Cum să întăriți o bară de metal acasă. Călirea unui topor acasă
Inutil să spun că producătorii de toate tipurile de scule de tăiere, perforare și rindeluire au defecte în întărirea metalelor. Și poți auzi adesea cum, de exemplu, proprietarul unui topor suspină: „O, fierul de călcat a mers prost! Aici bătrânii au făcut instrumentul – da! Si acum!..".
Și într-adevăr, după ce am văzut din propria mea experiență, pot confirma: de multe ori lama unui topor de producție modernă este fie subîncălzită (încrețită), fie, dimpotrivă, supraîncălzită (fărâmițată). Enervant! În plus, este aproape imposibil să verifici calitatea întăririi la cumpărare. Da, cu un anumit grad de precizie, puteți afla cât de întărită este unealta dvs. rulând o pilă de-a lungul muchiei de tăiere. Dacă fișierul „se lipește” de metal foarte puternic, aproape sută la sută din probabilitatea nu este terminată, marginea va fi prea moale (și nu va reține ascuțirea). Dacă fișierul va „sări” de pe suprafață, îl va „lovi”, mâna ta nu va întâmpina nicio rezistență atunci când este apăsată - aceasta este cel mai probabil o fisură. Marginea lamei se va sfărâma, în plus, unealta se poate rupe sub forța de îndoire.
De acord, ar fi extrem de incomod să folosiți atât plastilină, cât și produse din sticlă - unul este mototolit, al doilea este rupt. Problema este că vânzătorul nu vă va permite să „tăiați” un instrument care nu a fost încă achiziționat cu un fișier. Și nu va accepta înapoi „planificat”.
Ce să faci dacă ai cumpărat un instrument de întărire de calitate scăzută? Aruncarea? Continuați să utilizați, vă plângeți de căsătorie? Nici primul, nici al doilea! Puteți întări metalul în condiții de țară. Acest lucru va necesita un foc cu o cantitate solidă de cărbune și două recipiente. Unul cu ulei de mașină (autol, motorină, motor, minerit), al doilea - cu apă de puț. Și gândește-te cum vei ține fierul încins. Opțiunea ideală este cleștele de fierar. Nu le ai? A veni cu ceva!
Deci, să presupunem că ești pregătit. Pune unealta în foc, pe cărbuni! Cu cât sunt mai albe, cu atât temperatura lor este mai mare. Și controlați procesul. Culoarea suprafeței sculei la punctul de întărire ar trebui să fie purpurie strălucitoare, dar în niciun caz albă! Dacă supraîncălziți metalul, acesta se poate „arde”. Asigurați-vă că culoarea este distribuită uniform, nu ar trebui să existe zone întunecate pe marginea întărită.
Dacă culoarea nu este suficient de strălucitoare - „cianotică”, atunci veți „elibera” oțelul, acesta va fi moale. Ați observat vreodată că unele bucăți de fier după un incendiu devin foarte moi (prea plastice)? Apropo, așa puteți „înmui” sârma de oțel: încălziți-l mult și lăsați-l să se răcească încet. Și nu încercați să încingeți întreaga unealtă: trebuie doar să întăriți muchia de tăiere!
Ei bine, să ne imaginăm că unealta întărită este „coaptă”. Ei bine, așa că îl apucăm și îl scufundăm într-un recipient cu ulei, „gâlgâind” puțin cu el! Trei sau patru secunde, apoi îndepărtate brusc, așteptate două secunde - și din nou eliberate brusc în ulei și „glăgteau” puțin mai mult - cinci sau șase secunde (până la o culoare „albăstruie”). Și apoi - într-un recipient cu apă până se răcește complet. Este recomandabil să „interferezi” apa cu un instrument întărit pentru o răcire mai rapidă. Atenție: uleiul de pe bucata de fier, atunci când îl scoateți pentru prima dată din recipientul de ulei, se poate aprinde!
Iată un astfel de proces. Dacă faceți totul corect, vă este garantată călirea metalelor de înaltă calitate. Desigur, în acest fel este imposibil să transformăm „brutul” din metal feros secundar în oțel de primă clasă. Dar cel puțin întărirea va fi normală. Această metodă mi-a fost predată de bătrânul fierar unchi Kolya - odihnește-te în pace cu el! - si pana acum nu m-am plans de calitatea intaririi mele. Am auzit că cineva folosește apă clocotită obișnuită în loc de unt. Nu stiu, incearca! Rețineți că repetarea procedurii de întărire a aceluiași „obiect” de multe ori este dăunătoare: metalul „obosește”, își pierde proprietățile și apoi se retopește doar ...
Îmbunătățiți-vă instrumentul, dragi cititori! Și nu uitați vorba: un topor ascuțit este jumătate din treabă. Sa aveti o intarire buna!
Procesul de întărire a oțelului vă permite să creșteți duritatea produsului de aproximativ 3-4 ori. Mulți producători efectuează un proces similar în momentul producției, dar în unele cazuri trebuie repetat, deoarece duritatea oțelului sau a altui aliaj este scăzută. De aceea mulți se întreabă cum să întărească metalul acasă?
Metodologie
Pentru a efectua lucrări la călirea oțelului, este necesar să se țină cont de modul în care un astfel de proces este efectuat corect. Călirea este un proces de creștere a durității suprafeței unui fier sau aliaj, care presupune încălzirea probei la o temperatură ridicată și apoi răcirea acesteia. În ciuda faptului că, la prima vedere, procesul luat în considerare este simplu, diferitele grupuri de metale diferă în structura și caracteristicile lor specifice.
Tratamentul termic la domiciliu este justificat în următoarele cazuri:
- Dacă este necesar, întăriți materialul, de exemplu la marginea de tăiere. Un exemplu este întărirea daltelor și dalților.
- Dacă este necesar, creșteți plasticitatea obiectului. Acest lucru este adesea necesar în cazul forjarii la cald.
Călirea profesională a oțelului este un proces costisitor. Costul de 1 kg de creștere a durității suprafeței costă aproximativ 200 de ruble. Este posibil să se organizeze călirea oțelului acasă doar ținând cont de toate caracteristicile de creștere a durității suprafeței.
Caracteristici de proces
Este posibil să se efectueze călirea oțelului, ținând cont de următoarele puncte:
- Încălzirea trebuie să fie uniformă. Numai în acest caz structura materialului este omogenă.
- Încălzirea oțelului ar trebui să aibă loc fără formarea de pete negre sau albastre, ceea ce indică o supraîncălzire puternică a suprafeței.
- Proba nu trebuie încălzită la starea extremă, deoarece modificările structurii vor fi ireversibile.
- Culoarea roșie aprinsă a metalului indică corectitudinea încălzirii oțelului.
- Răcirea trebuie, de asemenea, efectuată uniform, pentru care se folosește o baie de apă.
Echipamente și caracteristici ale procesului
Echipamente speciale sunt adesea folosite pentru a încălzi suprafața. Acest lucru se datorează faptului că este destul de dificil să încălziți oțelul până la punctul de topire. La domiciliu, se folosesc adesea următoarele echipamente:
- cuptor electric;
- lampă de benzină;
- cuptor termic;
- un foc mare care este construit în jur pentru a redirecționa căldura.
Atunci când alegeți o sursă de căldură, trebuie să țineți cont de faptul că piesa trebuie plasată complet în cuptorul sau focul pe care se efectuează încălzirea. Va fi corect să selectați echipamentul și în funcție de tipul de metal care va fi prelucrat. Cu cât rezistența structurii este mai mare, cu atât aliajul este încălzit mai mult pentru a conferi plasticitate.
În cazul în care este necesară călirea doar unei părți a piesei, se folosește călirea cu jet. Acesta asigură ca un jet de apă rece să lovească doar o anumită parte a piesei.
O cadă cu apă sau un butoi, precum și o găleată, sunt adesea folosite pentru a răci oțelul. Este important să se țină cont de faptul că în unele cazuri se efectuează răcirea treptată, în altele rapidă și bruscă.
Creșterea durității la foc deschis
În viața de zi cu zi, întărirea este adesea efectuată pe foc deschis. Această metodă este potrivită doar pentru un proces unic de întărire a suprafeței.
