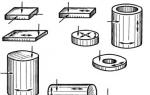
Ултразвуково изследване на изковки гост. Безразрушително изпитване
Пряк път http://bibt.ru
Методи за контрол на коване
Методите за контрол на изковките се избират в зависимост от изискванията, които се прилагат към детайла по време на неговата работа. Всички изковки трябва да бъдат подложени на външен преглед и измерване. В същото време се проверява качеството на повърхността, наличието на повърхностни дефекти - косми, пукнатини, плен и др., съответствието на размера на коването с чертежа.
В някои случаи външните дефекти могат да бъдат отстранени чрез щанцоване, шлайфане и др. В този случай е необходимо да се установи възможността за получаване на добър продукт от детайла след отстраняване на дефекта.
След предварителна термична обработка, отгряване и нормализиране се измерва твърдостта на изковките. Измерването се извършва на преса Brinell или Rockwell и дава възможност да се прецени правилността на режима на топлинна обработка и механичните свойства на детайла. При коване на критични продукти механичните свойства на метала на изковката се следят чрез изпитване на опън на образци, изрязани от местата за коване, разположени в най-критичната част на детайла.
В някои случаи (коваване на критични детайли, въвеждане на нов технологичен режим и др.) се определя структурата на метала в изковките. Структурата на предварително смляна и гравирана проба може да се определи с невъоръжено око (проверка на макроструктура) или с микроскоп (проверка на микроструктура). В първия случай могат да се открият металургични дефекти - мехурчета, черупки, неметални включвания и др. Под микроскоп се определя наличието на структурни компоненти в стоманата (ферит, перлит, мартензит), размерът и еднородността на включванията и зърната. определени.
Тези изследвания обаче не винаги позволяват да се идентифицират всички дефекти - косми, пукнатини, разслоявания, шлакови включвания и др., тъй като те могат да бъдат разположени в дълбочината на изковаването.
След термична обработка и почистване, изковките се доставят в контролната зона на цеха, където се подлагат на проверка.
Качеството на изковаването трябва да отговаря на всички изисквания на техническите спецификации, които предвиждат необходимата здравина на материала, размери и точност на изковаването. Не трябва да има дефекти на повърхността и вътре в коването.
Общите изисквания за изковки, изработени от структурни въглеродни и легирани стомани, произведени чрез свободно коване и горещо щамповане, са установени от GOST 8479 - 70, който определя вида, обхвата и нормите на задължителните изпитвания за различни групи изковки.
Външният преглед на изковката установява дали има пукнатини, косъмчета (при мариновани изковки), дефекти, натиск, вдлъбнатини и други дефекти по повърхността му. За разкриване на скрити (под мащаб) външни дефекти, изковките се подлагат на ецване (почистване) и последваща проверка с помощта на лупа.
Размерите съгласно чертежите на изковките се проверяват с помощта на различни измервателни уреди и, ако е необходимо, с маркировка върху контролната плоча (например колянови валове, ротори и подобни части).
Проверката на механичните, химичните и физичните свойства, определящи качеството на ковашкия метал, се извършва от заводската лаборатория върху проби, изрязани от предоставените на съответните места припуски - проби. Тези проби обикновено се намират на места с най-голямо приложение на натоварвания върху частите по време на работа.
Има два вида контрол на щампованите изковки: междинен и краен.
Междинният контрол се извършва след всяка операция на технологичния процес на производство и по същество представлява контрол за спазване на технологията. При щамповането периодично се следи качеството на запълване на кухината на матрицата, липсата на измествания в горната и долната половина на матриците, качеството (чистота) на повърхността на изковките и др. при проверка на параметрите дадено от технологията. Окончателният контрол на готовите изковки се извършва на контролната площадка в съответствие с установените стандарти.
Съвременни видове контрол на изковките
За откриване на скрити вътрешни дефекти, вътрешни пукнатини, неметални включвания и други се използват съвременни инструменти за управление, които не изискват рязане на изковаването, което се тества. Тези неразрушителни методи за изпитване на изковки включват рентгеново просветление, просветление на гама лъчи и ултразвукова обработка на изковки.
Рентгеновите инсталации осигуряват контрол чрез транслуценция на стоманени изковки с дебелина не повече от 100 mm.
Предаването с гама лъчи се използва за контрол на изковки за критични цели, чиято дебелина достига 200-250 мм. Методът на гама-лъчев дефектоскоп осигурява надеждна проверка на качеството на заварените съединения, ковано-заварените и щампованите продукти. Гама-лъчевото откриване на дефекти е единственият метод за проверка на изковки, който не изисква повърхностна обработка на тестовото тяло.
Методът за ултразвуково изследване позволява откриване на вътрешни дефекти на всяка дълбочина на изковаването. Ултразвуковите вибрации, причинени от вибратора, преминават през цялата дебелина на метала и, достигайки до противоположната страна („дъното“) на продукта, се отразяват от него. Отразените трептения след трансформации и усилвания (в специални устройства) пристигат на екрана на осцилоскопа под формата на сигнал, който се появява от дясната страна на екрана.
Ако се открие дефект в дебелината на кования метал, тогава ултразвуковите вибрации се отразяват от него, преди да достигнат "дъното" и тъй като пътят на звуковата вълна до дефекта е по-кратък, отколкото до "дъното", сигналът от дефектът ще се появи на екрана по-рано и вляво от "долния" сигнал, който ще служи като знак за .
Озвучаващите платформи се подлагат на предварителна обработка чрез смилане.
Ултразвуковият метод дава възможност да се открие наличието и местоположението на неметални включвания в тялото на коване и метални прекъсвания по цялата дебелина на изковката от всякакъв размер.
„Свободно коване“, Я.С. Вишневецки
дефекти в отоплението. Дрос - слой от окислен метал върху повърхността на нагрят детайл.
Люмината, която не е отстранена от детайла или от повърхността на ударниците, се притиска в метала, образувайки дълбоки вдлъбнатини върху изковките.
Подгряване - появата на вътрешни пукнатини в детайла поради прекомерна скорост на нагряване и влиянието на напреженията, причинени от различна степен на линейно разширение, хетерогенност на химичния състав по напречното сечение, както и по време на коване поради недостатъчно задържане на детайла в нагревателната пещ и липсата на необходимата пластичност на метала за обработката му с натиск.
Прегряване - прекомерен растеж на зърната в стоманата и намаляване на механичните свойства в резултат на нагряване до температури, надвишаващи допустимите за дадена марка стомана, както и прекомерно време за нагряване до необходимите температури на коване или завършване на коване при високи температури, които са значително по-висока от оптималната.
Прегряването се характеризира с наличието на едрозърнеста структура. Прегрятите изковки се коригират чрез нормализиране, отгряване или хонинг. Изгаряне - окисляване или топене по границите на зърното на стоманата в резултат на продължително окислително нагряване при високи температури (1300-1350 ° C); характеризиращ се с обилни искри от заготовката, нагрята до бяло, загуба на нейните пластични свойства и поява на множество пролуки по време на коване с излагане на характерна, напомняща на елда, едрозърнеста фрактура. Изгорелите изковки не подлежат на корекция и могат да се използват само за претопяване. Обезвъглена повърхност - дефект, причинен от изгаряне на въглерод (окисляване) в повърхностните слоеве на изковката, често надвишава допустимата обработка в дълбочина.
Дефекти при коване. Крайните ръбове възникват при небрежно рязане на горната и долната част на слитъка или при горещо рязане на заготовки на части. Останалите крайни бури след рязане трябва да бъдат отстранени, тъй като те причиняват образуването на скоби (гънки) при по-нататъшно коване.
