كيفية لحام خط عمودي بمعدن عاكس 1.5. ما هي الأقطاب الكهربائية الأفضل لحام علب معدنية رقيقة
تعتبر الصفائح المعدنية مادة شائعة جدًا لتصنيع العديد من الأجهزة والهياكل التقنية. تم تصميم ألواح الصلب لإنتاج العناصر الحاملة للجسور والعوارض والخزانات والمزاريب وأغلفة الميكانيكا الكهربائية وغيرها من المنتجات. الطريقة الوحيدة لتوصيل هذه المنتجات المدلفنة هي اللحام. صفيحة معدنية. هذا نوع اتصال موثوق به تمامًا ، وتعتمد ميزاته على سمك المعدن وموقعه في الفضاء.
طرق لحام الصفائح المعدنية
يتم طهي الصفائح المعدنية ذات السماكة المتوسطة بطريقة متدرجة. يتم تقسيم شريط اللحام بالكامل بشكل مشروط إلى أقسام من 10 إلى 20 سم ، وبعد ذلك يتم غلي هذه الأقسام بالتناوب. يتداخل كل خط تماس لاحق مع خط اللحام السابق بمقدار 1 سم ، وتتيح لك هذه التقنية تجنب تشوهات درجات الحرارة للمعدن.
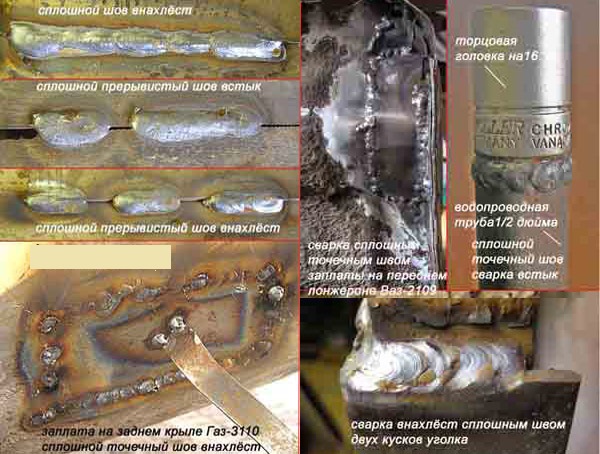
عادة ما يتم لحام الصفائح المعدنية الرقيقة من طرف إلى طرف ، مع تشفيه الحافة. يُسمح أيضًا بمفاصل بعقب على البطانة ، بدون تشفيه. يوجد لحام للمنتجات الأسطوانية. على سبيل المثال ، اللحام بالجزء السفلي ذي الحواف لجسم أسطواني أو اللحام بالجزء السفلي ذي الحواف.
يتم لحام المعدن السميك (أكثر من 4 مم) في عدة تمريرات. هذا هو ما يسمى اللحام متعدد الطبقات. لحام الشقامتلأت عدة مرات. قبل تطبيق كل طبقة لاحقة ، يتم تنظيف الطبقة السابقة من الحجم. يعتبر اللحام متعدد الطبقات أكثر موثوقية ، ولكنه يؤدي إلى زيادة في المواد الاستهلاكية.
تحضير الصفائح المعدنية للحام
يجب تنظيف جميع المنتجات الموجودة في أماكن الحواف والمناطق المجاورة لها تمامًا من الطلاء والأوساخ والزيوت والصدأ والقشور والرطوبة. يتم التنظيف بفرشاة معدنية أو مطحنة أو لهب موقد. أفضل نتيجة هي تكافل هذه الأساليب. تتم معالجة الحواف بـ طاحونةأو آلة الطحن.
يجب شطفها بزاوية طفيفة لتتوافق مع التقنية. أعمال اللحام. لا يمكن إجراء اللحام التناكبي عالي الجودة للصفائح المعدنية بدون معالجة مناسبة للحواف.