Toate lucrările pot fi împărțite în mai multe etape:
- mai întâi trebuie să faci foc;
- in momentul aprinderii focului se pregatesc doua recipiente mari care vor corespunde dimensiunii piesei;
- Pentru ca focul să dea mai multă căldură, trebuie să furnizați o cantitate mare de cărbune. dau multă căldură mult timp;
- un recipient trebuie să conțină apă, celălalt - ulei de motor;
- trebuie folosite unelte speciale cu care va fi ținută piesa de prelucrat fierbinte. pe videoclip puteți găsi adesea clești de fierărie, care sunt cele mai eficiente;
- după pregătirea instrumentelor necesare, ar trebui să puneți obiectul chiar în centrul flăcării. în același timp, este posibil să se îngroape piesa chiar în adâncurile cărbunilor, ceea ce va asigura că metalul este încălzit până la o stare de topire;
- cărbunii care au o culoare albă strălucitoare sunt mai fierbinți decât alții. procesul de topire a metalului trebuie monitorizat îndeaproape. flacăra ar trebui să fie purpurie, dar nu albă. dacă focul este alb, atunci există posibilitatea de supraîncălzire a metalului. în acest caz, performanța este semnificativ degradată, iar durata de viață este redusă;
- culoarea corectă, uniformă pe toată suprafața, determină uniformitatea încălzirii metalului;
- dacă apare întunecarea la albastru, atunci aceasta indică o înmuiere puternică a metalului, adică devine excesiv de ductil. acest lucru nu ar trebui permis, deoarece structura este încălcată în mod semnificativ;
- când metalul este complet încălzit, ar trebui scos din focar;
- după aceea, metalul încins trebuie pus într-un recipient cu ulei cu o frecvență de 3 secunde;
- etapa finală poate fi numită scufundarea piesei în apă. În același timp, se efectuează periodic agitarea apei. Acest lucru se datorează faptului că apa se încălzește rapid în jurul produsului.
Când efectuați lucrări, trebuie acordată atenție prudenței, deoarece uleiul fierbinte poate dăuna pielii. În videoclip, puteți acorda atenție ce culoare ar trebui să aibă suprafața când este atins gradul dorit de plasticitate. Dar pentru întărirea metalelor neferoase, este adesea necesar să se exercite o temperatură în intervalul 700 până la 900 de grade Celsius. Este practic imposibil să încălziți aliajele neferoase pe foc deschis, deoarece este imposibil să atingeți o astfel de temperatură fără echipamente speciale. Un exemplu este utilizarea unui cuptor electric, care este capabil să încălzească suprafața până la 800 de grade Celsius.
Dacă găsiți o eroare, evidențiați o bucată de text și faceți clic Ctrl+Enter.
Toți cei care au experimentat acest lucru vor putea confirma că lucrul cu un instrument ascuțit este mult mai plăcut și chiar mai distractiv. Instrumentul în sine taie lemnul, lucrul merge bine și se face singur. Și este cu totul altă problemă când instrumentul este tocit. Apoi totul cade din mână, iar munca nu se ceartă și uneori vrei să arunci unealta în iad.
Din păcate, aceste situații devin din ce în ce mai frecvente în zilele noastre. Sunt din ce în ce mai multe plângeri de la meseriașii de acasă cu privire la calitatea sculei, fie că este vorba despre un topor sau o rindelă. După cum a arătat practica, în multe cazuri calitatea sculei este determinată de defectele produse în timpul întăririi sculei. Dacă metalul nu este fierbinte, unealta devine rapid plictisitoare, după cum se spune - „nu ține lama”. Dacă, dimpotrivă, este supraîncălzit, atunci marginea de tăiere se sfărâmă.
Apropo, este foarte ușor să determinați gradul de întărire al unei scule cu o pilă. Este suficient să-l țineți de-a lungul muchiei de tăiere, de exemplu, a unui topor și veți determina imediat dacă unealta este întărită sau nu. Dacă fișierul pare să se „lipească” de metal și marginea poate fi prelucrată, înseamnă că metalul nu este fierbinte. Dacă fișierul alunecă doar pe suprafață, atunci instrumentul este supraîncălzit.
Dar, vezi tu, nimeni nu-ți va permite să aranjezi un astfel de control în magazin. Și ce să faci când instrumentul a fost deja achiziționat. E păcat să-l arunci. Îi este imposibil să lucreze. Și până la urmă și dintr-o astfel de situație este posibil să găsești o cale de ieșire. Poate sa întăriți corect metalul independent acasă. Tot ce ai nevoie este foc, ulei de motor și apă rece. Toate mijloacele posibile pot fi folosite pentru a încălzi metalul. Dacă nu există sobă afară, aprindeți focul. Doar lemn de foc și cărbune trebuie aprovizionate, deoarece este necesar să se încălzească metalul la o temperatură destul de ridicată.
Puteți lua orice ulei de motor - motor, diesel, autol, proaspăt sau care funcționează. Și nu uitați să pregătiți un instrument pentru a lua metal fierbinte - clește sau clește. Și apoi tehnologie simplă.
Inainte de cum se întărește metalul, aprindeți focul, puneți unealta pe cărbuni și observați schimbarea culorii metalului pe măsură ce se încălzește. Culoarea necesară pentru întărirea de înaltă calitate este purpurie strălucitoare. Culoarea albă a metalului încălzit este o supraîncălzire clară. Metalul poate fi pur și simplu „ars”. Nu este suficient de strălucitoare, culoarea „cianotică” înseamnă că încălzirea trebuie continuată. Este important ca întregul instrument să se încălzească uniform. Cu toate acestea, avem nevoie de o margine de tăiere călită. Va fi suficient să-l încălzești.
După ce am stabilit vizual că instrumentul este fierbinte la temperatura dorită, îl luăm cu clești și îl scufundăm în ulei. Trei - patru secunde ținute și îndepărtate. După câteva secunde, coborâm din nou unealta în ulei timp de cinci până la șase secunde. Și apoi ne scufundăm produsul în apă rece până se răcește complet. În același timp, fii atent. Când scoateți metalul din baia de ulei pentru prima dată, uleiul de pe el poate lua foc.
După răcire, rămâne doar să ascuți unealta. Apropo, dacă instrumentul achiziționat este supraîncălzit, acesta poate fi „coborât” în același mod. Este suficient doar să-l încălzești, așa cum am menționat mai sus, și apoi să-l lași să se răcească la aer curat, fără a folosi băi de ulei și apă.
Postare populară!
Subiectul a fost creat pentru cei care fac primii pași în tratamentul termic, vreau doar să vă avertizez eu însumi, nu sunt departe de un guru în prelucrarea termică, dar înțeleg puțin, vă rog să nu puneți întrebări dificile și nu mă pune într-o fundătură Deci, în primul rând, remarci destul de generale - temperatura de încălzire este controlată de incandescența culorilor, controlată „cu ochiul” în lumina slabă a zilei, cu o anumită îndemânare, poți distinge o diferență de temperatură de aproximativ 50 de grade , culorile incandescenței încep de la aproximativ 550 de grade (dar acest lucru se observă doar în amurg) Un ghid bun în determinarea temperaturii de încălzire a unei piese este, de asemenea, proprietățile magnetice ale oțelului, și anume la o temperatură de 768 g (și peste), oțelul nu este magnetizat, răcindu-se sub acest punct, proprietățile magnetice revin, deci prin încălzirea piesei și testând-o periodic cu un magnet pentru „lipiciune”, puteți înțelege că temperatura a ajuns la 768g, amintiți-vă culoarea căldurii care a fost în același timp și fiți mai încrezători în navigarea culorilor căldurii , sau puteți continua să utilizați magnetul, mai ales dacă iluminarea este fie prea puternică, fie invers prea întunecată și culorile nu sunt percepute corect. 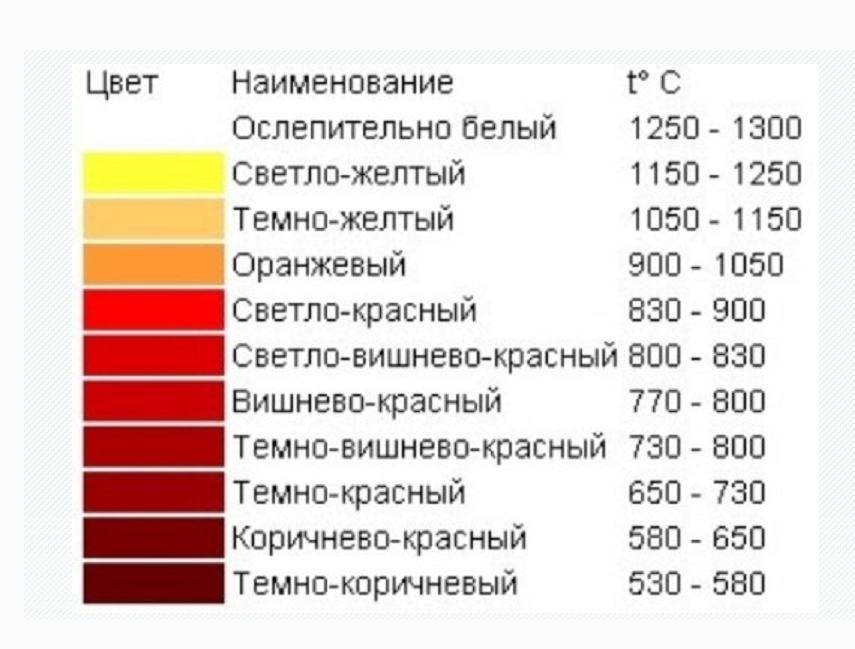 Așa arată culorile și se numesc așa De ce arată așa? pentru ca nu este exact ca in poza (nu am gasit exact culorile in retea) deocamdata, iata cateva poze reale cu culori calde si temperatura.Dar din nou, pe monitorul meu se uita la temperatura indicata, a ta poate arăta puțin diferit.
