Типы сварных соединений и швов. Технология проведения сварки неповоротных стыков труб
Выполнение стыковых соединений по сечению.
Сварку стыковых соединений выполняют с одной или двух сторон. Для борьбы с прожогами применяют остающиеся или съемные подкладки. Остающиеся подкладки изготовляют из стальных полос толщиной 2-4 мм при ширине 30-40 мм. Съемные подкладки изготовляют из материала, который во время сварки не плавится, т. е. обладает хорошей теплопроводностью и теплоемкостью; этим требованиям отвечает медь, а также керамика или графит. Съемные подкладки в процессе сварки иногда охлаждают проточной водой.
Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится прожогов и натеков и может увеличить сварочный ток на 20-30%; исключается необходимость подварки корня шва с обратной стороны.
При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), положения шва в пространстве, диаметра электрода сварку выполняют в два и более слоев. Выполнение шва начинают с наложения первого слоя, состоящего из одного валика. Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притуплённых кромок.
При сварке первого слоя применяют электроды диаметром 2, 3 или 4 мм. Электроды большего диаметра не обеспечивают надежный провар корня шва. Перед наложением следующего слоя поверхность предыдущего зачищают от шлака и брызг. Образование шва заканчивают наплавкой валика высотой 2-3 мм над поверхностью основного металла. После заполнения всего сечения шва со стороны разделки кромок с приданием ему требуемого усиления изделие поворачивают, а затем пневматическим зубилом или воздушно-дуговой строжкой вырубают или выплавляют в корне шва канавку шириной 8-10 мм и глубиной 3-4 мм, которую заваривают за один проход швом, придавая ему небольшую выпуклость. Конкретно стыковые соединения по сечению могут выполняться за один или несколько слоев и за несколько проходов и слоев - многопроходная многослойная сварка (рис. 34). При выполнении многослойных и многослойных многопроходных швов корневой слой выполняется так, как это показано на рис. 35. В этом случае сварочную дугу вначале зажигают либо на особой пластине, либо на одной из свариваемых кромок. Затем быстро электродом проходят через зазор между кромками, замедляя движение электрода на свариваемых кромках. При этом внимательно следят за равномерным плавлением кромок.
Рис. 34. Схема заполнения швов по сечению:
а - однопроходная сварка, б - многослойная, в - многослойная многопроходная: I-VI слои шва, 1-8 - очередность наложения валиков
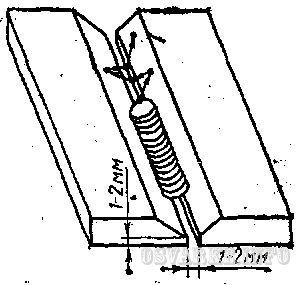
Рис. 35. Выполнение первого слоя при сварке стыкового соединения, имеющего разделку кромок
Выполнение стыковых швов в нижнем положении. Для исключения прожога свариваемых кромок в корне шва применяют различные подкладки и подушки. Сварку можно выполнять вертикально расположенным электродом, углом назад и углом вперед. Техника сварки стыкового соединения в нижнем положении представлена на рис. 36.
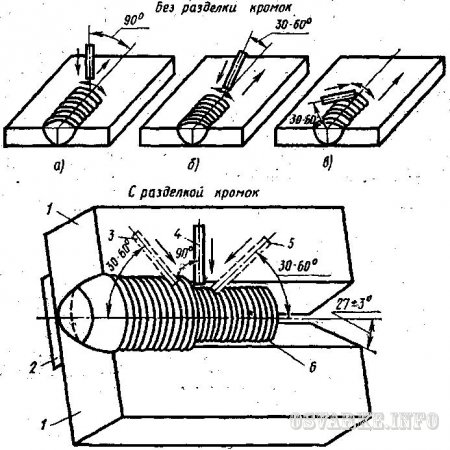
Рис. 36. Техника сварки стыкового соединения:
а - вертикально расположенным электродом, б - углом назад, в - углом вперед; 1 - свариваемые пластины, 2 - подкладка, 3 - положение электрода углом вперед, 4 - вертикально расположенным электродом, 5 - положение электрода углом назад, 6 - корневой шов
Выполнение стыковых швов в вертикальном положении. Вертикальные швы выполняют двумя способами: снизу вверх и сверху вниз. При сварке снизу вверх (рис. 37) дугу возбуждают в нижней точке соединения, и после образования ванночки расплавленного металла электрод отводят немного вверх и в сторону. Дуга при этом должна быть направлена на основной металл. Расплавленный металл при отводе электрода вверх затвердевает, образуя «полочку», на которую наплавляют и которая удерживает последующие капли металла при движении электрода вверх. Электрод рекомендуется наклонять вверх под углом 20-25º к горизонту.