اعتمادًا على تصميم المنتج المستقبلي ، يتم تجميع الأجزاء وتثبيتها معًا باستخدام أجهزة مختلفة. لربط الأوراق والمشابك والأوتاد والمشابك والرافعات وزوايا التعادل تستخدم. للكثافة 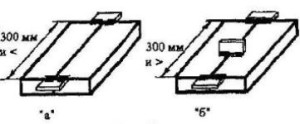 تستخدم الرافعات لتشديد المنتجات. في ظروف الورشة ، يتم لحام صفائح الفولاذ بواسطة آليات تثبيت خاصة.
تستخدم الرافعات لتشديد المنتجات. في ظروف الورشة ، يتم لحام صفائح الفولاذ بواسطة آليات تثبيت خاصة.
لضمان ثبات التماس ، يتم تثبيت المنتجات بمسامير. يعتمد حجمها على سمك الصفائح المعدنية والطول الكلي للدرز. بالنسبة للصفائح الرقيقة ، يصل طول اللولب إلى 0.5 سم ، وبالنسبة للمعدن السميك يمكن أن يصل إلى 3 سم ، مع سماكة المعدن 1 سم أو أكثر ، لا يتم استخدام المسامير عادةً.
في هذه الحالة ، يتم استخدام روابط الإسفين ، والتي تسمح بإزاحة طفيفة للأجزاء أثناء عملية اللحام. يمكن أيضًا استخدام المربعات وقضبان التعادل.
تكنولوجيا لحام الصفائح المعدنية
يمكن إجراء لحام المعدن المدلفن من طرف إلى طرف أو مع تداخل. يوصى بعمل اللحامات العمودية بمفاصل تناكبية ، ومن الأفضل عمل مفاصل الحزام الدائرية مع تداخل. بادئ ذي بدء ، يغلي طبقات عرضيةثم العمل على اللحامات الطولية.
يجب أن تكون الفجوات بين المنتجات المتصلة حوالي 1 مم. هذا ضروري لمنع تشوه المنتجات. يوصى بلحام الصفائح المعدنية من الوسط ، والتحرك تدريجياً نحو الحواف.
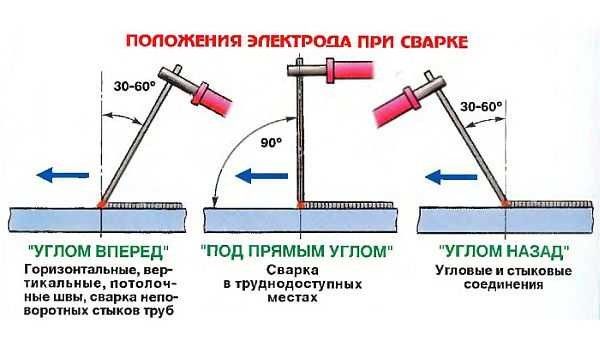
يتم اللحام بزاوية 70-90 درجة. في هذا الموضع ، يحدث أقصى اختراق للتماس.
عن طريق لحام أي صفائح معدنية وفقًا للتوصيات ، يتم الحصول على منتجات ملحومة عالية الجودة ذات قوة مناسبة.
يحدث أنك بحاجة إلى تحضير قصدير رفيع ولا تعرف بأي قطب كهربائي يمكنك لحام كل هذا. من الضروري اللحام عن طريق اللحام اليدوي بالقوس ، حيث لا يوجد شيء آخر. يمكنك استخدام أجهزة مختلفة ، ولكن الحقيقة تبقى ومن الواضح أن الأقطاب الكهربائية عادة ما تحترق من خلال القصدير. بادئ ذي بدء ، لنأخذ قطب أصغر قطره ، وهو اثنان أو ثلاثة. بعد ذلك ، ننظر إلى الجهاز.
يمكنك الطهي بالتيار المتردد والتيار المباشر. من المستحسن استخدام أقطاب كهربائية عالمية. أنصحك بالحصول على درجة C MP-3C باللون الأزرق. لسبب ما ، حدث ذلك وقمت بلحام المعدن الرقيق معهم. لا يمكن أن يتداخل المعدن كثيرًا (فوق بعضه البعض) ، وبالتالي لدينا فرص أكبر في ألا نحترق من خلاله. عادةً ما تكون هذه الطريقة غير مناسبة لأنك غالبًا ما تحتاج إلى ربط المنتجات في مفصل. ما يجب القيام به؟ لا نحتاج إلى أن نكون أذكياء بشأن أي شيء وسنستخدم نفس الدرجة C كمعدن إضافي للحام. نقوم بتنظيفه من مسحوق الطلاء ونضعه في مكان اللحام. هذا هو المكان الذي سيذهب التماس.