Așa arată culorile și se numesc așa De ce arată așa? pentru ca nu este exact ca in poza (nu am gasit exact culorile in retea) deocamdata, iata cateva poze reale cu culori calde si temperatura.Dar din nou, pe monitorul meu se uita la temperatura indicata, a ta poate arăta puțin diferit. 
 Va fi timp (și interes pentru subiect) pe care voi continua.
Va fi timp (și interes pentru subiect) pe care voi continua.
Postarea a fost editată de sanek66: 16 octombrie 2013 - 19:44
sanek66 11 octombrie 2013 - 20:22
- Oraș: regiunea Donețk
- Nume: Alexandru
Călire și revenire condiţiile artizanale
Voi continua de unde a fost necesar să încep-Și deci ce este călirea oțelului? Aceasta este încălzirea la o anumită temperatură, timpul de menținere în funcție de dimensiunea piesei și răcirea rapidă în diverse medii (mai multe despre ele mai târziu).Scopul călirii este de a crește rezistența și duritatea oțelului.fenomene, se folosește călirea, precum și pentru a reduce duritatea la valoarea cerută.Uneori pe forum și în viață auzim expresia „un pic de încălzire”, unii o înțeleg astfel - pentru a încălzi sub temperatura recomandată, să spunem în loc de 760 la 600, respectiv, se va întări „mai slab”, această iluzie.Întotdeauna este necesar să se încălzească până la valoarea tabelului, chiar dacă nu este necesară duritate mare, iar prin călire, se reduce duritatea la limita dorită.
Va urma...
Imagini atasate
sanek66 12 octombrie 2013 - 23:39
- Oraș: regiunea Donețk
- Nume: Alexandru
Călirea și călirea în condiții artizanale
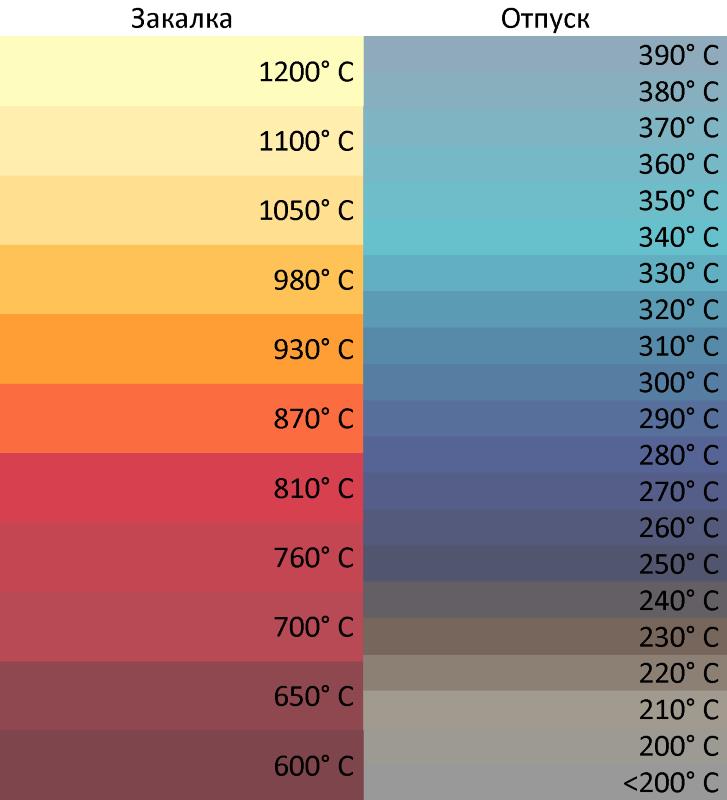
Culorile de temperare sunt o peliculă curcubeu de oxizi care apare pe o suprafață de oțel curățată la metal pur ca urmare a încălzirii.Pe baza acestor culori, se poate aprecia temperatura de revenire. La început, când este încălzit la aproximativ 150-180g (în funcție de iluminare), nu există modificări la suprafața oțelului, apoi luciul metalic începe să se estompeze puțin, din acest moment privim în ambele părți, un galben deschis va în curând apar (numărul 1 în fotografie) aproximativ 210-220g , după ce este galben pai 240g (numărul 2), după ce este galben-brun 250-260g (3), după ce este violet 280g (nu s-a putut deosebi în fotografie), apoi albastru 300g (numărul 5), după el albastru 310-320g (6 în fotografie).Pentru orice eventualitate, o să explic - sursa de căldură care încălzește bucata de fier era situată pe partea laterală a numărul 6. Adică au început să apară culorile în partea dreaptă pornind de la galben deschis și pe măsură ce temperatura creștea, o culoare a fost înlocuită cu alta. Culorile trebuie vizualizate în lumina naturală a zilei, iluminare slabă, scuturând metalul în câmpul vizual, iluminarea artificială distorsionează percepția culorii.Dovada acestui lucru este această fotografie, de fapt, aproximativ o duzină de culori diferă pe bucata de fier pe care ochiul fotografiat (fiecare are propriul nume și temperatură), a făcut 8 fotografii cu unghiuri diferite și doar una dintre ele a reușit să desemneze șase culori. 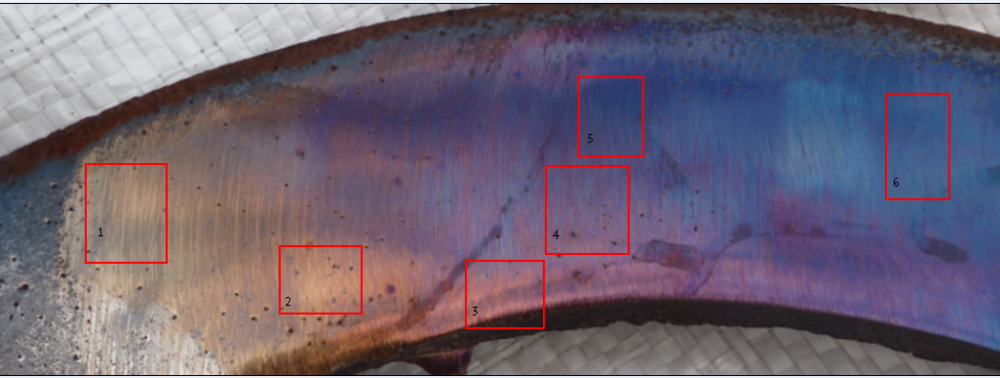
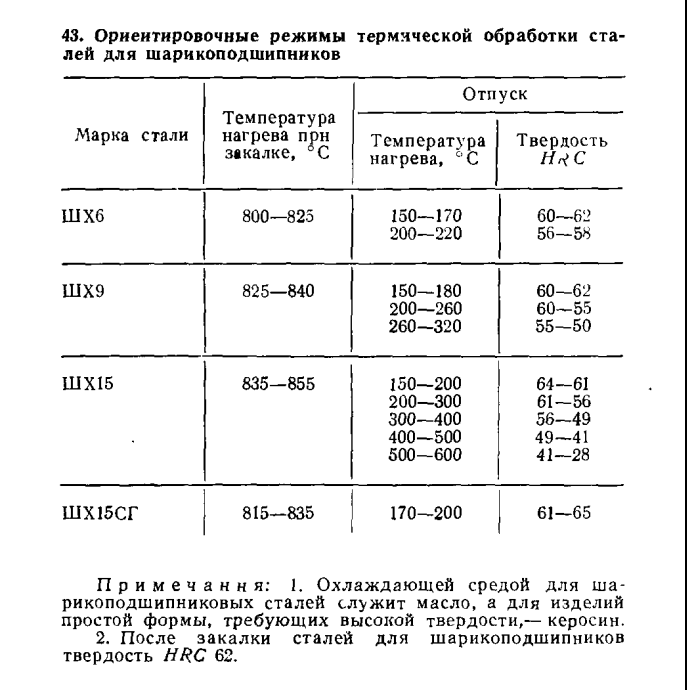