Скоби възникват в случай на използване на неправилни методи за протягане и разпръскване на детайла.
Вдлъбнати краища (или валове) се появяват в краищата на изковаването в резултат на активно изтегляне на детайла с кръгло напречно сечение, недостатъчно нагряване на детайла или ниско тегло на падащите части на чука, както и недостатъчна дължина на изтегленият край.
Външни пукнатини или дефекти възникват поради:
а) коване при ниски температури;
б) бързо охлаждане (особено легирана стомана);
в) некачествено нагряване на детайла, причиняващо силно прегряване или изгаряне на повърхността, или при използване на сярно гориво;
г) лошо качество на оригиналния слитък или заготовка.
Най-податливи на повърхностни дефекти и пукнатини по време на коване са инструменталната високоскоростна стомана и легираната нископластична стомана от някои класове.
Пукнатините, забелязани по време на коването на конструкционната стомана, за да се избегне тяхното увеличаване в бъдеще, трябва да бъдат отстранени в горещо (понякога студено) състояние, дори с използване на специално отопление. В някои случаи е позволено да се остави увеличена надбавка за обработка на места, където могат да се образуват пукнатини.
Фистулите в централната зона на секцията обикновено имат формата на кръст поради пролука в посоката на диагоналите на квадратното сечение по време на коване с високи подавания. При търкаляне на кръгла заготовка в плоски матрици могат да се появят фистули и вътрешни счупвания, които не са кръстосани.
Вътрешни пукнатини под формата на разслояване се наблюдават със значително разместване при плоски матрици, с големи контактни повърхности и ниска височина на изкованото изковаване.
За откриване на вътрешни разкъсвания, фистули и разслоения, най-ефективният метод е ултразвуковото откриване на дефекти.
Работното втвърдяване е състоянието на повърхностните слоеве на изковката в резултат на завършване на коването при ниска температура. Втвърдяването, което не се елиминира чрез топлинна обработка, може да доведе до повишено изкривяване и дори счупване по време на последващо рязане.
а) по време на протягане поради неравномерно охлаждане на детайла по време на процеса на коване и неспазване на реда на накланяне, както и под действието на собственото тегло на изковката при коване на много дълги валове;
б) по време на разместване поради неравномерно нагряване на детайла преди коване и прекомерно съотношение на дължината към диаметъра или към по-малката страна на секцията.
Кривината се коригира чрез горещо изправяне.
Изместването на аксиалната зона на слитъка се получава от неравномерно нагряване, неравномерни редукции по време на накланяне около надлъжната ос или от неговата кривина на слитъка по време на разместване.
Недостатъчно опаковане. Основната характеристика на този тип брак е наличието на голяма кристална отлята структура в коването.
Вдлъбнатини - следи от небрежна работа под формата на стъпаловидни преходи и вдлъбнатини от ударници, следи от котлен камък, притиснат в тялото на изковката.
Неподдържани размери - отклонения от посочените размери и допуски; преувеличаване или подценяване на надбавките и припокриванията; отклонения в дължината; овалност, ексцентричност и изкривени дупки; запушване на радиуси на дупки, малки размери на фланци и издатини, отклонения на ъглови параметри.
1.2. Видове брак щамповани изковки
Брак, произтичащ от изходния материал. Рискове върху повърхността на изковките, които представляват малки отворени пукнатини, образувани при нагряване и последващо ецване (фиг. 2, б).
Залезите са ръбове, възникващи от неправилно калибриране или от износване на струи в търкалящи се ролки и навити под формата на диаметрално противоположни гънки с дълбочина повече от 0,5 mm (фиг. 2в).
За разлика от дефектите от щамповане или втвърдяване, изброените по-горе дефекти на материала винаги се намират на повърхността на изковката и стриктно следват извивките на нейния контур (фиг. 2, l).
Филмите са пръски от течна стомана, замръзнали по стените на формата и разточени по време на валцуване под формата на отлепващи се от повърхността филми с дебелина до 1,5 mm (фиг. 2. г). След щамповането те остават на повърхността на изковките.
По време на валцуването на метала се появяват драскотини (дълбочина 0,2 - 0,5 мм и видими до дъното) поради драскотини и натъртвания по ролките (фиг. 2, а).
Влакнести линии - тънки (космати), невидими на дъното пукнатини по повърхността на изковките с дълбочина 0,5 - 1,5 mm, възникват по време на валцуване в резултат на валцоване по дължина на подкоровите газови мехурчета на стоманен слитък и са изложени като резултат от окисление.
Срещат се разслояване под формата на пукнатини по протежение на среза или под формата на разслояване на изковки на две части по равнината на разделяне на матрицата (фиг. 2, д);
Дефектът се разкрива при отрязване на бърника (фиг. 3). Разслояването е резултат от свиване на черупката или разхлабване. Шлакови включвания - всички чужди включвания, които попадат в течната стомана (шамот, пясък и др.) - се откриват при рязане на заготовки, ако включването попадне върху линията на рязане, както и при гледане на микро- и макро-заварки.
Образуването на разслояване при коването на свързващия прът: а - заготовка с дефект преди щамповане; b - изстискване на дефект в ръб по време на щамповане
Стадата са натрупвания или гнезда от най-малките пукнатини, видими при инспекция на участъци от заготовки. Изковките, щамповани от метал, са засегнати от люспи. Те се напукват по време на закаляване, понякога с отделяне на парчета, намират се директно по време на втвърдяване, отстраняване на припуските и процеса на обработка или при счупване на детайла.
Неподходящ клас стомана (неподходящ химичен състав на стоманата). Брак поради несъответствие в химичния състав или степени започва да се открива по време на изпитване на твърдост, повреда от искра или столоскоп, както и когато частите се напукат по време на процеса на втвърдяване, когато частите се счупят по време на изправяне след карбуризиране и втвърдяване, или в операция. За да се избегне брак поради тази причина, се препоръчва да се уеднаквят размерите на профилите в цеха за коване и щамповане по такъв начин, че в една секция да няма идентични профили, които рязко се различават по свойствата на марките стомана, главно стоманата, която е въглеродна и подобрени.
Неподходящите размери на профила на материала водят до брак при щамповане - от непълна фигура (малък профил), от подщамповане (увеличен профил) и от скоби.
Брак, който възниква при рязане на заготовки. Има следните видове брак при рязане на заготовки; наклонено изрязване - краят е наклонен към оста на детайла (фиг. 2, i); бури и кривина на края на детайла (фиг. 2, j); груб рязане или стружка с разкъсване на метал (фиг. 2, l); крайни пукнатини, несъответствие на детайла по дължина или тегло (къс детайл или малък детайл).
Наклоненият разрез зависи не само от разстоянието между ножовете, но и от профила на изрезите и ножовете и от ъгъла, под който се реже шината. предната равнина на ножовете се подава
Крайните пукнатини се появяват при рязане главно на метал от големи профили. Под въздействието на възникващи остатъчни напрежения материалът понякога се напуква 2-6 часа след рязане.
През зимата бракът по крайните пукнатини се увеличава особено, тъй като ниската температура допринася за напукването на метала дори при по-рядко малки профили (по-малко от 50 m).
Крайните пукнатини в изковките се идентифицират лесно по местоположението им в краищата и краищата на изковките. Използването на предварително загряване на валцувани продукти до 300 °C преди разрязване на заготовки напълно елиминира появата на крайни пукнатини.
Несъответствието на детайла по дължината се причинява от неправилно монтиране на ограничителите, недостатъчно твърдо закрепване и непълно подаване на прът към ограничителя при рязане. Заготовките, нарязани до дадено тегло, трябва да се претеглят при регулиране на ограничителите на точни везни, най-добре на везни с циферблат с деление на скалата 5-10 g.