إذا كنت تنوي طهي القصدير التلقائي ، فلن تختلف القصة كثيرًا. عادة ما يؤدي من خلال التسخين الأبعاد. ويقومون بطهيها إما بشكل شبه آلي أو بواسطة لحام آخر. يمكنك الطهي باستخدام الأقطاب الكهربائية ، ولكن ليس كل أجزاء السيارة. لنفترض أننا أعددنا كل الأشياء الضرورية:
- ثلاثة أقطاب كهربائية.
- قمنا بإعداد الأجزاء قبل اللحام (تنظيف مكان اللحام).
- اقامة تيار اللحاملحام القصدير لدينا.
- نظف مادة الحشو (نظف درجة C من مسحوق الطلاء)
أنت الآن بحاجة إلى محاولة وضع التفاصيل بحيث يتم توجيهها بأقل قدر ممكن. إذا كانت هناك طريقة أخرى لحام القصدير ، فإنني أوصي به لك. اكتب اللحام بالغازأو شبه آلي. لماذا من المهم وضع فعل؟ لأنه أثناء اللحام ، تسخن الأجزاء وتبرد ، وبالتالي يحدث التمدد والانكماش في مكان التسخين. هل لاحظت عندما تطبخ شيئًا رقيقًا وخفيفًا مثل القصدير ، يبدو لك أن الجزء يتحرك؟ هذا ما يسميه عمال اللحام الخيوط. يقول البعض: انظروا كيف تحرك المعدن! لا بد أنه سمع مرات عديدة. لذا ضعه لأسفل واضغط عليه في الأعلى أو قم بإصلاحه مؤقتًا ، اترك فقط المكان الذي تريد لحام الأجزاء فيه. إذا لم تكن التفاصيل كبيرة ، فهذا ليس ضروريًا. لنأخذ مثالاً من ورقتين. ضع ورقتين على سطح العمل. حتى أنها تقع في مفصل. لا توجد إمكانية لربط. بعد اللحام ، سيتحد المعدنان معًا ، فماذا يمكنك أن تقول أيضًا من أين تشكلت هذه الزاوية. تتشكل نتيجة تشوه المعدن. ما لم يكن ضروريًا هو وضع هذين الجزأين بزاوية متقابلة قليلاً ، بحيث يصبح كل شيء متساويًا بعد توصيل الأجزاء. بالدرجات ، لا أعرف المقدار ، لكن من الواضح للعين أن الأجزاء ليست مسطحة. قد يبدو حتى للشخص الذي يقف بجانبه أنه قد رُسِس تمامًا. جرب كل شيء على معدن مشابه قبل اللحام ، قم بمد يديك.
تم تصميم عملية اللحام العاكس للحام معدن رقيق، مما يشكل خطًا عالي الجودة ، نظرًا لأن معظم الأجزاء يبلغ سمكها حوالي 5 مم ، والعديد من أنواع اللحام غير مناسبة لهذه العملية. هذا النوع من اللحام ذو نوعية جيدة ، مع الأخذ في الاعتبار المعلمات مع القوة والمتانة والليونة. هناك معلمات تجعل لحام المعادن الرقيقة أفضل:
·الموثوقية؛
· مقاومة التآكل.
·المرونة؛
· اللزوجة.
أنواع لحام الصفائح المعدنية الرقيقة وخصائصها
من الضروري لحام المعادن الرقيقة في كثير من الأحيان ، لأن معظم الأجزاء تتكون من هذه الأبعاد فقط.:
· زوارق ذات محرك.
· سيارات.
