a podlahy.
1.14. Provádění horkých prací na trvalých a dočasných místech bez přijetí opatření k vyloučení možnosti požáru je přísně zakázáno.
1.15. Horké práce je možné zahájit až po splnění všech požadavků požární bezpečnosti (dostupnost hasicí techniky, úklid pracoviště od hořlavých hmot, ochrana hořlavých konstrukcí atd.). Po ukončení horkých prací je jejich vykonávající povinen pečlivě prozkoumat místo těchto prací, nalít vodu na hořlavé konstrukce a odstranit porušení, která by mohla vést k požáru.
1.16. Osoba odpovědná za provádění dočasných (jednorázových) prací za tepla je povinna poučit přímé vykonavatele těchto prací (elektrosvařečky, plynové svářečky, plynové řezačky, plynové řezačky, páječky apod.) o požárně bezpečnostních opatřeních, stanovit protipožární opatření příprava staveniště, zařízení a komunikací v souladu s požadavky požární bezpečnosti.
Po dobu přinášení těchto prací musí odpovědná osoba zavést kontrolu nad dodržováním protipožárních opatření a bezpečnostních opatření vykonávajícím horké práce.
1.17. „Vedoucí zařízení nebo jiný úředník odpovědný za požární bezpečnost prostor (území, instalace apod.) musí zajistit kontrolu místa provizorních horkých prací do 3-5 hodin po jejich ukončení.
1.18. V místech s nebezpečím výbuchu by se svařování, řezání plynem, řezání benzínem a pájení mělo provádět pouze po důkladném vyčištění výbušných a požárně nebezpečných produktů, čištění zařízení a prostor, úplném odstranění výbušných prachů a látek, hořlavých a hořlavých kapaliny a jejich páry. Místnost musí být nepřetržitě větrána a je třeba zajistit důkladnou kontrolu stavu vzdušného prostředí prováděním expresních analýz pomocí analyzátorů plynů k tomuto účelu.
Při zvažování problematiky provádění horkých prací v prostorách s nebezpečím požáru a výbuchu by měl vedoucí podniku usilovat o to, aby v těchto prostorách byly prováděny pouze práce, které nelze provádět na místech. trvalé svařování, nebo v místnostech, které nejsou z hlediska požáru nebezpečné.
1.19. Před svařováním nádob (oddílů lodí, nádrží, nádrží apod.), ve kterých bylo kapalné palivo, hořlavé a hořlavé kapaliny, plyny apod., je nutné je vyčistit, omýt horkou vodou s louhem sodným, spařit, vysušit a větrání s následným laboratorním rozborem vzdušného prostředí. Ve všech případech musí být u kontejneru ztlumena veškerá komunikace, což by mělo být zaznamenáno v deníku vedoucích směny nebo ve speciálním deníku pro instalaci a odstranění zástrček na komunikaci. Svařování musí být prováděno s otevřenými průlezy, poklopy, zátkami a také s aktivní přenosnou ventilací.
1.20. Dočasná místa pro provádění horkých prací a místa pro instalaci svařovacích agregátů, plynových lahví a nádrží s hořlavou kapalinou musí být v okruhu nejméně 5 m zbavena hořlavých materiálů.
1.21. Při svařování, řezání benzínem, řezání plynem a pájení je zakázáno:
a) zahájit práci s vadným zařízením;
b) svařovat, řezat nebo pájet čerstvě natřené konstrukce a výrobky až do úplného zaschnutí nátěru;
c) při práci za horka používat oděv a rukavice se stopami olejů a tuků, benzínu, petroleje a jiných hořlavých kapalin;
d) ukládat oděvy, hořlavé kapaliny a jiné snadno hořlavé předměty nebo materiály ve svařovacích kabinách;
e) umožnit práci žákům a pracovníkům, kteří nesložili zkoušky ze svařování a práce s plamenem a bez znalosti pravidel požární bezpečnosti;
e) umožnit kontakt elektrických vodičů s lahvemi se stlačenými, zkapalněnými a rozpuštěnými plyny;
g) provádět svařování, řezání, pájení nebo zahřívání otevřeným ohněm zařízení a komunikací naplněných hořlavými a toxickými látkami, jakož i nehořlavými kapalinami, plyny, párami a vzduchem pod tlakem nebo pod elektrickým napětím.
1.22. Osoby vykonávající horkou práci jsou v případě požáru nebo požáru povinny okamžitě přivolat hasiče (FPD) a provést opatření k likvidaci požáru nebo požáru dostupnou hasicí technikou.
1.23. Osoba odpovědná za provádění horkých prací je povinna zkontrolovat dostupnost hasicích zařízení na pracovišti a po ukončení práce provést kontrolu pracoviště, podkladních plošin a podlah a zajistit provedení opatření k vyloučení možnosti vzniku požáru.
1.24. horká práce by měl okamžitě zastavit na první žádost zástupce Státního požárního dozoru, Gosgortekhnadzor, technickou kontrolu odborové rady, profesionální nebo resortní požární ochrany, vedoucího sboru dobrovolných hasičů, požární a strážní ochrany.
II. Plynové svářečské práce
2.1. Provoz stacionárních vyvíječů acetylenu je povolen pouze po jejich schválení technickým inspektorem odborové rady.
Povolení k provozu přenosných generátorů acetylenu bude vydávat správa podniků a organizací, které mají tyto generátory na starosti.
2.2. Přenosné generátory acetylenu pro provoz by měly být instalovány na otevřených prostranstvích. Dočasná práce je povolena v dobře větraných prostorách.
Acetylenové generátory musí být oplocené a umístěny ne blíže než 10 m od míst konání svářečské práce, z otevřeného ohně a velmi horkých předmětů, z míst, kde je vzduch nasáván kompresory a ventilátory.
Při instalaci generátoru acetylenu jsou vyvěšeny nápisy: „VSTUP NENÍ ZAKÁZÁN – NEBEZPEČÍ POŽÁRU“, „NEKUŘIT“, „NEPREJÍT S OHNĚM“.
2.3. Svářeč (řezačka, pájka) v procesu plamenného zpracování kovů se musí řídit těmito Pravidly, Bezpečnostními a průmyslovými sanitačními pravidly při výrobě acetylenu, kyslíku a plynového plamene kovů, Bezpečnostními pravidly v plynárenství, Pravidly bezpečnosti a průmyslové hygieny při výrobě acetylenu, kyslíku a plynového plamene. stavebního řádu a bezpečný provoz nádoby pracující pod tlakem a návod k obsluze zařízení.
2.4. Oprava plynových komunikací pomocí svařovacího zařízení je přípustná pouze pro stávající potrubí zemní plyn umístěné mimo budovy a území venkovních instalací, v souladu s Bezpečnostními pravidly v plynárenském průmyslu a zvláštními pokyny dohodnutými s místními úřady Gosgortekhnadzor.
2.5. Kontrola kontaminace plynu v oblasti havárie by měla být provedena pomocí analyzátorů plynu a místa úniku plynu z potrubí by měla být určena pomocí mýdlové emulze. Používání zdrojů otevřeného ohně pro tyto účely, jakož i současné svařování, izolace a čištění příkopu v místě deformace plynových komunikací je zakázáno.
2.6. Na konci práce musí být karbid vápníku v přenosném generátoru zcela dokončen. Vápenný kal odstraněný z generátorů je nutné vyložit do nádob k tomu uzpůsobených a odvést do kalové jímky nebo speciálního bunkru.
Otevřené odkaliště musí být oploceny zábradlím a uzavřené odkaliště musí mít protipožární stropy a být vybaveny odsávacím větráním a poklopy pro odkalování.
Kouření a používání zdrojů otevřeného ohně v okruhu menším než 10 metrů od míst skladování kalů je zakázáno, o čemž musí být vyvěšena příslušná oznámení.
2.7. Upevnění hadic přívodu plynu na připojovacích vsuvkách zařízení, hořáků, řezáků, reduktorů musí být spolehlivé. K tomuto účelu je třeba použít speciální svorky.
Místo svorek je dovoleno upevnit hadice alespoň na dvou místech po délce vsuvky měkkým žíhaným (pletacím) drátem.
Na vsuvky vodních zámků musí být hadice pevně nasazeny, ale ne upevněny.