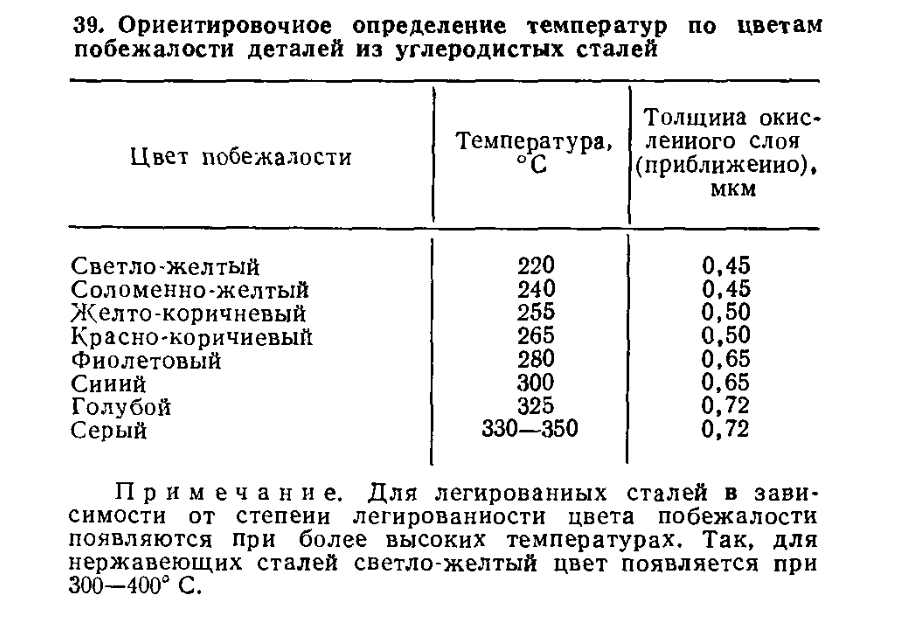 Am atașat placa cu numele culorilor de nuanță care este cea mai potrivită pentru această fotografie, există altele cu o gradație mai fină pe scara de temperatură (denumirile culorilor din diferite surse pot diferi și ele ușor), dar pentru începători este este suficient pentru a cunoaște și a distinge între patru sau șase principale.Tabelul și fotografia adevărate pentru oțelurile carbon și slab aliate, pentru otel inoxidabil culorile de nuanță apar în aceeași ordine, dar cu mai multe temperaturi ridicate, la de exemplu, pe un oțel inoxidabil, paiele vor fi la o temperatură de aproximativ 300. O altă notă privind culorile de nuanță - fiecare culoare durează maxim 2-3 minute, chiar dacă temperatura este menținută stabilă la 200-220 de grade de exemplu. jumatate de ora, apoi partea nu va fi galbena si nici pai, si mov sau albastra, in functie de timpul de expunere.
Am atașat placa cu numele culorilor de nuanță care este cea mai potrivită pentru această fotografie, există altele cu o gradație mai fină pe scara de temperatură (denumirile culorilor din diferite surse pot diferi și ele ușor), dar pentru începători este este suficient pentru a cunoaște și a distinge între patru sau șase principale.Tabelul și fotografia adevărate pentru oțelurile carbon și slab aliate, pentru otel inoxidabil culorile de nuanță apar în aceeași ordine, dar cu mai multe temperaturi ridicate, la de exemplu, pe un oțel inoxidabil, paiele vor fi la o temperatură de aproximativ 300. O altă notă privind culorile de nuanță - fiecare culoare durează maxim 2-3 minute, chiar dacă temperatura este menținută stabilă la 200-220 de grade de exemplu. jumatate de ora, apoi partea nu va fi galbena si nici pai, si mov sau albastra, in functie de timpul de expunere.
Postarea a fost editată de sanek66: 16 octombrie 2013 - 19:42
sanek66 14 octombrie 2013 - ora 22:00
- Oraș: regiunea Donețk
- Nume: Alexandru
Călirea și călirea în condiții artizanale
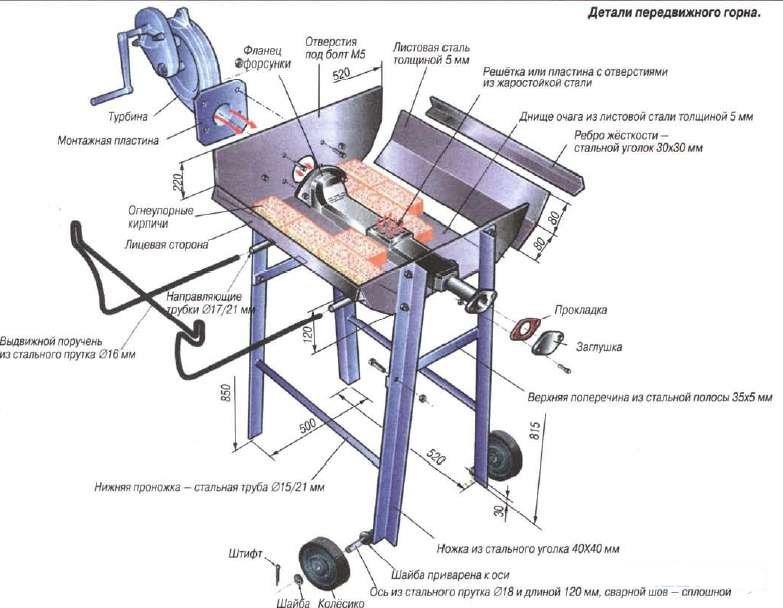
Încălzirea pentru călire se poate face în diverse moduri, dar din moment ce am doar o forjă (cărbune) voi dansa din ea.Și așa o aprindem, lăsăm să se aprindă, așteptăm să apară căldura, dacă încălzim cu emisii scăzute de carbon și oțel slab aliat, îl puteți încălzi rapid și imediat la temperatura de întărire (sau forjare). Dacă oțel cu conținut ridicat de carbon sau aliaj ridicat, atunci puneți-l pe căldură și opriți imediat alimentarea cu aer a focarului, astfel de oțeluri necesită încălzire lentă la o temperatură de aproximativ 600g, după care puteți porni suflarea forțată și puteți încălzi rapid până la temperatura de întărire.În legătură cu aceasta, astfel de tactici cu încălzire?Totul deoarece cu conținut scăzut de carbon (și aliaje reduse) oțelurile au o conductivitate termică bună și căldura din straturile exterioare atinge rapid adâncimea, cu cât procentul de carbon (crom, wolfram, etc.) este mai mare, cu atât conductivitatea termică este mai scăzută și la încălzire vor apărea solicitări interne mari care pot intra în fisuri, dupa 600g conductivitatea termica creste si prin urmare se poate incalzi rapid. 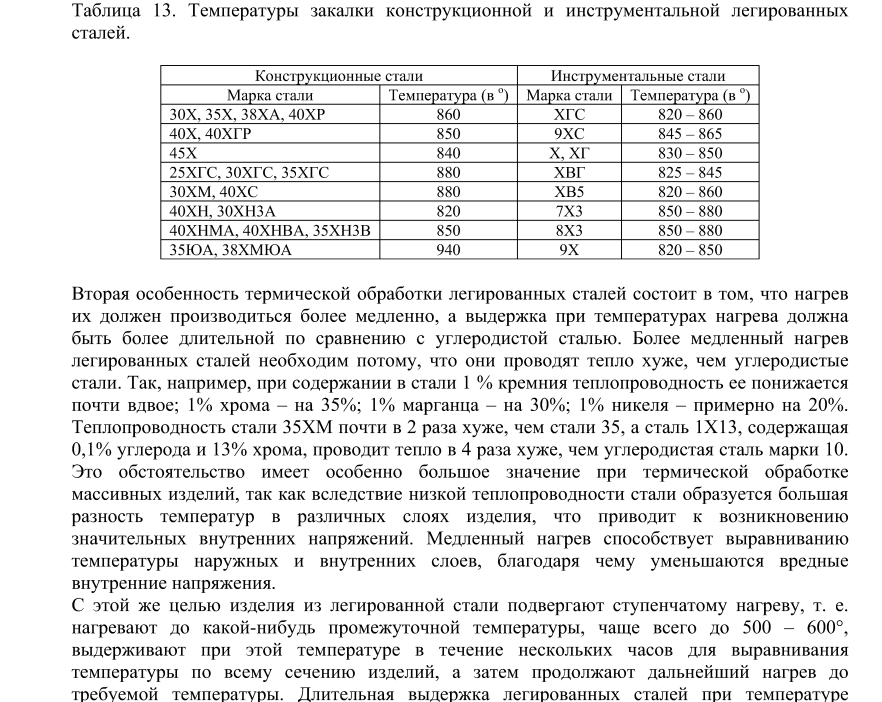 Viteza de incalzire depinde si de marimea si forma piesei, respectiv, cu cat piesa pe care vrem sa o intarim mai mare, cu atat incalzim mai lent (mai ales daca sunt multi aditivi de aliere). , bucată de țeavă cu fundul sudat, dar nu într-o cutie), deci există mai puține șanse de a le pierde la căldură și mai puține solzi.Cuțite, pune fundul jos dacă există o marjă decentă pentru prelucrarea ulterioară, sau încălzim într-o „carcasă” dintr-o țeavă înfundată pe o parte, dacă există o marjă mică de prelucrare, dar încă o parte subțire în sus.Arcurile de compresie nu pot fi încălzite prin plasarea lor vertical (bobinele se vor micșora).