Брак, който възниква при нагряване на детайлите. Състоянието на прегряване е типично за всички щамповани изковки, тъй като процесът на щамповане се извършва в температурния диапазон от 1250 - 1100 "C.
За коригиране на прегряването и подобряване на механичните свойства, като правило се осигурява нормализиране на всички щамповани изковки. Изключение понякога се прави само за некритични изковки, изработени от стомана 10 и 20.
При високочестотно индукционно нагряване с методично подаване на детайли към индуктора, допускането на поне едно натискане (преизлагане на детайлите в индуктора за един период на натискане) води до появата на много опасни вътрешни пукнатини, разположени в зоната на най-високото напрежение, което възниква при гореща деформация на детайла. Този тип брак е обект на всички детайли, които са едновременно в индуктора.
Брак, който се случва по време на щамповане. Вдлъбнатините са следи от щампована и по-късно гравирана или издялана мелническа люспа. Вдлъбнатините имат дълбочина до 3 мм, което води до брак по време на обработка или до отслабване на работния участък на детайла на черни места. Те са резултат от лошо тапициране на мелница от детайла преди поставянето му във формовъчните нишки.
Прорезите са резултат от механични повреди на изковките, които се получават при изваждане на заседнала изкованка от кухината на матрицата, при пренасяне на горещи изковки или при попадане на чужди предмети (разрези) в матриците за подрязване.
Scrap-boy - коване, което е получило удар, когато не е било поставено в долната фигура на матрицата или смесено с него.
Непълна фигура - брак, образуван, когато довършителният поток на печата не е запълнен с метал, главно по первазите, ъглите, заоблените и ребрата. Брак се получава при недостатъчно нагряване или недостатъчен брой удари по време на валцуване и окончателно щамповане; при работа върху чук с недостатъчно тегло на падащите части, в износена матрица, за която нормалният обем на детайла е недостатъчен, или в матрица с неуспешна конструкция; поради недостатъчно тегло или дължина на детайла, както и несъответствия в профила (например кръг вместо квадрат).
Подковаването се характеризира с увеличаване на всички размери на изковката в посока, перпендикулярна на основната равнина на раздялата (т.е. в посока на жената на чука, поансона на коващата машина и др.). Причината за брака е недостатъчен брой удари по време на щамповане в крайния поток или щамповане с недостатъчна топлина; работа върху чук с недостатъчно тегло на падащи части или в матрица с недостатъчна вдлъбнатина за борда; прекомерно тегло или увеличен профил на детайла.
Изкривяване - изместването на едната половина на изковаването спрямо другата (по равнината на съединителя). Този тип брак възниква поради неизправност на оборудването (отслабване на паралелите и увеличен просвет на жената в водачите, отслабване на приземяването на леглото в шабото и др.) и умира (съборен, водачи ( ключалки), развитие на монтажни равнини, несъвършенство на закрепване, небалансиран конектор на матрицата и др.).
Изкривяванията по време на щамповане върху чук и преса са надлъжни и напречни. При кацане на ковашка машина, изкривяването се изчислява чрез изместването на страничните матрици, а ексцентриситетът се изчислява чрез изместването на поансона от оста, захваната в матрицата на детайла.
Скоба - щампована гънка в резултат на неправилно запълване на потока на довършителната матрица с метал (насрещно движение на метала) или търкаляне на бури, получени при първите преходи на щамповане. Скоби възникват поради ексцентричното полагане на детайлите в предварителните и крайните потоци; остри удари при издърпване или търкаляне на заготовки (фиг. 4); при изкривяване в предварителен поток или печат; при работа върху дефектна матрица или дефектно оборудване, както и когато проектирането на матрицата е неуспешно, когато подготвителните преходи не са съобразени с крайната фигура (фиг. 5).
Неоткритите дефекти на скобата водят до аварии при работа. Бордът е неизрязан остатък от борд (флаш), получен в резултат на несъответствие и лошо прилягане на матриците за подрязване и коване. Този тип брак възниква главно, когато матриците са неправилно монтирани и неправилно функциониращи или коването е изместено по време на полагането му върху матрицата на облицовката.
Кривината се наблюдава при изковки със сложен режещ контур или с тънки участъци с голяма дължина. Възниква главно поради дефектни щанци за срязване или лоша конструкция на матрицата, както и при извличане на изковки от матрици, нагряване за топлинна обработка и охлаждане на изковките в хоризонтално положение. Кривината на коляновия вал и полуосите е напълно елиминирана, ако охлаждането и топлинната обработка се извършват в окачено състояние във вертикално положение. Кривината подлежи на корекция чрез редактиране, специално предвидено в технологията.
Отслабване на размера - отклонение от толеранса за размер, което не може да бъде коригирано. Възниква поради липса на припуск за обработка или намаляване (отслабване) на работния участък на детайла на черни места. Отслабването на размера настъпва при наличие на голям мащаб или при износена матрица, което дава елипсовидни и изкривени сечения на определени места на изковките; при работа върху чук с прекомерно тегло на падащите части или при невнимателна настройка на режещите матрици (едностранно рязане).
Отклонението в дължината зависи: при щамповане върху чук или преса - от термично свиване, при накланяне и огъване - от стабилността на дължината на детайла, проектирането и монтажа на ограничители при накланяне и огъване.
Типични видове брак по време на щамповане върху преси за горещо щамповане с манивела.
Формата не е запълнена:
в долните кухини на довършителния поток - поради натрупването на продукти от горенето на смазочните материали в тях;
на високи издатини и ребра - поради липса или неправилно разположение на отворите за изход на газ във вложките на матрицата;
Изкривяването на изковките се получава, когато те се изтласкват извън потока поради тяхното заглушаване по периметъра с най-малки наклони от 0,5 ° до 2 ° C (особено се проявява при изковки с голяма повърхност и тънки сечения).
Следата от тласкача има формата на дълбока вдлъбнатина с удължен тласкач или висока изпъкналост върху изковката със скъсен тласкач.
Увеличеният размер се дължи на бързото износване на матрицата в местата на интензивно изтичане на детайла от по-голям участък към по-малък (например диаметърът на дръжката при кормилния кокал).
Остатъците от бури се образуват поради по-лоши условия за рязане на пресови изковки (металът се влива в борд по-добре, отколкото във фигура, следователно ръбът на моста се износва по-бързо, дебелината за рязане се увеличава спрямо оригинала, което вече се изисква от условията на работа повече отколкото в чуковете).
Скобите се появяват като системен дефект само в случай на несъответствие на жлебовете в щампата или друга дизайнерска грешка и за разлика от щамповането на чукове те са почти независими от щампата. Най-често срещаните скоби са от типа „простреляни“ от изтичането на метал от джъмпера или филма в тялото на изковката (фиг. 7) или при поставяне на фигури върху печата по двойки „жак“ (фиг. 8) . За да се избегнат скоби на местата на джъмперите, в матрицата са предвидени вдлъбнатини или „джобове“, в които може да се настани излишък от метал в техните участъци на изковката, съседни на моста за борда, поради факта, че металът се влива в бордовете без достатъчно спиране. , щамповани на колянови преси за горещо коване, включват невъзможността за коригиране на дефекти при незапълване или изкривяване на фигурата за повторно коване - поради невъзможността за повторно нагряване на коването в индуктор, предназначен само за профила на оригинала детайл, както и недопустимостта на нагряване в конвенционални пламъчни пещи поради мащаба.