2.8. Skladování a přeprava lahví s plyny se provádí pouze s bezpečnostními uzávěry našroubovanými na jejich hrdla. Při přepravě lahví se vyvarujte otřesů a otřesů.
Válce jsou dodávány na místo svařování na speciálních vozících, nosítkách, saních. Nošení lahví na ramenou a pažích je zakázáno.
2.9. Lahve s plynem musí být při skladování, přepravě a provozu chráněny před slunečním zářením a jinými zdroji tepla.
Nádrže instalované v interiéru musí být vzdáleny minimálně 1 m od radiátorů a jiných topných zařízení a kamen a minimálně 5 m od zdrojů tepla s otevřeným ohněm.
Vzdálenost od hořáků (vodorovně) k instalacím s obtokovou rampou (skupinou) musí být nejméně 10 m a k jednotlivým lahvím s kyslíkem a hořlavými plyny - nejméně 5 m.
Skladování kyslíkových lahví a lahví s hořlavými plyny, jakož i karbidu vápníku, barev, olejů a tuků ve stejné místnosti je zakázáno.
2.10. Ve svářečské dílně, pokud není více než 10 svařovacích stanovišť, je povoleno mít pro každé stanoviště jednu náhradní láhev s kyslíkem a hořlavým plynem. Náhradní lahve musí být buď chráněny ocelovými štíty, nebo uloženy ve speciálních přílohách dílny. Pokud je v dílně více než 10 svařovacích stanic, mělo by být zajištěno centralizované zásobování plynem.
2.11. S prázdnými lahvemi na kyslík a hořlavý plyn se musí zacházet stejně jako s naplněnými lahvemi.
2.12. V místech, kde se skladují a otevírají sudy s karbidem vápníku, je zakázáno kouření, používání otevřeného ohně a používání nástrojů, které mohou při nárazu vytvářet jiskry. Otevírání sudů s karbidem vápníku se provádí mosazným dlátem a kladivem. Uzavřené sudy se otevírají speciálním nožem. Místo řezu na víku je předem namazáno silnou vrstvou tuku.
2.13. Otevřené sudy s karbidem vápníku by měly být chráněny vodotěsnými víky s ohnutými okraji, které těsně obepínají buben. Výška strany víka musí být minimálně 50 mm.
2.14. V prostorách acetylenových provozů, kde není mezisklad karbidu vápníku, je povoleno současně skladovat nejvýše 200 kg karbidu vápníku a z tohoto množství nesmí být otevřen více než jeden sud.
Karbid vápníku by měl být skladován v suchých, dobře větraných prostorách.
Sudy s karbidem vápníku lze skladovat ve skladech horizontálně i vertikálně.
V mechanizovaných skladech je povoleno skladovat sudy s karbidem vápníku ve třech vrstvách pro vertikální skladování a při absenci mechanizace - ne více než tři vrstvy pro horizontální skladování a ne více než dvě vrstvy pro vertikální skladování. Mezi vrstvy bubnů by měly být položeny desky o tloušťce 40-50 mm.
Šířka průchodů mezi naskládanými sudy s tvrdokovem musí být minimálně 1,5 m.
2.15. Je zakázáno umísťovat sklady pro skladování karbidu vápníku v suterénech a na nízko zatopených místech.
2.16. Při provádění prací na svařování a řezání plynem je zakázáno:
a) zahřívejte zamrzlé vyvíječe acetylenu, potrubí, ventily, převodovky a další části svářecích zařízení otevřeným ohněm nebo horkými předměty a také použijte nástroj, který může při nárazu vytvářet jiskry;
b) umožnit kontakt kyslíkových lahví, reduktorů a dalších svářecí zařízení s různými oleji, stejně jako naolejované oblečení a hadry;
c) kouřit a používat otevřený oheň ve vzdálenosti menší než 10 m od lahví s hořlavým plynem a kyslíkem, generátorů acetylenu a kalových jímek;
d) pracovat z jednoho vodního uzávěru pro dva svářeče, nakládat karbid vápníku nadrozměrného granulátu nebo jej zatlačovat do nálevky aparatury pomocí železných tyčí a drátu, pracovat na karbidovém prachu;
e) naplňte karbid vápníku do mokrých nakládacích košů nebo za přítomnosti vody ve sběrači plynu naplňte koše karbidem na více než polovinu jejich objemu, když jsou generátory „voda na karbid“ v provozu;
c) proplachujte hadici od hořlavých plynů kyslíkem a kyslíkovou hadici hořlavými plyny, jakož i výměnné hadice za provozu používejte hadice, jejichž délka přesahuje 30 m. instalační práce je povoleno použití hadic o délce do 40 m. Použití hadic delších než 40 m je povoleno ve výjimečných případech se souhlasem vedoucího práce a bezpečnostního technika;
g) kroutit, kroutit nebo svírat hadice přívodu plynu;
h) přesunout generátor, pokud je ve sběrači plynu acetylen;
i) nucený provoz generátorů acetylenu záměrným zvýšením tlaku plynu v nich nebo zvýšením jednorázového zatížení karbidu vápníku.
2.17. Je zakázáno používat měděné nástroje pro otevírání sudů s karbidem vápníku, stejně jako měď jako pájku pro pájení acetylenových zařízení a na jiných místech, kde je možný kontakt s acetylenem.
III. Elektrické svářečské práce
3.1. Elektrické svářečské práce v budovách by měly být prováděny ve speciálně určených větraných místnostech.
3.2. Místo pro provádění svářečských prací v hořlavých prostorách musí být oploceno pevnou přepážkou z ohnivzdorného materiálu a výška příčky musí být minimálně 2,5 m a mezera mezi příčkou a podlahou by neměla přesáhnout 5 cm.
3.3. Podlahy v místnostech, kde se provádějí svářečské práce, musí být vyrobeny z nehořlavých materiálů. Je povoleno instalovat dřevěné koncové podlahy na nehořlavou základnu v místnostech, kde se provádí svařování bez předehřívání dílů.
3.4. Zařízení pro elektrické svařování musí splňovat požadavky příslušných paragrafů Pravidel pro zřízení elektroinstalace, Pravidel pro technický provoz elektroinstalace spotřebitele a Bezpečnostních pravidel pro provoz elektroinstalace spotřebitele s doplňky, které jsou uvedeny v tato Pravidla.
3.5. Elektrická svářecí zařízení musí mít technickou dokumentaci vysvětlující účel jednotek, zařízení, přístrojů a elektrických obvodů.
3.6. Instalace pro ruční svařování musí být vybavena nožovým spínačem nebo "stykačem" (pro připojení svařovacího zdroje do sítě rozvodny), pojistkou (v primárním okruhu) a ukazatelem hodnoty svařovacího proudu (ampérmetr nebo stupnice na regulátoru proudu) .
3.7. Jednostanicové svařovací motorgenerátory a transformátory jsou jištěny pojistkami pouze ze strany sítě. Instalace pojistek v obvodu svařovacího proudu není nutná.
3.8. Mechanicky pevné hadicové kabely se musí používat na dočasných svařovacích místech pro operace elektrického svařování spojené s častými pohyby svařovacích zařízení.
3.9. Použití šňůr všech značek pro připojení svařovacího zdroje do sítě distribučních dílen není povoleno. Jako přívodní vodiče lze výjimečně použít vodiče značek PR, PRG, pokud je jejich izolace zesílena a chráněna před mechanickým poškozením.
3.10. Pro přívod proudu do elektrody by měly být použity izolované ohebné vodiče (například značky PRGD) a ochranná hadice pro střední pracovní podmínky. Při použití méně ohebných vodičů by měly být připojeny k držáku elektrody prostřednictvím prodloužení ohebného hadicového vodiče nebo kabelu o délce alespoň 3 metry.
3.11. K zamezení požáru elektrických vodičů a svářecích zařízení je třeba provést správnou volbu průřezu vodiče podle hodnoty proudu, izolaci vodiče podle hodnoty provozního napětí a pojistkové vložky elektrických pojistek na maximální přípustný jmenovitý proud.
3.12. Je zakázáno pokládat holé nebo špatně izolované vodiče, stejně jako používat domácí elektrické pojistky a vodiče, které neposkytují průchod svařovacího proudu požadované hodnoty.