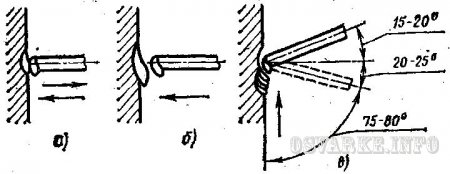
Рис. 37. Схема техники выполнения наплавки валиков и вертикальных швов на подъем:
а - зажигание дуги, б - образование сварочной ванны, в - движение электрода вверх
При сварке сверху вниз (рис. 38) дугу возбуждают в верхней точке шва и придают электроду сначала перпендикулярное, а после образования кратера - наклонное положение. Метод сварки сверху вниз рекомендуется применять в основном лишь для соединения тонкого металла и выполнения первых слоев при наличии разделки кромок.
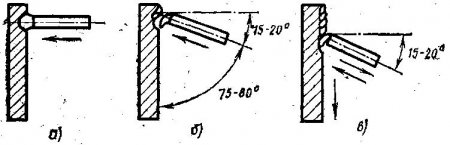
Рис. 38. Схема техники сварки (наплавки) на спуск:
а - зажигание дуги, б - образование сварочной ванны, в - движение электрода вниз
Вертикальные швы выполнять значительно труднее, чем нижние, так как в первом случае расплавленный металл под действием силы тяжести стремится вытечь из сварочной ванны. Вертикальные швы следует выполнять током на 10-15% меньшим, чем при выполнении швов в нижнем положении, и короткой дугой. Используемые для наложения вертикальных швов электроды должны иметь «короткие» шлаки. При выполнении вертикальных швов, как и при выполнении швов в нижнем положении, получают узкие и широкие валики. Движение электрода при наплавке узких валиков в вертикальном положении приводится на рис. 39, а широких - на рис. 40.
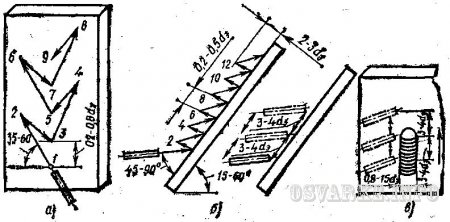
Рис. 39. Движение электрода ври наплавке узких валиков при наклонном положении:
а - по траектории острого угла, б - лесенкой, чередуя приближение электрода к поверхности пластины с последующим отводом его, в - перемещение электрода на 3-4 диаметра вверх вдоль пластины и последующее возвращение его к сварочной ванне (цифрами отмечены точки изменения направления электрода)
Рис. 40. Схема движения электрода при выполнении широких валиков при сварке стыковых соединений в вертикальном положении
При сварке стыковых горизонтальных соединений подготовка необходима только для верхней кромки. Дугу возбуждают вначале на нижней горизонтальной кромке, а затем перемещают на скошенную кромку. Горизонтальные швы выполняют вертикально расположенным электродом, углом назад и углом вперед. Движение электрода можно осуществлять на себя и от себя. Последовательность наложения слоев 1-6 приведена на рис. 41. Угол наклона электрода к вертикальной плоскости свариваемого изделия должен составлять 75-80°.
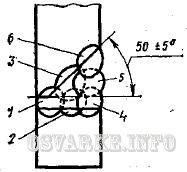
Рис.41. Последовательность наложения слоев при выполнении горизонтального шва (1-6 - очередность выполнения валиков)
Выполнение стыковых швов в потолочном положении. При выполнении таких швов необходимо накладывать узкие и широкие валики. Узкие и широкие (в основном это предпоследние) валики укладываются в разделку кромок. Декоративные валики, укладываемые на поверхности металла, служат для усиления шва. Узкие валики выполняются по схемам, приведенным на рис. 42. Сущность наложения валиков в потолочном положении «лесенкой» состоит в том, что электрод располагают к плоскости под углом 90-130°. Затем из точки 1 переводят его к изделию и зажигают, дугу в точке 2. После образования маленькой порции расплавленного металла электрод на расстоянии 5-12 мм от потолочной плоскости отводят в точку 3. Затем его возвращают в точку 4 и т. д. При возвращении электрода в точки 2, 4, 6, 8, 10, 12 и т. д. расплавленный металл накладывают на остывшую порцию металла на длину 1/2 или 1/3.