Бракът по време на щамповане чрез екструдиране - затягане на преса (фиг. 9) - възниква поради промяна в посоката на потока на горните слоеве метал (директно под перфоратора) от хоризонтално към вертикално. Елиминира се чрез намаляване на скоростта.
Перфоратор (фиг. 10) - вид скоба, която е следствие от интензивността на потока от метал под изпъкналата част на щампата (под перфоратора) с недостатъчен радиус на "заоблянето на ръба на последния .
Външно разцепване на границите на така наречените "мъртви зони" (в ъглите на прехода на контейнера с матрица в точка) по време на процеса на директно екструдиране (фиг. 11); може да възникне поради образуването на мъртви зони в деформируемия метал при големи входни ъгли на матрицата. Премахването на този брак се улеснява от намаляване на скоростта на деформация. Появата на разкъсвания на повърхността на изковаването, например, "ръф", показва наличието на голямо външно триене в стените на матрицата. Елиминира се чрез полиране на стените на матрицата, правилния избор на смазка и скоростта на деформация.
Брак, причинен от грешки в дизайна на матриците. Характерна особеност на конструктивния брак е системното повторение на брака от един и същи вид с висок процент на отхвърляне. Най-характерните са следните видове.
Недостатъчна надбавка за обработка. Проявява се като "чернота", или при липса на чернота, под формата на меки петна и недостатъчна твърдост след закаляване с високочестотни токове поради непълно отстраняване на обезвъглеродния слой.
Неподходяща макроструктура - неправилна посока на влакното върху гравираните разрези на изковката по основните работни участъци. При проектирането на матрици за изковки и избора на размерите и формата на оригиналния детайл е строго забранено насочването на влакното през посоката на работните напрежения, които възникват в детайла по време на неговата работа, както и пресичането на напрегнатите участъци на част с влакната на централната замърсена зона на оригиналния валцуван продукт.
Системното изкривяване на матриците се получава, когато дизайнерът не е предоставил водачи в печата или е избрал грешна разделителна линия.
Системното незапълване на фигурата на печата, особено високите издатини, ребра и "ъгли", се елиминира само чрез правилното съчетаване на размерите на предварителните и крайните потоци в печата.
Системно образуване на скоби на определени места изковки. В допълнение към разглежданите случаи (фиг. 5, 7, 8, 10), скобата може да възникне от несъответствие между радиуса на кривината в нишката на огъване и контура на фигурата в нишката за груба и довършителна обработка.
Неуспешно поддържане на размери от дадена база (при формално поддържане на други свързани размери), което води до окончателно брак по време на механична обработка. Възниква, когато не се спазват "Правилата за единство на основата" на коване и механична обработка (фиг. 13).
За да се елиминира такъв брак, е необходимо да се „свържат“ основните контролни размери в чертежа на коване към „черните“ основни повърхности, върху които се основава детайлът по време на обработка, за да се осигури стабилното изпълнение на тези размери при производството на изковки, за да се осигури проверката им чрез подходящи шаблони и контролни устройства.
Кривината на готовите изковки е резултат от неефективен метод на изправяне.
За контролиране и правилно регулиране на операцията по обличане е необходимо да се предвиди производството на подходящи контролни устройства.
Брак по време на топлинна обработка.
Недостатъчна твърдост. Основните причини за брак:
а) непълно втвърдяване (ниска температура на нагряване за втвърдяване, недостатъчно излагане или ненагряване при температурата на втвърдяване, недостатъчна охлаждаща активност);
а) прекомерна скорост на охлаждане;
б) рязка разлика в съдържанието на въглерод в местата, където се нарязва ръба и в съседни метални слоеве (изковки с тънки профили и сложна форма);
в) несъответствие между химичния състав на стоманата (увеличен процент въглерод, хром или манган спрямо процента на въглерод, хром или манган, установен съгласно GOST);
г) замърсен метал с рязко отделяне.
За да се предотвратят пукнатини от втвърдяване, изковките като свързващи пръти трябва да бъдат нормализирани или направени от закалена в масло стомана преди закаляване с вода.
Брак, който възниква при почистване на изковки от котлен камък.
Шпага по повърхността на изковките поради прибързано почистване или използване на неподходящи методи за почистване. При отстраняване на котлен камък в вани за мариноване този тип брак възниква от недостатъчна концентрация на киселина с излишък от железен сулфат.Остатъците от котлен камък в долната част на вдлъбнатините са особено опасни за инструментите за режещи зъбни колела и прошивите.
Тънка стена, открита при пробиване на дупки или при обработка на една от равнините. Този тип брак е резултат от изкривяване на изковаването по равнината на разделяне на матрицата (фиг. 14, а), кривина или отклонения на изковката по дължината.
Заточването и изравняването на основната повърхност коригира коването и прави възможно получаването на добра част (фиг. 14, б).
Изброените видове дефекти могат да възникнат и от грешки при обработка, главно от грешки или неточности на локализиращите устройства или грешен избор на основни повърхности за рязане.
1.3. Корекция на дефектни изковки
Непълна фигура, ако непълнотата е незначителна и малките вдлъбнатини се коригират чрез повторно щамповане в нова матрица или заваряване.
Целесъобразно е подкованите изковки да се обработват в машинни цехове на отделни партиди с предварително оголване. Повторното щамповане на такива детайли е нежелателно, тъй като това може да доведе до окончателен брак поради щамповането на новообразуваната скала.
Ако изковките не се подлагат на последваща механична обработка, тогава за некритични части, подковаването може да бъде коригирано чрез едно повторно нагряване, за да се превърне излишният метал в котлен камък.
Изкривяването може да се коригира чрез повторно щамповане само ако има добра посока на жената в паралели и винаги в щампа с водачи, в противен случай този дефект е дефектен. Леко изкривяване в коването може да се коригира чрез заточване (подравняване) на основните места (фиг. 14, о).
Кривината се коригира чрез изправяне в студено състояние в матрица, под преса за изправяне и ръчно с напасване по шаблон или контролно устройство.
Прегряването се коригира чрез нормализиране, което е необходимо за почти всички щамповани изковки.
Повишената твърдост, недостатъчната твърдост и якостта на изковките се коригират чрез многократна термична обработка.
Неподходящата марка на мелницата, която е попаднала в партида от изковки, се сортира чрез искра (ако има отклонение в въглерода) или с помощта на стетоскоп (ако има отклонение от посочените легиращи компоненти).
Повторното щамповане, изправяне и повторна термична обработка се извършват на отделни партиди на основното оборудване на цеха (в общия поток). Заваряването и заточването на дефекти се извършва в специален дефектен участък на цеха, който трябва да бъде изолиран от основния трафик на изковки.
Прегаряне, разслояване, закалени пукнатини, крайни пукнатини и значително незапълване на фигурата се считат за крайни дефекти и не подлежат на корекция.
GOST 24507-80
МЕЖДУДЪРЖАВЕН СТАНДАРТ
НЕРАЗУШАВАЩ КОНТРОЛ.
КОВКИ ОТ ЧЕРНО И ЦВЕТНО
МЕТАЛИ
УЛТРАЗВУКОВ МЕТОДИ
ДЕФЕКТОСКОПИИ
Издание (ноември 2009 г.) с изменение № 1, одобрено през май 1986 г. (IUS 8-86).
Указ на Държавния комитет по стандартите на СССР от 30 декември 1980 г. № 6178 установява датата на въвеждане
от 01.01.82
Срокът на валидност е премахнат с Указ на Държавния стандарт от 17 септември 1991 г. № 1453
Този стандарт се прилага за изковки, изработени от черни и цветни метали с дебелина 10 mm или повече и установява методи за ултразвуково откриване на дефекти на непрекъснатост на метала, които осигуряват откриване на дефекти като черупки, залези, пукнатини, стада, разслоения, неметални включвания без определяне на тяхното естество и действителни размери.