3.1.3. Spojení jádra svařovací dráty musí být provedeno lisováním, svařováním, pájením, speciálními svorkami. Připojení elektrických vodičů k držáku elektrody, svařovanému obrobku a svařovacímu stroji se provádí pomocí měděných kabelových ok upevněných šrouby a podložkami.
3.14. Vodiče připojené ke svařovacím strojům, rozvaděčům a dalším zařízením, jakož i k místům svářečských prací, musí být spolehlivě izolovány a případně chráněny před vysokými teplotami, mechanickým poškozením a chemickými vlivy.
Kabely (elektroinstalace) elektrických svařovacích strojů musí být umístěny ve vzdálenosti minimálně 0,5 m od potrubí kyslíku a minimálně 1 m od potrubí acetylenu a jiných hořlavých plynů.V některých případech je dovoleno uvedené vzdálenosti snížit na polovinu, za předpokladu, že plynovod je uzavřen v ochranném kovovém potrubí .
3.15. Ocelové pneumatiky libovolného profilu, svařovací plechy, regály a vlastní svařovaná konstrukce mohou sloužit jako zpětný vodič spojující svařovaný svařovaný kus se zdrojem svařovacího proudu za předpokladu, že jejich průřez zajišťuje bezpečný průtok svařovacího proudu za podmínek ohřevu.
Vzájemné propojení jednotlivých prvků použitých jako zpětný vodič musí být provedeno velmi pečlivě (pomocí šroubů, svorek nebo svorek).
3.16. Použití jako zpětný vodič vnitřních železničních tratí, zemnících nebo uzemňovacích sítí a také kovové konstrukce budovy, komunikace a technologické vybavení zakázáno. Svařování musí být provedeno dvěma dráty.
3.17. Při provádění elektrických svařovacích prací v prostorách a konstrukcích s nebezpečím požáru se zpětný drát z obrobku, který má být svařován, ke zdroji proudu provádí pouze izolovaným drátem a z hlediska kvality izolace by neměl být horší než rovný drát připojený k držáku elektrody.
3.18. Držáky elektrod pro ruční svařování musí mít minimální hmotnost a konstrukci, která zajistí spolehlivé upnutí a rychlou výměnu elektrod a zároveň vyloučí možnost zkratu jejího těla ke svařovanému obrobku při dočasných přerušeních práce nebo při náhodně spadne na kovové předměty. Rukojeť držáku elektrody musí být vyrobena z nehořlavého dielektrického a tepelně izolačního materiálu.
3.19. Elektrody používané při svařování musí odpovídat GOST a být tovární výroby a také musí odpovídat jmenovité hodnotě svařovacího proudu.
Při výměně elektrod během procesu svařování by měly být jejich zbytky (konce) vhozeny do speciální kovové krabice instalované na místě svařování.
3.20. Elektrická svařovací instalace musí být po celou dobu provozu uzemněna. Kromě uzemnění hlavního elektrického svařovacího zařízení ve svařovacích instalacích je nutné přímo uzemnit tu svorku sekundárního vinutí svařovacího transformátoru, ke které je připojen vodič vedoucí k výrobku (zpětný vodič).
3.21. Svařovací generátory a transformátory, jakož i veškerá pomocná zařízení a přístroje k nim, instalované na volném prostranství, musí být v uzavřeném nebo chráněném provedení s izolací proti vlhkosti a instalovány pod přístřešky z nehořlavých materiálů.
3.22. Čištění jednotky a startovacího zařízení se provádí denně po ukončení práce. Oprava svařovacího zařízení musí být prováděna v souladu se stanovenými pravidly pro výrobu plánovaných preventivních oprav.
3.23. Teplota ohřevu jednotlivých částí svařovací jednotky (transformátory, ložiska, kartáče, kontakty sekundárního okruhu atd.) by neměla překročit 75 °.
3.24. Izolační odpor částí svařovacího obvodu vedoucích proud musí být alespoň 0,5 megaohmu. Izolaci je nutné kontrolovat alespoň jednou za 3 měsíce (s automatické svařování pod vrstvou tavidla - 1krát za měsíc) a musí odolat napětí 2 kV po dobu 5 minut.
3.25. Oblouková energie v zařízeních pro atomové vodíkové svařování musí být napájena ze samostatného transformátoru. Přímé napájení oblouku jakýmkoliv typem regulátoru proudu z distribuční sítě není povoleno.
3.26. Při svařování atomárním vodíkem musí být hořák opatřen zařízením pro automatické odpojení napětí a zastavení dodávky vodíku v případě přetržení ceny.
Nenechávejte hořáky bez dozoru, když hoří oblouk.
3.27. Vzdálenost od bodových, švových a projekčních svařovacích strojů, jakož i od strojů pro svařování na tupo k umístění hořlavých materiálů a konstrukcí by měla být nejméně 4 m při svařování dílů o průřezu do 50 metrů čtverečních. mm a ze strojů pro svařování na tupo dílů o průřezu větším než 50 m2. mm - ne méně než 6 m.
IV. Práce za tepla na kapalné palivo
a) Řezání kovů
4.1. Při benzíno-petrolejových řezacích pracích je pracoviště organizováno stejně jako u elektrické svářečské práce. Zvláštní pozornost je třeba věnovat nepřípustnosti rozlití a správnému skladování hořlavých a hořlavých kapalin, dodržování režimu řezání a péči o palivovou nádrž.
4.2. Skladování zásoby paliva v místě řezání benzinu je povoleno v množství nepřesahujícím požadavek na výměnu. Palivo by mělo být skladováno v provozuschopném nerozbitném těsně uzavřeném speciálním kontejneru ve vzdálenosti minimálně 10 m od místa horké práce.
4.3. Pro řezání benzínem a petrolejem by se mělo používat palivo bez cizích nečistot a voda. Není dovoleno plnit nádrž palivem více než do 3/4 jejího objemu.
4.4. Palivová nádrž musí být v dobrém stavu a utěsněná. Na nádrži je nutné mít manometr a také pojistný ventil, který nedovolí zvýšit tlak v nádrži o více než 5 atm. Nádrže, které nebyly testovány vodou do tlaku 10 atm, které mají únik hořlavé kapaliny nebo vadné čerpadlo, NENÍ POVOLENO k provozu.
4.5. Před zahájením benzinových řezacích prací je nutné pečlivě zkontrolovat provozuschopnost všech armatur benzin-petrolejového dřezu, těsnost spojení hadic na vsuvkách, provozuschopnost závitu v převlečné matici a hlavách.
4.6. Je zakázáno ohřívat výparník hořáku zapalováním hořlavé kapaliny nalévané na pracovišti.
4.7. Nádrž s palivem musí být umístěna nejblíže 5 m od kyslíkových lahví a od zdroje otevřeného ohně a nejblíže 3 m od pracoviště řezačky. V tomto případě musí být nádrž umístěna tak, aby na ni během provozu nedopadaly plameny a jiskry.
4.8. Při řezání benzínem a petrolejem je zakázáno:
a) řezat při tlaku vzduchu v palivové nádrži, který převyšuje pracovní tlak kyslíku v řezačce;
b) přehřejte výparník hořáku na třešňovou barvu a také zavěste hořák svisle během provozu, hlavu vzhůru;
c) sevřít, zkroutit nebo zlomit hadice přivádějící kyslík a palivo do řezačky;
d) použijte kyslíkové hadice k přívodu benzínu nebo petroleje do řezačky.
b) Pájecí práce
4.9. Pracoviště při provádění pájecích prací musí být očištěn od hořlavých materiálů a hořlavé konstrukce umístěné ve vzdálenosti menší než 5 metrů musí být spolehlivě chráněny před ohněm kovovými clonami nebo zalévány vodou.
4.10. Foukače musí být udržovány v dobrém provozním stavu a minimálně jednou měsíčně zkontrolovány na pevnost a těsnost, přičemž se zaznamenají výsledky a datum kontroly a speciální deník. Kromě toho by měly být minimálně jednou ročně prováděny kontrolní hydraulické tlakové zkoušky.
4.11 Každá svítilna musí mít pas uvádějící výsledky tovární hydraulické zkoušky a přípustný provozní tlak. Lampy jsou dodávány s odpruženými pojistnými ventily nastavenými na předem stanovený tlak a svítilny s objemem od 3 litrů - s manometry.