سيكون من الممكن إنتاج لحام عالي الجودة بعد مراعاة جميع الفروق الدقيقة في العمل في المستقبل. تكمن المشكلة الرئيسية في أنه من المرجح أن تحترق قطع العمل الرقيقة من خلال القطب الكهربائي ، وبعد ذلك تصبح قطعة العمل غير قابلة للاستخدام. من الضروري أن يكون لديك خبرة واسعة في استخدام الأقطاب الكهربائية من أجل لحام هذا النوع من المعدن ، وإلا فإن التماس وتوصيل الأسطح المعدنية لن يكونا من أفضل مستويات الجودة. لا تزال هناك صعوبات في تنفيذ العمل الصحيح مع القوس ، وتحديد المعلمات اللازمة لتوصيل قطع العمل. 
الشروط اللازمة التي يجب مراعاتها عند ضم المعادن الرقيقة
قبل بدء العملية ، من الضروري تحديد حجم القطب المطلوب في السماكة ، والذي سيتطابق بشكل مماثل مع حجم قطعة العمل المراد لحامها. يتم تحديد القوة الحالية اعتمادًا على سمك القطب. يعد طلاء القطب أيضًا اختيارًا مهمًا ، حيث تتطلب هذه العملية عملية خاصة تذوب على مدى فترة طويلة.
من أجل ضمان الأداء الجيد في أجزاء اللحام ، تم اعتماد العاكس. بفضل أحدث التطورات في الجهاز ، من الممكن إجراء عملية لحام المعادن الرقيقة بسهولة ، والتي لها وزن صغير ومستوى عالٍ من الإنتاجية. يتم اللحام بواسطة العاكس على مصدر تيار مستمر. لحام المعدن الرقيق ، يمكن استخدام أقطاب من مختلف العلامات التجارية. أثناء العمل على هذا الجهاز ، يوصى بضبط القوة الحالية بحوالي 10-15 أ. لتشكيل لحام أفضل ، من الضروري استخدام أقطاب كهربائية بعرض 1.6 مم.
يمكن تعديل العاكس لجهود مختلفة من الفولتية أو الأمبير ، من أجل لحام أكثر راحة. تكاليف الطاقة ليست عالية بشكل ملحوظ على عكس المحول أو المعدل والكفاءة 90٪.
جهاز لحام المعدن الرقيق
في البداية ، يلزم التحقق من هيكل آلية اللحام ، وهو أمر صعب نسبيًا بسبب تطبيق الجهد الكبير والتيار والترددات القصوى. أثناء عملية اللحام ، تحدث انتقالات الجهد من التيار المتناوبإلى 220 فولت إلى التيار المباشربتردد كبير. أيضًا ، يتم تضمين نبضات البطارية في وجود العاكس ، والذي يتكون من وحدات. بفضل المعالجات ذات الدوائر الدقيقة المبرمجة ، يتم تنسيق تشغيل عناصر جهاز اللحام.
البرامج التي ينتجها العاكس:
· تصفية التوتر عند إغلاق القوس للحام.
يتم تشكيل نبضات تيار إضافية ؛
· إتلاف الحواجز المعدنية السائلة عند اللحام القوسي القصير.
عملية العمل باستخدام آلة اللحام
هناك العديد من الأشياء التي يمكن القيام بها يدويًا في المنزل باستخدام اللحام. إصلاح السيارة ، وربط الفراغات المعدنية أسهل بكثير عندما يكون العاكس للحام في متناول اليد.
للعمل ، تحتاج إلى الحصول على الأجهزة التالية:
· الأقطاب الكهربائية.
· جهاز اللحام.
· القفازات.
·شاكوش؛
· فرشاة معدنية.
·قناع لحام؛
• ملابس مقاومة للحريق أو ببساطة كثيفة ؛
· وجود الماء للقضاء على مصادر اللهب المختلفة. 
للحصول على جودة التماس المطلوبة في البداية ، من الضروري ضبط الجهد المقابل في الماكينة والتيار الكهربائي. يجب فحص القابس والمقبس والكابل والتحقق من حالتها الجيدة. يحظر صراحة تنفيذ العمل على المعدات في حالة عمل سيئة.
يوصى بوضع الجهاز على سطح صلب والتحقق من الأرضية. بعد الكشف عن سمك قطعة العمل ، يتم اختيار الأقطاب الكهربائية المناسبة ، ويتم ضبط كمية التيار بالمقبض الموجود على الجهاز.