Необходимостта от ултразвуково изпитване, неговият обхват и нормите за недопустими дефекти трябва да бъдат установени в техническата документация за изковките.
Общи изисквания за ултразвукови методи за изпитване - съгласно GOST 20415-82.
Термините, използвани в стандарта, са дадени в.
1. АПАРАТУРА И ИЗПИТВАНИ ЕКСПЕРИМЕНТИ
1.1. По време на контрола трябва да се използват: ултразвуков импулсен дефектоскоп, преобразуватели, тестови или стандартни образци или DGS диаграми, спомагателни устройства и устройства за осигуряване на постоянни контролни параметри и регистриране на резултатите.
1.2. При контрола се използват дефектоскопи и преобразуватели, преминали сертифициране, държавни изпитвания и периодична проверка по предписания начин.
1.3. При контактно изпитване на цилиндрични изковки с диаметър 150 mm и по-малко с наклонени преобразуватели в посока, перпендикулярна на генератрисата, работната повърхност на преобразувателя се трие върху повърхността на изковката.
При изпитване на изковки с диаметър повече от150 мм, дюзи и опори могат да се използват за фиксиране на входния ъгъл.
1.5. DGS диаграмите се използват в дребно производство или при контрол на големи изковки, както и в случаите, когато колебанията на долния сигнал надвишават стойностите, посочени в параграф .
1.6. DGS диаграмите се използват за изпитване върху плоски повърхности, върху вдлъбнати цилиндрични повърхности с диаметър 1 m или повече и върху изпъкнали цилиндрични повърхности с диаметър 500 mm или повече - за директна сонда и с диаметър 150 mm или повече - за наклонена сонда.
1.7. Образците за изпитване трябва да бъдат изработени от метал от същия клас и структура и да имат същото покритие на повърхността като проверяваните изковки. Образците за изпитване не трябва да съдържат дефекти, откриваеми чрез ултразвуково изследване.
1.9. Разрешено е да се използват образци за изпитване от подобни видове сплави (например от въглеродна стомана от различни класове), при условие че са спазени изискванията на клауза .
1.10. Формата и размерите на контролните рефлектори в пробите са посочени в нормативната и техническата документация. Препоръчително е да се използват рефлектори под формата на дупки с плоско дъно, ориентирани по оста на ултразвуковия лъч.
1.11. Комплектът от рефлектори в образците за изпитване се състои от рефлектори, направени на различни дълбочини, от които минимумът трябва да е равен на „мъртвата“ зона на приложената търсачка, а максимумът да е равен на максималната дебелина на изковките, които трябва да бъдат тестван.
1.12. Стъпките на дълбочината трябва да са такива, че съотношението на амплитудите на сигналите от едни и същи контролни рефлектори, разположени на най-близките дълбочини, да е в диапазона от 2 - 4 dB.
1.13. На всяка стъпка на дълбочина в изпитваната проба се правят еталонни рефлектори, за да се определи нивото на фиксиране и нивото на отхвърляне. Разрешено е производството на контролни рефлектори с други размери, но в същото време съотношението на амплитудите от двата най-близки рефлектора по размер не трябва да бъде по-малко от 2 dB.
1.14. Разстоянието между еталонните рефлектори в образците за изпитване трябва да бъде такова, че ефектът на съседните отражатели върху амплитудата на ехото да не надвишава 1 dB.
1.15. Разстоянието лот контролния рефлектор до стената на изпитваната проба трябва да отговаря на условието:
където з- разстояние по дължината на лъча от входната точка до отразяващата повърхност на еталонния рефлектор, mm;
л - дължина на вълната на ултразвуковите вибрации, mm.
1.16. Зоните на плоскодънните рефлектори трябва да се избират от следния диапазон (съответните диаметри на отворите са посочени в скоби): 1 (1.1); 2(1.6); 3 (1,9); 5 (2,5); 7(3); 10 (3,6); 15 (4.3); 20(5); 30 (6.2); 40 (7.2); 50 (8); 70 (9,6) mm2.
1.17. Дълбочините на плоскодънните рефлектори (разстояния от техните краища до входната повърхност) трябва да се избират от диапазона: 2, 5, 10, 20, 50, 75, 100, 150, 200, 250, 325, 400, 500 mm и след това след 100 mm с грешка не повече от ±2 mm.
1.18. Образците за изпитване за контрол на алуминиеви изковки са направени в съответствие с GOST 21397-81. Разрешено е използването на аналогови тестови образци, изработени от алуминиева сплав D16T, за тестване на други материали с помощта на калкулатори.
1.19. Точност и технология на производство на контролни рефлектори за директен преобразувател - съгласно GOST 21397-81, за наклонен преобразувател - според GOST 14782-86.
1.20. Радиус, пробна частР 0 трябва да е равно на , къдетоРП - радиус на коване.
Разрешено е да се използват пробни образци с различен радиус, когато съотношението е 0,9РП < Р 0 < 1,2 РП .
1.21. Използването на образци за изпитване с плоска входна повърхност е разрешено при изпитване на цилиндрични продукти с диаметър над 500 mm с директен комбиниран преобразувател и при изпитване на цилиндрични продукти с диаметър над 150 mm с прав двойно комбиниран трансдюсер или наклонена сонда.
1.22. DGS-диаграмите или изчислителните устройства трябва да отговарят на следните изисквания:
стойността на разделяне на скалата „Амплитуда на сигнала“ трябва да бъде не повече от 2 dB;
стойността на разделението на скалата "Дълбочина на поява" трябва да бъде не повече от 10 mm;
разстоянието по оста на ординатата между кривите, съответстващи на различни размери на контролните рефлектори, трябва да бъде не повече от 6 dB и не по-малко от 2 dB.
2. ПОДГОТОВКА ЗА КОНТРОЛ
2.1. При общата технологична подготовка на производството за изковки, подлежащи на ултразвуково изпитване, се съставят технологични схеми на ултразвуково изпитване.
2.2. За всеки стандартен размер на коване се съставя технологична карта. Картата съдържа следната информация:
основни данни за коване (чертеж, клас на сплав, ако е необходимо - скорост на звука и коефициент на затихване);
обхват на контрол;
повърхностна обработка и надбавки (ако е необходимо, посочете на скицата);
основни параметри на управление (звукова схема, типове преобразуватели, входни ъгли и работни честоти, чувствителност на управление, скорост и стъпка на сканиране);
изисквания за качество на изковките.
Допуска се изготвянето на стандартни контролни карти, комбинирани с един или повече от изброените параметри.
2.3. Контролната блок-схема трябва да предвижда изпитване на този етап от технологичния процес, когато коването има най-простата геометрична форма и най-голямото допускане. Допуска се контрол без надбавка, ако е осигурено пълно звучене на целия обем метал. Препоръчително е да се извърши контрол след термична обработкаизковки.
2.4. Преди изпитването повърхностите на изковките, от които се извършва сондирането (входни повърхности), трябва да бъдат обработени и да имат параметър за грапавост на повърхносттаRz< 1 0 µm според GOST 2789-73.
Ковашките повърхности, успоредни на входните повърхности (долните повърхности), трябва да имат параметър за грапавостRz≤ 40 микрона според GOST 2789-73.
Допуска се намаляване на изискванията за грапавост на повърхността, при условие че се открият неприемливи дефекти.