4.12. Foukače by se měly plnit palivem a zapalovat na místech k tomu speciálně určených. Při doplňování paliva se vyvarujte rozlití paliva a používání otevřeného ohně.
4.13. Aby se zabránilo úniku plamene z hořáku, palivo doplňované do lampy nesmí obsahovat cizí látky a vodu.
4.14. Abyste předešli výbuchu hořáku, NE:
a) používat jako palivo pro petrolejové lampy benzín nebo směs benzínu a petroleje;
b) zvýšit tlak v zásobníku lampy při čerpání vzduchu nad povolený pracovní tlak podle pasu;
c) naplňte lampu petrolejem více než 3/4 objemu její nádrže;
d) ohřívejte hořák kapalinou z lampy čerpané čerpadlem;
e) když lampa svítí nebo ještě nevychladla, odšroubujte vzduchový šroub a plnicí zátku;
c) lampu rozeberte a opravte, stejně jako ji vyprázdněte nebo doplňte palivo v blízkosti otevřeného ohně, přičemž umožněte kouření.
4.15. V budovách s hořlavými konstrukcemi nebo povrchovými úpravami je PŘÍSNĚ ZAKÁZÁNO používat foukače pro ohřev zamrzlé vody, kanalizačního a parovodního topného potrubí.
V. Vaření bitumenu a pryskyřic
5.1. Kotle na tavení bitumenu a pryskyřic musí být instalovány na speciálně k tomu určených místech, minimálně 50 m od nově budovaných budov, hořlavých budov a stavebních materiálů Je zakázáno instalovat kotle v půdních prostorách a na nátěry (s výjimkou protipožárních nátěrů) .
5.2. Každý kotel musí být vybaven těsným ohnivzdorným krytem na ochranu před atmosférickými srážkami a k uhašení hořlavé hmoty v kotli, jakož i zařízením, které zabraňuje vniknutí bitumenu do spalovací komory při varu.
5.3. Aby se zabránilo nalití tmelu do topeniště a jeho zapálení, musí být kotel instalován pod úhlem tak, aby jeho okraj umístěný nad topeništěm byl o 5-6 cm výše než protilehlý. Spalovací otvor kotle musí být opatřen sklopným hledím z nehořlavého materiálu.
5.4. Po dokončení prací je třeba topeniště kotlů uhasit a naplnit vodou.
5.5. Pro účely hašení musí být místa na vaření bitumenu opatřena suchými pískovišti o objemu 0,5 m3. m, lopaty a pěnové hasicí přístroje.
5.6. Při provozu mobilních kotlů na zkapalněný plyn plynové lahve v množství nejvýše dva by měly být umístěny v kovových odvětrávaných skříních instalovaných ve vzdálenosti nejméně 20 m od provozovaných kotlů.
Tyto skříně musí být vždy uzamčeny.
Skladování náhradních plynových lahví by mělo být prováděno v místnostech, které splňují požadavky na požární bezpečnost.
Přihláška č. 1
v požárním inženýrství ke kvalifikaci
číslo certifikátu ____
(Platí pouze v případě, že máte osvědčení o kvalifikaci)
Tov. _________________________________________________
(příjmení, jméno a patronymie)
Absolvoval zkoušky v rámci programu požárně-technického minima a znalost požadavků požární bezpečnosti při svařování a jiných pracích za tepla na objektech národního hospodářství.
Platnost kuponu je jeden rok od data vystavení.
Zástupce správy __________________________________________________
______
(název objektu)
"_____" __________19
Zástupce orgánu (části) HZS
"_____" __________19
Voucher prodloužen do ________________19
Zástupce správy nemovitostí
Zástupce orgánu (části) HZS
"_____" __________19
Poznámka k porušení pravidel požární bezpečnosti při práci za horka ________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
(podpis osoby, která kontrolovala dodržování pravidel požární bezpečnosti)
Přihláška č. 2
POVOLENÍ
pro horkou práci
| "_____" __________19 | prodejna __________________________ |
Vydáno soudruhovi ___________________________________ tím, že smí vyrábět _______________
(uveďte konkrétně jaké horké práce a místo jejich realizace)
__________________________________
po provedení následujících opatření k zajištění požární bezpečnosti práce: _________________
____________________________________________________________________________________________
____________________________________________________________________________________________
____________________________________________________________________________________________
Povolení je platné od „___“ hodiny.
(podpis)
Povolení prodlouženo z „___“ hodiny.
„_____“ __________19 až „___“ hodina. "_____" __________19
Hlavní inženýr (vedoucí dílny) __________________________________
(podpis)
Výroba _______________________________________________
(uveďte, jaký druh práce)
Odsouhlaseno za následujících podmínek další požadavky požární bezpečnost:
____________________________________________________________________________________________
____________________________________________________________________________________________
____________________________________________________________________________________________
____________________________________________________________________________________________
____________________________________________________________________________________________
____________________________________________________________________________________________
Dohoda prodloužena:
Instruktáž o opatřeních požární bezpečnosti a jejich provádění
činnosti navržené v povolení obdržel _______________________________
(podpis osoby provádějící práci)
Kapitola 22
22.1. Všichni pracovníci jsou povinni důsledně kontrolovat proces a provádět organizační a technická opatření při svařování plynem, elektrickém svařování, pájecí práce, jakož i zahřívání bitumenu a pryskyřic, provádění vulkanizace a dalších požárně nebezpečných prací souvisejících s nejnebezpečnějšími požáry technologických postupů. Svařování a jiné práce za tepla prováděné v energetických podnicích průmyslu musí být prováděny v souladu s "Pokynem o opatřeních požární bezpečnosti při práci za tepla v energetických zařízeních".
22.2. Všechna místa pro svařování a jiné hořlavé práce spojené s používáním otevřeného ohně a ohřevem dílů na teplotu vznícení materiálů a konstrukcí se dělí na:
22.2.1. Do stálých míst horké práce, která jsou organizována v prostorách dílen, dílen, volných ploch atd. vyhrazených pro tyto účely.
22.2.2. Na dočasná místa práce za tepla, která jsou organizována přímo v areálu a na zařízení, pokud není možné díly odvézt na stálá místa práce za tepla.
22.3. Stálá místa pro výrobu svářečských a jiných prací za tepla musí plně vyhovovat požadavkům „Pokynu o požárně bezpečnostních opatřeních při práci za tepla na energetických zařízeních“.
Hořlavé práce na stálých místech by měly být prováděny bez vydávání zvláštních povolení.
22.4. Svářečské a jiné práce za tepla jsou povoleny pro personál, který byl předepsaným způsobem proškolen a prověřil si znalost oddílových pokynů o požární bezpečnosti při práci za tepla, jakož i aktuálních pravidel a dalších regulačních dokumentů oboru v souladu s požadavky na odborné školení personálu provádějícího tyto práce.
22.5. Při výkonu svářečských a jiných pracích za tepla musí mít personál u sebe osvědčení elektroenergetiky a požární bezpečnostní lístek, jakož i příkaz k oprávnění vykonávat brigády na konkrétním místě.
22.6. Při provádění svařování a jiných pracích za tepla ve výškách (z lešení, lešení, kolébek) je třeba přijmout opatření k omezení šíření a pádu roztavených kovových částic na hořlavé konstrukce, zařízení a materiály.
V nutných případech, zejména v místech, kde jsou hořlavé materiály a průchod osob, by měly být spodní značky oploceny a umístěny pozorovatelé, stejně jako zákazové a indikační značky.
22.7. Při výrobě dočasných prací za tepla v budovách, konstrukcích a zařízeních musí být pracoviště vybavena primárním hasicím zařízením. Pokud je v bezprostřední blízkosti požární hydrant, pak by se k němu měla připevnit požární hadice s barelem a na místo horké práce položit vedení.
22.8. Ve výbušných prostorách by se hořlavé práce měly provádět pouze tehdy, pokud je nelze provádět v místech stálého svařování nebo v prostorách, které nejsou nebezpečné z hlediska požáru.
22.9.1. Pokud nejsou provedena protipožární opatření, nejsou připraveny hasicí prostředky a nevydává se příkaz a povolení k dočasnému provedení těchto prací.
22.9.2. Pokud je hardware vadný.
22.9.3. Pokud jsou na zařízení a v blízkosti stavebních konstrukcí čerstvě natřené plochy (méně než 20 m) nebo se provádějí natěračské práce.