قبل عملية اللحام ، يجب تنظيف الجزء المستقبلي عن طريق إزالة الأوساخ والصدأ بفرشاة معدنية أو ورق صنفرة. ثم تحتاج إلى تثبيت الصفائح المعدنية في ملزمة. يتم تثبيت القطب الكهربي في الحامل ، ونقوم بإشعال قوس اللحام بحركات اللمس أو النقر على قطعة العمل المعدنية. من الضروري تنفيذ المعلمات الحالية الصحيحة ، ثم قيادة القوس في الموضع المطلوب. في نهاية العملية ، يوصى بإتاحة الوقت للجزء ليبرد ، ثم التخلص من الخبث وتنظيف السطح للحصول على لمعان ملحوظ.
عملية التحكم بالقوس
أثناء عملية اللحام ، يلزم الحفاظ على المسافة المطلوبة للقوس المحترق ، من القطب إلى المعدن. تعتبر نفس أبعاد الفجوة الناتجة الاستقرار في ضمان التنفيذ بكفاءة العملية التكنولوجية. إذا تم تقليل الأبعاد المحددة بين الفجوات ، فسيتم الحصول على لحام منحني بواسطة قوس لحام ، بمشاركة الجزء الجانبي المنصهر. إذا تم تنفيذ العمل على أبعد مسافة ، فلن يعمل اللحام عالي الجودة ، حيث يتم تشويه القوس ، ويتم لحام المعدن بالتشوهات في جانب واحد. إذا لاحظت الفجوة المحددة بشكل صحيح عند اللحام ، فيمكنك في النهاية إنتاج خط متساوٍ وأنيق.

عمل لحام بسيط بعاكس
عندما يظهر القوس ، يكون بإمكانه تغطية المعدن الأساسي بالكامل ، ونقل حوض اللحام بالكامل إلى مكانه الأصلي ، مما يؤدي إلى إنشاء خط التماس. تتمثل المهمة الرئيسية لآلة اللحام في التأكد من أن التماس يتماشى مع المعدن.
في مثل هذه الحالات ، يوصى بالحفاظ على أبعاد موقع التماس في مجال الرؤية بشكل مستمر. يجب عليك أيضًا ترتيب الحمام في دائرة. يتطلب لحام المعادن باستخدام العاكس حركات سلسة ، وتشكيل التماس ، وفي نفس الوقت مراقبة ظهورها من إحدى حافة الصفيحة المعدنية ، ثم التحكم في مظهرها في حوض اللحام.
إذا تم الإبقاء على القطب بالقرب من اللوحة المعدنية أثناء العملية ، فسوف يتشكل خط محدب. يحقق العديد من الحرفيين ذوي الخبرة تشكيل خط مسطح وحركة الحمام ، من خلال التغيير الضروري في زاوية القطب.
الميزات في لحام المعادن العاكس بسماكة صغيرة
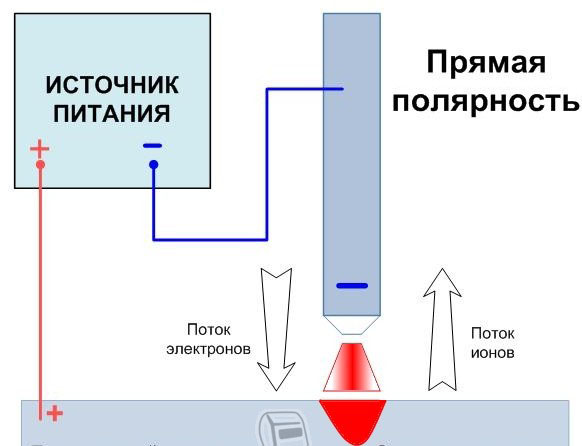
يحتاج عامل اللحام إلى الانتباه إلى قطبية القطب ، حيث يؤثر حجمها على متانة التماس وقوة اللحام بالكامل.
