تقنية اللحام بالغاز. طرق اللحام بالغاز
§ 49. تقنية اللحام بالغاز
اللحام الأيسر والأيمن.عند اللحام على اليسار (الشكل 68 ، أ) تتحرك الشعلة من اليمين إلى اليسار ، مع اللحام الأيمن (الشكل 68 ، ب) - من اليسار الى اليمين. في الحالة الأولى ، يكون سلك الحشو أمام لهب الموقد ، وفي الحالة الثانية ، خلفه. بالطريقة اليسرى ، يتم توجيه اللهب إلى الجزء غير الملحوم من التماس ؛ لمزيد من التسخين المنتظم للحواف وخلط أفضل لمعدن حوض اللحام ، يتم إجراء حركات متعرجة للطرف والأسلاك.
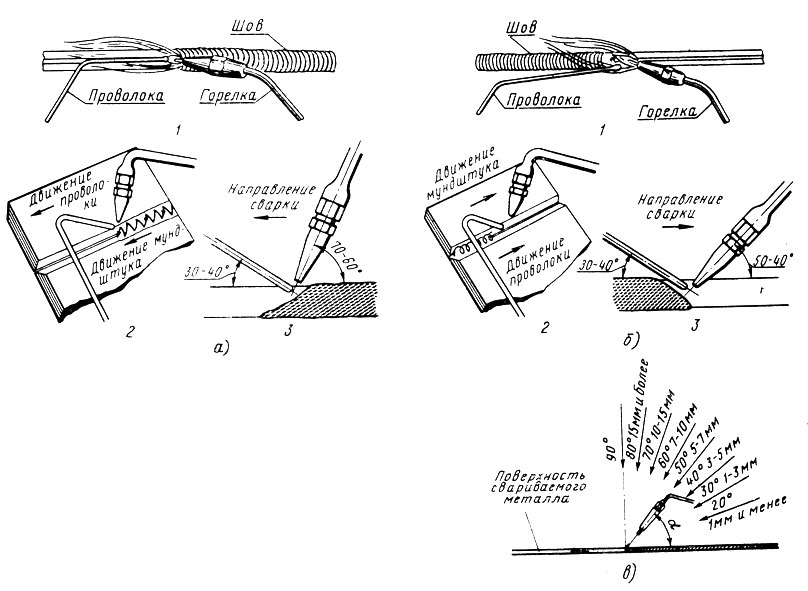
يوفر اللحام الأيسر ارتفاعًا وعرضًا أكثر اتساقًا للخط في وصلة ملحومةأعلى إنتاجية وأقل تكلفة عند لحام صفائح يصل سمكها إلى 5 مم. وذلك لأن اللهب يسخن المعدن الأساسي ليتم لحامه. بالإضافة إلى ذلك ، يعد اللحام الأيسر أسهل في الأداء ولا يتطلب من عامل اللحام اكتساب مهارات رائعة.
يستخدم اللحام الأيسر أيضًا للمعادن منخفضة الانصهار. بالنسبة للحام الصلب بالطريقة اليسرى ، يتم ضبط قوة اللهب على 100-120 dm 3 أسيتيلين / ساعة لكل 1 مم من سمك المعدن الذي يتم لحامه. يمكن أن تحدث زيادة في السرعة أثناء اللحام الأيسر مقارنة باللحام الأيمن فقط طالما أن امتصاص الحرارة بواسطة المنتج (الخسائر) ضئيل ، وهذا ممكن فقط عند لحام صفائح رقيقة.
بسماكة صفيحة تزيد عن 5 مم ، يكون اللحام الأيسر أقل سرعة من اللحام الأيمن. مع اللحام الأيمن ، يكون التسخين في حوض اللحام أكثر كثافة ، ويتم إدخال المزيد من الحرارة في حوض اللحام ، ويمكن تقريب قلب اللهب من سطح البركة. بالإضافة إلى ذلك ، يسخن اللهب المعدن المترسب بالفعل ، ويمتد هذا التسخين إلى مسافة صغيرة من حوض اللحام ، وبالتالي تحدث المعالجة الحرارية لمعدن اللحام والمنطقة المتأثرة بالحرارة.
لا يتم عادةً إجراء الحركات التذبذبية للقطعة الفموية بالطريقة الصحيحة ، ويتم إجراء الحركات الحلزونية باستخدام سلك حشو ، ولكن بسعة أصغر من اللحام الأيسر.