22.9.4. Učni svářeče nebo svářeče plynů v nepřítomnosti k nim připojeného kvalifikovaného pracovníka, jakož i další pracovníci, kteří neprošli školením, prověřili znalost pravidel (technický provoz, bezpečnost, požární bezpečnost) a nemají právo provádět horkou práci.
22.9.5. V pracovním oděvu a rukavicích nasáklých hořlavými kapalinami nebo tmelem.
22.9.6. Jsou-li svařovací dráty holé, se špatnou izolací nebo neizolované ve spojích, a také pokud jejich průřez nezajišťuje průtok přípustného jmenovitého svařovacího proudu.
22.9.7. Pokud se při křížení potrubí svařovacím elektrickým kabelem, zejména s hořlavými plyny a kapalinami, v těchto místech neprovádí dodatečná izolace nebo vzduchový závěs těchto kabelů.
22.10. Při haváriích musí být dočasné svářečské a jiné požárně nebezpečné práce prováděny pod přímým dohledem vedoucího dílny (sekce) nebo na jeho pokyn jiného odpovědného inženýrsko-technického pracovníka této dílny (sekce).
V tomto případě není nutný pracovní příkaz, ale musí být provedena veškerá protipožární opatření k zamezení vzniku požáru a dozor musí provádět dohlížející odpovědná osoba.
22.11. Po skončení pracovní směny by měly být všechny plynové lahve, pájecí a řezací zařízení používající hořlavé kapaliny odvezeny z areálu do jejich stálých skladů a elektrické svářečky by měly být odpojeny od sítě. Na dobu přestávek (na oběd apod.) musí být vypnuty plynové láhve, zařízení pro elektrické svařování, pájení a řezání materiálů, hadice musí být zbaveny hořlavých kapalin a plynů.
22.12. Je zakázáno instalovat plynové lahve a jiná zařízení pro svařování a řezání plynem přímo ve výbušných prostorách, kontejnerech a kabelových konstrukcích.
22.13. Nevystavujte plynové lahve dlouhodobému vystavení přímému slunečnímu záření nebo teplu z jiných zdrojů sálavého tepla.
22.14. Je zakázáno používat otevřený oheň k ohřevu zamrzlých potrubí, nádrží a jiných podobných zařízení uvnitř budov a staveb, jakož i mimo tyto budovy a stavby umístěné blíže než 3 m od hořlavých konstrukcí nebo požárně nebezpečných zařízení.
22.15. V budovách z kovových lehkých konstrukcí s hořlavou polymerní izolací je zakázáno provádět na těchto konstrukcích elektrické svařování a jiné hořlavé práce.
22.16. Je zakázáno provádět elektrické a plynové svařování na panelech kovových lehkých konstrukcí s hořlavou polymerní izolací pro odstranění nebo upevnění těchto panelů, vytvoření otvorů pro zapuštěné části a další zařízení.
22.17. Při nedodržení stanovených požadavků požární bezpečnosti při práci za tepla lze přijmout tato opatření:
22.17.1. Poznámka k přestupkům spáchaným personálem v požární bezpečnostní jízdence.
22.17.2. Odebrání určeného kuponu a oblečení od personálu v případě hrubých porušení.
22.17.3. Uvalení disciplinární, hmotné a správní odpovědnosti stanovené zákonem, pokud jednáním nebo nečinností zaměstnance vznikla škoda na zařízení, materiálu a prostorách.
22.17.4. Přivedení k trestní odpovědnosti, pokud jednáním nebo nečinností zaměstnance došlo k poškození zařízení, budov, staveb a poškození zdraví a bezpečnosti lidí, jakož i k náhradě škody podniku.
22.18. Upozornění na porušení a odebrání protipožárního kupónu svářečům nebo zakázka na výrobu svářečských a jiných prací za tepla znamená jejich okamžité a úplné zastavení. Obnovení těchto prací je povoleno po odstranění zjištěných nedostatků, stejně jako vydání nového povolení a vydání objednávky.
Následující osoby mají právo označit porušení a zabavit kupón nebo objednávku:
22.18.1. Provozní inženýr nebo inženýr (inspektor) pro požární bezpečnost zařízení.
22.18.2. Vedoucí směny oddělení nebo podniku.
22.18.3. Vedení zařízení nebo dílny, hlavní technický vedoucí nebo jeho zástupci.
22.18.4. Zaměstnanci Státního požárního dozoru nebo objektové požární ochrany Ministerstva vnitra Ruské federace.
22.18.5. Inspektor odboru požární ochrany.
22.18.6. Pracovníci odboru Generálního inspektorátu provozu elektráren a sítí a regionálních podniků Energotechnadzoru.
22.18.7. Inženýr pro požární bezpečnost elektrizační soustavy a vyššího výkonného úřadu odboru energetiky a elektrifikace.
22.19. Odebraný protipožární lístek nebo příkaz je předán k opatření hlavnímu technickému vedoucímu nebo vedoucímu příslušné dílny s poznámkou kontrolující osoby o příčinách porušení a vlastnoručním podpisem.
22.20. Každý energetický podnik by měl vyvinout specifická opatření pro organizaci přístupu k horké práci a kontrolu nad jejich prováděním jak pracovníky podniku a dodavateli, tak pracovníky hasičského sboru Ministerstva vnitra Ruské federace.
22.21. Vedoucí podniků, dílen, jednotlivých dílen, laboratoří, skladů a dalších zařízení jsou osobně odpovědni za důsledné provádění organizačních a technických opatření k zajištění dodržování požadavků požární bezpečnosti při provádění svářečských a jiných požárně nebezpečných prací v příslušných prostorách bez ohledu na pracovníci které organizace je provádějí .
Svařovací místa se dělí na trvalá a dočasná. Stálá (stacionární) místa jsou určena pro práce, které se provádějí ve speciálně vybavených dílnách, dílnách apod. Nainstalujte svářečka v dobře větraném prostoru chráněném proti povětrnostním vlivům o ploše alespoň 3 m². Nejlepší je, když je podlaha betonová a stěny místnosti by neměly odrážet odlesky při svařování, které mohou být nebezpečné pro oči. V ideálním případě by pracoviště svářeče mělo být umístěno ve speciální kabině, jejíž přibližné uspořádání je na obr. 1. Obr.
Takové pracoviště může být vybaveno pro svařování drobných předmětů. Rám kabiny může být vyroben z kovu a stěny mohou být vyrobeny z různých ohnivzdorných materiálů. Dveře kabiny jsou uzavřeny plátěným závěsem zavěšeným na kroužcích. Svařovací zdroj, kovový stůl s roštem a digestoří, židle se zvedacím šroubovým sedákem, stojany na svařovací drát, elektrody a další potřebné nástroje a materiály. Pokud se svařování provádí v prostředí ochranný plyn, pak musí být místo pro válce. Správná organizace pracoviště je klíčem ke kvalitnímu svařování a vysoké produktivitě práce. Svářečské práce na stálých svařovacích stanicích provádějte pouze s funkčním větráním (obr. 2) . V procesu práce by měly být použity mobilní odsávače vzduchu.
Dočasné svářečské práce se používají pro práce, které se provádějí přímo na zařízení nebo instalacích, které nelze přesunout do svařovací stanice. Taková místa by měla být ohrazena ohnivzdornými clonami, štíty a opatřena primárním hasicím zařízením a hasicími přístroji. Typ, kapacita a počet hasicích přístrojů se určuje v závislosti na jejich výkonu, oblasti provozu, třídě místnosti atd. Kromě hasicího přístroje je pracoviště svářeče vybaveno boxem s pískem, kbelíkem a dalším hasicím zařízením.
Svařovací stanice je doplněna o zdroj proudu, držáky elektrod, svařovací dráty požadované délky, příchytky na vodivý drát, svářečský štít s ochrannými světelnými filtry.
V případě potřeby lze pracoviště vybavit drobnou mechanizací, která usnadní nejen svařování, ale i nakládání a vykládání.
V žádném případě nesmíme zapomenout na požární ochranu, vždyť svařování ano požárně nebezpečné práce. Nezaplňujte pracoviště nepotřebnými věcmi a vybavením, protože to bude nejen překážet v práci, ale bude to také nebezpečné.