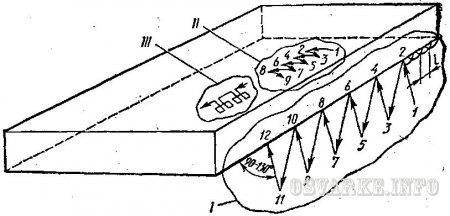
Рис. 42. Схема наложения узких валиков в потолочном положении:
I - лесенкой, II - полумесяцем, III - обратнопоступательно, l - диаметр закристаллизовавшейся капли металла
Сущность сварки полумесяцем состоит в том, что электрод располагают, как и в первом случае, под углом 90-130° к плоскости и, манипулируя электродом по схеме полумесяца, беспрерывно заходят концом электрода на закристаллизовавшуюся часть металла и наплавляют узкий валик.
Обратнопоступательный способ наплавки узких валиков в потолочном положении состоит в том, что концом электрода электросварщик беспрерывно возвращается назад на кристаллизующуюся часть металла, но постоянно удлиняет валик по протяженности. При наплавке широких валиков в различных вариациях используют или сочетают вместе все три приведенных выше варианта при наплавке узких валиков.
Потолочные швы являются наиболее трудными для выполнения, так как расплавленный металл всегда стремится вытечь из сварочной ванны вниз. Незастывший металл удерживается в сварочной ванне силами поверхностного натяжения и давлением дуги. Объем сварочной ванны должен быть минимальным, поэтому сварка возможна только при короткой дуге. Ток должен быть на 15-20% меньше, чем при сварке в нижнем положении. Потолочную сварку выполняют сварщики-потолочники, прошедшие специальную подготовку.
В зависимости от взаимного расположения свариваемых элементов различают следующие виды соединений.
Стыковое соединение. Образовать стыковое соединение могут элементы одинаковой (рис. 5-2, а) или различной толщины (рис. 5-2, б). Толщина металла неограничена. Если сопрягают листы различной толщины, то на более толстом из них делают скос с одной или с двух сторон до толщины меньшего листа. Если разница в толщине сопрягаемых элементов не превышает 2-5 мм (в зависимости от толщины свариваемого металла), скос не производят. Разновидностью стыкового соединения является соединение с отбортовкой кромок (рис. 5-3), применяемое при сварке металла толщиной до 3 мм.
Тавровое соединение. Угол между полкой и стенкой может быть прямым (рис. 5-4), острым или тупым. Сочетание толщин может быть разнообразное.
Нахлесточное соединение (рис. 5-5). Условно к нахлесточному соединению относят пакет из двух элементов (рис. 5-6). Нахлесточное соединение обычно образуют из металла толщиной до 20 мм.

Угловое соединение. Угол между сопрягаемыми деталями может быть прямым (рис. 5-7), острым или тупым. Изредка применяют соединение впритык (рис. 5-8).
Стыковое соединение в наибольшей степени соответствует специфике сварки и обеспечивает оптимальные условия передачи усилий от одного элемента к другому. При нахлесточном соединении создаются неблагоприятные условия для передачи усилий, так как в результате несоосности приложения нагрузки возникает изгибающий момент. Кроме того, увеличиваются расход металла и длина швов. Нахлесточное соединение имеет очень низкий предел выносливости. К преимуществам нахлесточного соединения относят значительно более низкие требования к точности заготовки элементов, а при металле толщиной до 4 мм - также возможность сварки без обработки кромок путем соединения листов в состоянии после прокатки.
