Расчетная формула для углового соединения. Правильный расчет сварных соединений. Расчет угловых сварных швов
Среди неразъемных соединений. Они образуются под действием сил молекулярного сцепления, возникающих в результате сильного местного нагрева до расплавления деталей в зоне их соединения или нагрева деталей до пластического состояния с применением механического усилия.
Основные недостатки сварочных соединений: наличие остаточных из-за неоднородного нагрева и охлаждения; возможность коробления деталей при сваривании (особенно тонкостенных); возможность существования скрытых дефектов (трещин, шлаковых включений, непроваров), снижающих прочность соединений.
Лобовые угловые швы
Качество и герметичность шва на прямых участках профиля; если шов на этой части профиля имеет низкое качество, значение обширных морщин в углу больше, чем при качественном прямом шве, поскольку это указывает на то, что производитель не имеет большого контроля над общим качеством шва, а морщины может быть не только результатом малого радиуса. Для некруглых банок, имеющих ограниченную герметичность на углах, присутствие хребта давления должно быть основным фактором в определении приемлемости шва. В сочетании с чрезмерной длиной морщин и полыми швами отсутствие хребта давления может указывать на недостаточную герметичность шва. Наличие дефектов шва или отсутствие технических характеристик шва; как и во всех швах, наличие дефектов или размеров вне спецификаций должно быть сильно взвешено, если судить о приемлемости герметичности шва в круглых баночках. Сочетание чрезмерной длины морщин и размеров вне спецификаций или дефектов шва обычно приводит к неприемлемо свободному шву. Плоскость концевых и телескопических крючков; изогнутые или погнутые концевые крюки или крючки для тела могут создавать неприемлемо рыхлый шов, при этом все же создавая приемлемый гребень для давления и приемлемую длину морщин. Внутри концевого крючка с обеих сторон кроссовера с прыгающей шовной областью, прилегающей к слепому оттиску, который находится рядом с ударом швов бокового ствола.
Виды сварки весьма разнообразны. Наиболее широко распространена электрическая сварка. Различают два основных вида электросварки: дуговую и контактную. По виду используемого источника теплоты имеется также газовая сварка. По способу защиты материала в зоне сварки применяют сварку в аргоне, под флюсом, в вакууме и т.д. По степени механизации различают ручную, полуавтоматическую и автоматическую сварку.
Объем внутреннего снижения в этом пункте не должен превышать принятые руководящие принципы производителя. Внутри концевого крюка на кроссовере, показывающем отклонение кроссовера, которое не должно превышать руководящих принципов производителя. Определите толщину пластины, удалив эмалевые покрытия секции торцевой пластины; метилэтилкетон или стальная шерсть. Измерьте толщину торцевой пластины с помощью микрометра с куполообразной наковальней. Не используйте двойной шовный миометр.
Оптическое перекрытие - измерения оптического перекрытия с использованием шовной пилы и шовного проектора обеспечивают фактическое перекрытие в точке поперечного сечения. Наличие ключевой вкладки добавляет дополнительный слой металла к двойному шву в области табуляции. Это приведет к соответствующему сокращению перекрытия. Наложение в области ключевых вкладок должно соответствовать минимальной длине в рекомендациях принимающего производителя.
В зависимости от расположения свариваемых деталей различают следующие виды соединений: стыковые, нахлесточные, тавровые и угловые.
а) Стыковые при различной подготовке кромок
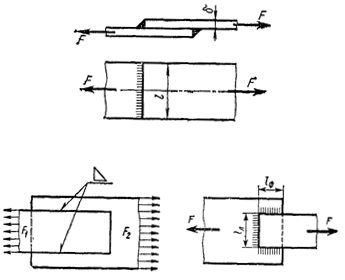
б) Нахлесточные соединения (фланговые, лобовые, комбинированные)
Расчет теоретического перекрытия. Следует отметить, что использование расчета теоретического перекрытия имеет большую вариабельность и было продемонстрировано как переоценка, так и завышение фактического перекрытия по оптическому измерению. Точного замещения оптического измерения нет. Для тех, кто хочет включить этот фактор в свои записи, теоретическое совпадение может быть рассчитано следующим образом.