Viteza de incalzire depinde si de marimea si forma piesei, respectiv, cu cat piesa pe care vrem sa o intarim mai mare, cu atat incalzim mai lent (mai ales daca sunt multi aditivi de aliere). , bucată de țeavă cu fundul sudat, dar nu într-o cutie), deci există mai puține șanse de a le pierde la căldură și mai puține solzi.Cuțite, pune fundul jos dacă există o marjă decentă pentru prelucrarea ulterioară, sau încălzim într-o „carcasă” dintr-o țeavă înfundată pe o parte, dacă există o marjă mică de prelucrare, dar încă o parte subțire în sus.Arcurile de compresie nu pot fi încălzite prin plasarea lor vertical (bobinele se vor micșora).
Postarea a fost editată de sanek66: 15 octombrie 2013 - 14:42
sanek66 16 octombrie 2013 - 16:32
- Oraș: regiunea Donețk
- Nume: Alexandru
Călirea și călirea în condiții artizanale
Călirea nu înseamnă doar încălzirea la o anumită temperatură, ci și răcirea la o anumită viteză.De la o temperatură de întărire până la aproximativ 350-300g, unele oțeluri necesită răcire rapidă, atunci este de dorit să se răcească mai lent pentru a evita fisurile și deformarea.Iată cerințele privind viteza de răcire pentru oțel de diferite calități și recomandă ulei unor mărci, apă altora, uneori ambele.Apa are cel mai mare efect de întărire, dar în același timp are o serie de dezavantaje și anume, viteza de răcire este destul de mare chiar și la 300 g. Prin urmare, pentru unele oțeluri (u7-u13 de exemplu) și se aplică călire „prin apă în ulei”, adică mai întâi se răcesc în apă (expunere 1-1,5 secunde la 5 mm de diametru) Și sunt rapid transferat în ulei.Călirea cu autocalare (despre asta puțin mai târziu) în 90 de cazuri din o sută o fac pe apă .Să zicem că trebuie să căliți o piesă de oțel care este călit pe ulei și uleiuri nu, atunci il poti intari cu apa fierbinte sau apa cu sapun.Riscul de fisurare si deformare va fi aproape zero.Exceptii pentru piese formă complexă cu caneluri, fante, găuri și altele asemenea.Uleiul are o proprietate de întărire mai blândă și este cel mai comun mediu de răcire în tratamentul termic.în ulei încălzit la 60-80g, vâscozitatea unui astfel de ulei este mai mică și este mai bine să Deoarece piesele pot fi variate, răcitoarele pot fi folosite și în timpul călirii, nu numai ulei și apă, ci și aer și plăci metalice și apă cu aditivi etc. Uleiul sau apa ar trebui să fie 5-10 (sau mai mult) ori mai mult în greutate decât greutatea piesei.Recipientul de ulei trebuie, de asemenea, umplut cu așteptarea că, chiar și după ce piesa este scufundată, nivelul nu va ajunge la vârf cu 100-200 mm, trebuie de asemenea să fiți gata să păstrați o densă țesătură ca o prelată sau o pânză de pânză, în cazul unei fulgerări de ulei, doar acoperiți-o și se va stinge fără acces la aer, nici un stingător de incendiu nu va strica, dioxidul de carbon este mai bun pentru ulei, în securitate generalăîn primul rând!. 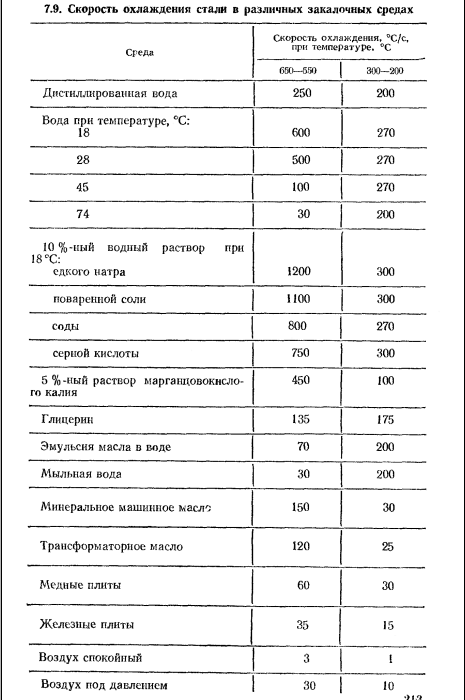
Imagini atasate
Postarea a fost editată de sanek66: 16 octombrie 2013 - 19:06
sanek66 17 octombrie 2013 - 17:16
- Oraș: regiunea Donețk
- Nume: Alexandru