Při provádění svářečských prací v podmínkách instalace na volném prostranství musí být pracoviště svářeče a zařízení chráněno před atmosférickými vlivy. K těmto účelům se používají stany, přístřešky nebo přenosné markýzy apod.
Použití svařovacího zařízení na montážních místech vytváří řadu potíží při jeho skladování. Pokaždé po dokončení práce musíte zařízení přesunout na místo uložení. Nejlepší je, když je svařovací stroj umístěn uvnitř a na pracoviště jsou taženy pouze svařovací kabely. Pokud to není možné, pak je nejlepší nainstalovat svařovací stroj na mobilní vozík, který výrazně usnadní jeho přepravu.
Pracovní nástroj svářeče musí být dokončen s ohledem na specifika práce. Neexistuje žádný přesný seznam nástrojů, bez kterých to nejde. Každá elektro svářečka musí mít ochranný štít nebo masku, rukavice, kladivo, dláto nebo křížový mixér na odrážení strusky a ocelový kartáč. Svářečka pracující s nekonzumovatelná elektroda, musí mít sadu nabroušenou wolframové elektrody, sada klíčů, kleští nebo drátů. Na stacionárním pracovišti je nástroj uložen ve speciálním boxu a pro práci na montážním místě musí mít svářeč speciální tašku určenou k uložení nástroje. To může být jedna z přenosných krabic na nářadí, které vyrábí mnoho společností. Správně zvolený a servisovatelný nástroj šetří čas a přispívá k produktivní práci.
Pracoviště svářeče pro plamenné zpracování kovů
Pracoviště svářeče, určeného pro zpracování kovů plamenem, se poněkud liší od pracoviště elektrosvářeče. Místo zdroje svařovacího oblouku se používá generátor acetylenu nebo vhodná lahev na plyn. Místo držáku elektrody se používá plynová řezačka nebo hořák. Dodržovat opatření požární bezpečnost pracoviště musí mít nádobu s vodou a pískem. Místo ochranného štítu svářeč používá brýle. Pracoviště svářeče je vybaveno tak, že mezi acetylenovým aparátem a otevřeným plamenem plynový hořák byla vzdálenost minimálně 5 m. Nejlépe je, když je acetylenový přístroj umístěn venku pod dobře větraným přístřeškem. Pokud je potřeba instalovat acetylenové zařízení v místnosti, pak by měla být zajištěna účinná ventilace. Místnost by měla být prostorná a vybavení by mělo být umístěno tak, aby uličky byly volné.
Příprava svářečky k práci
Před montáží svářečky je nutné propláchnout ventily (zejména při použití nových válců). Chcete-li to provést, odstraňte ochranné uzávěry z lahví (kyslík a acetylen) a v určité vzdálenosti od výstupu nasaďte horní klíč na hlavu ventilu a pomalu jím otočte asi o čtvrt otáčky (obr. 1). . Poté, co z ventilu unikne proud plynu, se ventil láhve uzavře. Proplachování se provádí postupně, nejprve kyslíkovou lahví a poté acetylenovou.
Po propláchnutí jsou na ventily válců instalovány redukční převody. Pořadí montáže zařízení pro úpravu plamenem je znázorněno na Obr. 2, 3, 4. Za tímto účelem poté, co se ujistíte, že seřizovací šroub redukce je zašroubován až na doraz, nainstalujte spojovací trubku redukce k výstupu ventilu a utáhněte matici nejprve rukou a poté - dokud zastaví se klíčem (obr. 2). Nemělo by se zapomínat, že otáčení matice na acetylenovém reduktoru se provádí proti směru hodinových ručiček a na kyslíkovém reduktoru - ve směru hodinových ručiček.
Poté jsou svařovací manžety propláchnuty a připojeny (obr. 3). Objímka s červeným vnějším opletem (nebo červenými kroužky) je připevněna k acetylenové láhvi a objímka s černým (modrým) opletem je připevněna k láhvi s kyslíkem. Stejně jako redukce mají acetylenové a kyslíkové hadice různé závity. Nové hadice se musí vyfoukat, protože mastek uvnitř hadice ucpe trysku hořáku. K tomu jsou konce obou objímek, které ještě nejsou připevněny k hořáku, nasměrovány od sebe, pomalu otevírejte ventil acetylenové láhve a seřizovací šroub převodovky, dokud manometr neukáže tlak přibližně 0,6 baru.
Po propláchnutí se seřizovací šroub a ventil láhve uzavřou. Přesně stejným způsobem se proplachuje kyslíková hadice. Poté se připojí hořák a zvolí se číslo náustku potřebné pro tento typ svařování (obr. 4). Při připojování hořáku je důležité nezaměnit místo instalace acetylenové a kyslíkové hadice.
Před instalací na hořák je náustek zkontrolován a v případě potřeby očištěn od nečistot. K čištění náustku existují speciální čističe s různými průměry. Někdy se čištění náustku provádí drátem. Chcete-li to provést, vyberte drát, jehož průměr je o něco menší než průměr otvoru náustku, a opatrně jej zasuňte v přímé linii, aby nedošlo k poškození otvoru náustku. Po sestavení plynového svařovacího zařízení se ujistěte, že nedochází k únikům. Chcete-li to provést, otočte ventily acetylenu a kyslíku hořáku ve směru hodinových ručiček a ustupte stranou a otevřete kyslíkový ventil válce o půl otáčky.
Poté otáčejte seřizovacím šroubem převodovky, dokud manometr neukáže tlak 1,3 baru. Poté se acetylenový redukční ventil otevře o čtvrt otáčky a otočením seřizovacího šroubu se nastaví tlak 0,3 bar. Uzavřete oba ventily válců a sledujte údaje na manometrech. Pokud se hodnoty tlakoměrů (acetylenu nebo kyslíku) změní, pak jsou v systému netěsnosti, které by měly být odstraněny. Zkontrolujte netěsnosti ve spojích pomocí mýdlové pěny. Absence netěsností naznačuje, že zařízení je připraveno k provozu. Pro usnadnění přepravy plynového svařovacího stroje na pracoviště a zpět je lepší jej nainstalovat na mobilní vozík, který je znázorněn na obr. 5.
Rýže. 5. Uspořádání mobilního vozíku
Organizace a provádění svářečských prací musí odpovídat GOST 12.0.003-74 „Nebezpečné a škodlivé výrobní faktory. Klasifikace.“, GOST 12.1.004-91 „Požární bezpečnost. Obecné požadavky» GOST 12.1.010-76 Bezpečnost proti výbuchu. Všeobecné požadavky“, GOST 12.3.002-75 „Výrobní procesy. Všeobecné bezpečnostní požadavky“ GOST 12.3.036-84 „Ošetření kovů plamenem. Bezpečnostní požadavky“, Hygienická pravidla pro svařování, navařování a řezání kovů a Pravidla bezpečnosti práce pro elektrické svářečské práce.
Svařování a řezání kovů plynem může být provázeno řadou škodlivých a nebezpečných výrobních faktorů (zvýšená teplota vzduchu pracovního prostoru, materiálů, zařízení, výbušnost směsí plynu se vzduchem, zvýšený jas světla, svařovací aerosoly, jiskry, rozstřiky a emise roztaveného kovu atd.)
Svářečské práce mohou vykonávat osoby mladší 18 let, které prošly zvláštním školením a mají osvědčení o oprávnění vykonávat svářečské práce.
Svářečské práce by měly být prováděny až po vystavení objednávky - přijetí. Místa provizorních svářečských prací jsou určena písemným povolením osoby odpovědné za požární bezpečnost objektu (vedoucí dílny, pracoviště apod.), se zajištěním hasicího zařízení a oplocení nehořlavými clonami. nebo štíty.
Při svařování venku by měly být nad svařovacími stanicemi vybudovány přístřešky z nehořlavých materiálů. Při absenci přístřešků by měly být svářečské práce za deště nebo sněžení zastaveny.
Je zakázáno:
Provádět svářečské práce na nádobách a přístrojích pod tlakem;
Svařování nebo řezání provádějte v místnostech, kde se nacházejí hořlavé, hořlavé kapaliny a materiály;
- zapalte plyn v hořáku dotykem horké části,
Skladujte karbid vápníku v místnosti, kde je instalován generátor acetylenu, v množství převyšujícím požadavek na směnu.