Расчетное перекрытие = Толщина торцевой пластины концевого крючка кузова - длина шва. Для определения теоретического перекрытия к расчетному перекрытию добавляется корректирующий коэффициент. При регулярных исследованиях разрыва двойного шва, как ручные измерения, так и оптические методы могут использоваться.
Рисунок 15
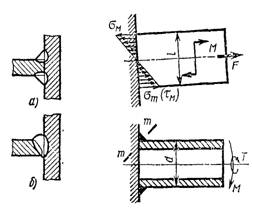
а) Тавровые соединения
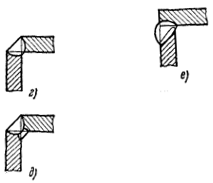
б) Угловые соединения
Рисунок 16
Стыковые швы на прочность рассчитывают по номинальному сечению соединяемых элементов без учета утолщения швов. Для расчета швов используются , что и для целых элементов.
Использование теоретического перекрытия не является точной заменой оптического перекрытия. Разрывы или поперечные сечения выполняются индивидуально на разных образцах или, альтернативно, могут выполняться на одном и том же блоке с использованием более 1 единицы, если это необходимо для достижения предлагаемого количества точек измерения.
Поперечное сечение. Подготовка поперечных сечений с двойным швом обеспечивает прямое измерение размеров шва и факторов целостности, таких как фактическое перекрытие и процентное зацепление крючка. Сечения могут быть подготовлены путем подачи, распиловки с помощью ручной пилы или пиления с использованием двойной или однолезвенной шовной пилы.
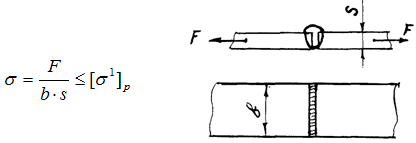
Рисунок 17
В сварных швах отмечают штрихом.
Напряжения от в плоскости соединяемых элементов

Рисунок 18
Напряжение от изгибающего момента в плоскости соединяемых элементов и растягивающей (или сжимающей) силы
Например, файл будет полезен для полевых инспекций, и там, где пила не доступна. Пила ювелира была бы полезна для полевых инспекций и где использование электрической шовной пилы могло бы полностью уничтожить дефект, т.е. разрез, производимый швом, шире, чем общая ширина дефекта в месте возникновения.
Подача - разрезать по двойному шву, подавая под прямым углом к шву, используя плоский файл, имеющий безопасный край. Держите файл так, чтобы безопасный край был против предложенного поперечного сечения, что минимизирует тенденцию к образованию заусенцев на банке. Используйте пилу ювелира, чтобы режущее движение делалось только в направлении зубов, а не назад и вперед. Лезвие должно быть плотным в раме пилы, и лезвие перемещалось по режущему движению светом, но устойчивое понижательное давление.

Рисунок 19
Нахлесточные соединения, как правило, выполняют угловыми швами. Угловые швы по расположению относительно нагрузки разделяют на: поперечные или лобовые, расположенные перпендикулярно направлению силы; продольные или фланговые, расположенные параллельно направлению силы; косые, расположенные под углом к направлению силы; комбинированные, представляющие собой сочетание перечисленных швов.
Профессиональное использование ювелирной пилы придет с практикой. Сделайте два разреза в корпус и конец банки, один из которых проходит через центр дефектной области. После того, как разрезы шва были завершены, снимите секцию шва, отрезав корпус и торцевую пластину парой ножниц. Шовная пила - для круглых банок разрезайте участки шва с помощью пилы с двойным лезвием из трех точек, которые расположены примерно на 120 градусов и примерно на расстоянии одного дюйма от кроссовера бокового шва.
