Общеслесарные работы. Клёпка металла. Заклепки — купить по выгодной цене, алюминиевые, стальные, металлические и нержавеющие заклепки в Леруа Мерлен
— это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Архангел Михаил был демонтирован из верхней группы. Остальные были открыты и, возможно, заняты только на строительных лесах. Позолота медного пальто в огне невероятно сохраняется в течение периода его экспозиции, несмотря на все недостатки в отчетах. При ремонте крекированных медных корпусных соединений оригинальная технология не может быть использована - тяжело раненная, только в отношении повреждения первоначального позолоты. Во время реставрации очистка оригинальной позолоты представляется довольно сложной проблемой, требующей методических указаний от природоохранных организаций.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
На основе разработанных обзоров и анализов шаги, ведущие к определению частичных технологических процессов последующих реставрационных работ, были разделены на следующие этапы. Этап 5 - восстановление позолоченной поверхности. Выбор подходящей окончательной отделки всегда является самым обсуждаемым вопросом, на который все будут говорить, от экспертов до мирянина. Альтернативно, золочение золота, электролитически в ванной или локально и локально без использования энергии, можно использовать для ремонта золотого слоя на открытых и открытых медных покрытиях после мягкой механической и химической очистки.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Свинка в огне, который был использован в качестве оригинальной технологии может быть использована только для небольших деталей, например, медные головок винтов, пластыри и т.д. - полировка поверхности скорректированной с сохраненной позолотой - пятнистость точек мидиев золота перехода между поверхностями с сохранившейся позолотой поверхностями сильно поврежденных позолота - золочение медных головок новых винтов, некоторых патчей и т.д. Этап 6 - установка мастерской для обработки поверхности на отремонтированные и обработанные поверхности медные части скульптур - ретушь позолоченных суставов.
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.
Шаг № 7 - транспортные статуи Оломоуц - Подготовка крепежа для монтажа на столбе скульптуры - постепенные готовые монтажные крепежные элементы - хранение документов - шкатулки закрытия скульптуры и установку затенения пластин таким образом, чтобы попасть в статуях птиц - ретушь поврежденных манипуляций золочения и сборка.
Восстановление золоченой медной оболочки. В ходе реставрационных работ необходимо было рассмотреть, что это было уникальное доказательство художественного и мастерства создателей барокко, и поэтому мы стремились сохранить существующую поверхность везде, где материальный характер работы не был скомпрометирован. Специфичность этих скульптур лежала в чрезвычайном разнообразии и сложности конструкции позолоченных скульптур оболочки, что представляет собой площадь около 40 м на практике означает, что мы держали защитный налет, который образуется на горизонтальных участки скульптуры, и постепенно удалить нежелательные корки, в результате чего точки отчислений и эрозионные тени.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Поскольку нежелательные продукты коррозии меди и медная патина имеют очень схожий характер, процесс очистки поверхности был довольно сложным. Во время реставрации мы исходили из Методики очистки поверхности медной скульптуры, подготовленной Инг. Восстановление позолоченной медной оболочки проводилось в соответствии с вышеупомянутой методикой очистки при соблюдении следующих условий: сохранение непористого защитного слоя. удаление пористого слоя в местах осадков тени возрождение оригинальной позолоты позолоты скульптур.
Рекомендуемые процедуры, которые подходят для очистки коррозионных продуктов пораженной поверхности позолоченных пластмасс, можно разделить в зависимости от природы активного вещества следующим образом: механические методы очистки - влажная химическая абразивная очистка не была основана на мягкости поверхности золота с использованием химических методов очистки - был выбран пылесос для удаления требуемых коррозионных продуктов и не препятствовал стабильности поверхности в непосредственной близости от очищенной зоны; по вышеуказанным причинам активные соединения наносят на поверхность в виде пасты или геля путем смешивания раствора гидроксида натрия с пористым инертным носителем очень мелкой фракции, например, с пемзой; - использование ингибитора коррозии рассматривалось у основания основного луча, но в отношении реакции песчаника и невозможности повторного применения композиции на валу колонны этот метод не использовался. электрохимические методы - не использовались по размеру и состоянию объекта. комбинированные методы - были использованы в сочетании с очень ограниченной механической процедурой с химической щелочной очисткой для удаления сильных корков, как указано выше.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Восстановление повреждения медной оболочки. Ремонт медной оболочки Для ремонта медной оболочки и ее пополнения лучше всего использовать лист из чистой меди. Для соединения оболочки и внутренней оболочки с медными винтами. Для ремонта поврежденных стыков корпуса наиболее экономичная технология заклепок для медных заклепок с меднолитовым соединением использовалась как наиболее подходящая и с точки зрения вмешательства в внешний вид барочных скульптур. В местах, где коррозионное воздействие обсадной колонны было более обширным, и эти участки не могли быть удалены с точки зрения сохранения с использованием нового материала, в ходе регулярных консультаций было согласовано использование внутренних или внешних медных пятен.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Поэтому восстановление корпуса проводилось «холодным», чтобы избежать изменения цвета поверхности медного корпуса, а подлинность медленного разложения позолоченной поверхности с переходом на естественную патину меди оставалась неповрежденной. Невозможно было использовать оригинальную латунную технологию пайки или пайку серебром, так как это могло бы повредить золотое покрытие и патину в широкой соседней полосе из-за теплопроводности меди.