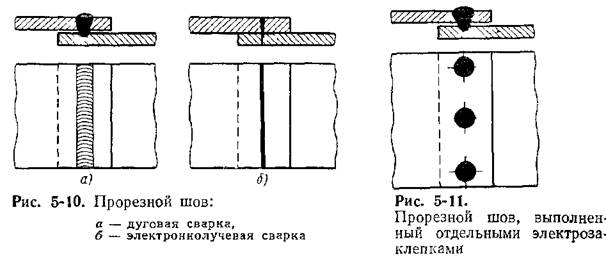
Шов, соединяющий детали в стыковом соединении, называют стыковым, а в тавровом и нахлесточном соединениях - угловым. Угловые швы могут быть сплошными или прерывистыми. Прерывистый шов выполняют отдельными отрезками - шпонками или отдельными точками. Отрезки прерывистого шва могут быть расположены друг против друга или в шахматном порядке (рис. 5-9). При нахлесточном соединении применяют так называемый прорезной шов. Он может быть сплошным (рис. 5-10, а, б), шпоночным или состоять из отдельных точек-электрозаклепок (рис. 5-11). Сплошной прорезной шов характерен для электроннолучевой, шпоночный и электрозаклепочный - для дуговой сварки. При дуговой сварке шпоночный и электрозаклепочный швы можно выполнять (в зависимости от толщины верхнего листа) с образованием отверстия перед сваркой или без него.

Различают прямолинейные, круговые и спиральные швы и швы более сложной конфигурации.
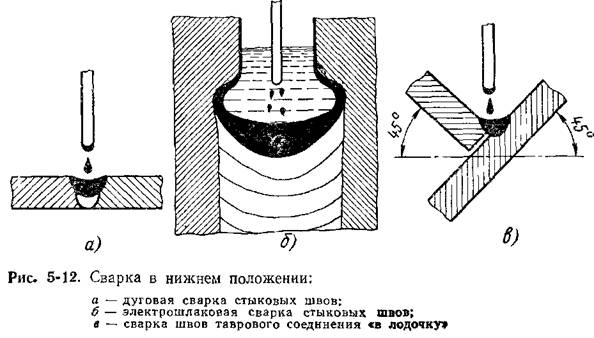
В зависимости от положения шва в пространстве и расположения источника нагрева по отношению к свариваемым кромкам различают сварку в нижнем, вертикальном, горизонтальном, потолочном и наклонном положениях. При дуговой сварке стыкового шва в нижнем положении соединяемые детали располагают в горизонтальной плоскости (рис. 5-12, а), а при электрошлаковом процессе и дуговой сварке с принудительным удержанием жидкой ванны - в вертикальной плоскости (рис. 5-12, б). При выполнении угловых швов в нижнем положении дуговым способом детали располагают так, как это представлено на рис. 5-12, в (сварка в лодочку). При толщине верхнего листа до 12 мм возможна сварка с оплавлением кромки.
При сварке в нижнем положении электродный металл по мере его плавления переносится в сварочную ванну сверху вниз (в направлении силы тяжести), а поверхность сварочной ванны
занимает горизонтальное положение. В этом случае создаются наиболее благоприятные условия для формирования шва. Сварку в нижнем положении можно выполнять всеми способами сварки плавлением. При сварке в нижнем положении под флюсом наклон продольной оси шва по отношению к горизонтальной плоскости не должен превышать 4°, при других способах дуговой сварки наклон может достигать 8-10°.
Для современного уровня развития сварочной техники характерно выполнение большинства швов в заводских условиях в нижнем положении. Эго достигается путем рационального проектирования конструкций и применения манипуляторов или других приспособлений, позволяющих устанавливать детали под сварку всех швов в удобном положении. В условиях монтажа следует стремиться к выполнению в нижнем положении максимального количества швов, применяя для этого укрупнительную сборку и сварочные манипуляторы.
При сварке в вертикальном положении кромки соединяемых элементов располагают вертикально на вертикальной плоскости. Перенос дополнительного металла в сварочную ванну обычно осуществляется в направлении, перпендикулярном к силе тяжести (рис. 5-13, а). В связи с указанными особенностями удовлетворительное формирование шва достигается только при небольшом объеме сварочной ванны. В этих условиях силы поверхностного натяжения удерживают жидкий металл от стекания. Сварку в вертикальном положении можно выполнять покрытыми электродами вручную или механизированным способом в защитном газе на режимах, обеспечивающих малый объем сварочной ванны. Сварку ведут, как правило, снизу вверх. Применяется также сварка сверху вниз.