3. КОНТРОЛ
3.1. Контролът на изковките се извършва по метода на ехо и метода на огледалната сянка.
Могат да се използват и други методи, при условие че бъдат идентифицирани неприемливи дефекти. Контролът по метода на огледалната сянка се осъществява чрез наблюдение на затихването на амплитудата на долния сигнал.
3.2. Схемите на звучене на изковки с различни геометрични форми са установени от техническата документация за изпитване.
3.3. Схемата на сондиране на изковки в пълен размер е настроена по такъв начин, че всеки елементарен обем метал се озвучава в три взаимно перпендикулярни посоки или близо до тях. В този случай изковките с правоъгълно сечение се озвучават от директен преобразувател от три перпендикулярни лица. Цилиндричните изковки се озвучават чрез директен преобразувател от крайната и страничните повърхности, както и чрез наклонен преобразувател от страничната повърхност в две посоки, перпендикулярни на генератрисата (хордово звучене).
3.4. Ако един от размерите на изковката надвишава другия размер вмили повече пъти, тогава директният трансдюсер се заменя с наклонен. В този случай се използват наклонени преобразуватели с възможно най-голям входен ъгъл, а сондирането се извършва по най-големия размер в две противоположни посоки.
смисъл мсе дефинира от израза
където дП - диаметър на пиезоелектричната плоча на преобразувателя, mm;
е- честота на ултразвука, MHz;
С- скорост на надлъжните ултразвукови вибрации в даден метал, m/s.
(Преработено издание, Rev. No. 1).
3.5. Чертежът показва примери за звукови веригиi в пълни изковки с проста геометрична форма, знакът ↓ показва посоката на излъчване на директния търсач, знакът ← → - посоката на движение и ориентацията на наклонения търсач.
Примери за звучащи изковки с проста форма

3.6. Контролът се извършва чрез сканиране на повърхностите на изковките, определени по зададената схема на сондиране, от преобразувателя.
Скоростта и стъпката на сканиране се задават от техническата документация за контрол, на базата на надеждно откриване на неприемливи дефекти.
3.7. Честотата на ултразвука е посочена в техническата документация за контрола. Масивните и едрозърнестите изковки се препоръчват да се озвучават на честоти от 0,5 - 2,0 MHz, тънките изковки с финозърнеста структура - при честоти от 2,0 - 5,0 MHz.
3.8. Нивото на фиксиране и нивото на отхвърляне трябва да съответстват на нивата, установени от техническата документация за изковките, с грешка не повече от ±2 dB.
3.9. Търсенето на дефекти се извършва на чувствителността на търсене, която е зададена:
с ръчно управление - 6 dB над нивото на фиксиране;
с автоматично управление - така, че дефектът, който трябва да бъде отстранен, да бъде открит поне 9 пъти от 10 експериментални сондажи.
3.10. По време на контрола се фиксират зони, в които се наблюдава поне един от следните признаци на дефекти:
отразен сигнал, чиято амплитуда е равна или надвишава определеното ниво на фиксиране;
затихване на долния сигнал или затихване на предавания сигнал до или под дадено ниво на фиксиране.
4. ОБРАБОТКА И ФОРМУЛИРАНЕ НА РЕЗУЛТАТИТЕ ОТ КОНТРОЛА
разстояние до трансдюсера;
еквивалентен размер или площ;
условни граници и (или) условна дължина.
При необходимост дефектите се класифицират на разширени и неразширени и се определя тяхното пространствено разположение.
4.2. Резултатите от контрола се записват в сертификата за коване и се вписват в специален дневник, който се съставя в съответствие с GOST 12503-75 със следните допълнителни данни:
ниво на фиксиране;
контролни дати;
фамилия или подпис на оператора.
Когато се открият дефекти в дневника, техните основни характеристики се записват в съответствие с параграф и (или) дефектограми.
4.3. Въз основа на сравнението на резултатите от контрола с изискванията на нормативната и техническата документация се прави заключение за годността или отхвърлянето на коването.
4.4. В нормативно-техническата документация за изковките, подлежащи на ултразвуково изпитване, трябва да се посочи следното:
ниво на фиксиране, неприемливо ниво на затихване на дънния сигнал и параметри на неприемливи дефекти (минимален еквивалентен размер или площ, минимална условна дължина, минимален брой дефекти в определен обем), например:
Дефектите с еквивалентна площ подлежат на фиксиранеС 0 и още.
Не се допускат дефекти с еквивалентна площС 1 или повече.
Не се допускат дефекти с условна дължинаЛ 1 или повече.
Не се допускат дефекти, които причиняват, когато се контролира от директен трансдюсер, фоновият сигнал е отслабен до нивотоС 0 и по-долу.
Неразширени дефекти с еквивалентна площ наС 0 преди С 1 , ако образуват клъстер отнили повече дефекти с пространствено разстояние между най-отдалечените дефекти, равно или по-малко от дебелината на изковкатаХ.
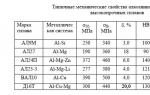
4.5. При писане на нормативни изисквания за качеството на изковките се препоръчва да се посочи групата за качество на изковките в съответствие с таблицата. Таблицата показва стойноститен 0 , които се използват за изчисляване на невалидно числондефекти в група с размериХспоред формулата
При изчисляване нзакръглено надолу до най-близкото цяло число.
Показатели за технически изисквания за изковки въз основа на резултатите от ултразвуковото изпитване
|
Група за качество |
Директен преобразувател |
Ъглов преобразувател |
Специфична плътност на дефектите в клъстер П 0 |
|||||||||||||||||||
|
Х £ 100 |
100 < Х≤ 250 |
Х≤ 250 |
250 < Н ≤ 400 |
H > 400 |
Х≤ 70 |
70 < H ≤ 150 |
Х≤ 150 |
150 < H ≤ 200 |
H > 200 |
|||||||||||||
(Преработено издание, Rev. No. 1).
4.6. В изковките, причислени към групи 1, 2 и 3, не се допуска нито един разширен дефект, нито един дефект с еквивалентна площ.С 1 и още. Такова условие обикновено се удовлетворява от вакуумно топене на метали. В изковките, причислени към групи 2н, 3 ни 4 н, допускат се малки неудължени дефекти (например неметални включвания, присъстващи в някои мартеновски стомани). В изковките, причислени към група 4Л, допускат се някои разширени дефекти, чиято номинална дължина е по-малка от 1,5Л 0 .
5. ИЗИСКВАНИЯ ЗА БЕЗОПАСНОСТ
5.1. Ултразвуковите дефектоскопи са преносими електрически приемници, поради което при използването им трябва да се спазват изискванията за безопасност и промишлена хигиена в съответствие с „Правилата за техническа експлоатация на потребителски електрически инсталации“ и „Правила за безопасност при експлоатацията на потребителски електрически инсталации“, одобрен от Държавния енергиен надзор през 1969 г. с допълнения и промени през 1971 г.
5.2. До работа с ултразвукови устройства се допускат лица, преминали теста за знания по „Правила за техническа експлоатация на потребителски електрически инсталации“. При необходимост квалификационната група на дефектоскопите се създава от фирмата, извършваща контрола, в зависимост от условията на работа.
5.3. Мерките за пожарна безопасност се извършват в съответствие с изискванията на "Моделните правила за пожарна безопасност за промишлени предприятия", одобрени от GUPO на Министерството на вътрешните работи на СССР през 1975 г. и GOST 12.1.004-91.
5.5. При използване на подемни механизми на мястото за управление трябва да се вземат предвид изискванията на "Правилата за проектиране и безопасна работа на подемни кранове", одобрени от Госгортехнадзор на СССР през 1969 г.