يتم ضبط طاقة الشعلة لصلب اللحام عند 120-150 dm 3 أسيتيلين / ساعة لكل 1 مم من سمك المعدن الذي يتم لحامه.
موضع الشعلة وسلك الحشو في اللحام بالغاز.يتم توجيه شعلة الموقد إلى معدن المنتج بحيث تكون حواف الأجزاء المراد لحامها في منطقة تصغير اللهب على مسافة 2-6 مم من نهاية القلب. من المستحيل لمس نهاية قلب المعدن للمنتج وقضيب الحشو. سيؤدي ذلك إلى كربنة معدن الحمام وتعزيز ظهور الفلاش باك.
يمكن ضبط معدل تسخين المعدن أثناء اللحام بالغاز عن طريق إمالة قطعة الفم للشعلة فيما يتعلق بالسطح المعدني. مع زيادة سمك المعدن ، تزداد زاوية ميل قطعة الفم للموقد إلى الزيادات الرأسية (الشكل 68 ، في).
عادة ما تكون زاوية ميل سلك الحشو على السطح المعدني 30-40 درجة ويمكن تغييرها بواسطة اللحام اعتمادًا على موضع اللحام في الفضاء وعدد طبقات اللحام متعدد الطبقات والظروف الأخرى.
كقاعدة عامة ، يجب أن تكون نهاية سلك الحشو دائمًا في حوض اللحام ، محمية من الهواء المحيط بواسطة غازات منطقة تقليل اللهب. لا ينصح باستخدام ما يسمى بعملية اللحام بالتنقيط لتشكيل خط التماس ، عندما يتم خفض السلك بشكل دوري في حوض اللحام ، بسبب خطر أكسدة السلك المعدني في وقت فصله عن حوض اللحام.
في الممارسة العملية ، هناك طريقتان يدويتان للغاز: اليمين واليسار.
الطريق الأيسر اللحام بالغاز تسمى هذه الطريقة التي يتم فيها اللحام من اليمين إلى اليسار ، ويتم توجيه لهب اللحام إلى المعدن الذي لا يزال غير ملحوم ، ويتم تحريك الحشو أمام اللهب. الطريقة اليسرى هي الأكثر شيوعًا وتستخدم عند لحام المعادن الرقيقة والقابلة للانصهار. باستخدام طريقة اللحام اليسرى ، يتم تسخين حواف المعدن الأساسي ، مما يضمن خلطًا جيدًا لحوض اللحام. بهذه الطريقة ، يمكن رؤية اللحام الذي يتم لحامه بوضوح مظهر خارجيالتماس أفضل من الطريقة الصحيحة.
لحام الغاز بالطريقة الصحيحةتسمى هذه الطريقة عند إجراء اللحام من اليسار إلى اليمين ، ويتم توجيه لهب اللحام إلى القسم الملحوم من التماس ، ويتم نقل سلك الحشو بعد الموقد. تُحدث قطعة الفم الخاصة بالموقد بالطريقة الصحيحة اهتزازات عرضية طفيفة. نظرًا لأنه بالطريقة الصحيحة يتم توجيه اللهب إلى خط اللحام ، يتم توفيره أفضل حمايةتجمع اللحام من الأكسجين والنيتروجين في الهواء والتبريد البطيء لمعدن اللحام في عملية التبلور. التماس بالطريقة الصحيحة أعلى من التماس مع اليسار. تبدد حرارة اللهب أقل من الطريقة اليسرى. لذلك ، مع طريقة اللحام الصحيحة ، لا يتم عمل خط اللحام بزاوية 90 درجة ، ولكن 60-70 درجة ، مما يقلل من كمية المعدن المترسب وتزييف المنتج.
أ - يسار ، ب - يمين
الشكل 1 - طرق اللحام بالغاز
الطريق الصحيح اقتصادي أكثر من اليسار، إنتاجية اللحام بالطريقة الصحيحة أعلى بنسبة 20-25٪ ، واستهلاك الغاز أقل بنسبة 15-20٪ من تلك الموجودة على اليسار. يُنصح باستخدام الطريقة الصحيحة عند لحام الأجزاء التي يزيد سمكها عن. 5 مم وعند لحام المعادن ذات الموصلية الحرارية العالية. عند لحام معدن يصل سمكه إلى 3 مم ، تكون الطريقة اليسرى أكثر إنتاجية.
يتم اختيار قوة شعلة اللحام للصلب بالطريقة الصحيحة من حساب الأسيتيلين 120-150 dm 3 / h ، ومع اليسار - 100-130 dm 3 / h لكل 1 مم من سمك المعدن الملحوم.