Călirea și călirea în condiții artizanale
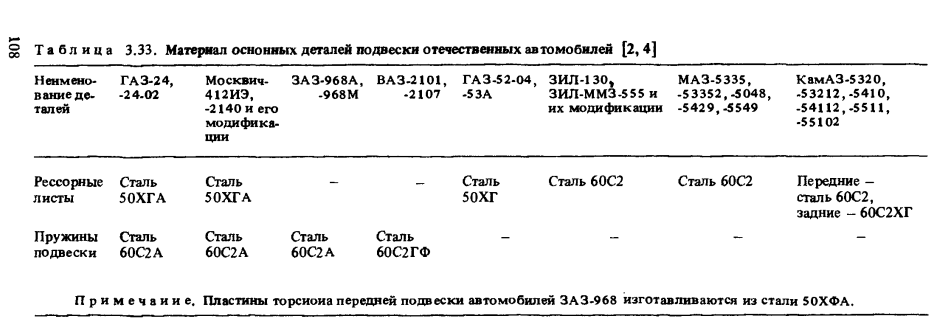
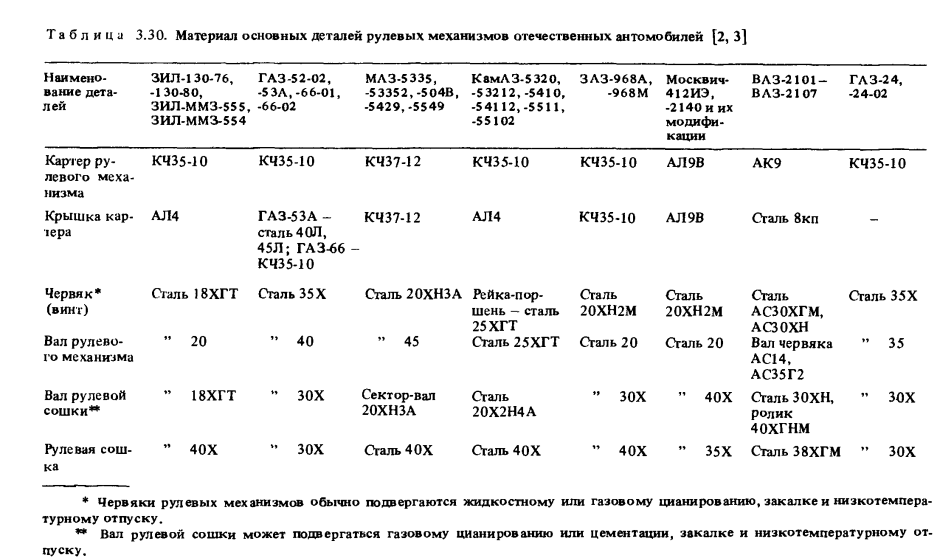
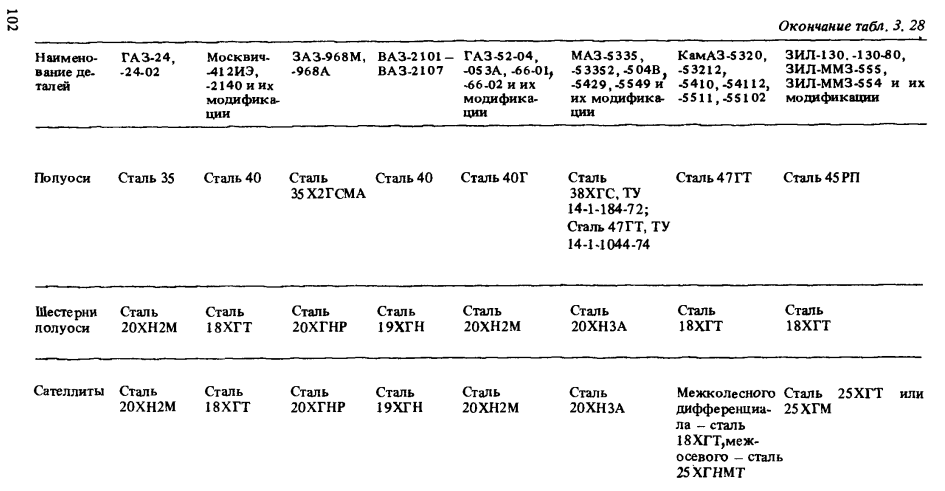
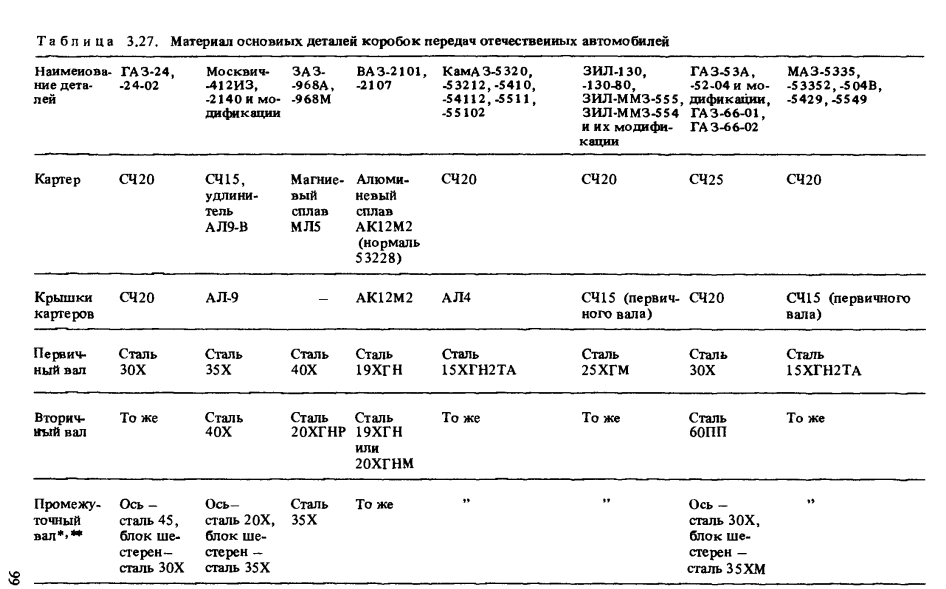
Care sunt opțiunile pentru călirea oțelului în condiții artizanale? În primul rând) cunoaștem 100% calitatea oțelului, aici totul se uită doar în manualul termistului sau fierarului pentru modurile de călire și kalim fără probleme.Opțiunea a doua) Nu avem idee care este calitatea de oțel, dar trebuie să facem o piesă sau sculă de călit.o scânteie, o comparație obligatorie a unui eșantion necunoscut cu un eșantion de oțel marcat, pe aceeași roată de șlefuit (nu o polizor), asta a fost scris în mod repetat și afișat pe forum, așa că nu voi vorbi despre metoda scânteie de determinare.De unde pot obține mostre marcate?marcarea se găsește adesea pe capetele barelor, uneori pe piesele finite, ca opțiune, luăm o carte de referință, de exemplu, ne uităm cu atenție la „Materiale auto” și aici sunt clase de oțel „marcate” sub forma unui știft de gazon, un arc Zilov, un ax KAMAZ și așa mai departe. Și există cărți de referință similare despre tractoare, despre echipamentul minier și așa mai departe, principalul lucru este pentru a găsi toate acestea „din acele vremuri sovietice” când oaspeții erau observați.Marca a devenit practic indicat mereu pe matrițe, robinete, burghie, freze, lame de ferăstrău, cuțite de rindele, dalte de fabrică, topoare și pile, din nou din epoca sovietică (cel puțin încredere doar în acea perioadă). Uneori, bineînțeles, dau peste oțel care nu arată ca o scânteie pentru mostrele disponibile, apoi mă uit la care dintre ele seamănă mai mult cu altele, sau acționez prin metoda eliminării, ei bine, este clar că axul unei mașini străine nu va fi de la un ștampilat 5hnm. Și invers, capul de ciocan nu va fi de la 18hgt. Într-un mod similar, acționez atunci când, de exemplu, trebuie să fac o daltă, metal nou pe bazele st3 este în principal (care nu este întărit deloc), în metal feros găsesc un arc sau vreo altă piesă dintr-o mașină sau tractor cu o marcă cunoscută potrivită pentru o daltă și știu deja 100% că voi face un dalta cu intarire buna.Iata un exemplu de pagini similare din directoare. 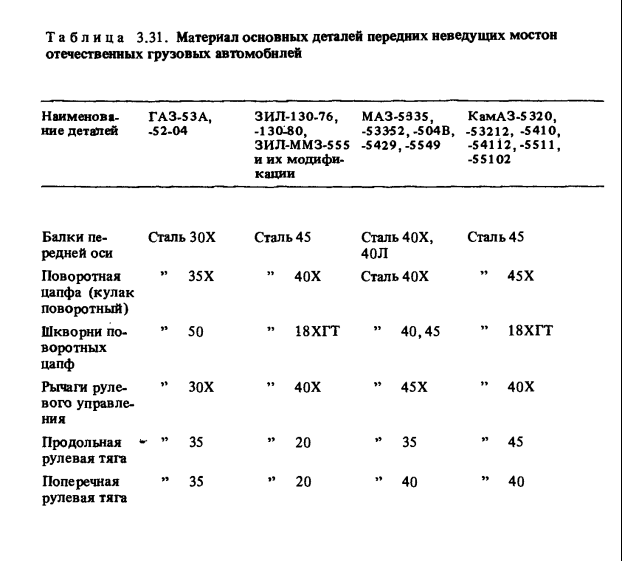
Postarea a fost editată de sanek66: 17 octombrie 2013 - 20:35
sanek66 18 octombrie 2013 - 23:12
- Oraș: regiunea Donețk
- Nume: Alexandru
Călirea și călirea în condiții artizanale
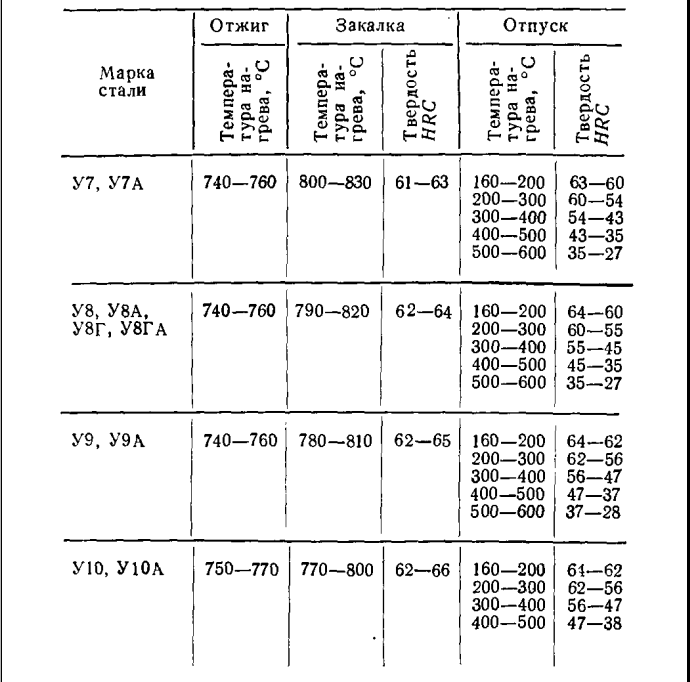
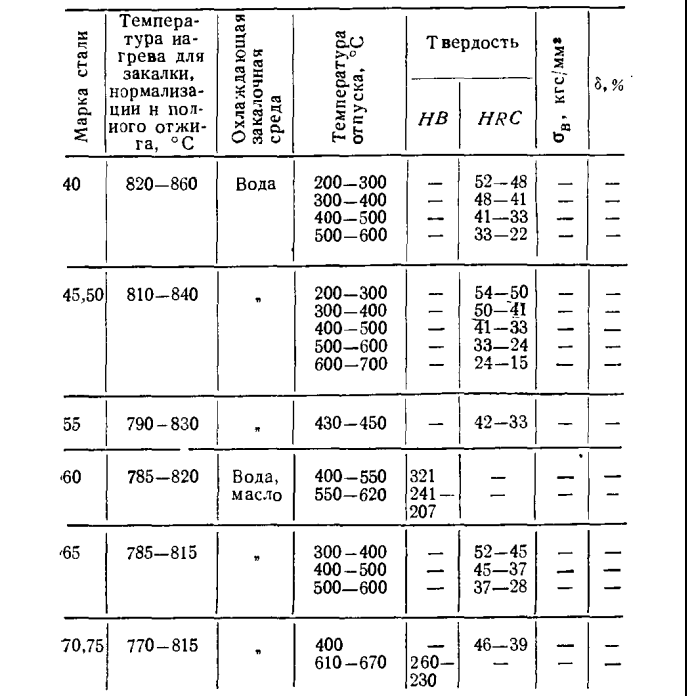
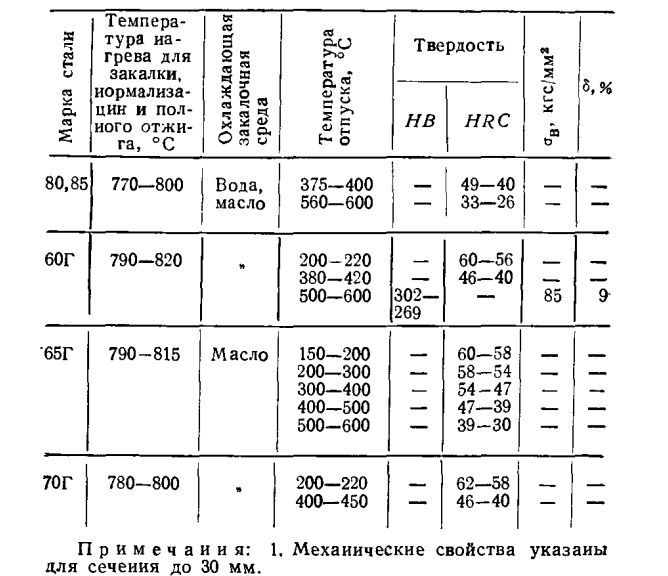
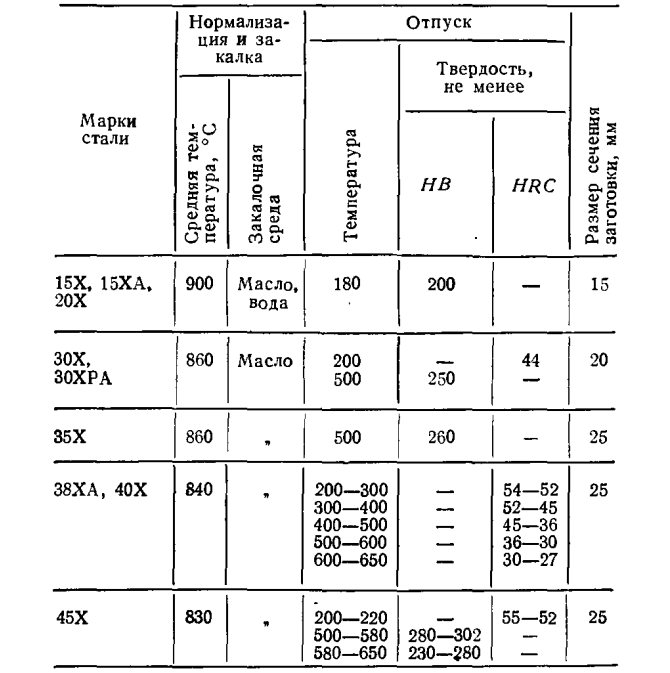
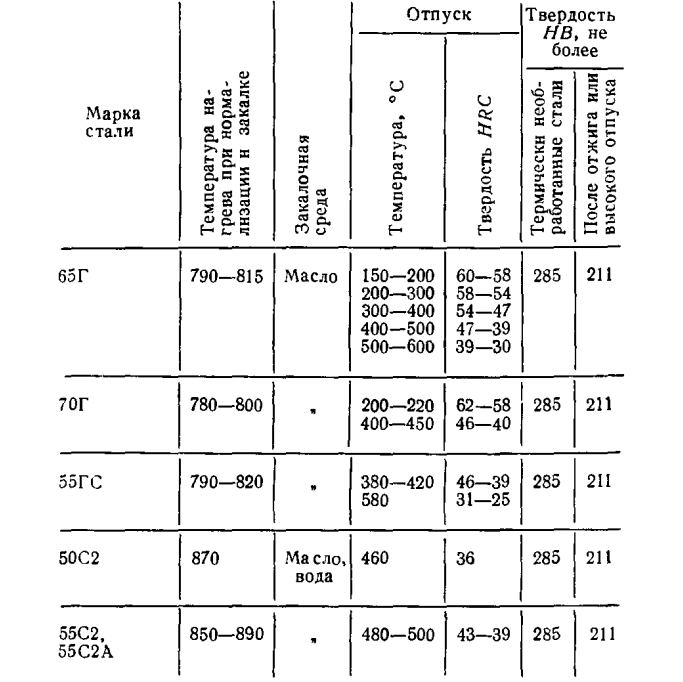
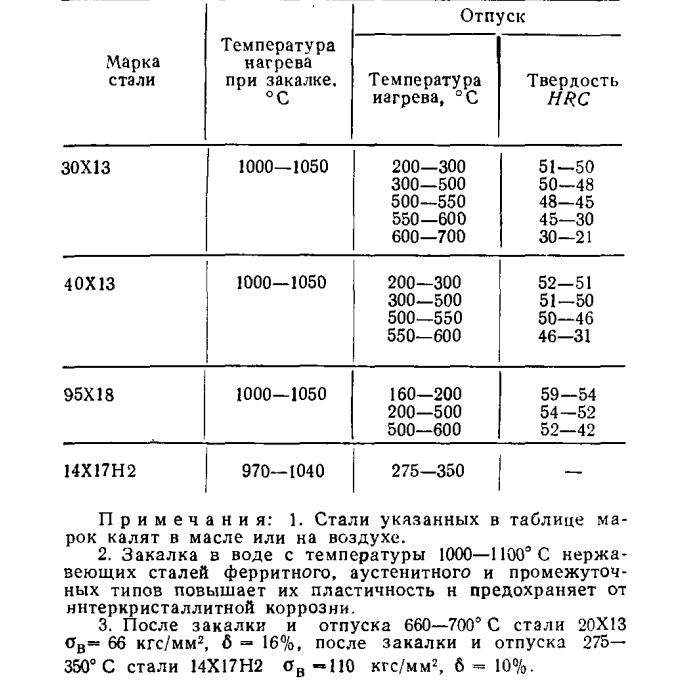
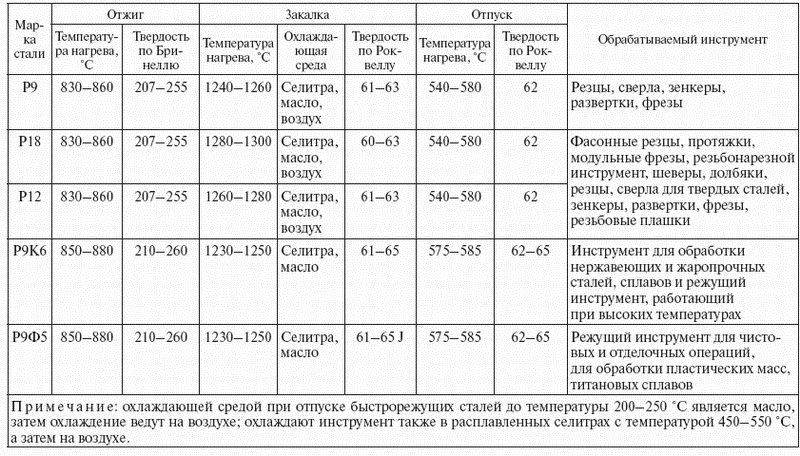