Путем манипуляций электродом можно приблизить характер переноса металла при сварке в вертикальном положении к сварке в нижнем положении (рис. 5-13, б). Источник теплоты при сварке в вертикальном положении располагают перпендикулярно в вертикальной плоскости или с небольшими отклонениями от такого положения.
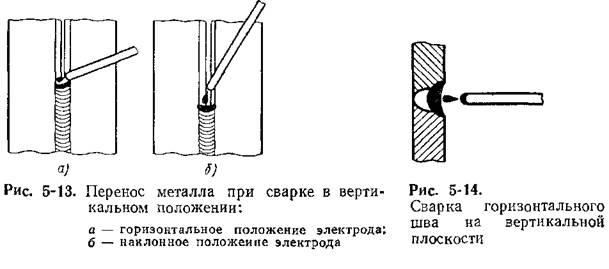
При сварке горизонтальных стыковых швов кромки свариваемых деталей расположены так, как показано на рис. 5-14. Перенос металла в сварочную ванну осуществляется перпендикулярно к направлению силы тяжести. Путем манипуляций концом электрода и соответствующей разделки кромок в этом случае также стремятся максимально приблизить характер переноса металла к переносу в нижнем положении.
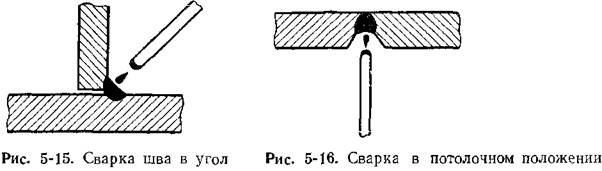
При сварке угловых швов тавровых и нахлесточных соединений в положении не в лодочку перенос металла в сварочную ванну осуществляется под углом 45° к направлению силы тяжести (рис. 5-15), т. е. сварка в этом случае производится, в сущности, в полугоризонтальном положении. Такая техника выполнения шва получила название сварки в угол или наклонным электродом.
Сварку стыковых и угловых швов в горизонтальном положении выполняют преимущественно покрытыми электродами вручную или механизированным способом в защитных газах. Сварку угловых швов в положении не в лодочку производят при сечении шва (или слоя) не более 40 мм2. При большем сечении наблюдается стекание металла на горизонтально расположенный элемент. Сварка стыковых швов в горизонтальном положении под флюсом принципиально возможна, но находит пока ограниченное применение из-за сложности удаления шлаковой корки и плохого формирования поверхностных слоев металла, связанного с трудностью удержания шлака и жидкого металла.
Создание высокопроизводительного способа сварки стыковых горизонтальных швов является серьезной проблемой сварочной техники. Наличие таких швов неизбежно при монтаже крупных листовых конструкций.
При сварке в потолочном положении свариваемые кромки располагают так, как изображено на рис. 5-16. Перенос металла с электрода в сварочную ванну осуществляется снизу вверх, т. е. против силы тяжести, что препятствует нормальному формированию шва. Из-за сложности ведения сварки в потолочном положении (шов расположен над головой сварщика) и ухудшения условий дегазации ванны (пузырьки газов, всплывая, попадают в корень шва) качество металла шва снижается. Сварку в потолочном положении выполняют главным образом вручную покрытыми электродами, короткой дугой. Возможна сварка таких швов в защитных Газах. Сварку 6 потолочном положении, как правило, применяют только при монтаже крупных конструкций, при сварке неповоротных стыков труб и при выполнении ремонтных работ.
Кроме нижнего, горизонтального и вертикального положений возможно наклонное положение швов. В зависимости от расположения кромок наклонные швы могут быть полупотолочными, полувертикальными и полугоризонтальными. Наклонные швы всех видов сваривают вручную покрытыми электродами и механизированными способами в защитных газах. Швы, расположенные под углом от 45 до 80° к горизонтальной плоскости, можно сваривать электрошлаковым способом. Сварка под флюсом при наклонном положении шва не применяется.
При лучевых способах сварки возможно выполнение швов во всех пространственных положениях, но практическое применение находит в основном сварка в нижнем положении.