يتم تحديد قطر الحشو اعتمادًا على سمك المعدن المراد لحامه وطريقة اللحام. باستخدام طريقة اللحام اليسرى ، يكون قطر سلك الحشو d = S / 2 + 1 mm ، ومع d-S / 2 mm الأيمن ، حيث S هي سماكة المعدن الذي يتم لحامه ، mm.
لحام غاز لهب عالي الطاقة
بهذه الطريقة من اللحام بالغاز ، يتم أخذ الموقد بقوة ضعف ما هو عليه بالطريقة المعتادةاللحام ، ويتم ضبط اللهب مع فائض الأسيتيلين بنسبة 7-10٪. يتم تسخين حواف المعدن فقط قبل بداية الذوبان. يتم إنتاج الفولاذ بالطريقة التالية. يتم تسخين الحواف بواسطة لهب كربنة ، ونتيجة لذلك يتم إثراء الطبقة العليا بالكربون وتقل درجة انصهار المعدن. عند درجة حرارة 1200 درجة مئوية ، تبدأ الحواف في الذوبان (العرق). في هذا الوقت في اللحاميتم إدخال سلك حشو وتسخينه حتى يذوب. يذيب المعدن المنصهر من السلك الطبقة العلوية الكربونية للمعدن الأساسي ويرتبط بها بقوة. ذوبان عميق
اختصار http://bibt.ru
§ 3. طرق اللحام بالغاز. اللحام الأيمن الأيسر. اللحام من خلال الأسطوانة. لحام الحمام.
اللحام الأيسر(الشكل 84 ، أ). باستخدام طريقة اللحام اليسرى ، يتم تحريك الشعلة من اليمين إلى اليسار ، ويجب أن يكون سلك الحشو أمام الشعلة. في هذه الحالة ، يتم توجيه اللهب من خط اللحام ، وفي هذه الحالة يرى عامل اللحام التماس جيدًا ويمكنه ضمان عرض وارتفاع الأسطوانة ، أي المظهر الجيد. تستخدم هذه الطريقة لسمك المعدن حتى 4-5 مم.
اللحام الأيمن(الشكل 84 ، ب). باستخدام طريقة اللحام الصحيحة ، يتم تحريك الشعلة من اليسار إلى اليمين ، ويتم تحريك سلك الحشو بعد الشعلة. في هذه الحالة ، يتم توجيه اللهب إلى التماس ، ويبرد ببطء ، وبالتالي يكون التماس أكثر جودة عالية. ومع ذلك ، فإن مظهر التماس أسوأ ، لأن عامل اللحام لا يرى تشكيله جيدًا. هذه الطريقة فعالة عندما يكون سمك المعدن أكثر من 5-6 مم.
أرز. 84 . مخطط اليسار (أ) واليمين (ب) طرق اللحام
من خلال اللحام بالخرز(الشكل 85). تُستخدم هذه الطريقة ، التي تسمى أيضًا الأسطوانة المزدوجة ، عندما اللحام العمودي المفاصل بعقبصعودا. يذوب ثقب من خلال الجزء السفلي من المفصل. رفع اللهب تدريجيًا لأعلى ، يذوب الجزء العلوي من الفتحة ، ونتيجة لإدخال مادة الحشو ، يتم لحام الجزء السفلي منها. بسماكة معدنية تزيد عن 6-8 مم ، يتم إجراء اللحام بواسطة لحامين في وقت واحد من جانبين.