La călirea unui anumit produs sau unealtă, ne dorim în primul rând să obținem duritatea dorită și rezistența la uzură Duritatea poate fi măsurată în condiții artizanale printr-un test pe pilă în majoritatea cazurilor.Duritatea unei pile este de 60-65 unități HRC , încercând cu cât de reușit este nevoie (și dacă este nevoie deloc) metalul călit poate fi estimat aproximativ ceea ce s-a întâmplat ca urmare a călirii și călirii oțelului. Imediat după ce întărirea a fost efectuată corect, pila va aluneca fără tăiere în metal, pe măsură ce călirea progresează, va începe să „ia” cât de succes depinde de temperatura de revenire (va aluneca pe paiele călite). este mai bine, desigur, să avem mostre cu o duritate cunoscută, dar în cazul absenței lor, de exemplu, la călirea unui topor, o comparație cu o pilă cu un topor care era deja în uz și s-a arătat bine (nu nu se sfărâmă și nu s-a plictisit mult timp).prin efort fie conform „standardului” fie conform probei de testare.De asemenea, puteți urmări cărțile despre fierărie și eliberați unealta la o anumită nuanță de culoare, care vor reduce duritatea inițială obținută după întărire până la nivelul dorit.Pe galben deschis și pai, se eliberează în principal o unealtă ca un brici și un cuțit.Pe daltele galben-brun, topoare pentru lucru ușor, dalte.Pe topoare roșu-brun pt. miza lemne de foc, dalti pentru lucrul cu vibratii.Pentru barba albastra, fierastraie pentru lemn, surubelnite, chei.Iata un tabel unde se recomanda cutare sau cutare duritate pentru diverse scule. 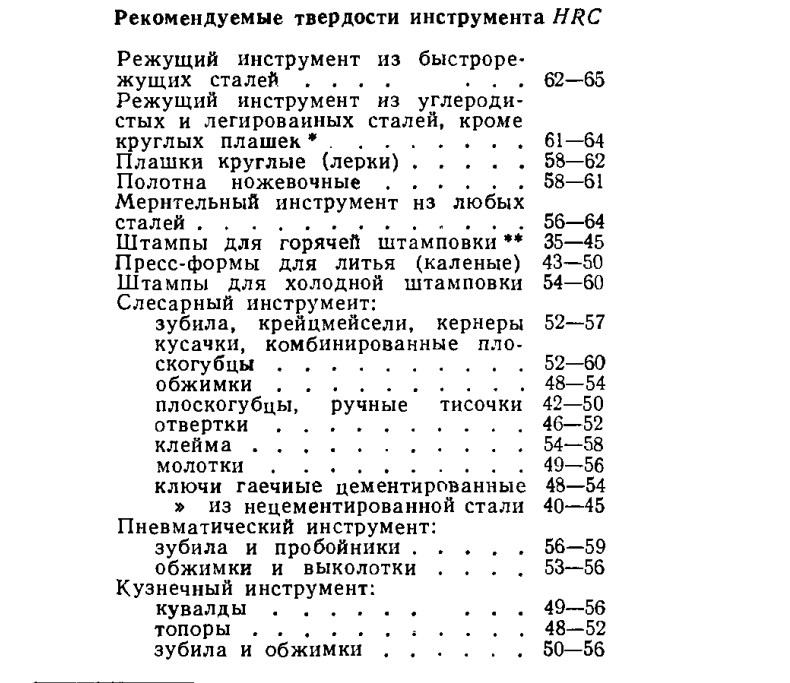
sanek66 19 octombrie 2013 - ora 10:21
- Oraș: regiunea Donețk
- Nume: Alexandru
Într-o formă simplificată, procesul de întărire a metalului constă în ridicarea temperaturii probei la valori ridicate, iar apoi răcirea acesteia. Dar nu totul este atât de simplu. Și acest lucru se explică prin faptul că diferitele tipuri de metale diferă în structura lor și, în consecință, proprietăți specifice. Prin urmare, pentru întărirea lor se folosesc anumite metode (și temperaturi). Vom vorbi despre ele, precum și despre specificul operațiunilor corespunzătoare.
În primul rând, este de remarcat faptul că tratamentul termic (întărirea) produselor metalice (sau semifabricatelor) se efectuează în două cazuri.
În primul rând, dacă este necesar, creșteți rezistența materialului (de câteva ori). Aproape toată lumea se confruntă cu asta în viața de zi cu zi. De exemplu, pentru a „întări” marginile tăietoare ale ustensilelor de bucătărie (cuțite, secure pentru tocat carnea) sau uneltelor (daltă, daltă etc.).
În al doilea rând, pentru a da metalului o oarecare plasticitate, ceea ce facilitează foarte mult munca ulterioară cu materialul ("forjare la cald"). Acest lucru este bine cunoscut celor care se ocupă de fierărie. Luați în considerare toate etapele tehnologiei de întărire a produselor metalice acasă.
Căldură
Condiția principală pentru întărirea de înaltă calitate este uniformitatea acesteia, fără pete întunecate pe probă (albastru sau negru). Metalul nu trebuie încălzit la o „căldură albă”. Un semn de încălzire optimă este dobândirea unei culori purpurie (roșu) strălucitoare. Orice poate fi o sursă de căldură - o lampă de lipit, electrică / țiglă, arzător de gaz, foc deschis. Alegerea acestuia depinde de temperatura care trebuie atinsă pentru un anumit grad de oțel.
Răcire