Шейный проектор - убедитесь, что машина правильно откалибрована в соответствии с инструкциями производителя. Показывает положение суппортов при измерении концевого крючка, крюка корпуса, оптического перекрытия и длины внутреннего шва. Ручная область шва - Поместите шовную секцию в перевернутом положении на кончике вашего большого пальца и указательного пальца, затем поместите скошенный конец кармана шовной области рядом с частью шва таким образом, чтобы шовная часть находилась в области видения и в центре внимания.
Разрушение угловых швов происходит по наименьшему сечению, совпадающему с биссектрисой прямого угла. Расчетная толщина шва k∙sin45°=0,7k. Угловой шов испытывает . Однако в упрощенном расчете такой шов условно рассчитывают на срез.

Рисунок 20
L - общая длина шва.
Если необходимо выполнить измерения любого из параметров шва, расположите градуированную шкалу так, чтобы шкала и шовная часть находились в фокусе, и измеряемый конкретный параметр был включен в диапазон шкалы. Хорошее освещение секции шва требуется при использовании кармана.
Показывает фотографию кармана с помощью линейки для масштабирования. На графике показано, как удерживать область действия и где на двойном шве выстраиваться в линию. В результате показано обратное изображение двойного шва. Оценка шва - Снимите концевой крюк с баланса двойного шва и проверьте хребет давления, свидетельство прыжкового шва, рейтинг стыковки и плотность в соответствии с разделом 3.
Допускаемые напряжения зависят от величины допускаемого напряжения основного материала.
В зависимости от способа сварки, качества и марки электродов φ=0,8...1; φ 1 =0,6...0,8.
F 1 ∙a 1 -F 1 ∙a 2 =0
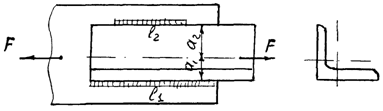
Рисунок 21
Все угловые швы рассчитывают только по касательным напряжениям независимо от их расположения к направлению нагрузки. Комбинированные соединения лобовыми и фланговыми швами рассчитывают на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов.
Производитель может предоставить руководство по размеру и стилю каждого размера, в котором изложены измерения и допуски швов, для которых двойной шов был разработан для обеспечения герметичного контейнера. Должны быть реализованы процедуры осмотра, которые позволяют производителю или консервному заводу удерживать для расследования, любой продукт, который не соответствует принятым правилам.
Эти рекомендации производителя могут варьироваться в зависимости от того, являются ли банки стальными или алюминиевыми, двумя или тремя частями, с пайкой или сваркой, а также круглыми или не круглыми. Эти рекомендации не обязательно применимы к баночкам других форм или производству.
Если соединяемая деталь асимметрична, то расчет прочности производят с учетом нагрузки, воспринимаемой каждым швом. Например, к листу приварен , равнодействующая нагрузка проходит через поперечного сечения уголка и распределяется по швам обратно пропорционально a 1 и а 2 . Соблюдая условие равнопрочности, швы выполняют с различной длиной.
Чрезвычайно важно помнить, что качество двойных швов нельзя судить только по измерениям. Визуальный осмотр на герметичность и любые видимые отклонения не менее важен. Когда одно или несколько измерений выходят за пределы корректировки, немедленно проверьте другой образец. Если это тоже выходит за пределы, предпримите какие-либо корректирующие действия.
Сварные соединения с угловыми швами. Расчет и конструирование
Размеры вне пределов регулировки не обязательно означают, что шов неприемлем. Это означает, что вы должны решить, соответствует ли шов. При принятии вашего решения основные соображения являются перекрытием и герметичностью. Шов можно считать удовлетворительным, если перекрытие и герметичность находятся в пределах пределов регулирования, а другие размеры находятся в пределах удержания для исследования пределов без серьезных дефектов, и шов правильно сформирован.