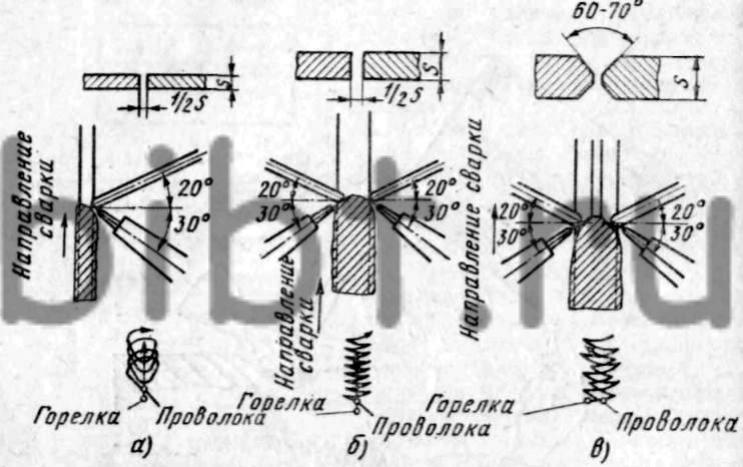
أرز. 85. مخططات اللحام عبر الحبيبات بسمك المعدن بالملم:
أ - من 2 إلى 6 ، ب - من 6 إلى 12 ، ج - من 12 إلى 20
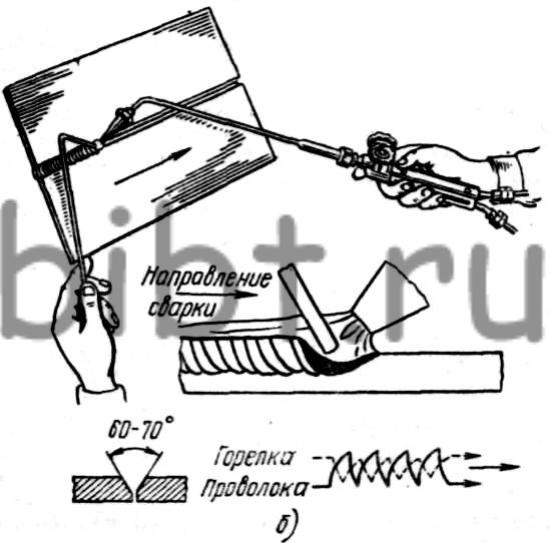
(الشكل 86 ، أ). يتمثل جوهر هذه الطريقة في التكوين المتتالي لحمامات المعدن المنصهر وإدخال عدة قطرات من معدن الحشو فيها.
يجب أن يتداخل كل حمام لاحق مع الحمام السابق بمقدار ثلث قطره. يشار إلى هذه الطريقة أحيانًا باسم اللحام بالتنقيط. يتم استخدامه في لحام المعادن حتى سمك 3 مم. اللحام على طول الحواف ذات الحواف (الشكل 86 ، ب). تستخدم في اللحام معدن رقيقيصل سمكه إلى 2-3 مم. يتم اللحام بدون مادة حشو ، يتم إعطاء الموقد حركة متذبذبة أو لولبية.


أرز. 86. لحام الدرج (أ) ولحام الحواف ذات الحواف (ب)
نوع اللهبيعتمد على المادة التي يتم لحامها: يتم لحام الفولاذ الكربوني والسبائك بلهب عادي ، والحديد الزهر مكربن ويتأكسد النحاس. يتم اختيار نوع اللهب المطلوب وفقًا لطبيعة توهجه.
قوة اللهبيتم اختيار الموقد وفقًا لسمك المعدن الملحوم وخصائصه الفيزيائية الحرارية ، ويتم تحديده من خلال استهلاك الأسيتيلين اللازم لصهره. كلما كان المعدن المراد لحامه أكثر سمكًا وزادت الموصلية الحرارية (على سبيل المثال ، النحاس وسبائكه) ، يجب أن تكون قوة اللهب أكبر. يتم تنظيمه تدريجيًا - عن طريق اختيار طرف الموقد (انظر القسم الفرعي 6.6.2) وبسلاسة - بواسطة الصمامات الموجودة على الموقد.
خيار قطر سلك حشويعتمد على سمك المعدن الملحوم وطريقة اللحام. عند انخفاض اللحام و فولاذ متوسط الكربونيتم تحديد قطر سلك الحشو ، مم ، لطريقة اللحام اليسرى بواسطة الصيغة
د ص \ u003d ث / 2 + 1 ،
وللحق
حيث s هي سماكة المعدن الملحوم ، مم.
سرعة اللحامتم ضبطه بواسطة اللحام وفقًا لمعدل ذوبان حواف الجزء.
تقنية اللحام- مجموعة من الأساليب والتقنيات والمعالجات التي يقوم بها عامل اللحام لتشكيل خط لحام عالي الجودة.
في اللحام بالغاز ، العناصر المكونة لتكنولوجيا اللحام هي:
- زاوية ميل قطعة الفم للموقد على سطح الحواف الملحومة ؛
- طريقة اللحام
- التلاعب في قطعة فم الشعلة وسلك الحشو أثناء تحرك اللهب على طول خط التماس.