Во время реставрационных работ были использованы следующие процедуры для ремонта дефектов обсадной колонны: подкладка и клепка резания и заклепки накладки из медного накладок и заклепочная пайка отсутствующих деталей были недавно выгравированы и завершены.
Прочный шов применяется в тех случаях , когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Если окончательный отчет должен был охватывать все вмешательства, сделанные на поврежденных участках скульптуры, это было бы бесполезно. Как видно из записей проведенных консультаций, во время восстановления все разные дефекты обрабатывались по-разному, т.е. аналогичный ущерб был решен по-разному в разных местах скульптуры. Поэтому мы упомянем только о вмешательствах, которые лучше всего характеризуют данную процедуру для каждой процедуры восстановления.
Наиболее широко используемой реставрационной техникой была технология ремонта и заклеивания медной оболочки. Листы подкладок были тиснены в форму, чтобы скопировать внутреннюю сторону корпуса в точке повреждения. Он применялся в местах трещин, трещин и повреждений суставов отдельных кусков скульптуры. Например, мы можем описать, как восстановить повреждение правой части фигуры Иисуса Христа. Это была расслабленная, оригинальная паяная латунная связь. Трещина побежала из отверстия подмышки в сторону фигуры.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
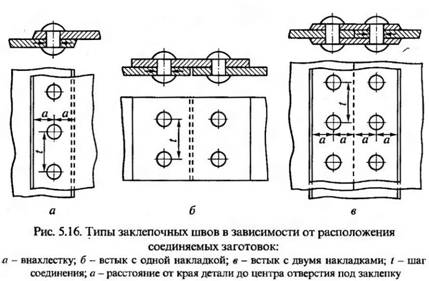
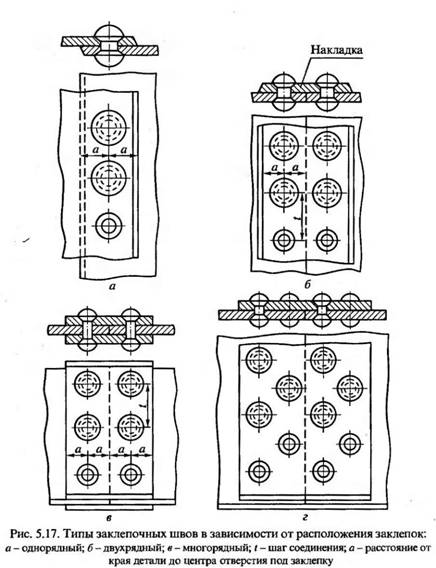
По взаимному положению деталей соединения различаются два типа швов : встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Края швов были сведены вместе, и шайба была просверлена, и две части были прикованы. Другим примером этой технологии является вмешательство в левый локоть Архангела Михаила. Исходный материал был неуловим в локте в результате распыления, коррозии и коррозионного давления настолько, что его часть полностью отсутствовала, а оставшиеся края были раздираемы. Из-за сложности и размера внутреннего патча необходимо было создать форму для последующего тиснения фигурной площадки. Форма была напечатана в модельной глине, перенесена на гипс и литой из свинца.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
В полученной таким образом форме искомая форма была уничтожена. Что касается сохранения оригинальной барочной материи, локоть не был ни выложен, ни закрыт снаружи патчем, но поддерживается таким образом. Внутренняя подушка усиливает локоть и предотвращает дальнейшее повреждение оригинального материала в зоне повреждения. Примером технологии резки и клепки является патч на левой стороне груди фигуры Иисуса Христа. Повреждение медной оболочки было, вероятно, вызвано выстрелом. Отверстие будет покрыто наружным патчем.
После удаления этого патча и очистки окружения поврежденного участка было решено выложить отверстие. Это было место, где было обнаружено и отсутствует часть оригинального материала, который был оторван. Сайт был посажен медным листом, который точно заполнил отверстие. Этот лист был выгравирован на более крупном медном листе, который был подкреплен и согнут под местом повреждения медного корпуса. С помощью этой технологии отверстие было заполнено медным листом в той же плоскости, что и позолоченный корпус из скульптуры.