еквивалентен размер
Размерът (или размерите) на контролен рефлектор с дадена форма, разположен в тестовата проба на дълбочина, най-близка до дълбочината на дефекта, и даващ ехо сигнал, равен по амплитуда на сигнала от дефекта
Еквивалентна дефектна площ
Площта на крайната повърхност на пробиване с плоско дъно, разположена в тестовата проба на дълбочина, най-близка до дълбочината на дефекта и даваща ехо сигнал, равен по амплитуда на сигнала от дефекта
Ниво на фиксиране
Нивото на амплитудата на ехо сигнала от контролния рефлектор, определено от нормативната и техническа документация за изковки, което служи като основа за отстраняване на дефекта:
чрез превишаване на това ниво от сигнала по време на контрола по ехо метода;
чрез затихване на долния сигнал до това ниво, когато се управлява по метода на огледалната сянка
Ниво на отхвърляне (отнася се само за ехо тестване)
Нивото на амплитудата на ехо сигнала от контролния рефлектор, посочено в нормативната и техническа документация за изковки, превишаването на което от сигнал от дефект служи като основа за отхвърляне на коването
Условна граница на дефекта
Местоположението на позициите на центъра на предния трансдюсер или входната точка на ъгловия преобразувател на входната повърхност, при която амплитудата на ехо сигнала от дефекта или амплитудата на основния сигнал (когато се управлява от директния трансдюсер ) е равно на определеното ниво на фиксиране
Дължина на условен дефект
Максималното разстояние (в дадена посока) между две точки, разположени на условната граница на дефекта.
Забележка. Обозначава се Лконв., мм Условната дължина на контролния рефлектор, еквивалентна по амплитуда на този дефект, се обозначава Л 0 мм
Позволено е да се определи стойността Л 0 като условна дължина на контролния рефлектор, която определя нивото на отхвърляне
Разширен дефект
Л arb, макс > Л 0
Неразширен дефект
Дефект, който удовлетворява условието Л arb, макс ≤ Л 0
Скорост на сканиране
Скоростта на движение на преобразувателя по дадена траектория по входната повърхност
Стъпка на сканиране
Разстояние между съседни пътища на трансдюсер, например между редове при прогресивно сканиране или между спираловидни завои при спираловидно сканиране
ARD диаграма
Система от графики, свързващи амплитудата на ехо сигнала с разстоянието до дефекта и неговата еквивалентна площ
Главна информация. Качеството на машината зависи от качеството на нейните компоненти и части. Повечето критични машинни части са изработени от изковки, така че задачата на ковашки цех или обект е не само да произведе определен брой изковки, но и да осигури високото им качество. Тази задача може да бъде решена само с успешната организация на техническия контрол в цеха, на обекта и на работното място.
Контролът на качеството на продуктите се състои в проверка на съответствието на показателите за качество с изискванията, установени от държавните стандарти (GOST), технически спецификации (TU) и други документи.
Важни критерии за високо качество са такива технологични характеристики на последното като липсата на неприемливи дефекти в изходния материал, както и съответствието на механичните свойства, металната структура, геометричните размери и грапавостта на повърхността на детайлите на стойностите, изисквани от техническите изисквания. документация.
Организация на техническия контрол в предприятието и неговите видове. Контрол на качеството на продукта във фабрикатаосъществяват два отдела - технически контрол и държавен контрол. Продуктите, произведени от завода, могат да се изпращат на клиенти само след като бъдат приети от представители на отдела за държавен контрол.
Разликата между отдела за технически контрол (ОТК) на завода и отдела за държавен контрол е както следва. Отделът за контрол на качеството, като едно от подразделенията на предприятието, не само контролира качеството на продуктите, но и открива причините за дефектите и активно влияе върху услугите на завода, за да ги предотврати на всички етапи от производството на части, възли и машините като цяло. Отделът за държавен контрол, представляващ интересите на клиента, проверява, като правило, качеството на крайния продукт (трактор, автомобил, телевизор и др.); това е специално подразделение на Държавния стандарт на СССР в предприятието и не е подчинено на ръководството на последното.
Организационната структура на QCD в предприятието зависи от естеството на производството, обема и вида на продуктите. В повечето предприятия отделът за контрол на качеството включва следните подразделения: входяща контролна група, която контролира и приема метали, отливки, изковки, компоненти и др., идващи в завода от други предприятия;
централната заводска измервателна лаборатория, която съвместно с цеховите лаборатории следи за състоянието и правилното използване на контролно-измервателните инструменти, устройства, приспособления; група за счетоводство и анализ на брака;
бюро за технически контрол (БКТ), което извършва контрол на продуктите в цеховете на завода.
Изброените поделения са подчинени на ОВ на завода; Техният персонал включва старши инспектори, контролни бригадири и инспектори.
Службата за технически контрол в цеха за коване и щамповане има следните задачи:
предотвратяване появата на масови дефекти, което се постига чрез своевременно откриване на отклонения от технологичните и технически условия и изтегляне от производство на износени матрици, дефектни инструменти, контролни устройства и др.;
откриване на дефектни изковки, отстраняването им от по-голямата част от подходящи изковки, оформяне на съответна документация, посочваща подходящи и дефектни изковки и конкретни виновници за брака;
контрол по спазване на установените надбавки, контрол на качеството на топлинната обработка, качеството на повърхността и др.;
систематично регистриране на брака, анализ на причините за възникването му, извършен въз основа на дългосрочно събиране на данни в сервиза и от потребителя.
Службата за контрол на качеството осигурява денонощен контрол на коване на производството на основните операции, които включват: рязане на оригиналния метал в нарязани по дължина заготовки, нагряване, коване или щамповане, термична обработка, довършителни операции, окончателно приемане на изковките.
Ефективността на техническия контрол зависи от правилния избор на неговия тип. В зависимост от изпълнителя се разграничават технически контрол от служителите на QCD и контрол от самите работници (самоконтрол). Самоконтролът, например, по време на коване се състои в проверка на качеството на произведеното изковаване от самия ковач. Тези работници, на които е поверен самоконтрол, имат лична стигма за качество.
Технологичният процес на производство на сложни изковки може да се състои от голям брой операции. В този случай, за да се предотврати възникването на окончателен брак, техническият контрол се извършва на етапи. Извършва се предварителен контрол, за да се провери качеството на изходния материал, за да се предотврати преработката му в случай на дефекти. Междинният междуоперативен контрол най-често се извършва от QCD контролера, но понякога и от персонала на цеха. Например, отхвърлянето на изковки с очевидни дефекти може да се извърши от самите работници. Окончателният контрол е задължителна операция по време на доставката на готови продукти от цех до цех или до потребителя. Приетите или отхвърлените продукти се брандират със съответните печати и за това се оформя необходимата документация.
В зависимост от вида на производството и неговия характер (масово, серийно, експериментално и др.) се използват различни средства за управление - механизирани и автоматизирани. В едно производство, например, на ковашкия обект, частите най-често се произвеждат на универсално оборудване с универсален инструмент без използване на специално оборудване. При условията на такова производство се използва ръчно управление, което се извършва по универсални методи с помощта на универсален контролно-измерителен инструмент. Оборудването на единична производствена единица със специални контролни устройства не е икономически осъществимо, освен това квалификацията на инспекторите трябва да бъде висока.
Непрекъснатото усъвършенстване на организацията на контрола води до появата на нови негови форми. Една от тях е системата за бездефектно производство на продукти и доставката им до контролната служба от първото представяне. С бездефектна система се контролира не само качеството на продуктите, но и качеството на работа на работниците, тяхната квалификация и условията на труд. Тази система дава възможност за разработване на набор от организационни, технически и образователни мерки, които осигуряват бездефектната работа на всички производствени отдели. Бездефектна трудова система може да бъде внедрена във всяко предприятие и всеки производствен обект.