زاوية لسان الحاليتم اختيار الشعلات على سطح الحواف الملحومة بواسطة عامل اللحام ، اعتمادًا على سمك المعدن وخصائصه الفيزيائية الحرارية. بالنسبة للفولاذ منخفض الكربون ، يمكن تمثيل هذه العلاقة على النحو التالي:
كلما زاد سمك المعدن وزادت الموصلية الحرارية (كما هو الحال ، على سبيل المثال ، مع النحاس وسبائكه) ، زادت زاوية ميل الموقد. وبالتالي ، فإن آلة اللحام ، من خلال تغيير زاوية قطعة الفم وبالتالي كمية الحرارة التي يتم توفيرها للمعدن ، تتحكم في عملية تشكيل التماس.
طرق اللحامهو مبين في الشكل. 9.4
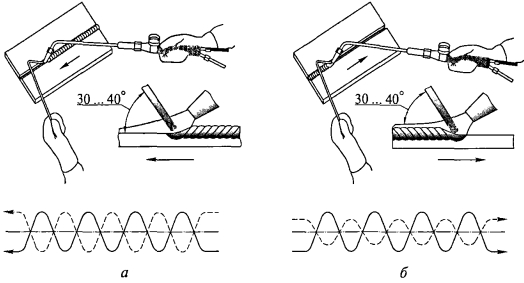
أرز. 9.4 طرق اللحام:
يسار؛ مشرق؛ - حركة الموقد ---- حركة سلك الحشو. تظهر الأسهم اتجاهات اللحام
يمكن للشعلة الموجودة في يد اللحام أن تتحرك في اتجاهين فقط:
- من اليمين إلى اليسار ، عندما يتم توجيه اللهب إلى الحواف المعدنية الباردة غير الملحومة بعد ، ويتم تغذية سلك الحشو قبل اللهب. هذه الطريقة تسمى اليسار ؛
- من اليسار إلى اليمين ، عندما يتم توجيه اللهب إلى المنطقة الملحومة من التماس ، ويتم تغذية سلك الحشو بعد اللهب. هذا يسمى الطريق الصحيح.
يتم استخدام الطريقة اليسرى عند لحام الهياكل ذات الجدران الرقيقة (حتى سمك 3 مم) والمعادن والسبائك منخفضة الانصهار.
يتم استخدام الطريقة الصحيحة لهياكل اللحام التي يزيد سمك جدارها عن 3 مم والمعادن ذات الموصلية الحرارية العالية.
تكون جودة اللحام باستخدام طريقة اللحام الصحيحة أعلى من تلك الموجودة في الجانب الأيسر ، نظرًا لأن المعدن محمي بشكل أفضل بواسطة لهب الموقد من التعرض للهواء.
التلاعب بالشعلة(الشكل 9.5) ، التي يقوم بها عامل اللحام ، تساهم في تكوين خط التماس عالي الجودة. إذا تم استخدام سلك حشو ، فإن حركاته تعمل على تحسين عمليات الذوبان وخلط حوض اللحام وإزالة الأكاسيد.
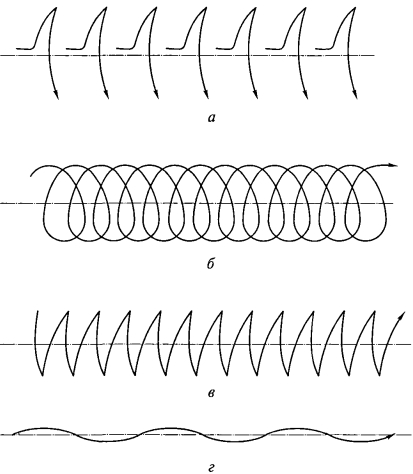
أرز. 9.5 معالجة قطعة الفم للشعلة عند اللحام:
أ - مع تأخير في جذر التماس ؛ ب - في دوامة. في - "الهلال" ؛ ز - متعرج
تؤدي نهاية قطعة الفم الخاصة بالموقد نوعين من الحركات في وقت واحد: طولية - على طول محور التماس وعرضية - في اتجاه عمودي. يجب تحريك قطعة الفم للشعلة بطريقة تجعل معدن حوض اللحام محميًا دائمًا من التعرض للهواء من خلال منطقة تقليل اللهب.
يقوم سلك الحشو بعمل نفس الحركات التذبذبية مثل قطعة الفم ، ولكن في الاتجاه المعاكس لتذبذبات الموقد ، ويجب أن تكون نهاية سلك الحشو دائمًا في حوض اللحام أو منطقة تقليل اللهب. عند اللحام في الموضع السفلي ، غالبًا ما تستخدم حركة سلك الحشو في "الهلال" (انظر الشكل 9.5 ، ج).