Există mai multe metode pentru realizarea acestei operațiuni tehnologice. Poate fi atât ascuțit, cât și gradual, în trepte. Specificitatea este determinată de tipul de metal.

Întărire cu jet
Este utilizat dacă este necesar să procesați nu întreaga probă, ci o zonă separată a suprafeței. I se trimite un jet de apă rece.
Cu un „racitor”
Este clar că un recipient adecvat (găleată, butoi, baie) este preinstalat. Utilizat în mod obișnuit pentru piese de prelucrat aliaje sau din oțel carbon.
Cu doi
Ca „răcitor” se folosesc medii cu diferite capacități de a scădea temperatura materialului. Prin urmare, procesul este un proces în două etape, asigurând astfel „vacanța” metalului. De exemplu, prima răcire se efectuează în apă și apoi în ulei (de exemplu, mașină sau mineral), deoarece se poate aprinde de la temperatură ridicată.
Există și alte moduri, dar acestea sunt de obicei folosite de meșteri care lucrează la nivel profesional și sunt bine versați în metale. De exemplu, întărirea este izotermă. Nu are sens să ne oprim asupra lor în detaliu, deoarece mai întâi trebuie să explicați ce sunt oțelurile martensitice și austenitice.
Ce să se răcească?
Am menționat deja că cel mai adesea acest lucru se face cu apă rece și ulei. Dar acestea nu sunt singurele „cooler” posibile. Faptul este că, odată cu o astfel de întărire, unele tipuri de oțel devin fragile. Prin urmare, în practică, se folosesc și alte medii care pot scădea intens temperatura metalului.
De exemplu, ceară lichidă. Este mai potrivit pentru lucrul cu semifabricate plate, care, după ce le-au adus temperatura la valoarea cerută, sunt complet scufundate în el și secvenţial, de mai multe ori la rând, până când masa de ceară de etanșare se întărește complet.
Maeștrii folosesc, de asemenea, substanțe precum alcalii, soluții cu o concentrație puternică de sare și o serie de altele ca „răcitoare”, chiar și plumbul topit.
Cum se verifică calitatea întăririi? Există o modalitate destul de simplă - folosind un fișier obișnuit.
- Dacă, la procesarea piesei de prelucrat, aceasta „sare” literalmente din ea, atunci s-a dovedit a fi „sticlă”. Un astfel de metal este supraîncălzit și se va prăbuși ușor.
- Dar „lipirea” instrumentului indică faptul că metalul s-a dovedit a fi moale („plastilină”), nu este suficient de întărit, iar rezistența piesei realizate din acesta este foarte îndoielnică.
- Toate hardware, pe care le întâlnim în practică, sunt eterogene ca compoziție. Există mai multe tipuri de oțel și nu toate pot fi tratate termic. De exemplu, oțelul cu conținut scăzut de carbon nu este călit.
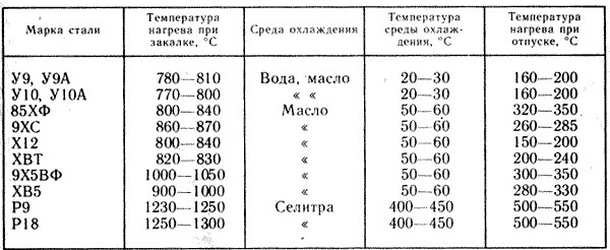
- Dacă în viața de zi cu zi este necesar să dai putere unui cuțit de masă sau unui topor, atunci nu sunt necesare cunoștințe speciale în domeniul metalurgiei. Dar unui fierar începător trebuie să i se reamintească faptul că, înainte de a continua cu tratamentul termic al piesei de prelucrat, este necesar să ne dăm seama ce fel de material este (clasa de oțel). Tabelul de referință corespunzător vă va ajuta în acest sens, în care pentru fiecare dintre ele sunt indicate durata expunerii termice, temperatura și metoda optimă de răcire.