При производството на изковки чрез ръчно коване най-важните видове технически контрол са междинен и краен.
Технически контрол в ковашкото производство. Като цяло се използват следните видове контрол на изковките (заготовки, детайли) за откриване и предотвратяване на дефекти в производството на коване: външен преглед; контрол на геометричните размери; контрол на химичния състав; контрол с помощта на неразрушителни физически методи; металографски анализ; механични тестове. Изброените видове контрол могат да се използват както като междинни, така и като крайни.
Външен преглед(визуална проверка) най-често се използва като междинна проверка, извършвана с чук, преса или наковалня за отхвърляне на изковки с очевидни дефекти. След изглаждане и отстраняване на котлен камък се извършва външна проверка като последен контрол за откриване на видими с просто око повърхностни дефекти. Отстраняването на котлен камък се извършва или в барабанни барабани, или с изстрел в инсталации за струйно бластиране. Издухването с пясък се използва изключително рядко и само за почистване на изковки от скъпи сплави, като титан. По-малките и така наречените скрити дефекти се откриват, като изковките се подлагат на ецване и се разглеждат с лупа.
Външна проверка също така установява такива видове дефекти като изкривяване, неприемливи ръбове, както и дефекти, причинени от непълно извършени операции по пробиване на дупки, подрязване и др.
Контрол на геометричните размери на изковкитепроизведени от универсални и специални инструменти. Изковките, получени чрез ръчно коване, най-често се контролират с универсален инструмент - шублер, шублер и вътрешен габарит със секторна скала. При производството на голяма серия от изковки е по-икономично и по-удобно да се използва специален инструмент за управление - скоби, шаблони и други контролни устройства.
Геометричните размери на сложни и големи изковки, изработени от скъпи сплави, се контролират върху маркировъчни плочи с помощта на уред за дебелина и маркировъчна линийка, а за по-голяма точност на измерване се използва габарит за височина (фиг. 9.5). Маркирането върху плочата е трудоемка и отнемаща време операция, но е по-икономично предварително да се определи годността на коване за механична обработка, отколкото да се получи скрап след многобройни и скъпи довършителни операции.
При контролиране на геометричните размери е необходимо такива точки от повърхността на коване да служат като основа за измерване, която по-късно ще се използва като основа за фиксиране на изковката върху машината по време на нейната механична обработка. Това условие се нарича "правило на базовото единство".
Височината, ширината, дължината и диаметърът на изковката се измерват с линийка, шублер, обикновен шублер или шублер със секторна скала. Изборът на измервателен инструмент зависи от габаритните размери на изковката и необходимата точност на измерване. Контролът на посочените размери се извършва с ограничителни скоби, шаблони за прътове и гребени. За измерване на дебелината на стената на изковките се използват шублери със секторна скала (виж фиг. 5.12, б), шублери, а за контрол на пригодността на детайла се използват ограничителни скоби и ограничителни шублери.
Диаметрите на отворите се измерват с шублери и габарити. Пригодността на изковките се определя от отворите с помощта на ограничителни габарити и шаблони. Контролът на изковките за огъване (кривина) и изкривяване на повърхности се извършва върху плочата чрез измерване на разстоянието от контролните повърхности на изковката до повърхността на плочата. Изкривяването на кръгла изковка се определя чрез търкалянето й върху плочата и измерване на деформацията. Контролът на изкривяването се извършва с помощта на шаблони на профили.
Ъгловите размери се определят от универсални гониометри, скосявания и контролни шаблони. Радиусите на криви между съседните повърхности на изковката се проверяват с набор от универсални шаблони за радиус (от 1 до 15 mm), както и ограничителни шаблони за измерване на външния и вътрешния радиуси на закръгленията. Правилността на относителното положение на издатините и вдлъбнатините върху изковката се определя или върху плочата, или с помощта на габарит за височина, или шаблони за профили и контури.
Изковките с отклонения на размерите над допустимите са дефектни. Тези, които могат да бъдат коригирани чрез допълнително коване, се изпращат за отстраняване на дефекти, останалите се отхвърлят.
Контрол на химичния състав на метала на заготовките и изковките все извършват поради факта, че химическият състав влияе не само на производителността на частите, но и на начина на тяхната обработка. Следователно несъответствието на химическия състав на метала на заготовката с установените изисквания, както и погрешният избор на марката на сплавта, са неприемливи. Контролът на химичния състав на сплавта се извършва при приемане на метал, пристигащ в завода, при приемане на изковки за най-критичните части, при изследване на причините за дефекти, а също и в случай, когато се приготвят заготовки със същия размер за коване са преместени или върху тях няма печат или етикет.
При производството на коване, химическият анализ в лабораторията и спектралният анализ се използват широко за определяне на химичния състав на метала, а методът на искри се използва за определяне на степента на сплавта.
За химичен анализ от използваните заготовки или изковки се взема определено количество чипове или малки парчета метал и се изпращат в лабораторията, където химическият състав на сплавта се определя с висока точност чрез количествени методи за анализ. Точността на определяне на наличието на сяра и фосфор например достига 0,004. . . 0,005%, волфрам и никел - 0,04. . . 0,06%, други елементи - 0,02. . . 0,04%. Недостатъците на химическия анализ включват дългата продължителност и сложността на неговото изпълнение. Така че, за да се определи количеството въглерод, са необходими 5 минути, сяра или фосфор - 1 час, алуминий - 2 часа и титан - 3 ... 4 часа. В резултат на това химическият анализ се използва при произволен контрол, анализ на отхвърляне, точна повторна проверка (например в случай на преждевременна повреда на част по време на работа).
В сравнение с химическия спектрален анализ, той е по-удобен, икономичен и бърз. Този метод е по-малко точен от химичния анализ, но позволява един клас сплав да бъде отделен от друг с разумно приближение, а контролът се извършва много бързо и без повреда на готовото изковаване. Точността на определяне на елементите достига ... 1%, а времето, прекарано е от 1 до 3 минути на анализ.
Спектрален анализ се основава на разлагането и изследването на спектъра на електрическа дъга или искра, изкуствено възбудена между меден електрод и изследваната сплав. За извършване на спектрален анализ се използва стационарен или най-удобният преносим в производствени условия сталеоскоп (фиг. 9.6). Между изпитваната проба 6 и дисков електрод 5 възниква електрическа дъга. Светлинният лъч от душата през призми 7, 11 и 12, лещи 8, 10 и 2, както и рефракционни призми 3 и 4 влиза в окуляр 1, през който спектърът се наблюдава и анализира. Цветът и концентрацията на линиите на последния позволяват с помощта на атласа, прикрепен към устройството, да се определи наличието на елемента и неговия приблизителен процент в сплавта. Стелоскопът с тегло 3 кг се носи лесно за дръжката 9; производителността му достига 60 . . . 100 теста на час. Стелоскопът дава възможност да се извършват контролни анализи както на малки, така и на големи изковки, както и да се контролират детайлите директно върху машини, без да се разглобяват.
Ефективен начин за определяне на степента на сплав е методът на искри. Когато се използва, степента на сплавта се установява визуално от вида на искрите, генерирани при абразивната обработка на изковката с шлифовъчен диск или бормашина (виж фиг. 3.4). Въпреки факта, че този метод е много приблизителен, опитни инспектори определят класа на сплав от 600 ... 1000 проби в рамките на 1 час.