K otevření sudů s karbidem vápníku je nutné použít nástroj, který vyloučí vznik jiskry při dopadu.
Na konci práce nebo během krátkých přestávek v práci lze jednorázové hořáky umístit pouze na speciální stojany. Při přehřátí hořáku se po uzavření ventilů acetylenu a kyslíku ochladí ve studené vodě. Nedovolte, aby se olej dostal na hadice a hořák. Před zahájením práce s vyvíječem acetylenu a také během posunů trnu by měla být zkontrolována a v případě potřeby doplněna provozuschopnost vodního uzávěru a hladina vody v něm. Při práci s generátorem acetylenu je zakázáno:
Položení dodatečné hmotnosti na zvon;
Vložte karbid vápníku s menší zrnitostí do nakládacích boxů vyvíječe plynu, než je uvedeno v pasu vyvíječe plynu;
Kouření, přiblížení se s otevřeným ohněm nebo jeho používání v blízkosti generátoru plynu;
Připojte acetylenové hadice měděnou trubkou;
Práce pro dva svářeče z jednoho vodního zámku;
Vypusťte kal do kanalizace nebo jej rozsypejte po území.
Přenosné vyvíječe acetylenu pro provoz by měly být instalovány na otevřených prostranstvích. Dočasná práce je povolena v dobře větraných prostorách. Zamrzlé vyvíječe acetylenu a potrubí smějí být ohřívány pouze horkou vodou.
Hadice musí splňovat požadavky a být používány v souladu s jejich účelem. K přívodu acetylenu nepoužívejte kyslíkové hadice a naopak. Při připojování hadic k hořáku je třeba je nejprve propláchnout pracovními plyny. Délka hadic musí být od 10 do 20 m. Hadice musí být chráněny před vnějším poškozením, vysoké teploty, jiskry a plameny. Hadice nezkrucujte, nezplošťujte ani nezalamujte. Uchycení hadic ke spojovacím vsuvkám musí být bezpečné. K tomuto účelu je třeba použít speciální svorky. Na každé hadici nejsou povoleny více než dva spoje pomocí vsuvek.
Na stacionární svařovací stanici by měly být lahve s acetylenem, propan-butanem nebo kyslíkem skladovány odděleně nebo v kovové skříni s přepážkou a podlahou, která vylučuje jiskření při nárazu. Skříň musí být umístěna mimo svařovnu nebo uvnitř ve vzdálenosti minimálně 5 m od svařovací post, přičemž skříň musí mít odsávání. Při použití jiných hořlavých plynů místo acetylenu musí být stanoveny předpisy bezpečné použitíúdaje o hořlavých plynech.
Vzdálenost od plynových lahví ke kamnům a jiným zdrojům tepla s ohněm musí být minimálně 5 m.
Pokud je zjištěn únik plynu, je třeba okamžitě zastavit práci, opravit únik a místnost vyvětrat.
Oprava plynového zařízení v podniku by měla být prováděna uvnitř, poté, co byla propláchnuta dusíkem nebo vzduchem. Opravy plynových zařízení smí provádět pouze oprávněné osoby. Hořáky a hořáky by měly být po opravě testovány na plynotěsnost a poté na spalování, které by nemělo praskat a foukat.
Testování hustoty plynovodů by mělo být prováděno nejméně jednou za 3 měsíce s vypracováním zákona.
Technická kontrola a zkouška všech reduktory plynu musí být prováděny jednou za 3 měsíce a u řezaček a hořáků - jednou měsíčně osobou odpovědnou za dobrý stav a provoz svařovacího zařízení. Odpovědná osoba je jmenována příkazem podniku. Výsledky kontroly a testování se zaznamenávají do deníku.
Zemní plynovody a lahve musí být natřeny:
Acetylen - bílý;
Kyslík - v modré barvě.
Všechny rozvody plynu musí být uzemněny. Je zakázáno:
Používejte redukce a tlakové láhve s kyslíkem, na jejichž armaturách se nacházejí alespoň stopy oleje, stejně jako zaolejované hadice;
Použití pro reduktory přívodu kyslíku, hadice dříve používané pro práci s jinými plyny;
Používejte vadné, neutěsněné nebo prošlé tlakoměry na převodovkách;
Při proplachování ventilu láhve buďte naproti armatuře;
Vyrobit svařování plynem a řezání ve vzdálenosti menší než 10 m od generátoru acetylenu a méně než 5 m od lahví s kyslíkem, acetylenem nebo zkapalněným plynem;
provádět jakoukoli práci s otevřeným ohněm ve vzdálenosti menší než 3 m od potrubí acetylenu a méně než 1,5 m od potrubí pro kyslík;
Odstraňte uzávěr z láhve naplněné acetylenem nebo jiným hořlavým plynem pomocí nástroje, který může způsobit jiskru. Pokud se uzávěr neodklopí, je třeba válec vrátit do závodu (dílny) - plnička;
Noste balónky na rukou; přeprava lahví je povolena
pouze na speciálních vozících se spolehlivým upevněním válců;
Opravy hořáků, řezaček a další svařovací techniky
osoby, které k tomu nemají povolení;
K utěsnění převodovky použijte jakákoli těsnění, kromě vláknitých;
Opravte plynové zařízení a utáhněte spojovací šrouby,
pod tlakem;
Lahve naplněné plynem umístěte do vzdálenosti menší než 1 m od topných zařízení a parovodů;
Uchopte odříznutý kus kovu rukama.
Připojení a odpojení od sítě elektrosvařovacích zařízení
musí provádět pouze elektrikář. Před připojením elektrosvařovací jednotky k síti je nutné ji nejprve uzemnit a při odpojování naopak nejprve jednotku odpojit od sítě a teprve poté odstranit uzemnění. Délka vodičů od sítě ke svařovacímu stroji nesmí přesáhnout 10 m.
Svěrák elektrické svářečky nainstalovaný na uzemněném kovovém stole musí mít samostatné uzemnění.
Konstrukce a technický stav držáku elektrod musí zajistit spolehlivé upevnění a bezpečnou výměnu elektrod. Rukojeť držáku elektrody musí být vyrobena z dielektrického ohnivzdorného materiálu a musí mít ochranný štít.
Spojení svařovacích drátů by mělo být provedeno pájením, svařováním nebo pomocí objímek se šroubovými svorkami. Spoje musí být bezpečně izolovány, objímky se svorkami musí být uzavřeny v bloku nerozbitného izolační materiál a hlavy upínacích šroubů jsou zapuštěny do těla bloku. Připojení vodičů k držáku elektrody a výrobku musí být provedeno mechanickými svorkami nebo svařováním. V svařovací proud více než 800 A, musí být vodič s proudem připojen k držáku elektrody a obejít jeho rukojeť.
Na pracovištích by měla být zařízení (stativy apod.) pro položení držáků elektrod na ně při krátké přestávce v práci.
Kov v místech určených ke svařování musí být suchý, zbavený nečistot, oleje, okují, rzi a barvy. Tavidlo se ze švu svařeného strojem odstraňuje pouze čerpadlem tavidla a svarový šev se čistí od strusky kovovými kartáči. Svářeč musí při čištění nosit ochranné brýle.
Je zakázáno:
Provádět opravy elektrosvařovacích zařízení pod
napětí;
Práce jako pomocný dělník při elektrickém svařování bez ochranných brýlí;
Po dokončení práce nebo v případě dočasné nepřítomnosti elektrosvářečky na pracovišti ponechte elektrosvařovací zařízení zapnuté;
Skladovat hořlavé a hořlavé kapaliny, materiály v místech svařování;
Jako zpětný vodič použijte trubky, kolejnice a podobné náhodné kovové předměty;
Nainstalujte svařovací transformátor na horní části plynu;
Použijte vodiče s poškozenou izolací;
Připojte elektrické vodiče kroucením.
Svařovací práce na stacionárních stanovištích by měly být prováděny se zapnutým místním odsáváním.
Elektrický svářecí stroj se smí přemisťovat až po jeho odpojení od sítě. Montáž (demontáž) dílu na svářečku by měla být provedena až po odstranění pnutí.