При нагружении соединения с лобовым швом в плоскости стыка:
Во время соединения отдельных деталей металлоконструкций часто используются сварные соединения, так как это самый простой, доступный и дешевый метод, который может предоставить качество достаточно высокого уровня. Но все равно, параметры каждого шва будут отличаться, в зависимости от металла, его толщины и условий проведения процедуры. Расчет на прочность сварных швов проводится для того, чтобы определить, какими характеристиками обладает или будет обладать соединение, выполненное с определенными параметрами.
Когда общая оценка шва указывает на сомнительную производительность, банки должны быть задержаны для дальнейшего расследования, такие как сортировка, испытания на утечку, инкубация для порчи или просто проведение, чтобы определить, развивается ли какая-либо порча. Тип требуемого действия зависит от обстоятельств.
Пример рекомендуемых стандартов измерения двойного шва для трехкомпонентных санитарных банок
На основании наивысших и наименьших показаний, полученных на образце банки. На основании самого низкого значения, полученного на банке. Источник информации: Может ли Институт производителей - Стандарты добровольной промышленности. После проверки двойных швов в соответствии с разделом 1 остальную часть банки следует осмотреть до отрыва. Следующие пункты содержат контрольный список.
Предварительными расчетами занимаются в то время, когда составляют проект. Это необходимо для рационального подбора материалов, которые бы смогли выдержать возлагаемые нагрузки и имели запас прочности. Перерасход металла на производстве не следует допускать, так что расчет сварного шва на прочность, позволяет определить количество и качество используемых материалов.
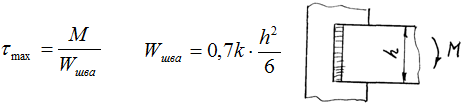
Расчет сварных соединений с угловыми швами при действии изгибающего момента М в плоскости, перпендикулярной плоскости расположения швов
Области, подверженные перелому металла, включают в себя скоррели, заклепочную заклепку, тиснение и шаги панели. Для вакуумно-упакованных продуктов, в постоянных условиях заполнения и закрытия, в качестве индикатора внутреннего вакуума можно использовать прогиб конца или глубину центральной панели. Следует признать, что конечные отклонения пустых банок сильно различаются и могут влиять на торцевое отклонение закрытой банки. Температура также влияет на торцевое отклонение. Конец отклонения - это мера от верхнего края двойного шва до геометрического центра конца. Калиброванный калибр, подобный калибровочному датчику, используется, положив планку вдоль верха шва и от кроссовера. Точка датчика располагается в приблизительном центре конца банки. Убедитесь, что тисненые кодировки не мешают измерению. Убедитесь, что баллон не чувствует себя светлым, полым или сухим. Вес контейнера по сравнению со средним весом может указывать на возможность утечки емкости.
- Осмотрите металлическую пластину на наличие дефектов или повреждений.
- Осмотрите боковой шов сварных или паяных банок.
- Убедитесь, что концы не растянуты.
Чтобы узнать прочность сварного шва, требуется точно измерить все его параметры. Естественно, что небольшие отклонения вполне допустимы, так как невозможно сделать предельную точность даже при автоматической сварке, не говоря уже о том, когда все делается вручную. Они, как правило, не оказывают сильного влияния, но сварщику необходимо придерживаться заданных параметров.
Методика расчета соединений
И на прочность проводятся индивидуально для каждого типа соединения.
Стыковые швы. При работе со стыковыми швами, одним из главных параметров для вычислений является номинальное сечение. При этом, наплывы металла, которые образуются во время сварки, не учитываются. Вычисление основывается на известных по данным сопротивления материалов зависимостей, возникающих в сплошных балках. Когда начинается одновременное воздействие касательных и нормальных напряжений, которые концентрируются в наиболее нагруженной точке на сечении, то эквивалентное напряжение можно будет рассчитать по четвертой теории прочности по следующей формуле:
![]()
При этом, условие прочности выглядит как: σ Э ≤ [σ’] P
Данные для этого значения определяются по таблице, приведенной ниже:
Угловые швы. Данный тип соединения чаще всего выполняется с нормальным поперечным сечением. Соотношение сторон при этом составляет 1:1, но бывают и исключения. Сторона сечения носит название . Она обозначается на схемах как «К». Когда шов разрушается, то это происходит в наименьшем месте сечения, которое проходит через биссектрису прямого угла. Размер шва в данном сечении составляет βк. Вторым важным размером является длина шва. Это поможет определить, какую нагрузку выдерживает сварной шов. В случае, если сварка шла автоматически, полуавтоматически или же осуществлялась вручную, то значение β будет составлять 0,7. В таком случае шов будет прямоугольным равнобедренным треугольником.