Процесс металлообработки, заключающийся в соединении двух или более деталей заклепками. Заклепка - цилиндрическое изделие с головкой на одном конце, изготавливающееся из мягкой стали. Клепка металла применяется для соединения тонкого листового проката и металлических деталей и конструкций в таких отраслях промышленности как строительство, авиастроение, производство вентиляционных систем и др. Кроме того клепка металла позволяет выполнить скрепление изделий из металла и других материалов, когда другие виды обработки, например, сварка металла , невозможны. В процессе клепки металла появляются заклепочные соединения или заклепочные швы .
Как указано в реставрационном исследовании, на поверхности скульптур было обнаружено большое количество внешних медных пятен, болтов и заклепок от более ранних ремонтов. Для отдельных патчей индивидуальные решения принимаются, если они оставлены или приняты. В случае их удаления было решено, будут ли они возвращены в исходное место, а железные винты заменены медными заклепками или будут заменены новыми патчами, внешними или внутренними. Чтобы сохранить целостность позолоченной поверхности, большая часть поврежденных участков была погружена изнутри.
Виды заклепок и заклепочных соединений
Диаметр и длина заклепки зависит от толщины соединяемых деталей. Заклепки бывают диаметром от 2 до 8 мм. Виды заклепок : заклепки с полукруглой головкой, заклепки с цилиндрической головкой, заклепки с потайной головкой, трубчатые заклепки, взрывные заклепки, с полупотайной головкой
Примером дифференцированного подхода является восстановление главы фигуры Иисуса Христа. В волосах было три старых пятна. Один из них был прикреплен болтами с металлическими винтами и медной сваркой, другой меньший был завинчен только винтами с винтом, а третий был завинчен в затылок с помощью медных винтов. Большой патч, закрепленный болтами и сваренный, был сварен, сварные швы отшлифованы, из медного листа, который был позолочен огнем и завинчен латунными винтами к поврежденной области, была выкрашена новая прядь волос.
С небольшим патчем только железные винты были заменены латунью, а третий патч остался неизменным. Технология серебряной пайки использовалась исключительно при ремонте больших солнечных лучей. Это стойки, выкованные из меди, которые заканчиваются резьбой для крепления. Этот поток был разбит несколькими стойками. Скульптур было не так много недостающих частей. Это было, в частности, добавление недостающих сломанных концов лучей всех трех солнц и одного луча от северного небольшого солнца. После того, как соответствующая форма была вылита, отдельные части были соединены путем заклепки через медный мост.
Заклепочные швы по характеру соединений могут быть: прочный шов - применяется, когда необходимо получить прочное соединение в несущих металлических конструкциях. Плотный заклепочный шов используется при сборке контейнеров для перевозки жидкостей и газов. Прочноплотный шов применяется, когда скрепляют конструкции, которые должны выдерживать большие нагрузки или давления.
Заклепочные соединения бывают : внахлестку, когда одна из скрепляемых деталей заходит на другую, и торцевыми, когда детали прислонены боковыми поверхностями друг к другу, а скрепление происходит металлическими пластинами. Заклепочные швы образуются из рядов заклепок и могут быть однорядными, двухрядными или многорядными, причем в последнем случае клепки располагаются в шахматном порядке.
Интересный факт
Для соединения металлических изделий применяются клепки из такого же металла. При скреплении металла с деревянной деталью используются металлические клепки, под головку клепки подкладывается шайба, чтобы деревянная поверхность не сминалась.
Процесс клепки металла
Процесс клепки металла состоит из следующих этапов : после разметки будущих отверстий под клепки металлические листы сверлят из расчета, чтобы отверстия были на 0,1мм больше диаметра клепки. В готовое отверстие вставляется заклепка, после чего, придерживая снизу головку, производится обжимка свободного конца заклепки натяжкой. На заключительном этапе свободный конец заклепки расклепывается молотом, форма головке придается обжимкой.
Демонтаж клепочного соединения возможен в случае срезания головки заклепки или высверливании заклепки.
Оборудование для клепки металла
Клепка металла бывает ручная и механическая . Ручная клепка производится в домашних условиях с использованием следующего набора инструментов : кувалда или отбойный молоток с квадратным бойком, натяжка и обжимка для выполнения одноименных операций, поддержка для головки заклепки. При выполнении клепки металла механическим способом используются клепальные машины или пневматические молоты .
В случае, если Вам требуется процедура клепки металлических изделий или необходимо закупить листовой металлопрокат или метизы для клепки, позвоните или напишите в компанию ПромКомплект: специалисты организации подскажут подходящий Вам способ соединения металла, предложат по низким ценам. Ознакомьтесь дополнительно с полезными заметками о скобяных изделиях , сверлах по металлу , которые могут Вам пригодиться в процессе проведения работ по клепке металла.