Pro ochranu před postříkáním kovem a kapalinou je na stroji instalován odnímatelný nebo otevírací kryt. Je zakázáno pracovat bez pláště nebo s otevřeným pláštěm.
Při provádění svářečských prací v místech nepřístupných přímo ze země by se měly používat žebříky - žebříky nebo lešení.
pracoviště nazývá se ta část pracovního prostoru, kde je umístěno výrobní zařízení, se kterým člověk v pracovním prostředí komunikuje.
Svařovací místa se dělí na trvalá a dočasná. Stálá (stacionární) místa jsou určena pro práce, které se provádějí ve speciálně vybavených dílnách, dílnách apod. Instalujte svářečku v prostředí odolném proti povětrnostním vlivům, svařovací stůl, manipulátor, digestoř atd. v dobře větraném prostoru minimálně 3 m2. Nejlepší je, když je podlaha betonová a stěny místnosti by neměly odrážet odlesky při svařování, které mohou být nebezpečné pro oči.
Obr.14 Uspořádání svařovací kabiny:
1 - napájení oblouku; 2 - uzemnění; 3 - startér napájení; 4 a 5 - přímé a zpětné vodivé dráty; 6 - tabulka; 7 - ventilace; 8 - kobereček; 9 - elektrody; 10 - štít; 11 – držák elektrody; 12 - židle;
13 - odpadkový box; 14 - dveře

Obr.15. Pracoviště svářeče
Průchody mezi vícepolohovými svařovacími jednotkami a mezi automatickými svařovacími jednotkami musí být nejméně 1,5 m; průchody mezi jednostanicovými svařovacími transformátory nebo mezi svařovacími generátory, stejně jako průchody na každé straně stojanu nebo stolu pro provádění ručního svařování - minimálně 1 m. Vzdálenost mezi stacionární svařovací jednotkou a stěnou nebo sloupem by měla být min. 0,5 m a vzdálenost mezi stěnou nebo sloupem a svářečka- nejméně 1 m. Průchody mezi bodovými a švovými (válcovými) svařovacími stroji s pracovišti proti sobě musí být nejméně 2 m a mezi svařovacími stroji na tupo - nejméně 3 m. od sebe, šířka průchodů by měla být nejméně 1 m, a pokud jsou umístěny přední a zadní stranou k sobě - nejméně 1,5 m.
Na každé stacionární pracoviště při plazmovém a plynoplazmovém zpracování kovů by mělo být přiděleno > 4 m 2 a při práci v kabině > 3 m 2.
Zóny s nebezpečnými výrobními faktory musí být oploceny, bezpečnostní značky jsou navrženy v souladu s GOST 12.4.026-76*.
V závislosti na rozměrech svařovaných výrobků a charakteru výroby může být pracoviště svářeče umístěno buď ve speciální kabině, nebo v dílně či přímo na montáži. Rozměry kabiny musí být minimálně 2x2 m 2 .

Obr.16. Kontaktní svařovací kabiny.
Stěny kabiny jsou vysoké 1,8-2 m. Pro lepší ventilaci je mezi podlahou a spodní hranou stěny ponechána vůle 150-200 mm. Jako materiál pro stěny kabiny lze použít tenké železo, stejně jako překližku, plachtu, směs zpomalující hoření nebo jiné materiály zpomalující hoření. Rám kabiny je vyroben z kovové trubky nebo úhelník. Dveře kabiny jsou obvykle uzavřeny plátěným závěsem namontovaným na kroužcích. Překližka a plachta by měly být impregnovány ohnivzdornou kompozicí, jako je roztok kamence draselného.
Podlaha v kabině musí být vyrobena z ohnivzdorného materiálu (cihla, beton, cement), protiskluzová a protiskluzová a musí mít nízkou tepelnou vodivost.
Stěny jsou natřeny světle šedou barvou s barvami, které dobře pohlcují ultrafialové paprsky (zinková nebo titanová bílá, žlutá koruna). Lakování svařoven a kabin tmavými barvami se nedoporučuje, protože to zhoršuje celkové osvětlení místa svařování.
Kombinované osvětlení by mělo být zajištěno pro práci s vysokou a nejvyšší přesností (třída I-III), zejména při svařování a pájení materiálů o tloušťce 0,06 ... 0,5 mm, při detekci vad svarové švy a další podobná díla.
Pro osvětlovací dílny je nutné zpravidla používat světelné zdroje s plynovou výbojkou: DRL, DRI lampy; pro osvětlení vysokých dílen (až 4 m) velké plochy - zářivky. Žárovky jsou povoleny.
Osvětlení kabiny by mělo být alespoň 80-100 l.
V průmyslových prostorách svařovacích a montážních a svařoven by měly být parametry mikroklimatu měřeny v souladu s GOST 12.1.005-88 (místnosti s mírným přebytkem citelného tepla, mírná práce kategorií IIa a IIb).
V chladném období roku jsou přípustné parametry mikroklimatu pro práce IIa a IIb stejné: teplota vzduchu 17 ... 23 a 15 ... 21 0 С, relativní vlhkost< 75%, скорость движения воздуха < 0,3 и 0,4 м/с.
Kabina je vybavena místním větráním s výměnou vzduchu 40 m3/h pro každého pracovníka. Sání ventilace musí být umístěno tak, aby plyny uvolňované při svařování procházely kolem svářeče.
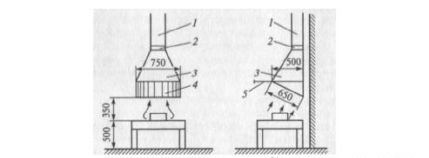
obr. 17. Odsávací kryt: 1- vzduchové potrubí; 2-brána; 3-přívod vzduchu; 4- lisovaná mřížka; 5- hledí.
Při svařování v uzavřených objemech je vzduch odsáván do sacího potrubí dílenského výfukového systému. Pod maskou svářeče je možné přivádět vzduch, rovných 110 ... 140 l / min.

Obr.18. Přívody vzduchu zabudované do svařovacích hořáků pro mechanizované svařování v CO 2 . a, b - prstencové symetrické, respektive asymetrické; V-kónický perforovaný; d- kužel-štěrbina; ----- - odsávací aerosol; - - - - - ochranný plyn.
Při organizaci svářečských prací je důležité správné umístění zařízení. Vícestanicové jednotky a instalace, skládající se z několika svařovacích jednotek, jsou umístěny v samostatné místnosti nebo na ploše všeobecné výrobní místnosti, oplocené pevnými přepážkami o výšce minimálně 1,7 m. Za provozu svařování měniče vytvářejí hluk, který má škodlivý účinek na lidský nervový systém, což způsobuje snížení pozornosti a snížení výkonu. Z tohoto důvodu musí být všechny svařovací konvertory izolovány v dílenské místnosti nebo vyvezeny z výrobní místnosti, ze všech stran oplocené a chráněné před atmosférickými srážkami.
U stacionárních vícestaničových svařovacích zařízení jsou svařovací stanice připojeny k elektrické svařovací jednotce přes společný štít, na kterém by měly být umístěny potřebné měřicí přístroje, ochranné prostředky, signální světla, jističe a svorky pro připojení svařovacích stanic. V případě jednostanicového svařování musí být zajištěny jednotlivé štíty vybavené voltmetrem a signální kontrolkou indikující svářeči přítomnost nebo nepřítomnost napětí ve svařovacím obvodu.
Průchody mezi vícepolohovými svařovacími jednotkami a mezi automatickými svařovacími jednotkami musí být nejméně 1,5 m; průchody mezi jednostanicovými svařovacími transformátory nebo mezi svařovacími generátory, stejně jako průchody na každé straně stojanu nebo stolu pro provádění ručního svařování - minimálně 1 m. Vzdálenost mezi stacionární svařovací jednotkou a stěnou nebo sloupem by měla být min. 0,5 m, a vzdálenost mezi stěnou nebo sloupem a svařovacím strojem - minimálně 1 m. Průchody mezi bodovými a švovými (válcovými) svařovacími stroji s pracovišti proti sobě musí být minimálně 2 m, a mezi svařovacími stroji na tupo - při. nejméně 3 m od výše uvedených strojů zadními stranami k sobě, šířka uliček by měla být alespoň 1 m, a pokud jsou přední a zadní strany umístěny u sebe - alespoň 1,5 m.