Если сварка осуществлялась в полуавтоматическом режиме, но было несколько проходов, к примеру, 2 или 3, то β уже будет равняться 0,8. При условии многослойной сварки в автоматическом режиме значение возрастает до 0,9. Расчет на прочность сварных соединений углового типа проводятся условно по касательным напряжениям. Здесь требуется вычислить суммарное касательное напряжение. Для этого нужно определить самую нагруженную точку во взятом сечении. Далее следует сложить все имеющиеся в нем напряжения, чтобы определить общую сумму
После этого нужно определить, какое распределение имеют выбранные напряжения. Те, которые вызываются при помощи центральных сил, относятся к равномерно распределенным по сечению. Если напряжение вызвано центрально-поперечной силой и оказывает воздействие на швы малой длины, то оно не относится к данной категории и такие силы не учитываются при расчете. Те напряжения которые вызываются моментом, считают пропорциональными те расстояниям, которые отделяют их от центра масс. Также может быть принято расстояние до нейтральной линии, которая проходит через этот центр. Это актуально при воздействии момента в плоскости, которая находится перпендикулярно по отношению к стыку. В данном случае, условие прочности будет выглядеть следующим образом вид τ ∑ ≤ [τ] ср, где [τ’] ср можно найти в таблице приведенной выше.
Допускаемые напряжения. Совокупность сил, что вызывает напряжение в сварных соединениях, имеют свой предел, который является безопасным для работы. Допускаемые напряжения на чертежах отмечаются при помощи штриха. Принятые нормы допускаются, так как не оказывают какого-либо серьезного негативного воздействия.
Порядок выполнения расчета сварных соединений
Чтобы определить. Сколько выдерживает сварной шов, необходимо не только знать исходные данные, но и провести расчеты в заданном порядке. Чтобы все прошло правильно, необходимо придерживаться следующего плана:
- Определяются основные параметры, которыми обладает сварное соединение. Это его размеры, форма и пространственное положение.
- Затем опасное сечение проворачивается на плоскость, которая соприкасается со свариваемой деталью, она еще называется плоскостью стыка деталей. Поворот необходим, если опасное сечение шва не сходится с плоскостью стыка на исследуемой детали. То сечение, которое образуется вследствие поворота, носит название расчетное.
- После этого приступают к поиску положения центра масс на расчетном сечении.
- Внешняя приложенная нагрузка переносится в центр масс, которые имеются на расчетном сечении.
- Далее необходимо определить напряжение, которое возникает в расчетном сечении при воздействии всех принятых силовых факторов. Сюда входит поперечная и нормальная сила, а также крутящий и изгибающий момент.
- После этого определяется наиболее нагруженная точка в сечении. В ней складываются все полученные нагрузки, воздействующие на поверхность, и определяется суммарная нагрузка, которая и будет максимумом, с которым придется столкнуться шву.
- Происходит расчет допускаемого напряжения, воздействующего на сварной шов.
- На завершающем этапе происходит сравнение допустимого напряжения и суммарного, максимального на сечении. Благодаря этому, можно найти те размеры, которые будут наиболее подходящими для работы данной металлоконструкции. Чтобы подтвердить данные, делается дополнительный проверочный расчет.
Не стоит забывать, что все эти данные остаются актуальными только если соблюдаются все правила выполнения сварных соединений.