При сварке швов без скоса кромок валик накладывается с небольшим уширением с одной или с обеих сторон стыка. Во избежание непровара необходимо обеспечить расплавление металла обеих кромок по всей толщине.
Провар металла толщиной до 6 мм по всему сечению шва при сварке встык без скоса кромок зависит от правильного выбора тока и диаметра электрода. При соответствующих диаметрах электрода и величине тока обеспечивается полный провар и высокая производительность сварки без скоса кромок металла толщиной от 4 до 8 мм. Подбирать величину тока рекомендуется опытным путем (сваривая пробные планки).
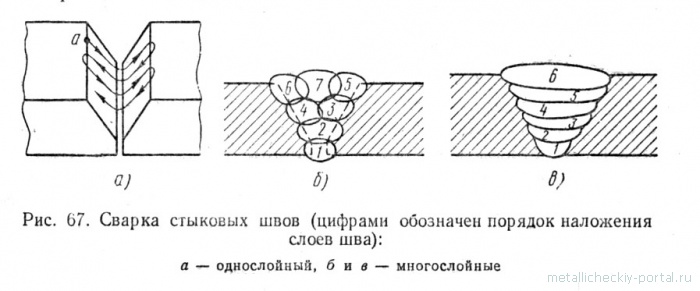
Соединения встык с V-образной подготовкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. При сварке в один слой дугу возбуждают в точке а (рис. 67, а) на грани скоса, затем электрод перемещают вниз, проваривают корень шва и выводят дугу на вторую кромку. На скосах кромок движение электрода замедляют для обеспечения достаточного провара, а в корне шва, во избежание сквозного прожога, ускоряют.
С обратной стороны соединения рекомендуется накладывать подварочный шов, предварительно очистив корень шва от наплывов металла и шлака. Иногда с обратной стороны шва ставят подкладку из стали толщиной 2—3 мм. В этом случае можно повысить сварочный ток на 20—30% по сравнению с нормальной величиной, не опасаясь сквозного проплавления. Стальная подкладка при наложении валика шва приваривается и ее оставляют, если конструкция и назначение изделия это позволяют.
В ответственных конструкциях корень шва проваривают с обратной стороны; металл корня шва перед заваркой предварительно вырубают зубилом или зачищают резаком для поверхностной резки с целью удаления возможных дефектов (непровара, трещин).
При сварке многослойных стыковых швов сначала тщательно проваривают корень шва электродом диаметром 4—5 мм, затем наплавляют последующие слои уширенными валиками электродами большего диаметра (рис. 67, б. в). Перед наложением последующих слоев поверхность предыдущих очищают от шлака и окалины. Необходимо расплавлять и проваривать кромки, хорошо заваривать кратеры, не допускать в шве шлаковых прослоек.
Если подварка корпя шва с обратной стороны невозможна, то для обеспечения полного провара НИИ мостов рекомендует первый шов (корень шва) сваривать в вертикальном положении, при угле раскрытия кромок 60°, притуплении 1,5 мм, зазоре 3—4 мм, электродом диаметром 4 мм с покрытием АНО-4, током 160 а. При этом следует избегать резких изменений величины зазора между кромками. Плавные изменения величины зазора в пределах 2— 4 мм значения не имеют. Сварку ведут в направлении снизу вверх. Применяют и другие рутиловые покрытия, дающие относительно жидкотекучие шлаки, например, покрытие ОЗС-З. Второй и последующие швы сваривают в нижнем положении ручной, полуавтоматической или автоматической сваркой. Можно продолжать сварку и в вертикальном положении, если это технологически рационально. Для обеспечения последующего провара в месте прекращения сварки (при смене электрода и по другим причинам) перед ожидаемым перерывом процесса сварки шов «разваривают», т. е. делают электродом местное расплавление кромок, образуя лунку в корне разделки шва. Возобновление сварки начинают со дна лунки. Вследствие малого объема ванны в этот момент металл быстро кристаллизуется и не вытекает из ванны; обеспечивается полный провар кромок и хорошее формирование валика с обратной стороны корня шва.
Швы с Х-образной подготовкой кромок сваривают так же, как и швы с V-образной подготовкой кромок. Необходимо во всех случаях принимать меры, способствующие уменьшению и выравниванию сварочных деформаций и напряжений.