بفضل الأقطاب الكهربائية عكس القطبيةيمكنك بسهولة تحقيق تشكيل التماس العميق. في بداية العملية ، تحتاج إلى تحديد الرسوم التي يجب تطبيقها وكيفية توصيلها. تسخن الشحنة الموجبة أكثر من ذلك بكثير. بعد بدء العملية ، يجب أن تلتزم بالزاوية المطلوبة مع القطب الكهربائي بمقدار 30 درجة ، مما يجعله أقرب إلى المسافة المطلوبة ، تحتاج إلى تكوين بقعة حمراء قبل ظهور نقطة حمراء ساخنة من المعدن. اللحاميظهر بعد توصيل كل القطرات ببعضها البعض على صفائح معدنية.
فوائد لحام المعدل العكسي
المعادن ذات الأبعاد الرقيقة لها استهلاك منخفض للمواد ، لذا فإن حاجتها إلى اللحام مطلوبة على نطاق واسع في المجالات الصناعية. من حيث المبدأ ، لا تحتاج إلى مهارات كبيرة للانضمام إلى المعدن ، بسبب ثبات قوس اللحام واستلام مؤشرات نهائية عالية الجودة. في معظم الحالات ، حيث تكون القيمة الرئيسية هي جودة اللحام الملحوم ، يتم استخدام العاكسات للحام بقوس الأرجون. إذا تم إجراء عملية اللحام باستخدام جهاز شبه أوتوماتيكي ، فيمكن للعاكس التحكم في حركة المعدن وتقليل تناثره.
التكنولوجيا الأكثر تقدمًا هي لحام قوس البلازما. عندما يتم تطبيق هذا النوع من اللحام ، تزداد إنتاجية العمالة بسبب التغيرات في سرعة القطع ، بينما يكون القوس المتشكل ثابتًا.
ل معدات لحاميجب أن يتم التعامل معها بحذر وبعناية ، وذلك لتجنب الأعطال المختلفة. قد تعطي التقنية معلمات غير صحيحة ، ونتيجة لذلك ، قد يضعف تشغيل الجزء. إذا لم يكن من الممكن إجراء عملية اللحام أثناء تشغيل الماكينة ، فإن أول شيء يجب القيام به هو فحص وفحص الكابلات. إذا لم يكن قوس اللحام قوياً بدرجة كافية ، فمن الضروري فحص التيار ، بسبب عدم عمل العاكس ، وإلا ، يجب نقله إلى قسم الخدمة لإصلاح هذه الآلات ، فمن المحتمل أن يكون هناك عطل في الوحدة مشكلة.
كيفية اختيار آلة اللحام المناسبة

قبل الشروع في شراء هذا الجهاز ، من الضروري تحديد المعادن التي سيتم تنفيذ العمل بها بشكل أساسي. من الضروري مراعاة معلمات المادة المراد لحامها ، ويجب اختيار الأقطاب الكهربائية وفقًا لتكوينها مع المعدن أو بسمك قطعة العمل. يتم تعديل المعلمات الحالية للجودة المطلوبة وتكوين المعدن وأبعاده.
هناك ثلاثة أوضاع يمكن أن تعمل فيها آلة اللحام:
·أقصى؛
·وسط؛
·طويلة الأمد.
عندما يتم تقليل جهد التيار الكهربائي إلى حوالي 190 فولت ، سيكون هناك سحب منخفض الأمبير أثناء العملية. لا ينصح باستخدام الكابلات التي يبلغ طولها 15 مترًا أو أكثر ، لأن توزيع التيار من خلالها سيؤدي أيضًا إلى انخفاض تيار اللحام.
لا تنس أنه يوصى بالاحتفاظ بسجل لشبكة الإمداد بالكهرباء ، لأنه يلزم بقيمة منخفضة لاستخدام الأجهزة التي يمكن أن تعمل في تقلبات الجهد 220 فولت زائد أو ناقص 5٪. يمكن للأجهزة ذات السرعة الخاملة أن تعمل في الغرف الرطبة أو الطوابق السفلية المختلفة أو أنظمة الصرف الصحي.
لا يتم تشغيل العاكس إذا كانت درجة الحرارة هذه أقل من 0 درجة مئوية ، والتغيرات المفاجئة يمكن أن تؤدي إلى تكاثف داخل الدوائر.



